Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области обработки металлов резанием и может быть использовано в машиностроении, а именно в авиадвигателестроении, при обработке профиля пера рабочих лопаток газотурбинных двигателей, в частности лопаток компрессора, концевыми фрезами на фрезерных станках с числовым программным управлением (ЧПУ).
При изготовлении аэродинамических моделей лопаток роторов газотурбинных двигателей, предъявляются особые требования к точности изготовления (~0,02-0,05 мм), существенно превышающие требования к конструкциям в составе серийных изделий. Основную сложность представляет изготовление аэродинамических поверхностей лопаток, имеющих малые относительные толщины при выраженном осевом габарите (200-300 мм). Толщина профиля в концевом сечении может достигать 0,7-0,8 мм при длине хорды ~40 мм. При таких толщинах наряду с требованиями по точности изготовления возникает ряд эффектов, существенно осложняющих изготовление таких деталей.
Сила резания при фрезеровании отжимает деталь от инструмента. При малых относительных толщинах, характерных для лопаток вентиляторов, величина отжима может существенно превышать точность обработки, что приведет к недоработке припуска в зонах с малой жесткостью и соответственно больших прогибов. Определяющее влияние на величину прогиба оказывают сила резания, последовательность удаления и величина припуска, повышающего жесткость обрабатываемой поверхности тонкостенных деталей и их элементов. При этом сила резания определяется положением фрезы, относительно обрабатываемой поверхности (пространственной ориентацией), направлением движения фрезы относительно поверхности, величинами технологических параметров обработки (подача на зуб, величина припуска на обработку, шага между строчками), которые определяют производительность.
При обработке лопаток выбор стратегии обработки и технологических параметров диктуется требованиями к точности изготовления. Известен способ обработки нежестких деталей (описание изобретения к авторскому свидетельству SU 1400798, МПК4 В23С 3/00, заявл. 23.12.86, опубл. 07.06.88 г.), преимущественно лопаток газотурбинных двигателей, концевой фрезой, при котором определяют величину снимаемого припуска, ведут обработку за один проход и перемещают фрезу вдоль обрабатываемой поверхности эквидистантно ей. Обработку ведут периферийной частью концевой фрезы. После обработки первой детали определяют погрешность ее изготовления, замеряют величину отжима детали на ширине обработки и корректируют положение фрезы и детали относительно друг друга с учетом величины этого отжима. При данном способе обработки получается невысокая точность обработки при малых скоростях резания. Для уменьшения брака от вибраций оставляют значительный (0,1-0,15 мм) припуск для слесарной доработки, которая увеличивает время изготовления деталей и снижает точность изготовления.
Также известен способ обработки нежестких деталей (описание изобретения к авторскому свидетельству SU 1502230, МПК4 В23С 3/00, заявл. 19.10.87, опубл. 23.08.88 г.), преимущественно лопаток газотурбинных двигателей, концевой фрезой, при котором определяют величину снимаемого припуска, ведут чистовую обработку за один проход и перемещают фрезу вдоль обрабатываемой поверхности эквидистантно ей. Обработку ведут периферийной частью концевой фрезы. После обработки первой детали определяют погрешность изготовления, замеряют величину отжима детали и фрезы и путем изменения упругих характеристик фрезы уравнивают величины упругих отжимов фрезы и детали, затем при обработке остальных деталей глубину резания увеличивают на указанную величину отжатия. При данном способе обработки получается невысокая точность обработки из-за вибраций, возникающих при упругих колебаниях режущего инструмента, имеющего значительный вылет. Для снижения процента брака оставляют значительный (0,1-0,15 мм) припуск для слесарной доработки, которая увеличивает время изготовления деталей и снижает точность изготовления.
Наиболее близким к предлагаемому техническому решению является изобретение «Способ обработки лопаток газотурбинных двигателей» по патенту РФ №2419520 С1, МПК В23С 3/18, 2009 г., согласно которому определяют величину снимаемого припуска, ведут обработку за один проход концевой торовой фрезой, которую перемещают эквидистантно обрабатываемой поверхности.
Для обеспечения плавного перехода от пера лопатки к замку фрезу относительно обрабатываемой поверхности перемещают по спирали. В таком способе необработанная часть детали выполняет роль люнета, что теоретически исключает отжим фрезы и детали, корректировка положения детали и фрезы относительно друг друга проводится после обработки первой детали.
Основным недостатком вышеуказанного способа является присутствие неконтролируемых вибраций, возникающих при больших частотах воздействия фрезы на деталь. Вибрации при обработке деталей с малой относительной толщиной приводят к возникновению глубоких рисок на поверхности, отжиму обрабатываемой детали от инструмента и, как следствие, к браку.
При изготовлении аэродинамических поверхностей лопаток роторов биротативных однорядных вентиляторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите в режиме высокоскоростного фрезерования данный способ неприемлем.
Задачей и техническим результатом предлагаемого изобретения является изготовление аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите и максимально возможное сокращение сроков их изготовления.
Решение задачи технический результат достигаются тем, что в способе фрезерования на станках с ЧПУ моделей лопаток роторов газотурбинных двигателей, основанном на определении величины снимаемого припуска, обработке лопатки концевой торовой фрезой, которую перемещают эквидистантно обрабатываемой поверхности, для обрабатываемой лопатки строят последовательность конечно-элементных моделей с моделированием условий закрепления лопатки, соответствующих последовательному позонному удалению предварительно заданной величины припуска при обработке, рассчитывают значения собственных частот обрабатываемой лопатки для каждой зоны, для коррекции полученных значений собственных частот дополнительно измеряют собственные частоты обрабатываемой лопатки экспериментально для каждой зоны с использованием системы «возбудитель-датчик», проводят оценку совпадения расчетных и экспериментальных частотных характеристик обрабатываемой лопатки объединяют зоны с близкими частотными характеристиками, по выбранному значению частоты колебаний лопатки корректируют частоту вращения шпинделя станка таким образом, чтобы исключить резонанс при взаимодействии со спектральными составляющими силы резания, полученный результат закладывают в управляющие программы обработки лопаток.
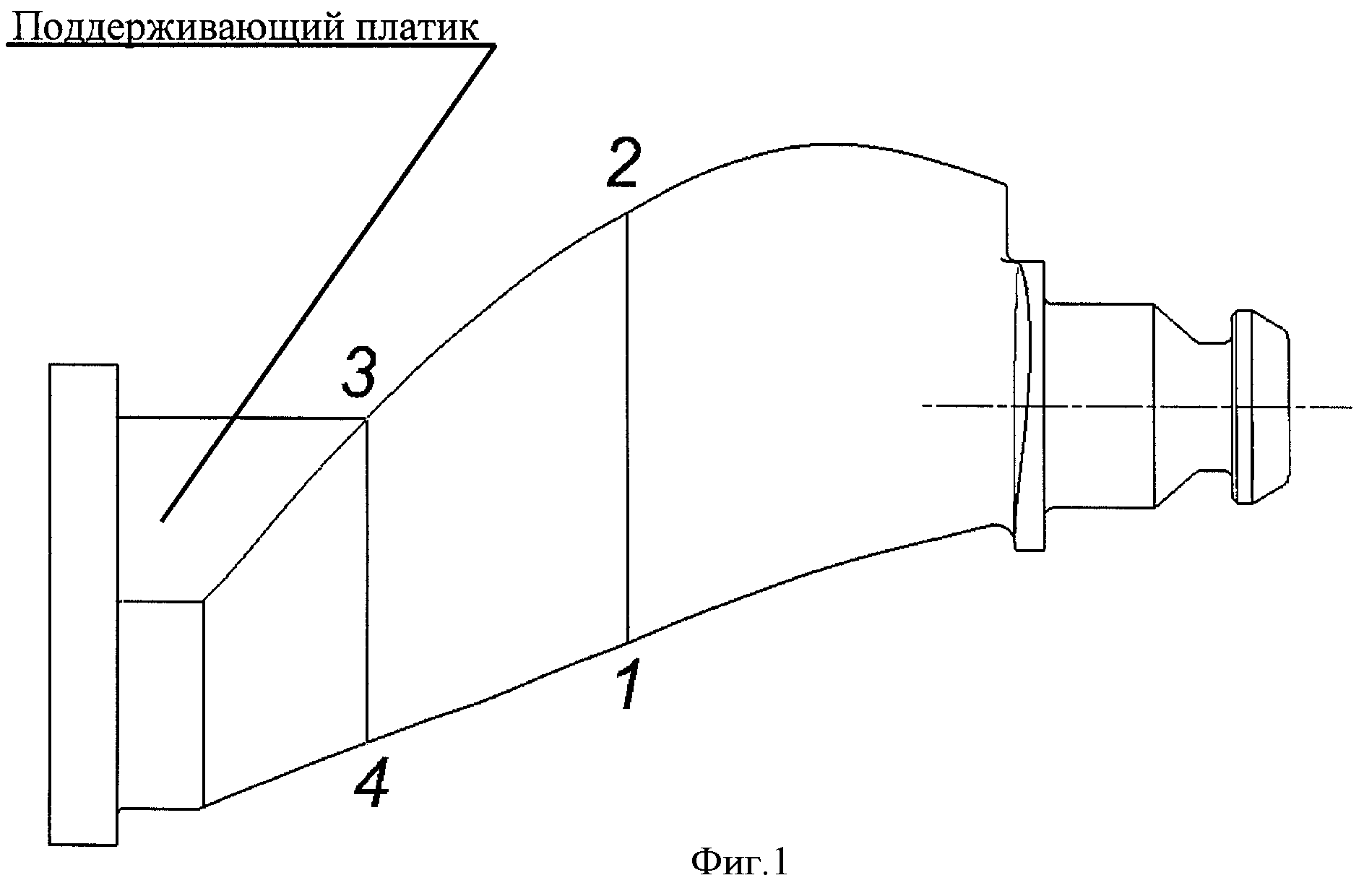
На фигуре 1 показан эскиз лопатки.
На фигурах 2-5 показана последовательность конечно-элементных моделей (несколько вариантов по этапам удаления материала, описывающих процесс реконфигурировании детали - последовательного изменения ее геометрических параметров по мере обработки заготовки) с моделированием условий закрепления.
На фигуре 6 показана финишная конфигурация конечно-элементной модели лопатки.
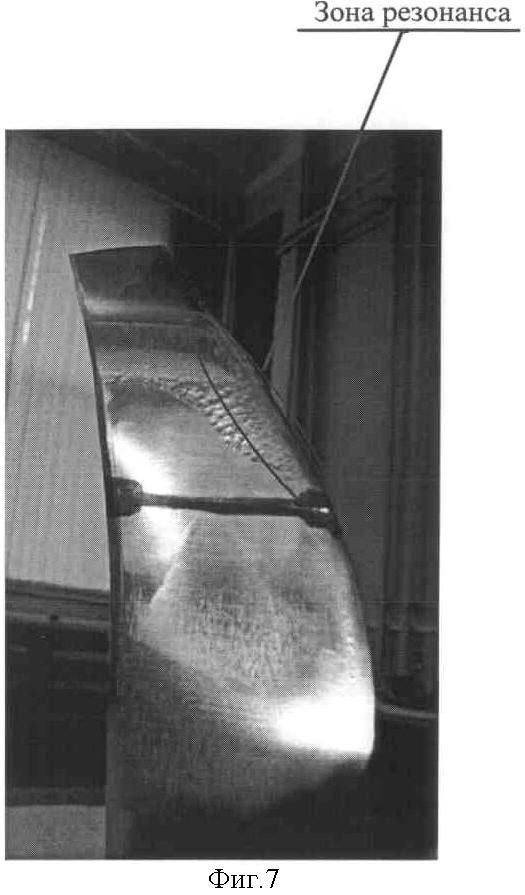
На фигуре 7 представлена фотография лопатки со следами резонансного воздействия возбуждающих колебаний режущего инструмента.
На фигуре 8 представлено совпадение теоретического расчета с результатами, полученными на практике (фигура 7).
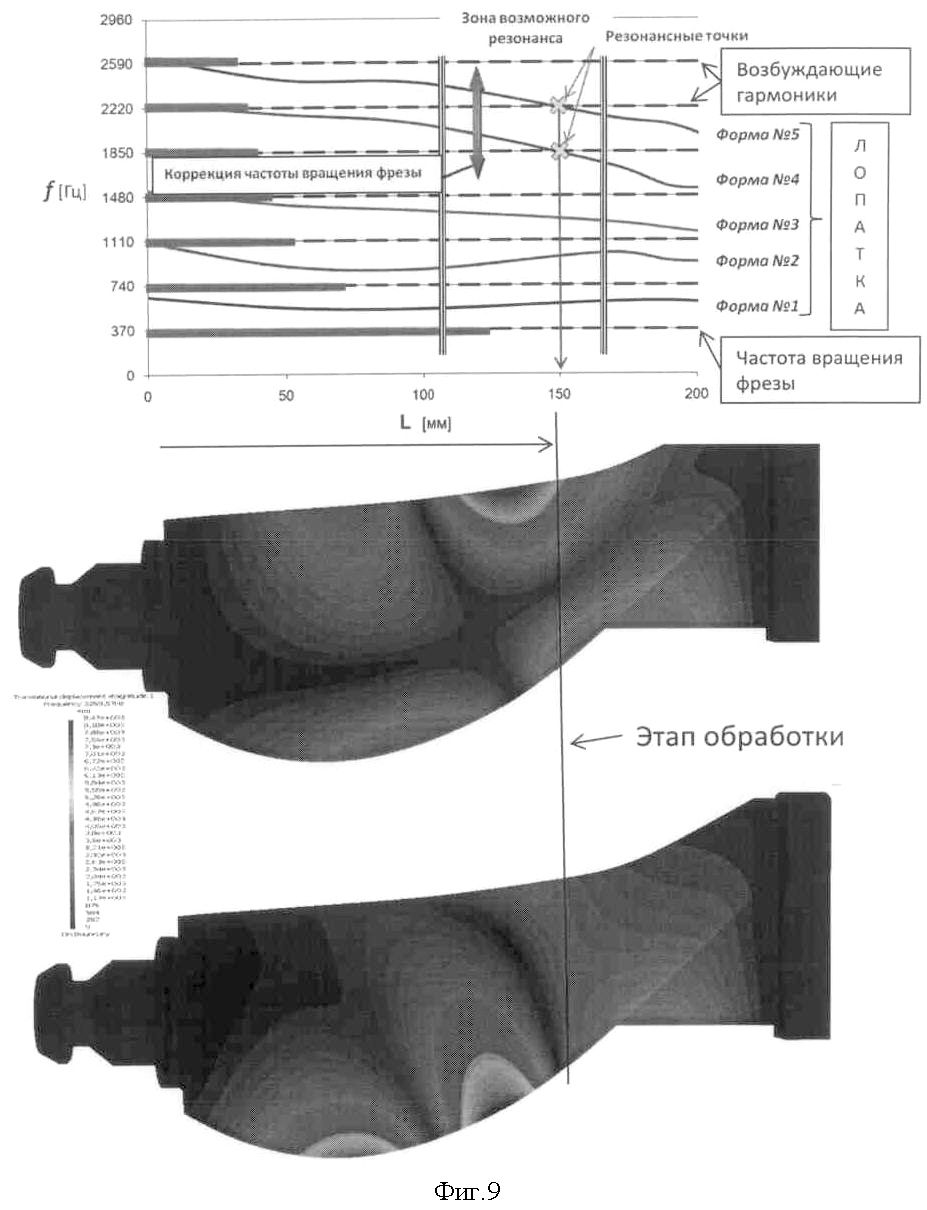
На фигуре 9 показан способ проверки совпадения частоты собственных колебаний лопатки для первых 5-ти форм и частот возбуждающих колебаний от воздействия режущего инструмента при конкретной длине инструмента для выбранной зоны обработки (L=150 мм).
На фигуре 10 представлена фотография экспериментального измерения собственной частоты обрабатываемой модели лопатки с использованием системы «возбудитель-датчик».
На фигуре 11 показано определение ширины резонансной кривой через резонансные диапазоны по результатам расчета.
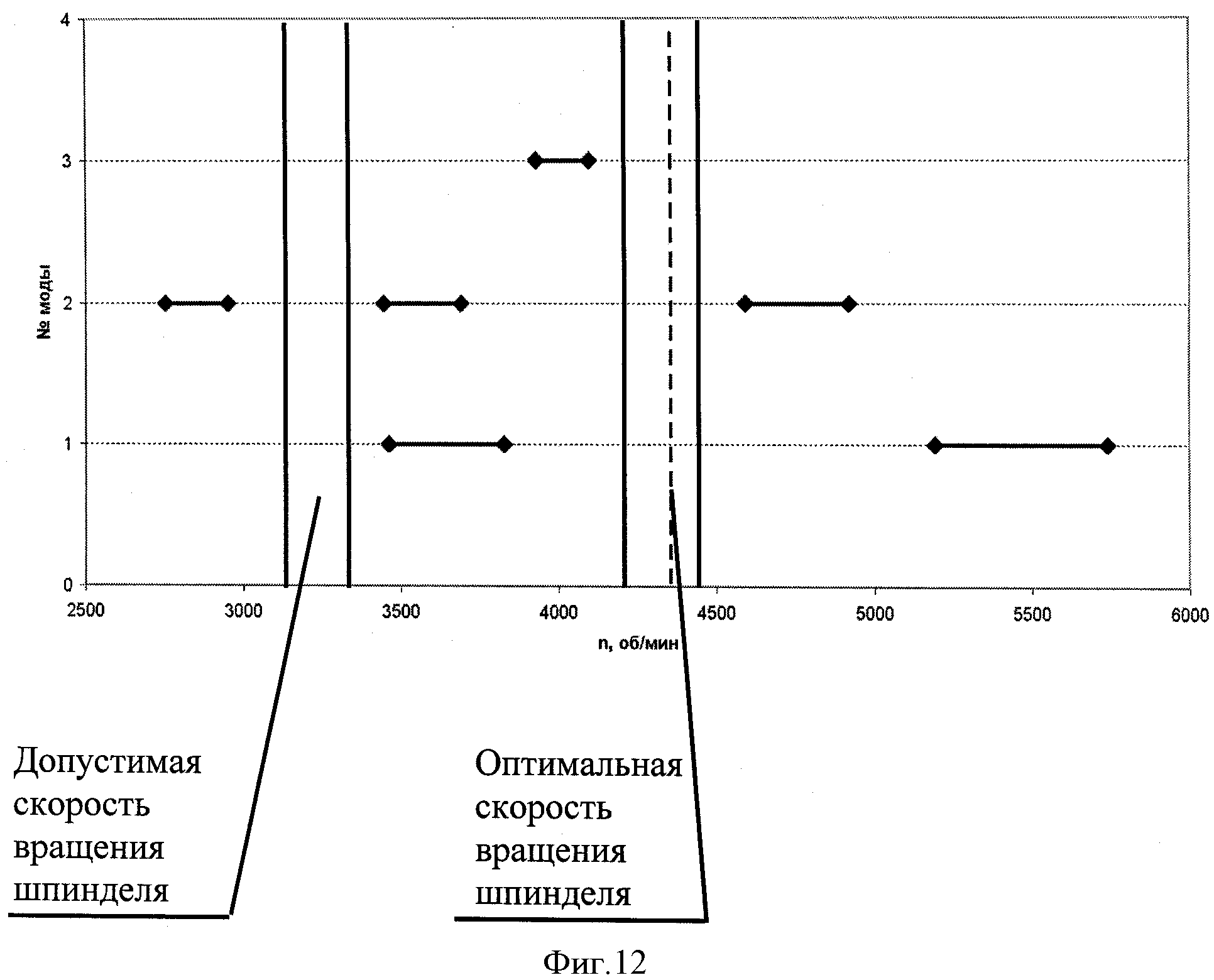
На фигуре 12 показаны резонансные диапазоны по результатам расчета собственных форм и частот изготовляемой детали - лопатки ротора газотурбинного двигателя и выбор безопасной частоты вращения фрезы (n=4400 об/мин).
При изготовлении аэродинамических поверхностей моделей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите (200÷300 мм) появляются вибрации при обработке деталей с малой относительной толщиной, которые приводят к неконтролируемому отжиму детали и, как следствие, к браку. Для лопатки жесткость в направлении нормали к поверхности в точках, отмеченных на фигуре 1 приведена в таблице 1 (припуск 2 мм что соответствует конечно-элементной модели, приведенной на фигуре 2).
|
Точки 2,3,4, имеющие наименьшую жесткость, соответствуют наибольшему отжиму детали и недоработке поверхности, для устранения отжима детали в зоне включающей точки 2,3,4 (таблица 1) применяют поддерживающий платик (показан на фигуре 2), подлежащий удалению по окончанию фрезерной обработки.
При подготовке технологического процесса чистового фрезерования на станках с ЧПУ деталей, имеющих малую жесткость и склонных к возникновению вибраций в процессе обработки, применяют выбор безопасной частоты вращения шпинделя, основанный на уточнении технологических параметров чистовой финишной обработки из условий, которые исключают резонанс между частотами воздействия фрезы на обрабатываемую поверхность и собственными частотами обрабатываемой заготовки, при ее реконфигурировании от исходной до финишной конфигурации готовой детали.
Выбор безопасной частоты вращения шпинделя, основанный на уточнении технологических параметров чистовой финишной обработки из условий, которые исключают резонанс между частотами воздействия фрезы на обрабатываемую поверхность и собственными частотами обрабатываемой лопатки достигают следующим способом:
- для обрабатываемой лопатки строят расчетную последовательность конечно-элементных моделей с моделированием условий закрепления, соответствующих последовательному позонному удалению предварительно заданной величины припуска при обработке (фигуры 2-6);
- рассчитывают собственные частоты обрабатываемой лопатки для каждой зоны (один из примеров результатов расчета показан на фигуре 8);
- для коррекции полученных значений измеряют собственные частоты обрабатываемой лопатки экспериментально с использованием системы «возбудитель-датчик» для каждой зоны (показано на фигуре 10);
- проводят оценку совпадения расчетных и экспериментальных частотных характеристик обрабатываемой лопатки;
- объединяют зоны с близкими частотными характеристиками;
- по выбранному значению частоты колебаний лопатки корректируют частоту вращения шпинделя таким образом, чтобы исключить резонанс при взаимодействии со спектральными составляющими силы резания.
Из графика, приведенного на фиг.9 видно, что собственные формы (№№4 и 5) пересекаются с возбуждающими гармониками кратными частоте вращения фрезы, вертикальной двухсторонней стрелкой показаны возможные направления коррекции возбуждающих гармоник, путем переназначения частоты вращения фрезы. Из графика, видно, что, несмотря на выбор рациональной частоты f=370 Гц, ее возбуждающие гармоники (кратные частоты), тем не менее, пересекают 4-ую и 5-ую форму в так называемых опасных точках. Эти точки могут привести к резонансу. Поэтому нужно произвести дополнительные расчеты 4-ой и 5-ой форм колебаний и, при необходимости, коррекцию частоты f. После локального расчета этих форм подтверждаем что траектория прохода фрезы не задевает локальные максимумы частот собственных колебаний лопатки.
На фигуре 11 показано определение ширины коридора под резонансной кривой по результатам расчета. Коридор между граничными частотами f1 и f2 запрещен, так как при частотах, внутри коридора наиболее вероятно возникновение явления резонанса.
- на фигуре 12 отрезками показаны интервалы частот вращения шпинделя (запрещенные коридоры) при которых возникают явления резонанса, так же на фигуре 12 показаны два разрешенных коридора скоростей вращения шпинделя (допустимая частота вращения шпинделя 3200-3300 об/мин, и оптимальная частота вращения шпинделя 4300-4400 об./мин.).
- полученный результат - оптимальную скорость вращения шпинделя закладывают в управляющие программы обработки деталей.
Поскольку решением задачи и техническим результатом изобретения является изготовление аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите и максимально возможное сокращение сроков их изготовления, то найденная оптимальная частота вращения шпинделя станка n, исключающая явление резонанса позволяет решить эту задачу. Данный метод был успешно применен к изготовлению лопаток роторов газотурбинных двигателей.
Способ изготовления аэродинамических поверхностей лопаток роторов газотурбинных двигателей на станках с ЧПУ, включающий определение величины снимаемого припуска и обработку концевой торовой фрезой, которую перемещают эквидистантно обрабатываемой поверхности, отличающийся тем, что выбирают оптимальную частоту вращения шпинделя, обеспечивающую исключение резонанса между частотами колебаний фрезы, воздействующих на обрабатываемую поверхность, и собственными частотами обрабатываемой лопатки, которую закладывают в управляющие программы обработки, и осуществляют позонное снятие припуска с использованием упомянутых программ,при этом для выбора оптимальной частоты вращения шпинделя строят последовательность конечно-элементных моделей с моделированием условий закрепления лопатки, соответствующих последовательному позонному снятию предварительно заданной величины припуска,рассчитывают значения собственных частот колебаний обрабатываемой модели лопатки для каждой зоны с их коррекцией при дополнительном измерении указанных частот с использованием системы «возбудитель-датчик»,проводят оценку совпадения расчетных и экспериментальных собственных частот колебаний обрабатываемой модели лопатки,объединяют зоны с близкими частотными характеристиками, из которых выбирают значение частоты колебаний модели лопатки, по которой осуществляют выбор упомянутой оптимальной частоты вращения шпинделя.





Способ контроля работоспособности многоточечной измерительной системы с входной коммутацией датчиков
Гиперзвуковой прямоточный воздушно-реактивный двигатель и способ организации горения
Способ поверки датчика силы и устройство для его осуществления
Способ разработки метангидратов и устройство для его реализации
Способ организации детонационного режима горения в камере сгорания гиперзвукового прямоточного воздушно-реактивного двигателя
Аэродинамическая труба
Осесимметричное сопло ракетного двигателя
Система очистки воздуха
Способ изготовления упругоподобных моделей летательных аппаратов на станках с чпу
Комбинированная противооблединительная система
Способ контроля работоспособности многоточечной измерительной системы с входной коммутацией датчиков
Гиперзвуковой прямоточный воздушно-реактивный двигатель и способ организации горения
Способ поверки датчика силы и устройство для его осуществления
Способ разработки метангидратов и устройство для его реализации
Способ организации детонационного режима горения в камере сгорания гиперзвукового прямоточного воздушно-реактивного двигателя
Аэродинамическая труба
Осесимметричное сопло ракетного двигателя
Система очистки воздуха
Способ изготовления упругоподобных моделей летательных аппаратов на станках с чпу
Комбинированная противооблединительная система

