Результат интеллектуальной деятельности: СПОСОБ ПРОРЕЗАНИЯ КАНАВОК В СВЕРХПРОЧНЫХ СПЛАВАХ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу механической обработки сверхпрочных сплавов, например, Inconel, и к режущей пластине для осуществления данного способа.
Уровень техники
В металлообрабатывающей промышленности уже давно используются сверхпрочные сплавы. Сверхпрочный сплав или сплав с высокими эксплуатационными характеристиками - это металлический сплав, который обладает очень высокой механической прочностью и очень высоким сопротивлением ползучести, например, при высоких температурах, высокой поверхностной стабильностью и высокой стойкостью к коррозии и окислению. Сверхпрочные сплавы обычно имеют аустенитную гранецентрированную кубическую структуру кристаллической решетки. Легирующие элементы сверхпрочных сплавов обычно включают никель, кобальт или никель-железо. Создание сверхпрочных сплавов основано на химических и технологических инновациях и стимулируется в основном авиационно-космической промышленностью и отраслями энергетической промышленности, такими как производство промышленных газовых турбин и корабельных турбин.
Примерами сверхпрочных сплавов являются Hasteloy, Waspaloy, Rene (Rene 41, Rene 80, Rene 95), Haynes, Incoloy, монокристальные сплавы и Inconel, который включает семейство аустенитных сверхпрочных сплавов на основе никеля, обычно используемых в высокотемпературных применениях.
Inconel, как и некоторые другие сверхпрочные сплавы, включает материалы, обладающие стойкостью к окислению и коррозии, которые проявляют высокие эксплуатационные качества при экстремальных условиях. Например, при нагревании Inconel образует толстый стабильный пассивирующий оксидный слой, который защищает его поверхность от множества нежелательных эффектов. Поэтому Inconel сохраняет свою прочность в широком диапазоне температур и является привлекательным для использования в высокотемпературных применениях, в которых другие материалы, такие как алюминий или сталь, проявляют неудовлетворительные эксплуатационные качества.
Однако Inconel и другие сверхпрочные сплавы очень трудно профилировать и обрабатывать на станке, например, вследствие их быстрого деформационного упрочнения во время механической обработки. Например, после выполнения первого прохода режущим инструментом по заготовке из Inconel, быстрое деформационное упрочнение при следующем проходе режущим инструментом вызывает нежелательные пластические и упругие деформации различных участков заготовки, которые входят во взаимодействие с режущим инструментом.
Существующее решение для устранения вышеупомянутых недостатков включает подачу в основной участок резания охлаждающей текучей среды, обеспечиваемой внешним переходником, под давлением приблизительно 70-80 бар. Применяемая охлаждающая текучая среда способствует удалению тепла, генерируемого в процессе механической обработки. Однако данное решение, включающее подачу охлаждающей текучей среды, например, при использовании известных твердосплавных режущих пластин, ограничивает скорость резания (Vc) заготовки приблизительно до 40-60 м/мин, что является относительно ограниченной скоростью резания по сравнению со скоростями резания других процессов резания. Например, низкая скорость резания ведет к высокой стоимости механической обработки и соответственно к высокой стоимости изготовления.
Задачей настоящего изобретения является создание способа механической обработки и режущей пластины для осуществления данного способа механической обработки, которые значительно уменьшают или устраняют вышеупомянутые недостатки.
Раскрытие изобретения
Варианты осуществления изобретения включают способ прорезания канавок в заготовке из сверхпрочного сплава и/или режущую пластину для осуществления данного способа.
В некоторых вариантах осуществления, например, по меньшей мере участок режущей пластины, например, по меньшей мере режущая кромка режущей пластины, покрывают слоем кубического нитрида бора (КНБ), таким как слой поликристаллического КНБ (ПКНБ), и режущая пластина включает в себя один или более внутренних каналов, образованных в ней. Указанный способ включает, например, направление охлаждающей текучей среды прямо на область взаимодействия режущей кромки с заготовкой, причем охлаждающую текучую среду подают на область взаимодействия через один или более внутренних каналов. Охлаждающая текучая среда выходит из внутренних каналов через соответствующие одно или более отверстий, образованных в передней поверхности режущей пластины, причем указанные отверстия расположены рядом с областью взаимодействия. Охлаждающая текучая среда направляется через эти отверстия прямо на область взаимодействия под давлением не менее 200 бар.
В некоторых вариантах осуществления, например, комбинация или частичная комбинация из: покрытия режущей пластины слоем КНБ, направления охлаждающей текучей среды прямо на область взаимодействия через внутренние каналы и близость внутренних каналов к участку взаимодействия обеспечивает значительно повышенную эффективность прорезания канавок в сверхпрочных сплавах по сравнению с известным уровнем техники. Посредством такой комбинации или частичной комбинации, указанный способ может включать прорезание канавок в заготовке из Inconel со скоростями резания (Vc), составляющими 200-500 м/мин, обеспечивающими высокое и очень высокое качество поверхности и стружкообразование, например, обеспечивающими образование стружек длиной от 1 до 5 мм. Такие повышенные скорости резания, достигаемые при использовании данного способа, значительно, т.е. на десятки-сотни процентов, превышают максимальную скорость резания Inconel, которая может быть достигнута в известном уровне техники. Таким образом, данный способ обеспечивает значительное уменьшение стоимости механической обработки Inconel и других сверхпрочных сплавов.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и демонстрации вариантов его практического осуществления ниже будет сделана ссылка на прилагаемые чертежи, на которых:
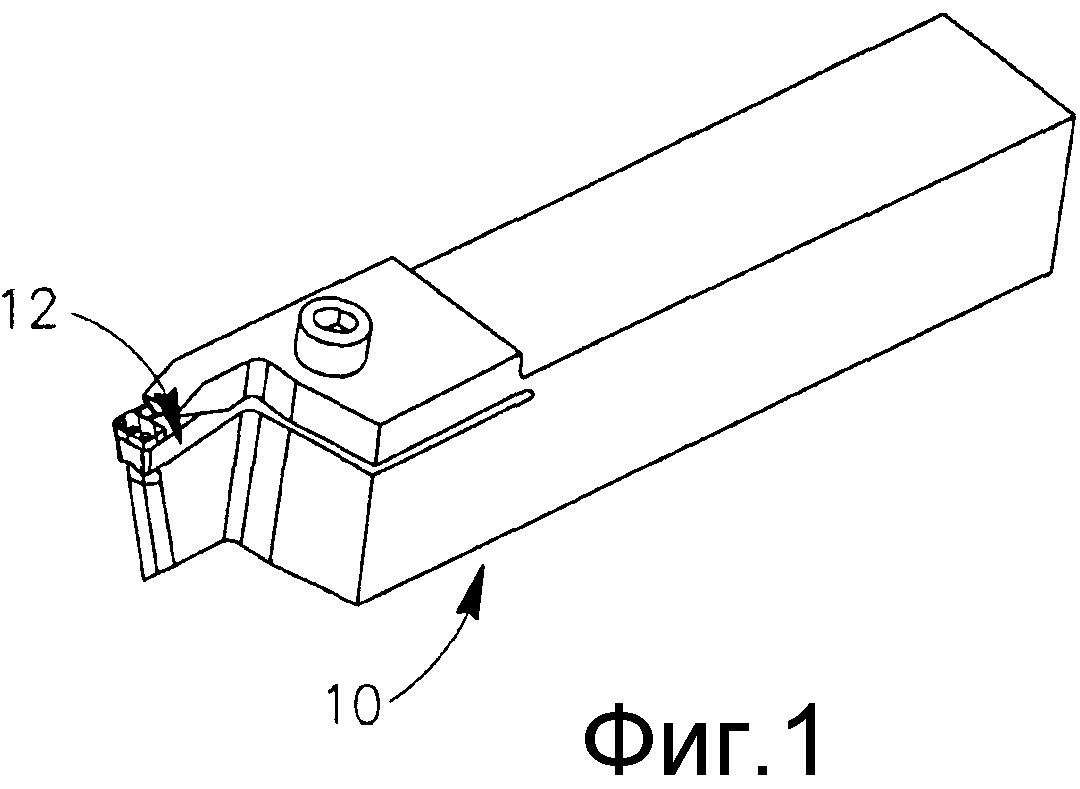
Фиг.1 представляет собой вид в перспективе режущего инструмента, содержащего режущую пластину, съемно удерживаемую в нем, в соответствии с настоящим изобретением;
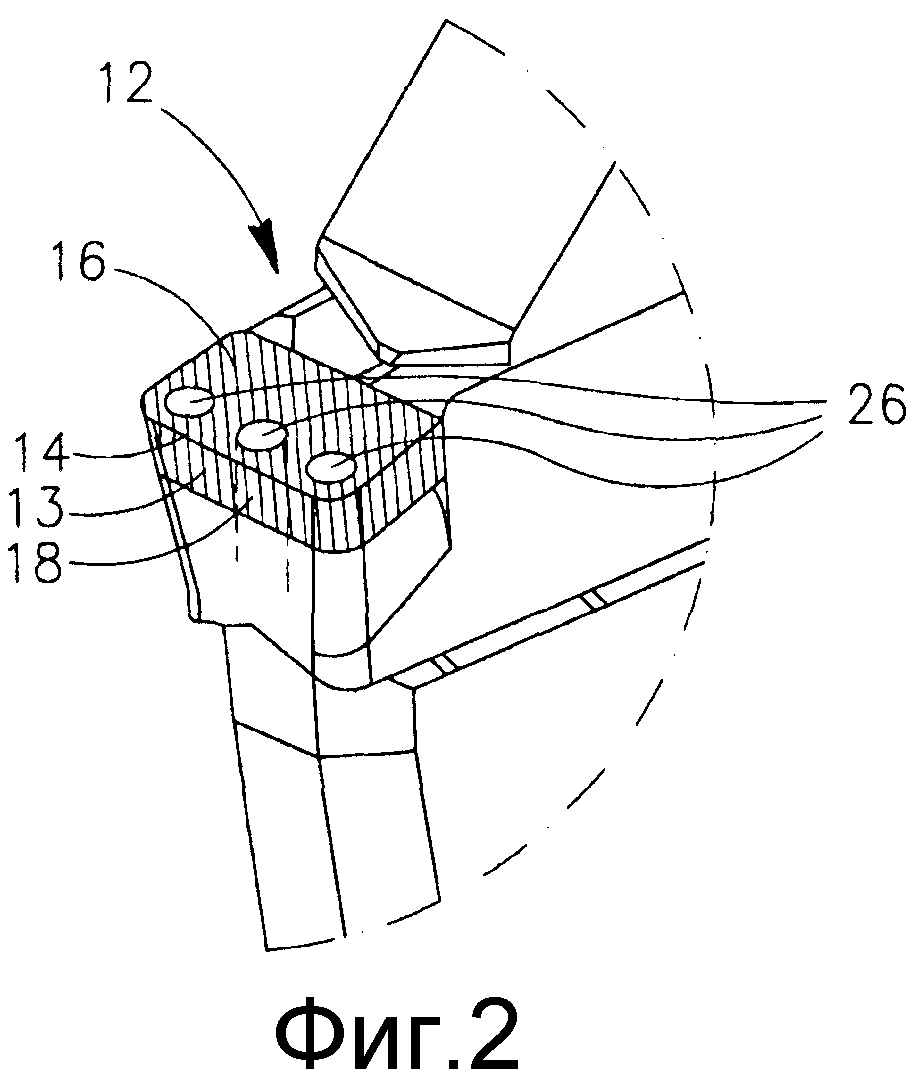
Фиг.2 представляет собой вид в перспективе участка резания режущего инструмента, показанного на фиг.1;
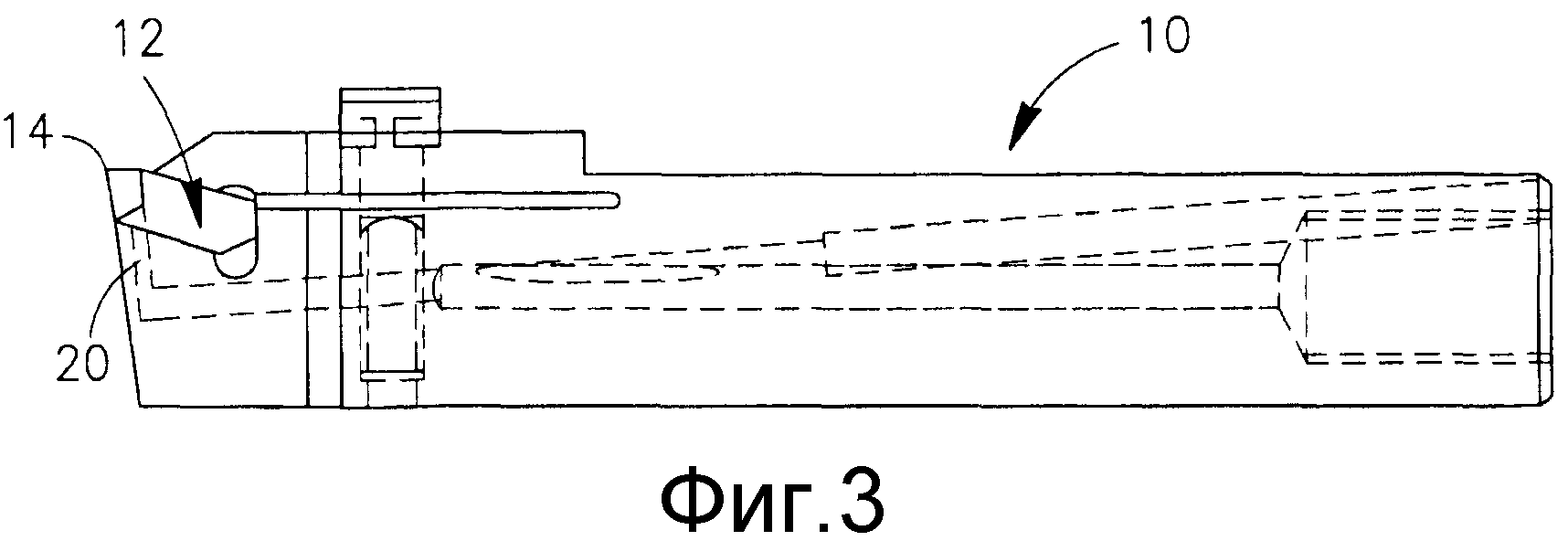
Фиг.3 представляет собой вид сбоку режущего инструмента, показанного на фиг.1;
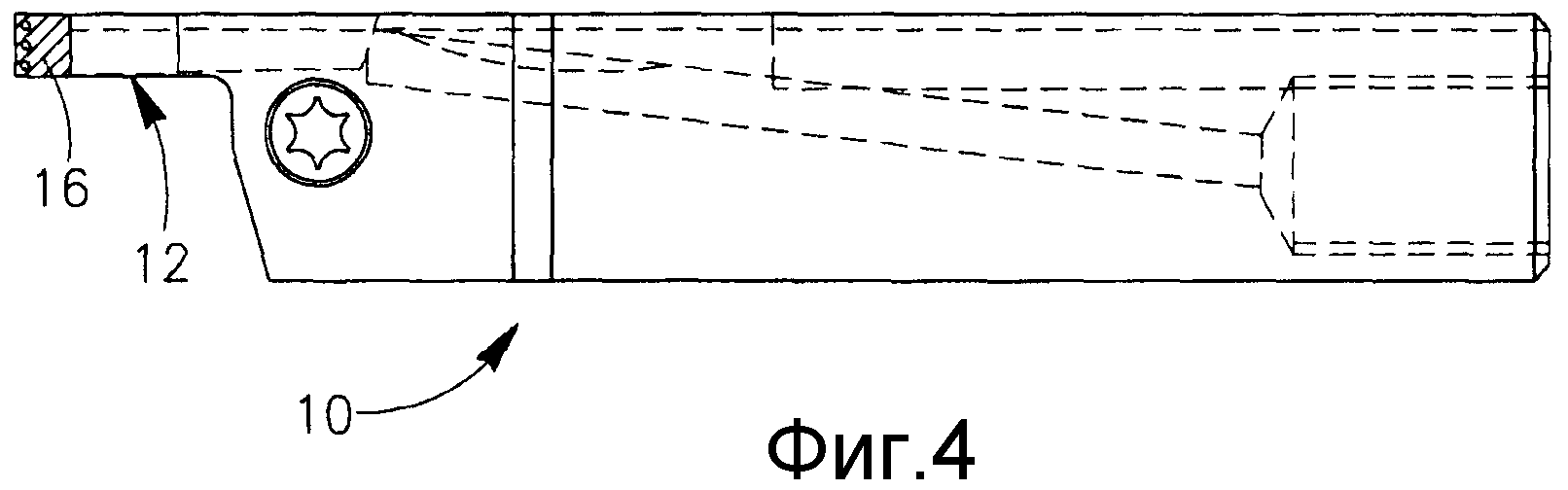
Фиг.4 представляет собой вид сверху режущего инструмента, показанного на фиг.1;
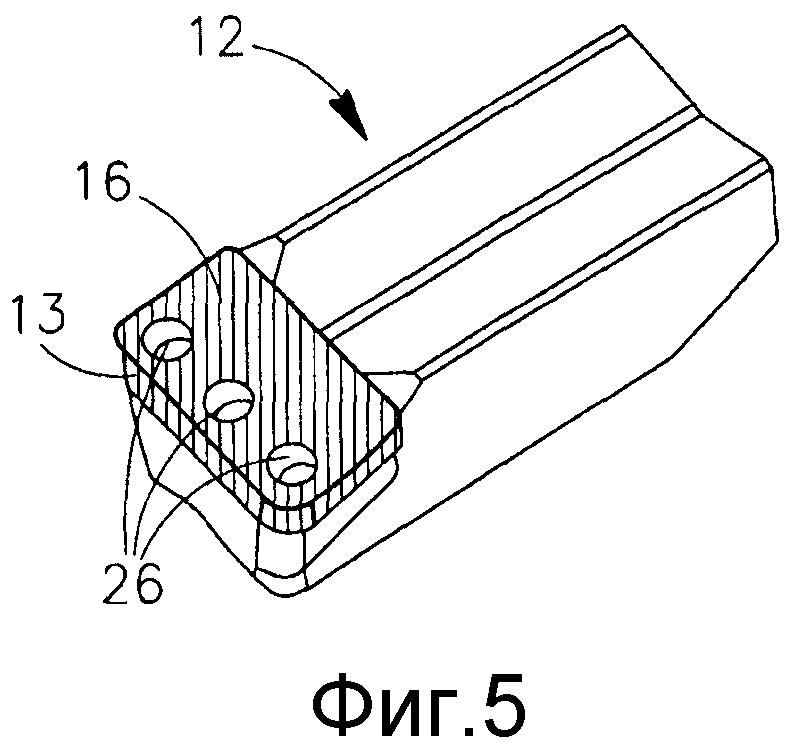
Фиг.5 представляет собой вид в перспективе сверху режущей пластины, показанной на фиг.1;
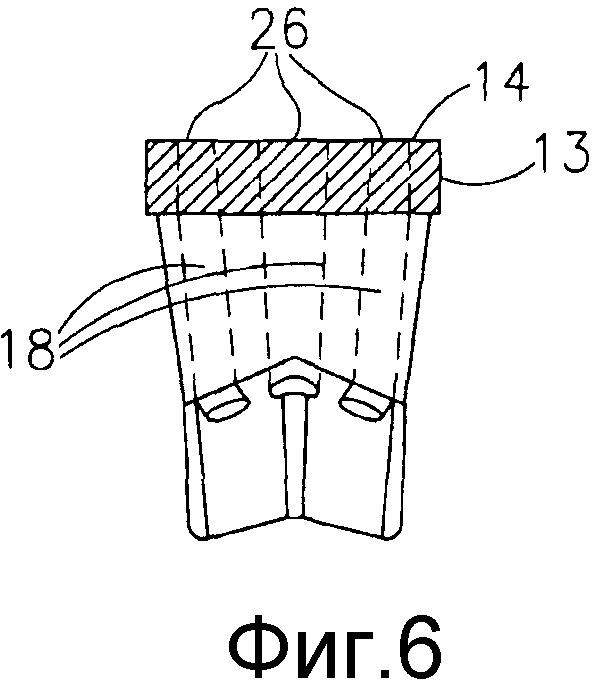
Фиг.6 представляет собой вид спереди с частичным разрезом режущей пластины, показанной на фиг.5, показывающий множество внутренних каналов, образованных в ней;
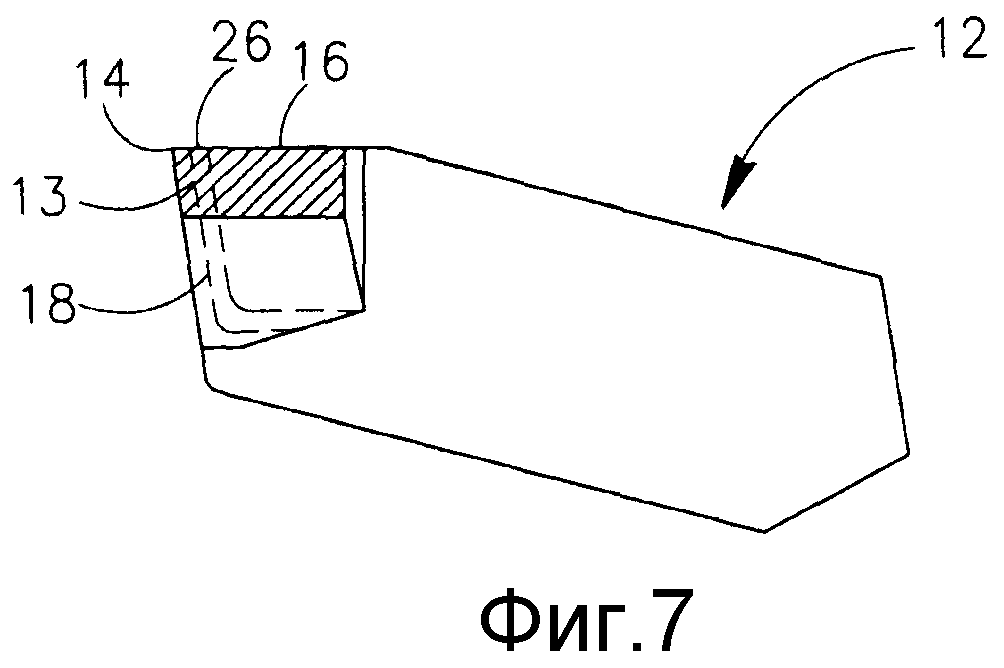
Фиг.7 представляет собой вид сбоку режущей пластины, показанной на фиг.5;
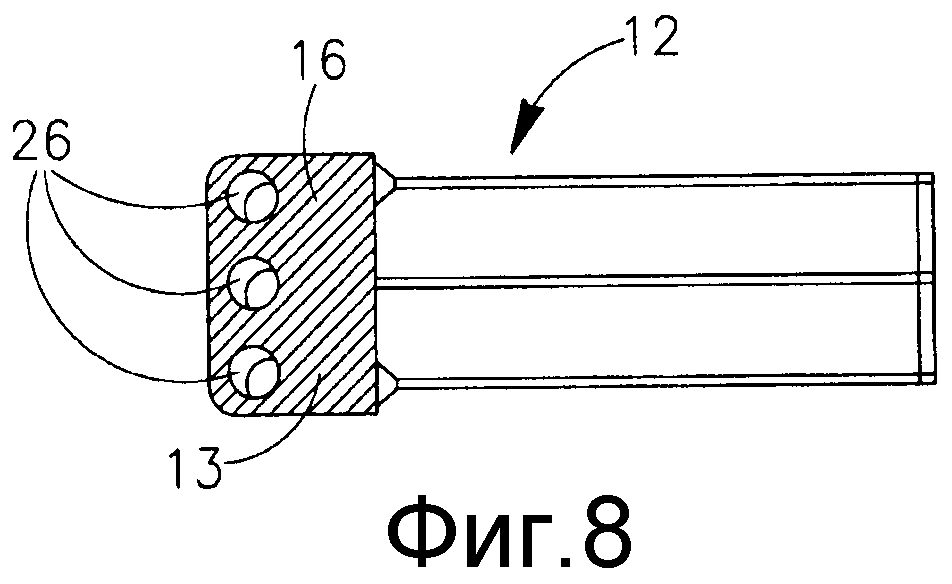
Фиг.8 представляет собой вид сверху режущей пластины, показанной на фиг.5; и
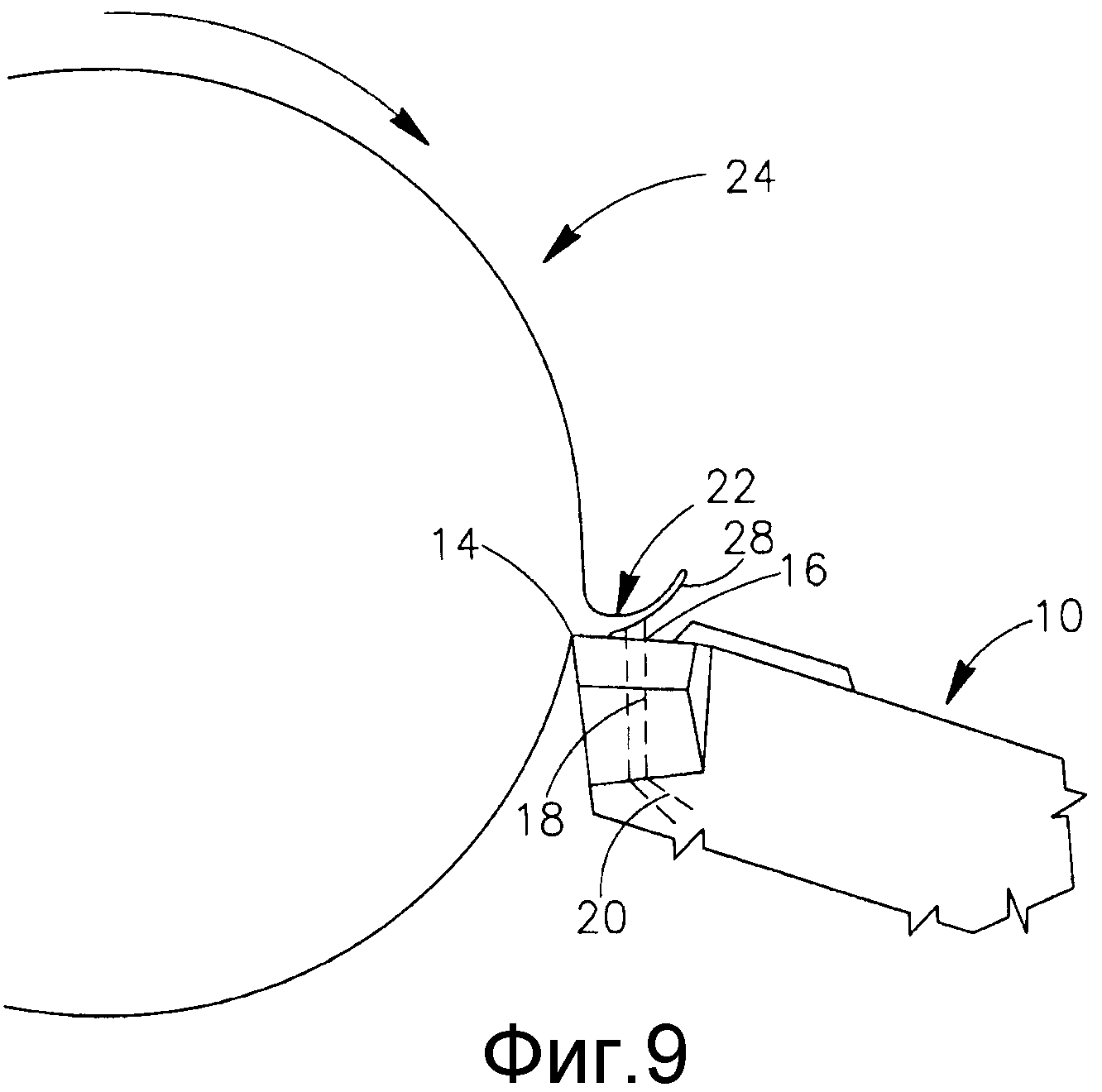
Фиг.9 изображает участок режущего инструмента, показанного на фиг.1, срезающий стружку с протачиваемой заготовки, в соответствии с некоторыми вариантами осуществления изобретения.
Следует понимать, что для упрощения и ясности изображения, элементы, показанные на чертежах, необязательно изображены точно или в масштабе. Например, для ясности размеры некоторых элементов могут быть увеличены относительно других элементов, или некоторые физические компоненты могут быть включены в один функциональный блок или элемент. Кроме того, при необходимости для обозначения соответствующих или аналогичных элементов на чертежах могут быть использованы одинаковые ссылочные позиции.
Подробное описание изобретения
В приведенном ниже описании будут описаны различные аспекты настоящего изобретения. В целях пояснения изложены конкретные конфигурации и детали для обеспечения полного понимания настоящего изобретения. Однако для специалиста в данной области техники будет также очевидно, что настоящее изобретение может быть осуществлено без конкретных деталей, представленных в данном документе. Кроме того, хорошо известные элементы могут быть опущены или упрощены, чтобы не затруднять понимание настоящего изобретения.
Хотя некоторые описания в данном документе относятся к способу и/или к режущей пластине для механической обработки Inconel, настоящее изобретение не ограничено в этом отношении. Например, некоторые варианты осуществления изобретения могут относиться к прорезанию канавок в других сплавах, в обычных металлических сплавах, в высокотемпературных сплавах, в других сплавах на основе никеля или подобных сплавах.
На фиг.1-9 показаны различные виды режущего инструмента 10, содержащего режущую пластину 12 для прорезания канавок, удерживаемую в нем с возможностью отсоединения.
В некоторых вариантах осуществления, например, режущая пластина 12 может быть использована для прорезания канавок в сверхпрочных сплавах, например, в сверхпрочных сплавах Inconel. По меньшей мере один участок режущей пластины 12 покрыт упрочняющим слоем 13 кубического нитрида бора (КНБ), например, слоем поликристаллического КНБ (ПКНБ). Этот по меньшей мере один участок может включать режущую кромку 14 режущей пластины 12, ее переднюю поверхность 16 и/или один или более других участков режущей пластины 12, например, соединенных с режущей кромкой 14. В качестве пояснительного, неограничивающего примера, слоем 13 КНБ покрыт, например, заштрихованный участок, показанный, на фиг.6, 7 и 8. Слой 13 КНБ обеспечивает режущей пластине 12 износостойкость и защиту для выполнения интенсивных операций резания, таких как прорезание канавок в сверхпрочных сплавах с высокими скоростями резания, например, как описано ниже.
Во всех вариантах осуществления, режущая пластина 12 включает один или более внутренних каналов 18, образованных в ней, причем их количество зависит, например, от ширины режущей кромки 14. В качестве неограничивающего примера, режущая кромка шириной приблизительно 3 мм или менее может содержать один внутренний канал, режущая кромка шириной приблизительно 4 мм может содержать два внутренних канала, режущая кромка шириной приблизительно 6 мм может содержать три внутренних канала, образованных в ней. Один или более внутренних каналов 18 принимают охлаждающую текучую среду из входного канала 20, соединенного с ними, перемещают соответствующие один или более потоков охлаждающей текучей среды к области 22 взаимодействия между режущей кромкой 14 и протачиваемой заготовкой 24, например, как показано на фиг.9.
Внутренние каналы 18 продолжаются вверх и по существу наружу от основного нижнего участка режущей пластины 12 и в переднюю поверхность 16 режущей пластины 12, образуя в передней поверхности 16 одно или более соответствующих отверстий 26. Например, в вариантах осуществления, в которых передняя поверхность 16 покрыта слоем 13 КНБ, один или более внутренних каналов 18 открываются к передней поверхности 16 через слой 13 КНБ, образуя в нем соответствующие одно или более отверстий 26, например, как показано на фиг.8.
Отверстия для охлаждающей текучей среды, направляемой через них, расположены в передней поверхности 16 по существу вблизи от режущей кромки 14, чтобы обеспечить эффективный отвод тепла от области 22 взаимодействия. Например, расстояние соответствующих центров отверстий 26 от режущей кромки 14 может составлять от 0,5 мм до 3 мм. Размещение центров отверстий 26 на расстоянии менее 0,5 мм до режущей кромки 14 может ослабить режущую кромку, а размещение отверстий 26 на расстоянии более 3 мм может привести к неэффективному охлаждению области 22 взаимодействия и/или образованию более длинных стружек 28 заготовки, чем это необходимо. Хотя изобретение не ограничено в этом отношении, в некоторых вариантах осуществления внутренние каналы 18 могут быть выполнены с использованием электроэрозионного метода изготовления.
В некоторых вариантах осуществления, участок передней поверхности 16, в котором образованы отверстия 26, является по существу плоским и не имеет структур для образования стружки, таких как ребра и другие образования, имеющиеся во множестве режущих пластин известного уровня техники. Кроме того, в некоторых вариантах осуществления, концевые участки внутренних каналов 18, ближайшие к отверстиям 26 в передней поверхности 16, имеют постоянный диаметр, являются по существу прямолинейными и образуют с передней поверхностью 16 угол, составляющий от 30° до 90°, на виде сбоку режущей пластины 12.
Некоторые варианты осуществления включают способ прорезания канавок в сверхпрочных сплавах с использованием вышеописанной режущей пластины 12 и перемещение охлаждающей текучей среды через внутренние каналы 18 под высоким или очень высоким давлением, например, под давлением от 200 до 500 бар. Например, как показано на фиг.9, один или более внутренних каналов и соответствующих отверстий 26 ориентированы так, что соответствующие потоки охлаждающей текучей среды, перемещаемые через внутренние каналы 18, направлены в по существу верхнем направлении, чтобы прямо, и по существу под углом 90°, сталкиваться с обратной поверхностью стружек 28 заготовки, образующихся в процессе прорезания канавок. Это позволяет направленной охлаждающей текучей среде «поднимать» стружки 28 и таким образом эффективно отламывать и отделять стружки 28 от заготовки 24.
Данный способ может включать прорезание канавок в сверхпрочных сплавах, таких как Inconel, с очень высокими скоростями Vc резания, обеспечивая улучшенное качество поверхности и стружкообразование. Например, в некоторых вариантах осуществления способ включает прорезание канавок в заготовке из сверхпрочного сплава, например, в заготовке из Inconel, со скоростью Vc резания, составляющей от 200 до 500 м/мин. Данный способ может также включать, например, прорезание канавок в заготовке из сверхпрочного сплава с вышеупомянутыми скоростями резания при образовании стружек заготовки с обычными длинами от 1 до 5 мм, причем в данный диапазон длин попадает по меньшей мере 90% стружек заготовки. Длина стружек 28 заготовки ограничена потоками охлаждающей текучей среды, сталкивающимися с обратной поверхностью стружек 28 заготовки под высоким давлением, когда стружки 28 заготовки образуются в процессе прорезания канавок. При отсутствии потоков охлаждающей текучей среды стружки 28 заготовки были бы более длинными. В некоторых вариантах осуществления, например, когда передняя поверхность 16 не имеет структур для образования стружки, стружки 28 заготовки ломаются и отделяются только благодаря струям охлаждающей текучей среды, сталкивающимся с обратной поверхностью стружек 28 заготовки.
Хотя на чертежах показана режущая пластина 12, которая содержит только один участок резания, следует понимать, что режущая пластины может содержать множество участков резания и быть индексируемой. Таким образом, режущая пластина может содержать два таких участка резания, расположенных на противоположных концах верхней поверхности и соответственно являющихся вращательно симметричными относительно первой оси, проходящей через верхнюю поверхность режущей пластины. В качестве альтернативы, режущая пластина может содержать два диагонально противоположных участка резания и соответственно являющихся вращательно симметричными относительно второй оси, проходящей через боковую поверхность режущей пластины, причем вторая ось перпендикулярна первой оси.
Хотя настоящее изобретение описано со ссылкой на один или более конкретных вариантов осуществления, описание должно восприниматься в целом как поясняющее и не должно толковаться как ограничивающее изобретение показанными вариантами осуществления. Для специалистов в данной области техники могут быть очевидными различные модификации, хотя специально не показанные в данном документе, но находящиеся в пределах объема изобретения.
Режущая пластина, имеющая устройство противоскольжения в форме ласточкина хвоста
Вращательный режущий инструмент с предварительно заданным числом левосторонних и правосторонних спиральных канавок и торцевых режущих зубьев
Индексируемая асимметрическая режущая пластина и режущий инструмент для нее
Корпус инструмента, имеющий прижимной элемент с некруглым поперечным сечением, и способ крепления в нем режущей пластины
Односторонняя индексируемая режущая пластина для врезного фрезерования и фреза для врезного фрезерования
Двухсторонняя индексируемая режущая пластина и режущий инструмент для нее
Индексируемая центральная вставка сверла и режущий инструмент для нее
Режущая пластина, имеющая устройство противоскольжения в форме ласточкина хвоста
Режущая пластина со средством удаления стружки
Режущая пластина и фреза
Индексируемая двухсторонняя негативная режущая пластина, имеющая выступающие боковые опорные поверхности, и режущий инструмент
Режущий инструмент и державка режущего инструмента, имеющая рычаг в виде штифта
Режущий инструмент с приспособлением для регулирования осевого положения
Державка режущего инструмента с внутренним каналом для охлаждающей среды, имеющая сжимаемый элемент
Режущий инструмент и режущая пластина со стопорной поверхностью
Режущий инструмент и режущая пластина с задней упругой щелью
Концевая фреза с угловым радиусом

