Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ
Вид РИД
Изобретение
Изобретение касается устройства для манипулирования и/или транспортировки рабочих валков и/или опорных валков прокатной клети, с помощью которого рабочие валки и/или опорные валки посредством перемещающегося по рельсовому пути локомотива могут доставляться от прокатной клети в вальцетокарную мастерскую.
Устройства этого рода служат для того, чтобы обеспечивать возможность смены валков прокатной клети, когда эти валки выработали срок своей эксплуатации и должны быть доставлены в вальцетокарную мастерскую для повторной обработки. Извлеченные валки тогда заменяются новым комплектом валков, так что производство может продолжаться.
В уровне техники известны разнообразные решения осуществления устройства такого рода. В документе EP 1954416 B1 показано такое устройство, у которого предусмотрено, что опорная конструкция, служащая для помещения валков, снабжена сменной тележкой, при этом на верхней стороне опорной конструкции имеются рельсы, на которые сменная тележка опирается и может перемещаться поперек ямы для смены валков, при этом сменная тележка выполнена с устройством для помещения комплектов валков.
Аналогичные решения описываются в документах EP 1951452 B1, в WO 2005/089972 A1, в WO 2007/080091 A1, в EP 1951453 B1, в WO 03/015949 A1 и в DE 3123933 C2.
Документ DE 15 27 628 описывает устройство для смены валков, которое отличается тем, что несущая конструкция для валков включает в себя две расположенные друг над другом платформы, на каждой из которых может поместиться одна пара рабочих валков, причем эта конструкция может вертикально перемещаться, так что каждая из двух платформ может располагаться на соответствующей высоте для перемещения рабочих валков между платформой и прокатным станом и между платформой и складской площадкой для валков. То есть благодаря этому сменный комплект валков может находиться вблизи прокатной клети до тех пор, пока он не будет использован при замене. Недостатком является здесь относительно затратная конструкция этого устройства.
В документе WO 2007/080087 A1 рассматриваются затраты на конструирование такого рода устройств замены. Для снижения этих затрат предлагается заменять первый комплект валков прокатной клети с помощью первого локомотива, а второй комплект валков в той же самой прокатной клети с помощью второго локомотива, при этом в качестве первого локомотива и в качестве второго локомотива используется один и тот же локомотив. Этот локомотив перемещается при этом по рельсовому пути. Непредпочтительным образом это требует относительно высоких затрат на конструирование с целью присоединения соответствующих валков к локомотиву.
В основу настоящего изобретения положена задача, еще более усовершенствовать устройство такого рода в том отношении, чтобы конструкция была упрощена, и требовались только несложные конструктивные элементы.
Решение этой задачи с помощью изобретения отличается тем, что имеются, по меньшей мере два расположенных на различных уровнях высоты пути, по которым валок может перемещаться посредством локомотива, при этом имеется подъемный стол, который предназначен и служит для того, чтобы поднимать или опускать локомотив на один из этих по меньшей мере двух различных уровней высоты, чтобы доставлять его на соответствующий путь.
Один уровень высоты пути предпочтительно расположен так, что возможно перемещение, по меньшей мере, одного рабочего валка из прокатной клети. Другой уровень высоты пути предпочтительно расположен так, что возможно перемещение, по меньшей мере, одного опорного валка из прокатной клети.
Подъемный стол может быть расположен в конце путей. Но альтернативно он может быть также расположен в области этих путей.
По меньшей мере, один из путей может граничить со столом для поперечного перемещения или пересекать его. В отношении позиционирования стола для поперечного перемещения принципиально возможны два разных расположения: стол для поперечного перемещения может быть расположен между подъемным столом и прокатной клетью. Но возможно также, чтобы подъемный стол был расположен между прокатной клетью и столом для поперечного перемещения.
Каждый из путей может быть снабжен рельсами, по которым может перемещаться локомотив.
Предназначенные для транспортировки валки или, соответственно, комплекты валков скользят непосредственно по предназначенным для перемещения рельсам.
Для приема валков может быть предусмотрена станина для смены валков.
Длина подъемного стола - если смотреть в направлении движения локомотива - предпочтительно равна или только ненамного превышает длину локомотива. Это позволяет получить более короткую конструкцию.
Подъемный стол может подниматься на желаемую высоту и опускаться с помощью средств подъема и опускания, так что локомотив без затруднений может перемещаться с подъемного стола на путь и обратно. Подъемный стол может при этом подниматься и опускаться с помощью, по меньшей мере одной гидравлической цилиндропоршневой системы.
С помощью предлагаемого решения становится возможным при замене всех валков прокатной клети обходиться только одним локомотивом и все же обеспечивать простоту манипулирования валками при обращении с ними или, соответственно, их транспортировке. Специальный механизм присоединения не требуется, чтобы манипулировать разными валками с помощью только одного локомотива.
Решение по изобретению применяется предпочтительно в клетях кварто, но не ограничено этим применением.
На чертеже изображены примеры осуществления изобретения. Показано:
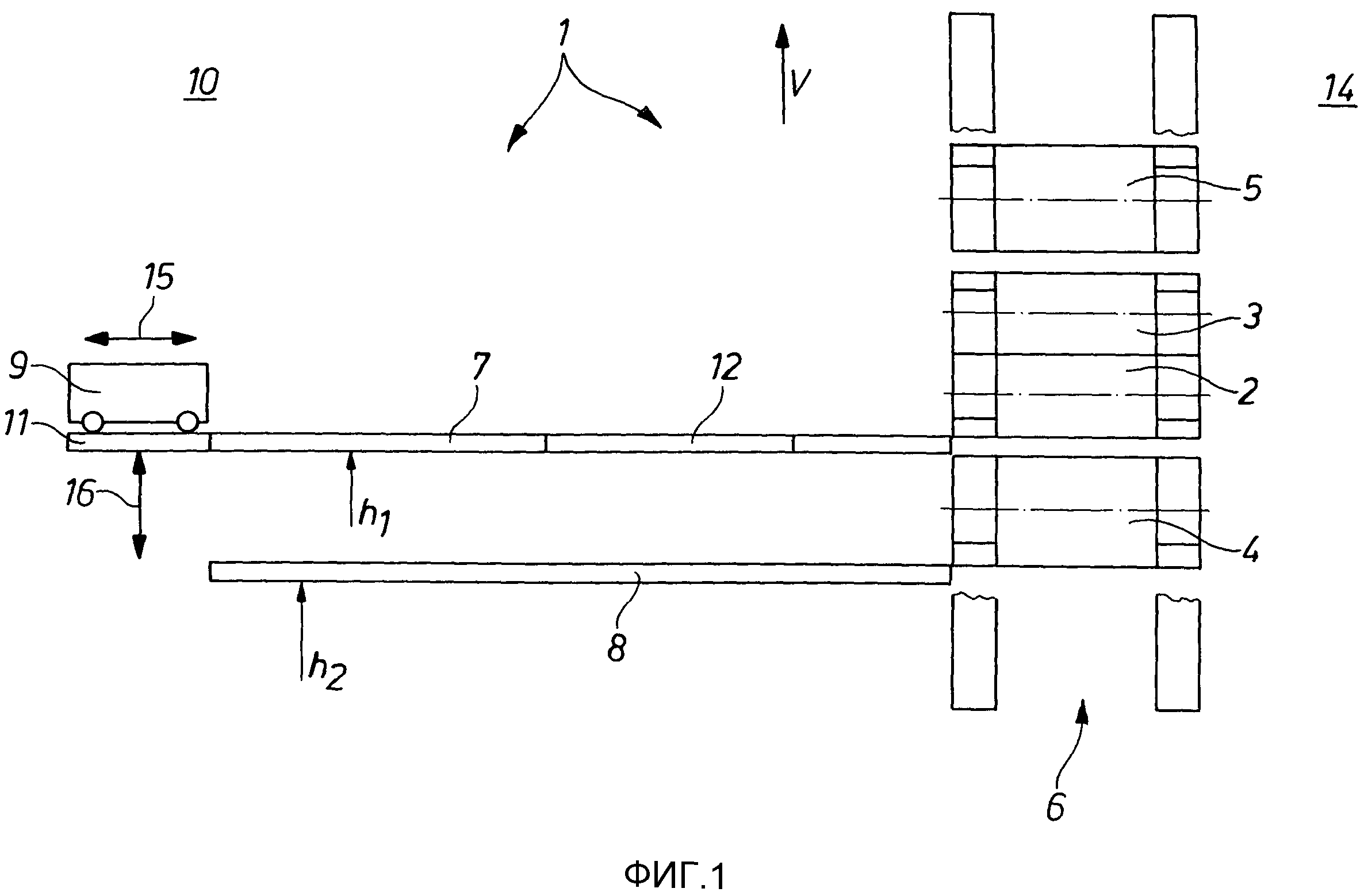
фиг.1: схематично вид сбоку устройства для манипулирования или, соответственно, транспортировки валков прокатной клети,
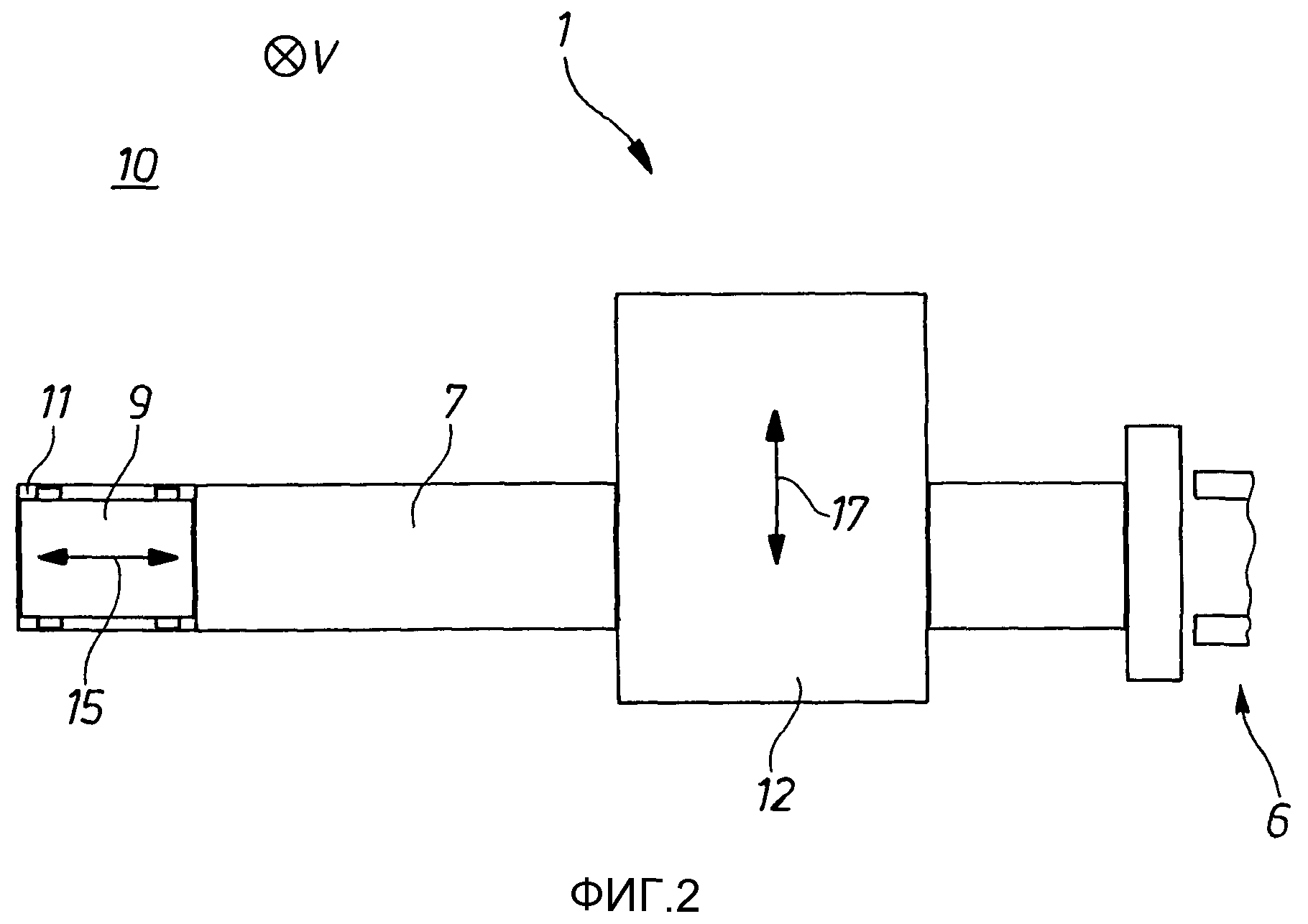
фиг.2: схематично вид сверху части устройства, показанного на фиг.1,
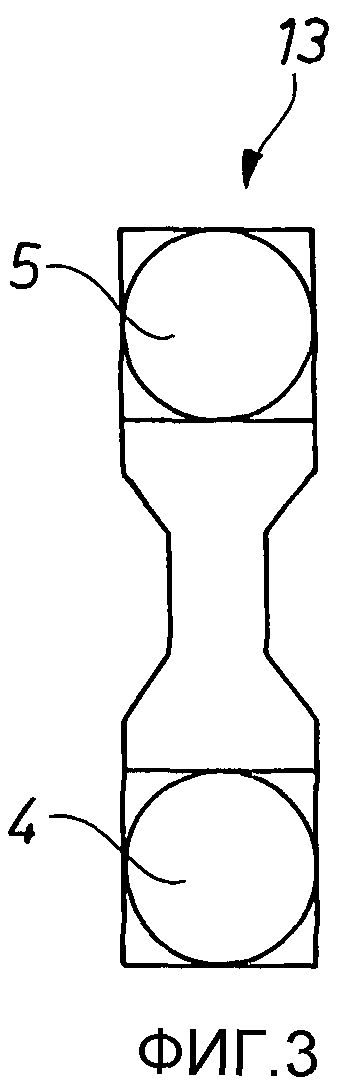
фиг.3: схематично станина для смены опорных валков в направлении взгляда по оси валка,
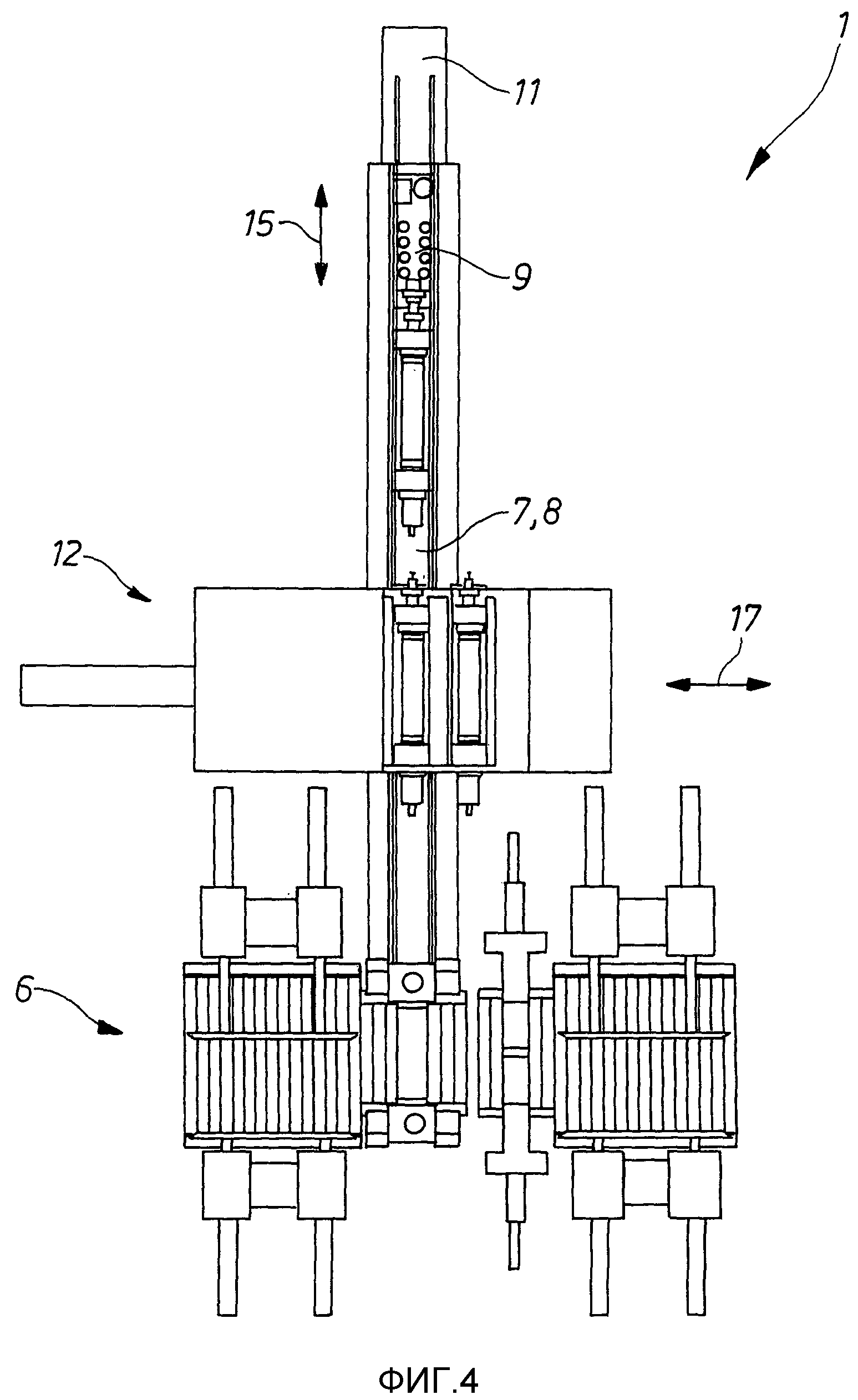
фиг.4: первый конкретный пример осуществления изобретения, причем изображен вид сверху устройства для манипулирования или, соответственно, транспортировки валков прокатной клети,
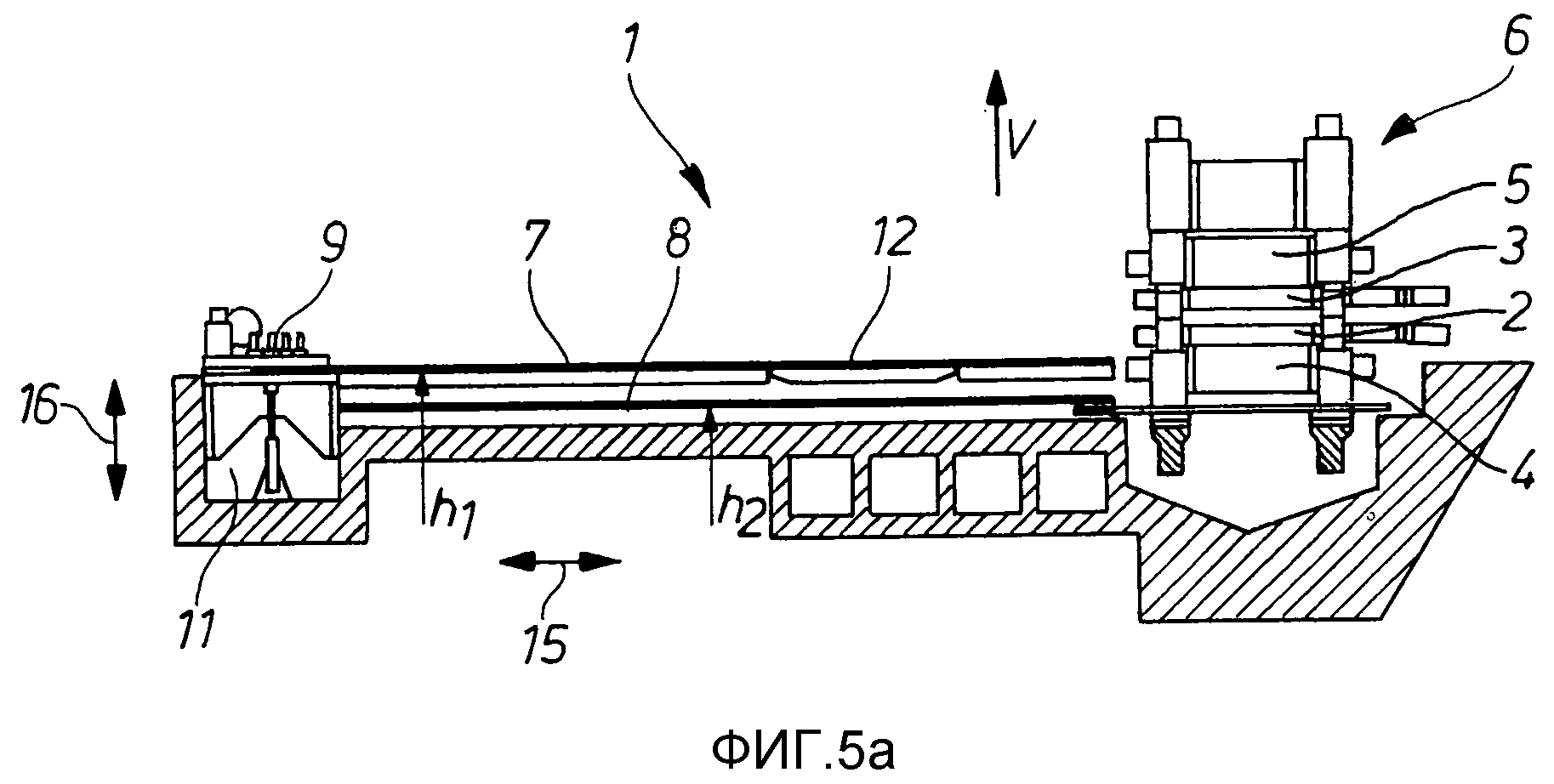
фиг.5a: вид сбоку устройства, показанного на фиг.4, на котором еще не изображена транспортировка валков,
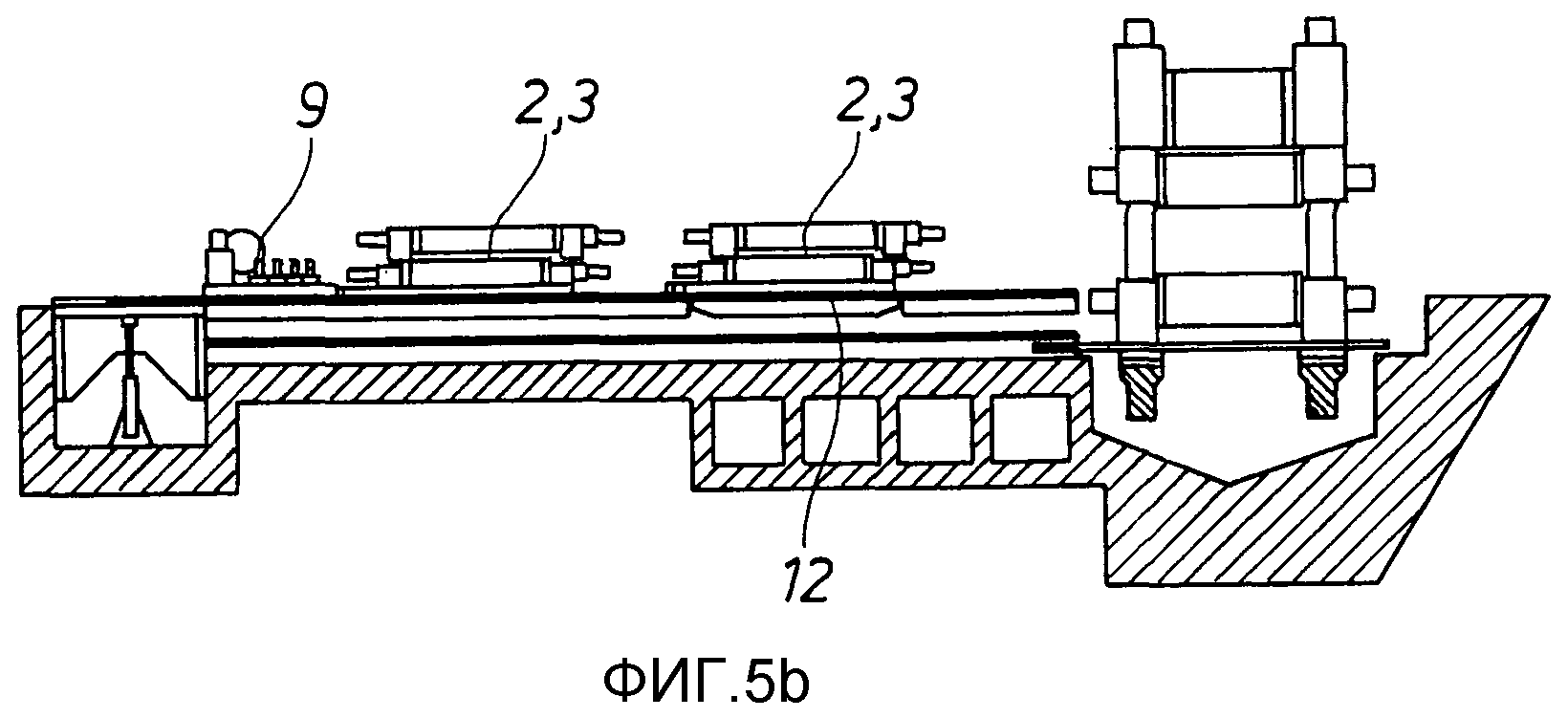
фиг.5b: вид сбоку устройства, показанного на фиг.4, на котором изображена транспортировка рабочих валков,
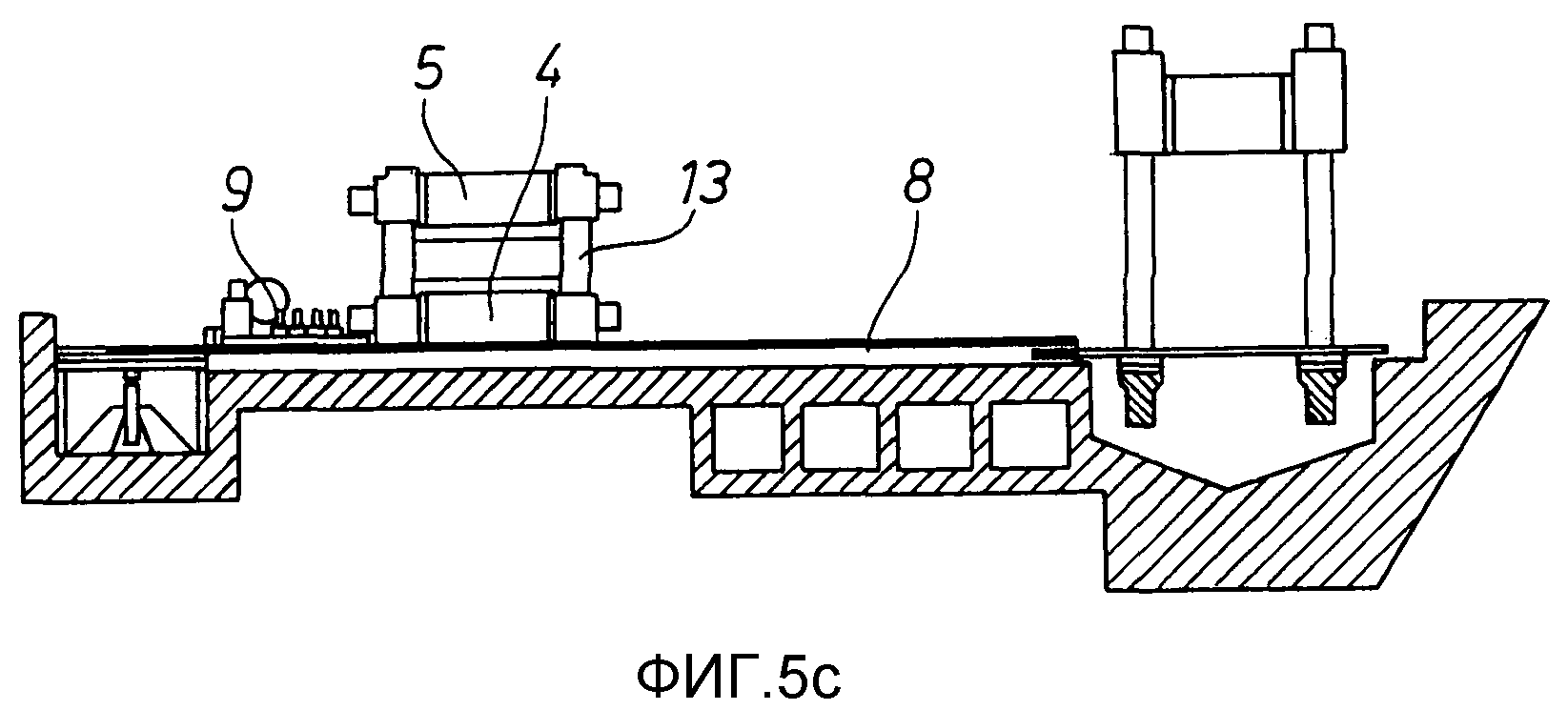
фиг.5c: вид сбоку устройства, показанного на фиг.4, на котором изображена транспортировка опорных валков,
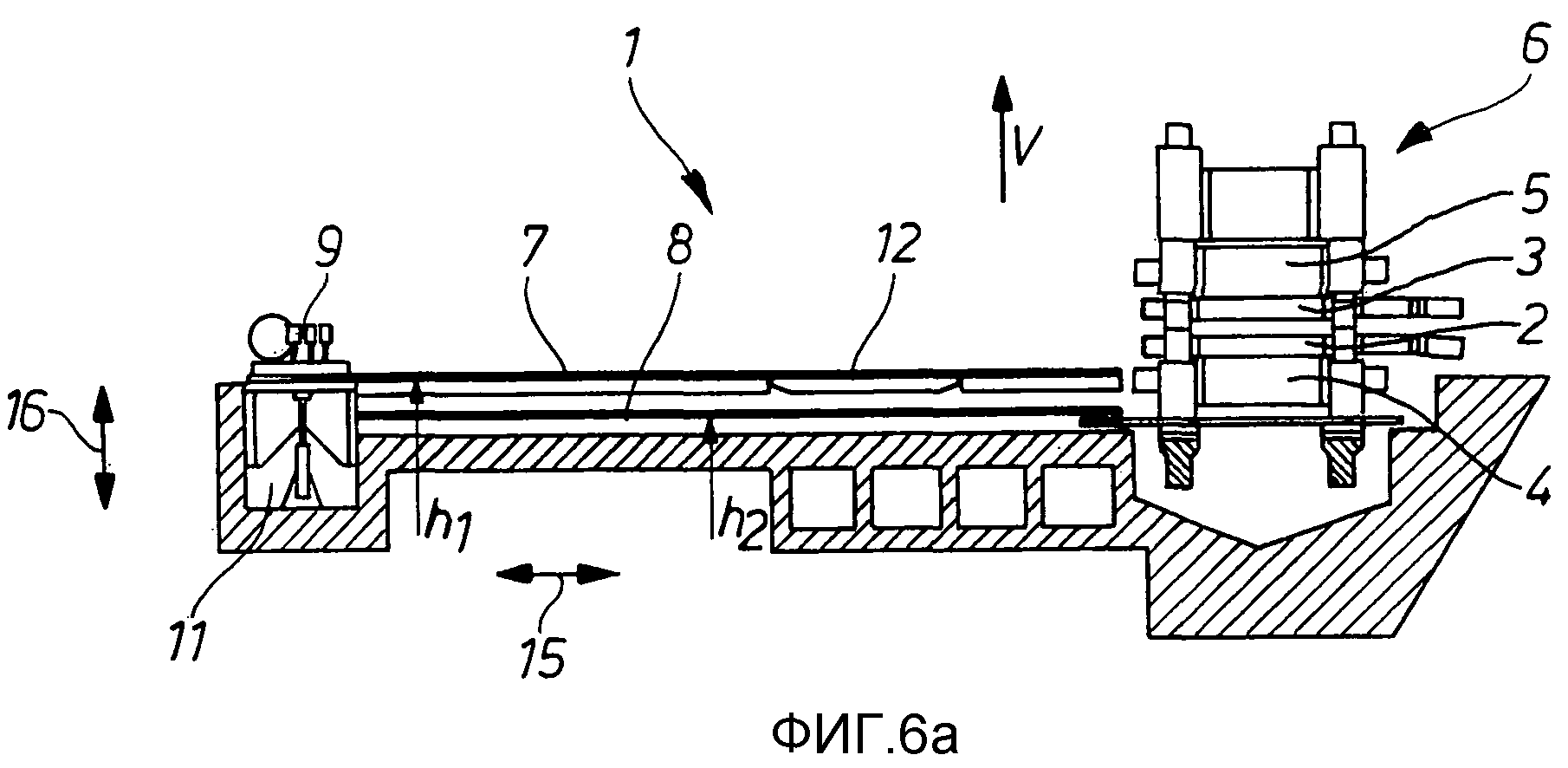
фиг.6a: для второго конкретного примера осуществления с менее мощным локомотивом вид сбоку устройства, на котором еще не изображена транспортировка валков,
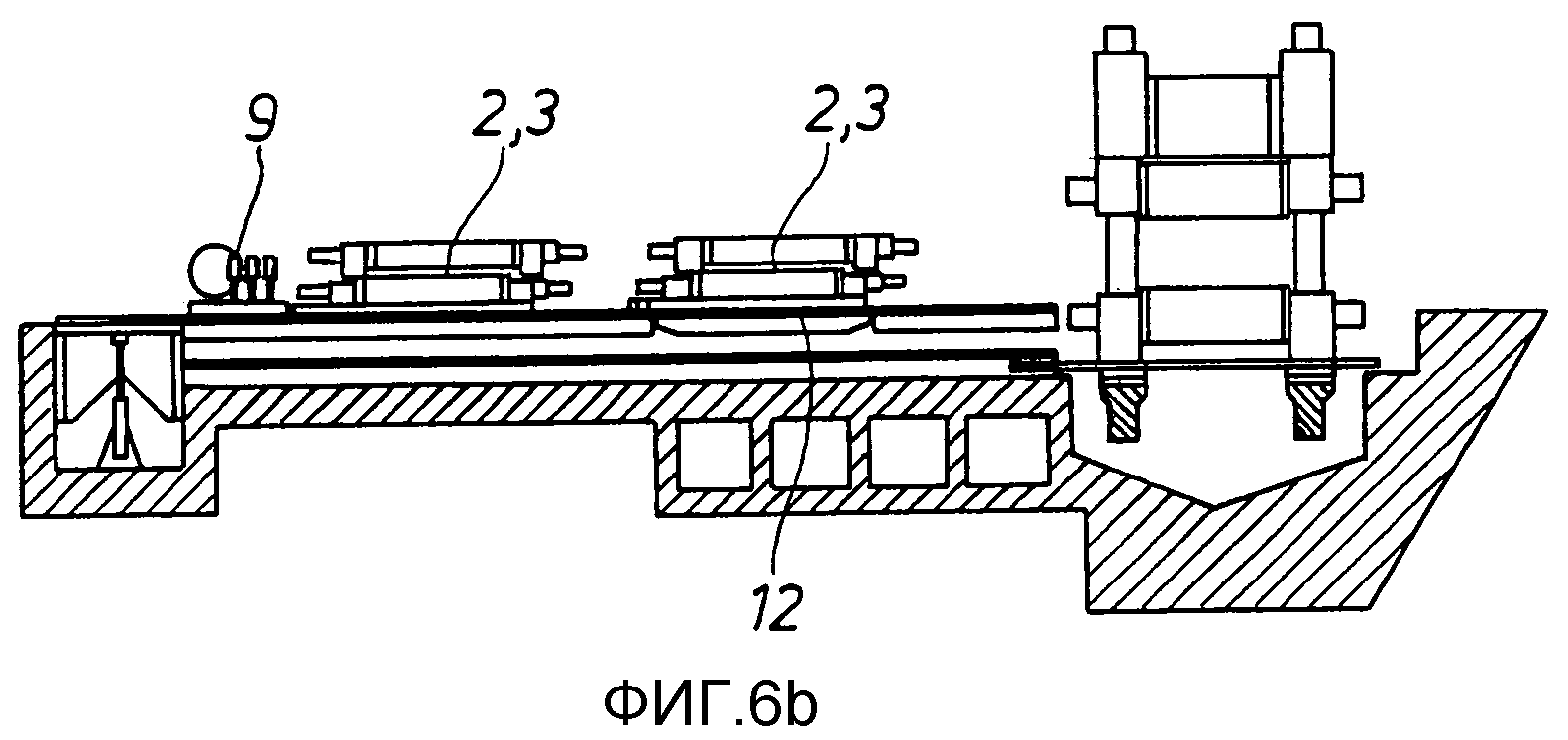
фиг.6b: соответствующий фиг.6a вид сбоку устройства, на котором изображена транспортировка рабочих валков,
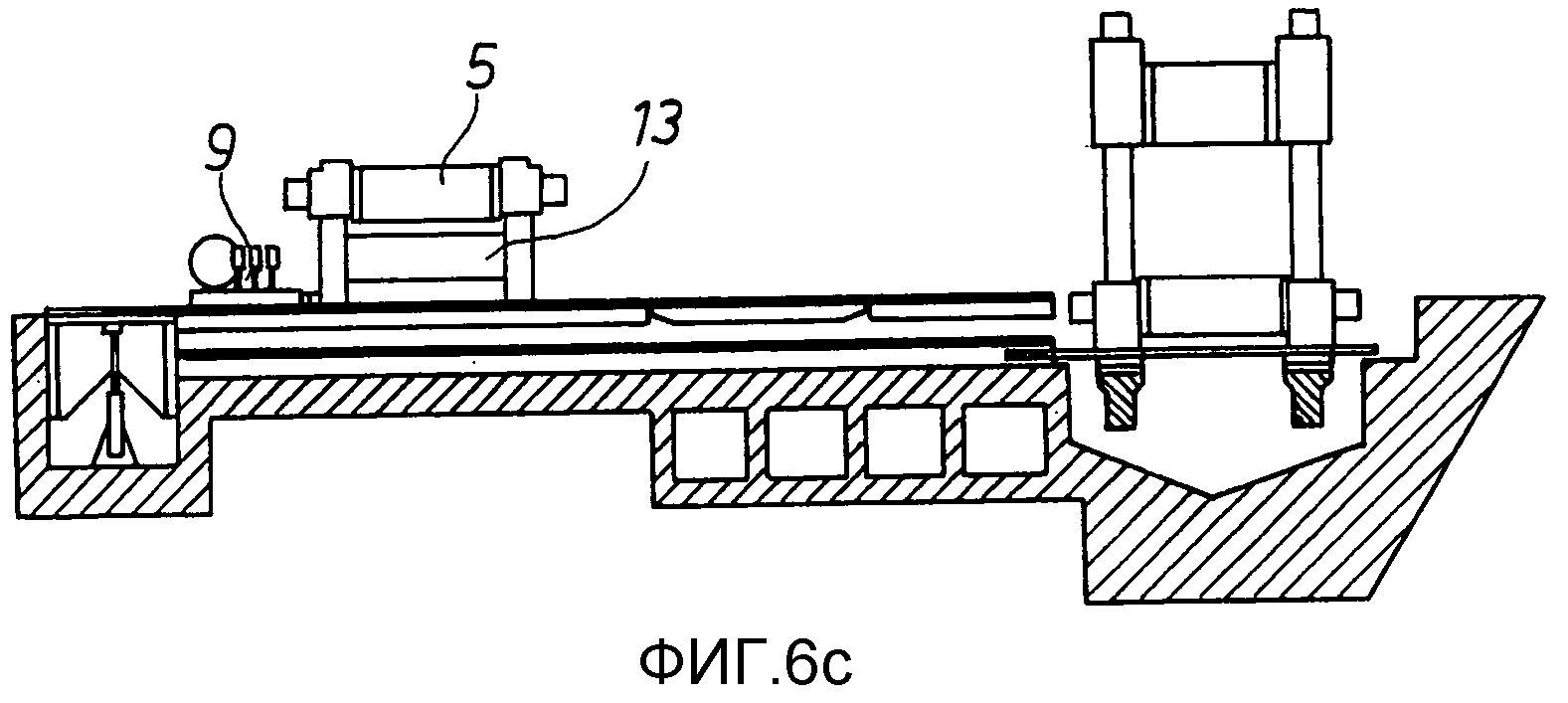
фиг.6c: соответствующий фиг.6a вид сбоку устройства, на котором изображена транспортировка одного из верхних опорных валков,
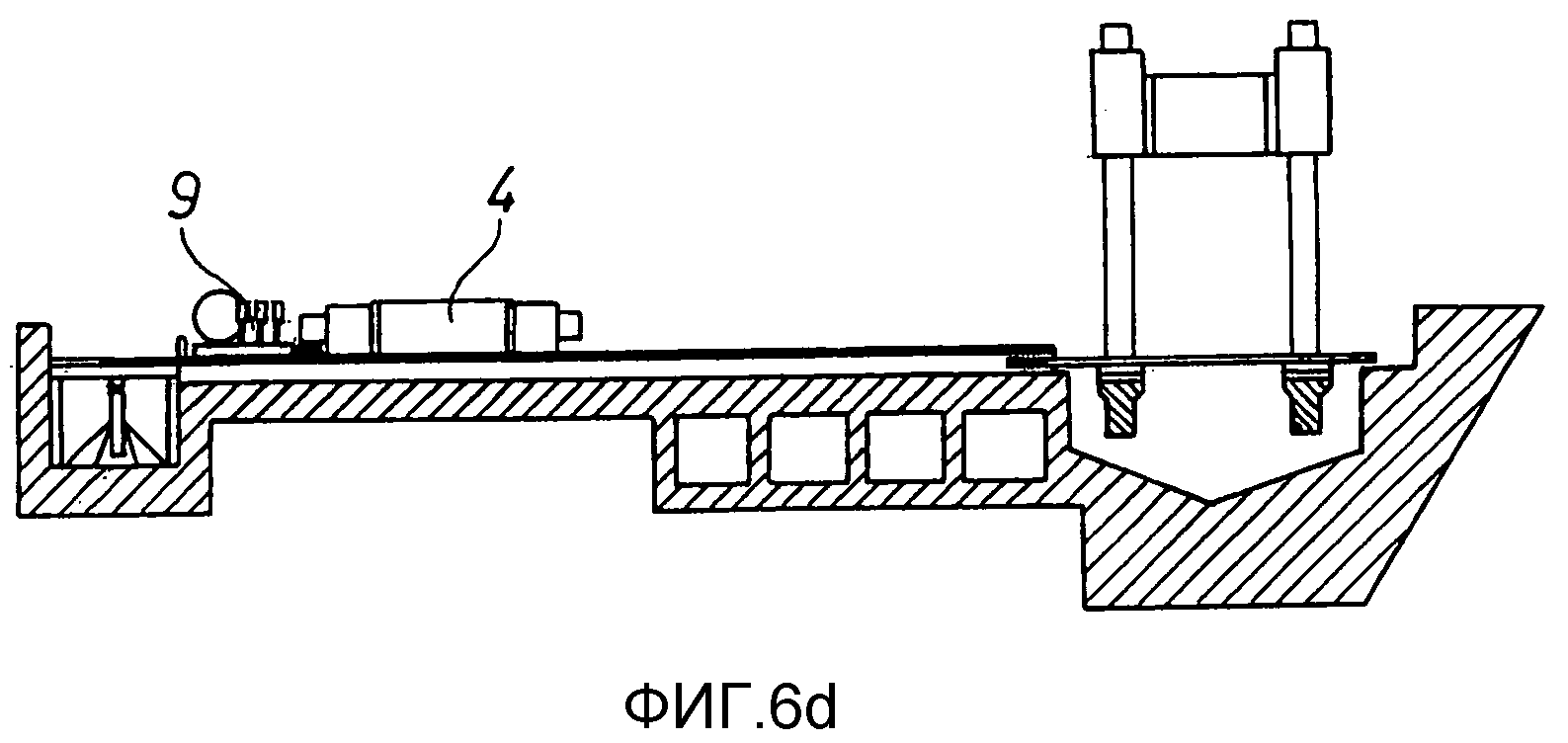
фиг.6d: соответствующий фиг.6a вид сбоку устройства, на котором изображена транспортировка одного из нижних опорных валков,
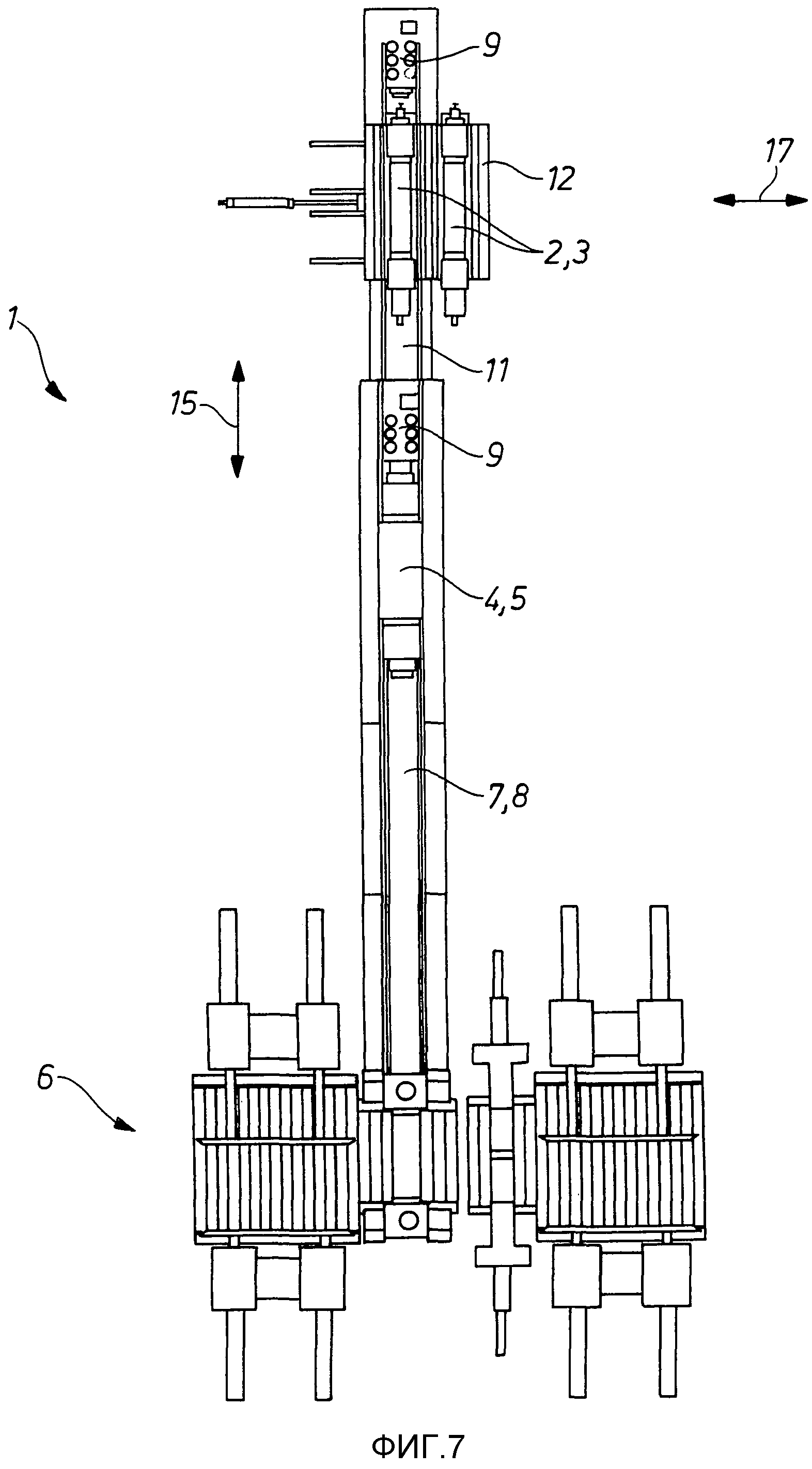
фиг.7: третий конкретный пример осуществления с менее мощным локомотивом, причем изображен вид устройства сверху,
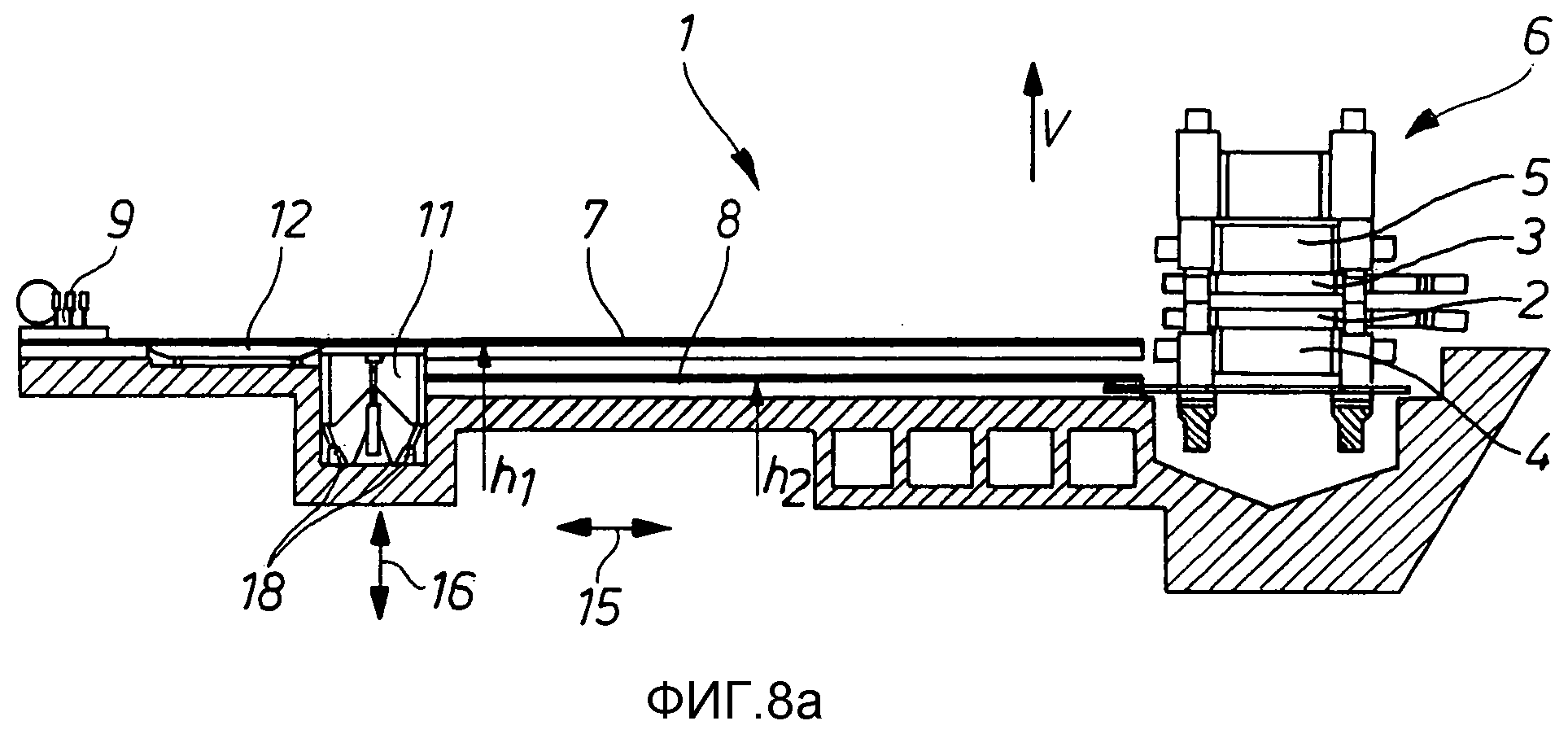
фиг.8a: вид сбоку устройства, показанного на фиг.7, на котором еще не изображена транспортировка валков,
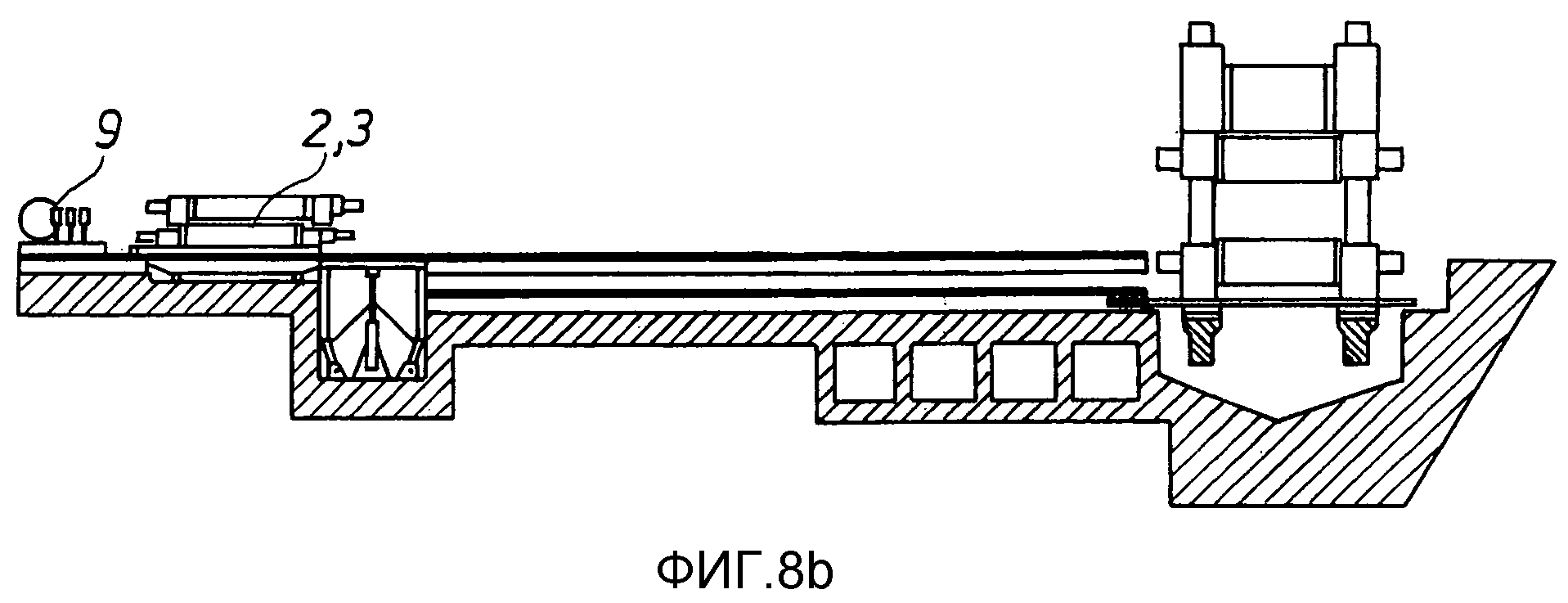
фиг.8b: вид сбоку устройства, показанного на фиг.7, на котором изображена транспортировка рабочих валков,
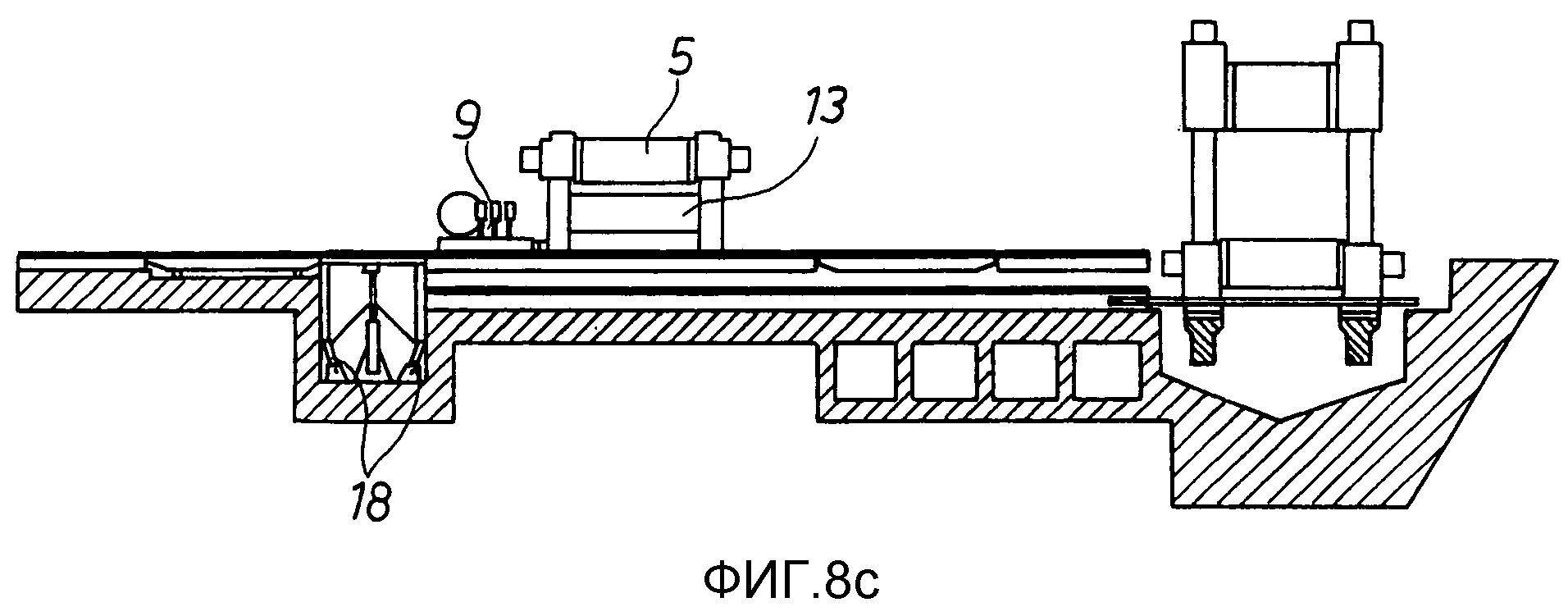
фиг.8c: вид сбоку устройства, показанного на фиг.7, на котором изображена транспортировка одного из верхних опорных валков,
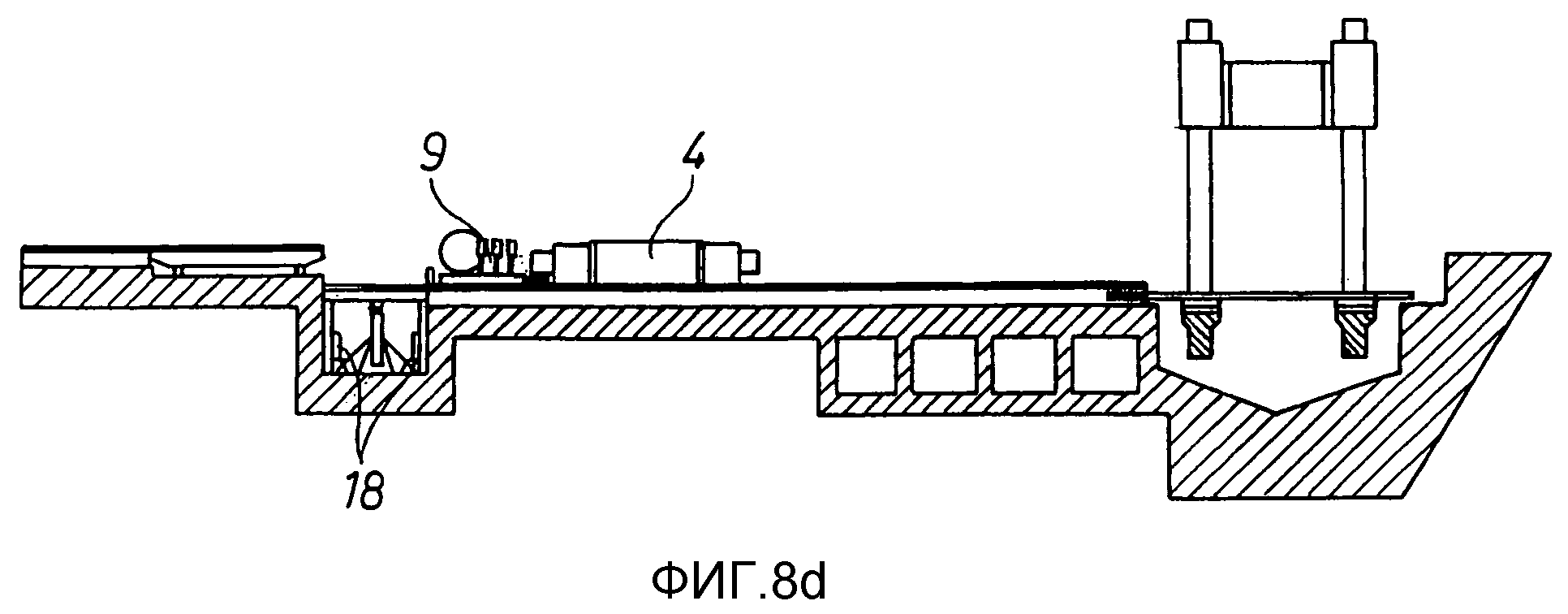
фиг.8d: вид сбоку устройства, показанного на фиг.7, на котором изображена транспортировка одного из нижних опорных валков.
На фиг.1 и 2 в правой области показан прокатный цех 14, в котором расположена прокатная клеть 6. В левой области фигур находится вальцетокарная мастерская 10. Две эти области отделены друг от друга не изображенной стеной. В прокатной клети 6 находятся нижний рабочий валок 2 и верхний рабочий валок 3, а также нижний опорный валок 4 и верхний опорный валок 5. Когда конец срока службы валка 2, 3, 4, 5 достигнут, этот валок демонтируется из прокатной клети 6 и доставляется в вальцетокарную мастерскую 10 для повторной обработки, например, для перешлифовки. Для этого служит устройство 1.
Для транспортировки валков 2, 3, 4, 5 из прокатного цеха 14 в вальцетокарную мастерскую 10 и наоборот используется локомотив 9. Этот локомотив может тянуть или, соответственно, передвигать валок или, соответственно, комплекты валков непосредственно по рельсам для перемещения по пути 7, 8. Направление движения локомотива 9 на фиг.1 и 2 обозначено двойной стрелкой 15. Точнее говоря, в настоящем случае имеются два пути 7 и 8, которые расположены на различных уровнях высоты h1 и h2 в направлении вертикали V.
Первый уровень высоты h1 пути 7 выбран при этом так, что он подходит для вытягивания рабочего валка 2 или, соответственно, двух рабочих валков 2, 3 из прокатной клети или, соответственно, задвигания этих валков в прокатную клеть 6. Второй уровень высоты h2 пути 8 расположен ниже и ориентирован так, чтобы вытягивать опорный валок 4 из прокатной клети 6 или, соответственно, задвигать его в прокатную клеть 6.
В отношении смены опорных валков 4, 5 следует сослаться на показанный, на фиг.3 эскиз станины 13 для смены валков, которая применяется для манипулирования опорными валками 4, 5. Подробности, касающиеся такой станины для смены валков, описаны в документе ЕР 1951452 В1 настоящего заявителя, на который в этой связи делается ссылка.
Существенно, что для осуществления движений перемещения, необходимых для смены валков 2, 3, 4, 5, используется только один единственный локомотив 9. Для этого в соответствии с изобретением предусмотрено, что имеется подъемный стол 11. Этот стол рассчитан на то, чтобы поднимать или, соответственно, опускать локомотив 9 на один из двух уровней h1 или, соответственно, h2 высоты, чтобы таким образом перемещать локомотив 9 на соответствующий путь 7 или, соответственно, 8. Движение подъема подъемного стола 11 на фиг.1 обозначено двойной стрелкой 16. Для фиксации подъемного стола предусмотрены блокировки 18 в нижней области шахты.
Как, в частности, следует из фиг.2, предусмотрен также стол 12 для поперечного перемещения. С помощью этого стола может осуществляться поперечное перемещение валков, а именно, в направлении двойной стрелки 17, показанной на фиг.2. Подробные указания по технологии поперечного перемещения содержатся в документе ЕР 1951453 В1 настоящего заявителя, так что соответственно делается ссылка на этот документ.
С помощью предлагаемого решения обеспечивается возможность применения одного единственного локомотива 9 для манипулирования или, соответственно, транспортировки всех валков 2, 3, 4, 5 прокатной клети 6. Несмотря на это, локомотив 9 всегда может использоваться оптимальным образом и без особых устройств присоединения, так что его применение конструктивно упрощается.
На фиг.4-8 изображены всего три разных конкретных примера осуществления изобретения. Принцип работы для всех трех примеров осуществления соответствует концепции изобретения, т.е. имеются (по меньшей мере) два расположенных на различных уровнях h1, h2 высоты пути 7, 8, по которым валок 2, 3, 4, 6 может перемещаться посредством локомотива 9, при этом также имеется подъемный стол 11, который предназначен и служит для того, чтобы поднимать или опускать локомотив 9 на один из этих, по меньшей мере двух различных уровней h1, h2 высоты, чтобы доставлять его на соответствующий путь 7, 8.
В первом конкретном примере осуществления, показанном на фиг.4 и 5, стол 12 для поперечного перемещения расположен в области путей 7, 8, т.е. стол 12 для поперечного перемещения перекрещивает пути 7, 8. Подъемный стол 11 установлен в конце путей 7, 8. Локомотив 9 имеет относительно большую мощность. Как можно видеть на фиг.5b, пара рабочих валков 2, 3 перемещается непосредственно по рельсам для перемещения. Как можно видеть на фиг.5c, локомотив 9 в состоянии также переместить оба опорных валка 4, 5 на станине 13 для смены валков (на фиг.5c верхний путь 7 не изображен).
Второй конкретный пример осуществления, показанный на фиг.6a и 6b, выполнен аналогично первому примеру осуществления (фиг.4 и 5). А именно, стол 12 для поперечного перемещения расположен в области путей 7, 8; вид сверху второго примера осуществления соответствует виду первого примера осуществления (см. фиг.4). Только здесь локомотив 9 имеет меньшую мощность. При этом, правда, еще возможно перемещение двух рабочих валков как пары (см. фиг.6b). Впрочем, опорные валки 4, 5 должны перемещаться локомотивом 9 отдельно, как это показано на фиг.6c и 6d.
Третий конкретный пример осуществления, показанный на фиг.7 и 8, опирается на второй пример осуществления, т.е. применяется локомотив 9 с относительно низкой мощностью. При этом и здесь опорные валки 4, 5 перемещаются отдельно (см. фиг.8c и 8d). Отличие от предыдущих примеров осуществления заключается в том, что подъемный стол 11 расположен теперь не в конце пути, а в области путей 7, 8. Т.е. пути 7, 8 продолжаются по другую сторону подъемного стола 11 в удаленную от прокатной клети 6 область.
В то время как, в принципе, стол 12 для поперечного перемещения здесь также мог бы быть расположен между подъемным столом 11 и прокатной клетью 6, в примере осуществления, показанном на фиг.7 и 8, предусмотрено, что стол 12 для поперечного перемещения предусмотрен по другую сторону подъемного стола 11 в удаленной от прокатной клети 6 области путей 7, 8. Кроме того, стол 12 для поперечного перемещения здесь выполнен с меньшими размерами, чем в случаях фиг.4-6.
Характерные скорости перемещения ведомых локомотивом 9 сменных тележек при загрузке рабочими валками составляют прибл. от 200 до 400 мм/с, а при загрузке одним отдельным опорным валком величину того же порядка. При загрузке двумя опорным валками характерна величина от 50 до 100 мм/с.
СПЕЦИФИКАЦИЯ ПОЗИЦИЙ
1 Устройство
2 Рабочий валок
3 Рабочий валок
4 Нижний опорный валок
5 Верхний опорный валок
6 Прокатная клеть
7 Путь (путь перемещения рабочих валков)
8 Путь (путь перемещения опорных валков)
9 Локомотив
10 Вальцетокарная мастерская
11 Подъемный стол
12 Стол для поперечного перемещения
13 Станина для смены валков
14 Прокатный цех
15 Направление движения локомотива
16 Движение подъема
17 Направление поперечного перемещения
18 Блокировка
h1 Уровень высоты
h2 Уровень высоты
V Вертикаль
Устройство и способ горизонтального литья металлической полосы
Регулирование боковых направляющих металлической полосы
Блок охлаждения инжектора для удерживания по меньшей мере одного инжектора
Утилизация энергии в стане горячей прокатки полосы посредством преобразования тепла охлаждения установки непрерывного литья, а также остаточного тепла слябов или рулонов в электрическую энергию или другое использование улавливаемого тепла технологического процесса
Стан горячей прокатки и способ горячей прокатки металлической ленты или металлического листа
Способ прокатки полосового проката, в частности металлической полосы
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Коробка передач для установки непрерывного литья с теплозащитой
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для непрерывного литья сляба
Устройство и способ горизонтального литья металлической полосы
Регулирование боковых направляющих металлической полосы
Блок охлаждения инжектора для удерживания по меньшей мере одного инжектора
Утилизация энергии в стане горячей прокатки полосы посредством преобразования тепла охлаждения установки непрерывного литья, а также остаточного тепла слябов или рулонов в электрическую энергию или другое использование улавливаемого тепла технологического процесса
Стан горячей прокатки и способ горячей прокатки металлической ленты или металлического листа
Способ прокатки полосового проката, в частности металлической полосы

