Результат интеллектуальной деятельности: ПОЛУЧЕННОЕ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ МНОГОКОМПОНЕНТНОЕ ЛИТОЕ ИЗДЕЛИЕ С ГЕРМЕТИЧНЫМ СПЛОШНЫМ СОЕДИНЕНИЕМ
Вид РИД
Изобретение
Уровень техники
Изобретение относится к литому изделию согласно ограничительной части главного пункта формулы изобретения.
Уже известны литые изделия, получаемые литьем под давлением и состоящие из по меньшей мере одной термопластичной закладной детали и термопластичного сопряженного элемента, соединенного в процессе его литья под давлением с закладной деталью, которая на своей граничной поверхности, граничащей с сопряженным элементом, имеет несколько расположенных одно за другим в направлении потока расплава возвышений в качестве приплавляемых к сопряженному элементу или сплавляемых с ним вершин, каждое из которых на свою высоту H1 входит в сопряженный элемент и образует в нем суженное поперечное сечение высотой Н2. Литое изделие изготавливают литьем под давлением, при котором закладную деталь помещают в литьевую форму и затем закладную деталь соединяют или сплавляют с сопряженным элементом в процессе его литья под давлением. В ходе такого процесса возвышения закладной детали должны расплавляться под действием тепла расплава, из которого под давлением отливается сопряженный элемент, и таким путем сплавляться с ним с образованием сплошного, не проницаемого для текучей среды соединения. Однако недостаток при этом состоит в том, что возвышения обычно выступают над граничной поверхностью перпендикулярно ей, имея острые кромки, и оплавляются лишь частично или не оплавляются вовсе, поскольку количества тепловой энергии перетекающего через возвышение расплава часто оказывается недостаточно для расплавления возвышений. Возвышение образует сужение для потока расплава, которое, однако, недостаточно мало для эффективного подвода расплава и эффективной передачи от него тепла возвышению. Отношение высоты Н2 к высоте H1 обычно существенно больше 1,5. В связи с негарантированным оплавлением возвышений известные литые изделия для обеспечения газонепроницаемости соединения имеют несколько возвышений, расположенных одно за другим в направлении потока расплава. Однако для выполнения нескольких возвышений требуется достаточно большое монтажное пространство, часто отсутствующее на практике.
Преимущества изобретения
Преимущество предлагаемого в изобретении литого изделия с отличительными признаками, представленными в главном пункте формулы изобретения, перед известными литыми изделиями состоит в улучшении условий подвода тепла к возвышению и условий непосредственной передачи тепла от расплава возвышению и в обеспечении тем самым надежного оплавления по меньшей мере одного возвышения, которое для этого со своей обращенной навстречу потоку расплава передней стороны имеет первый скос при отношении высоты суженного поперечного сечения к высоте возвышения в пределах от 0,6 до 0,9.
Сужение между возвышением закладной детали и стенкой литьевой формы имеет уменьшенную по сравнению с уровнем техники высоту Н2, благодаря чему улучшается теплопередача прежде всего на вершине возвышения. Предлагаемое в изобретении решение обеспечивает непрерывное повышение тормозящего действия возвышения в направлении потока расплава и выравнивание тормозящего действия при отклонении направления набегающего потока расплава на возвышение от угла в 90°. Помимо этого исключается образование застойных областей в потоке расплава, а тем самым и образование газовых включений. Кроме того, согласно изобретению увеличивается площадь поверхности возвышений.
Различные предпочтительные варианты выполнения заявленного в главном пункте формулы изобретения литого изделия приведены в зависимых пунктах формулы изобретения.
Согласно первому из таких предпочтительных вариантов первый скос по меньшей мере одного возвышения образует с осью, которая перпендикулярна граничной поверхности закладной детали, угол в пределах от 5 до 45°.
Согласно второму предпочтительному варианту первый скос по меньшей мере одного возвышения образует с осью, которая перпендикулярна граничной поверхности закладной детали, угол в пределах от 15 до 35°, и поэтому головная часть возвышения в этом варианте имеет меньшую массу и тем самым легче оплавляется.
Особенно предпочтителен вариант, в котором по меньшей мере одно возвышение со своей обращенной по потоку расплава задней стороны имеет второй скос, благодаря наличию которого улучшаются условия направленного истечения потока расплава и в результате исключается образование газовых включений.
Предпочтительно также, чтобы второй скос проходил более полого, чем первый скос.
В еще одном предпочтительном варианте второй скос по меньшей мере одного возвышения образует с осью, которая перпендикулярна граничной поверхности закладной детали, угол в пределах от 50 до 75°.
Предпочтительно, кроме того, предусматривать в направлении потока расплава единственное возвышение. В первую очередь в случае цилиндрического литого изделия, у которого сплошное соединение между составляющими его закладной деталью и сопряженным элементом должно быть газонепроницаемым, достаточно единственного кольцевого возвышения, благодаря чему по сравнению с несколькими расположенными одно за другим возвышениями удается уменьшить потребное монтажное пространство. В результате появляется возможность уменьшить размеры сопряженного элемента. Помимо этого, снижаются расходы на изготовление сопряженного элемента.
Предпочтительно, кроме того, выполнять закладную деталь из первой пластмассы, а сопряженный элемент - из второй пластмассы, при этом доля кристаллической фазы в первой пластмассе и/или второй пластмассе составляет по меньшей мере 35%. Первая пластмасса и/или вторая пластмасса представляет собой, например, полиамид, поли-1,4-фениленсульфид, полиоксиметилен или полиэфироэфирокетон.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию упрощенные чертежи, на которых показано:
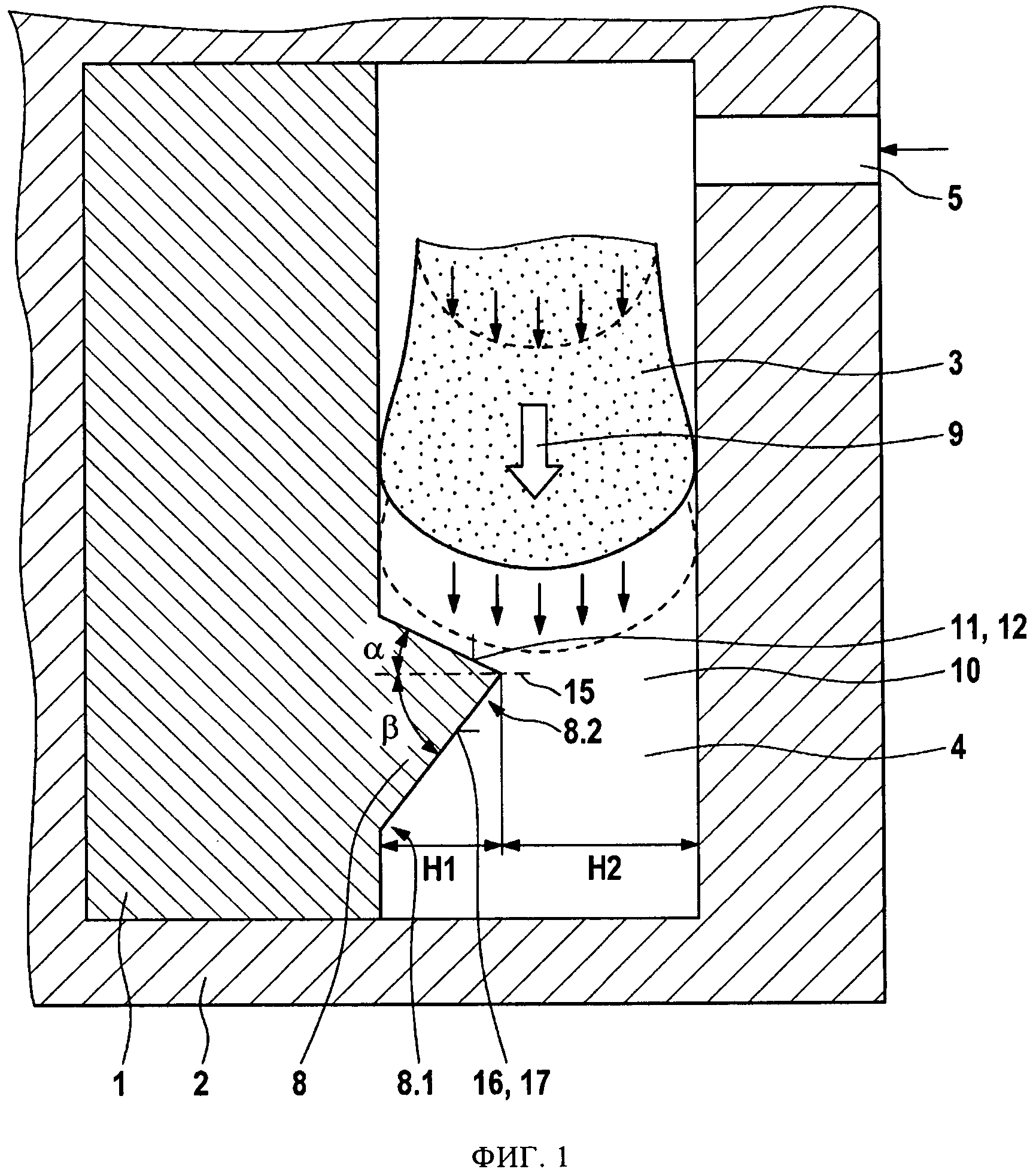
на фиг.1 - вид в разрезе литьевой формы в процессе изготовления предлагаемого в изобретении литого изделия литьем под давлением,
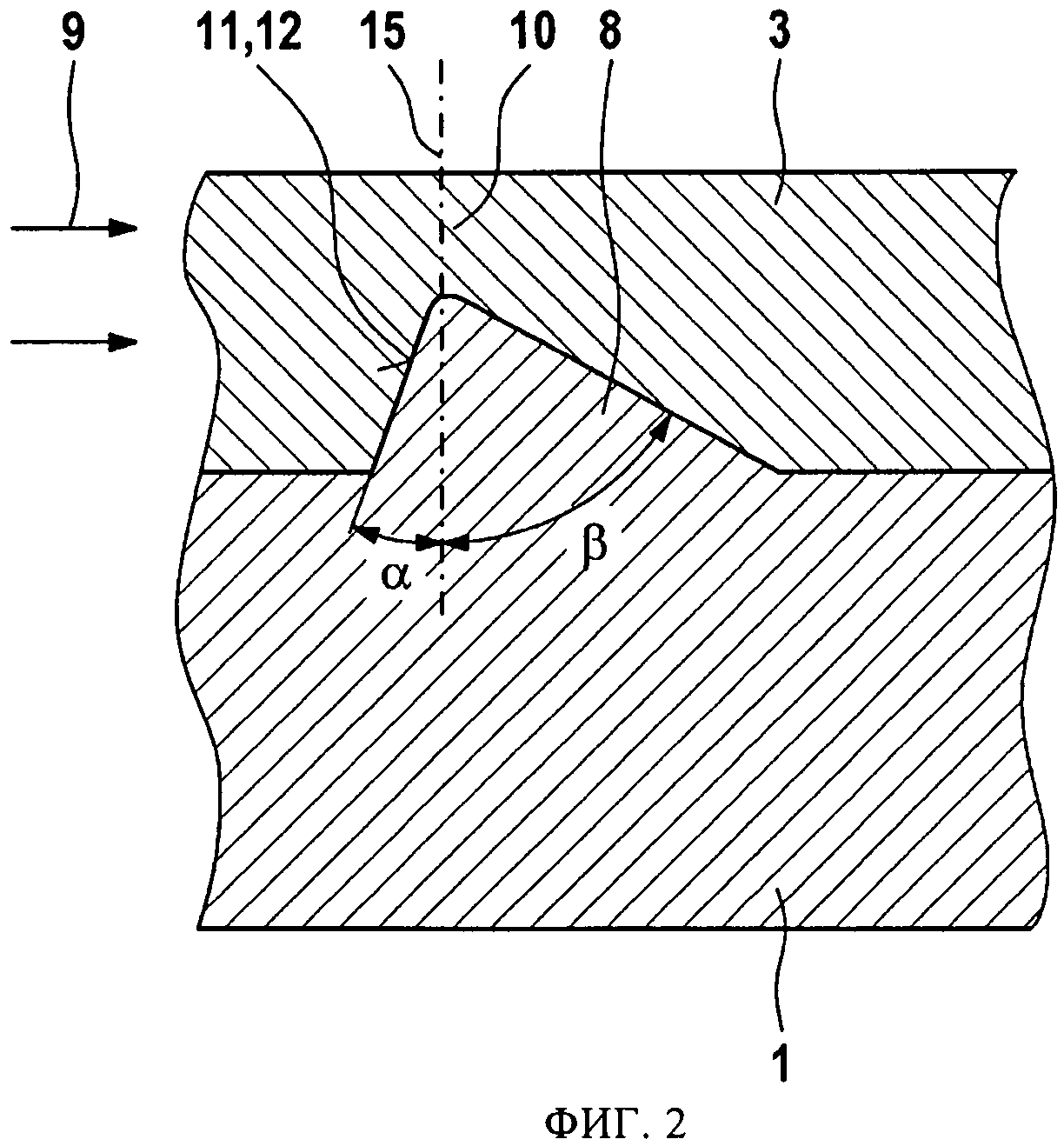
на фиг.2 - вид в разрезе фрагмента предлагаемого в изобретении литого изделия после его изготовления литьем под давлением,
на фиг.3 - вид в разрезе фрагмента предлагаемого в изобретении пластинчатого литого изделия, выполненного по второму варианту,
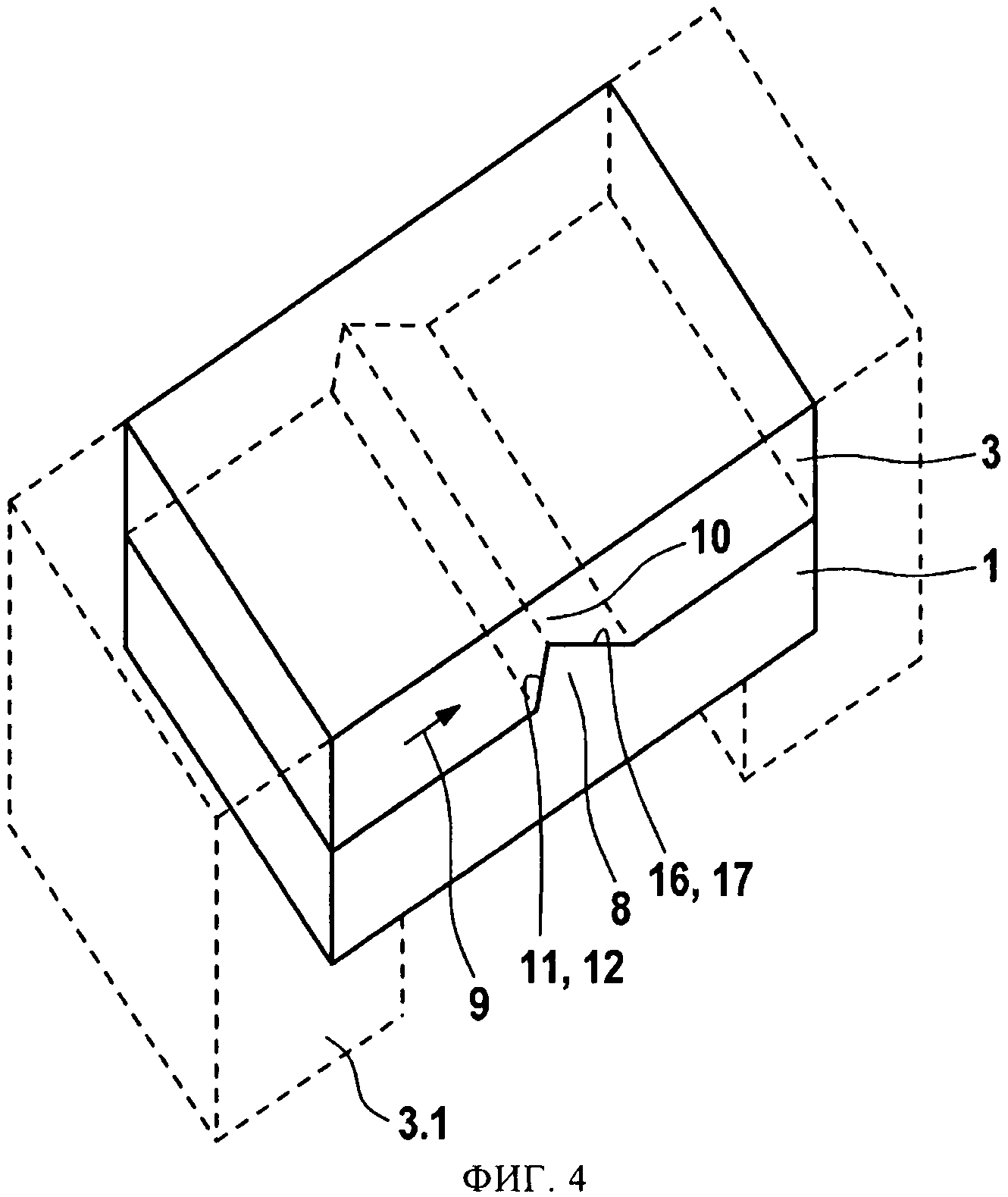
на фиг.4 - вид в аксонометрии предлагаемого в изобретении пластинчатого литого изделия и
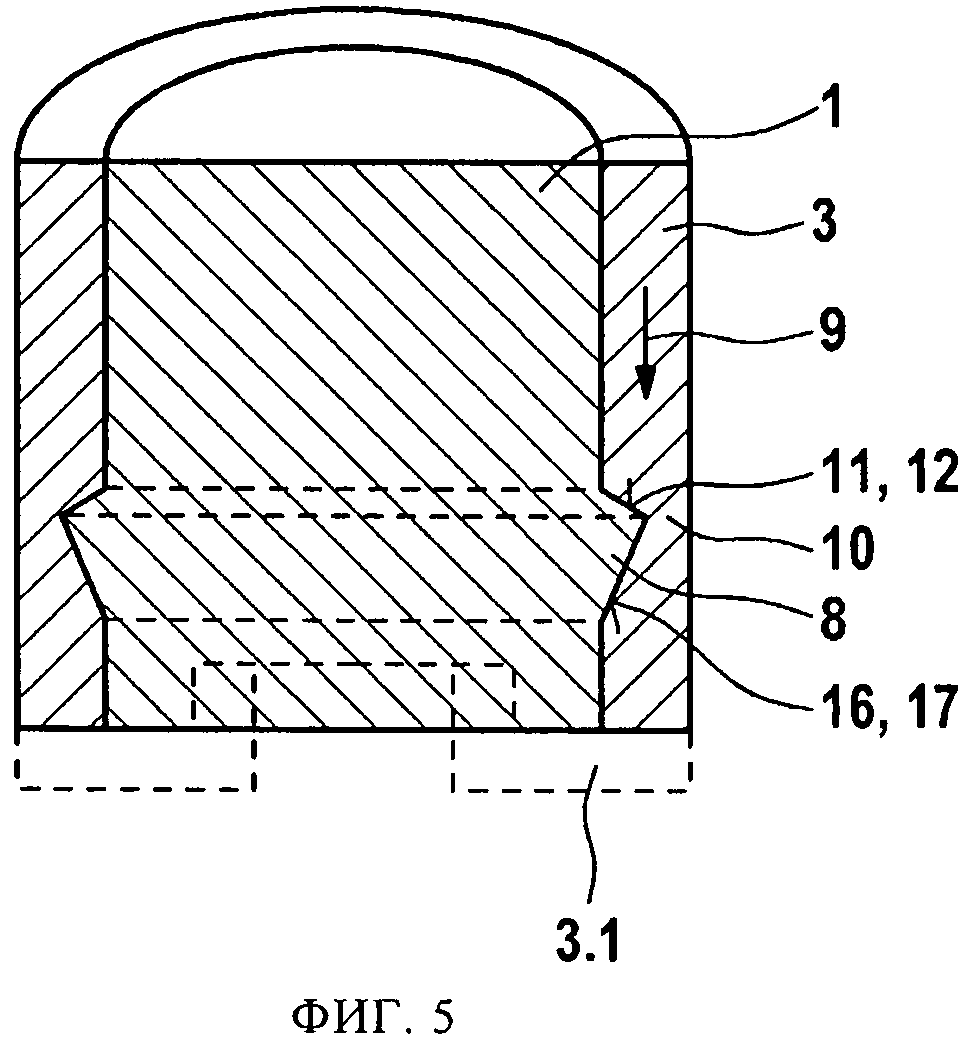
на фиг.5 - вид в аксонометрии предлагаемого в изобретении цилиндрического литого изделия.
Описание вариантов осуществления изобретения
На фиг.1 в разрезе показана литьевая форма в процессе изготовления предлагаемого в изобретении литого изделия литьем под давлением.
При изготовлении пластмассовых изделий, состоящих из нескольких частей или компонентов, постоянно возрастает значение, придаваемое обеспечению не проницаемого для газа и/или жидкости соединения частей между собой, например, при изготовлении изделий, используемых в качестве масло- или топливопроводов либо их компонентов. Недостаток использовавшихся ранее соединений с геометрическим и силовым замыканием состоит в том, что при высоких температурах не обеспечивается их герметичность из-за уменьшения сил предварительного натяга. Для соблюдения высоких требований, предъявляемых к герметичности, необходимы сплошные соединения (неразъемные соединения, осуществляемые силами молекулярного сцепления), при создании которых уплотняющие поверхности подвергают сплошному сплавлению между собой по меньшей мере вдоль линии уплотнения. При соответственно высоком сопротивлении материалов обоих соединяемых компонентов диффузии при этом создается требуемый барьерный эффект, препятствующий проникновению газов и/или жидкостей.
Согласно настоящему изобретению сплошное соединение создают путем многокомпонентного литья под давлением.
В процессе литья под давлением к произвольной жесткой закладной детали 1, помещенной в согласованную с ней литьевую форму 2, присоединяют отливаемый под давлением сопряженный элемент 3. По завершении процесса литья под давлением готовое литое изделие, состоящее из закладной детали 1 и из присоединенного к ней при литье под давлением сопряженного элемента 3, извлекают из литьевой формы 2. Между литьевой формой 2 и закладной деталью 1 на заданных литьевых участках предусмотрена полость 4, которую заполняют пластмассой, подаваемой через по меньшей мере один литниковый канал 5 в литьевой форме 2. Горячая, расплавленная пластмасса растекается на литьевых участках поверх закладной детали 1, которая при этом локально оплавляется в этих местах. После совместного охлаждения закладной детали 1 и поданного под давлением затвердевшего расплава, образующего сопряженный элемент 3, получают твердое, не проницаемое для текучей среды, например, не проницаемое для газа или для топлива, соединение между обоими компонентами.
Полость 4 по ходу по потока за возвышением 8 выполняют минимально возможных размеров с целью уменьшить необходимое монтажное пространство для размещения литого изделия.
При использовании пластмасс с повышенной степенью кристалличности, таких, например, как полиамид, поли-1,4-фениленсульфид, полиоксиметилен или полиэфироэфирокетон, для изготовления закладной детали 1 и/или сопряженного элемента 3 существует проблема, заключающаяся в том, что для сваривания друг с другом обоих соединяемых компонентов не только требуется локальный нагрев привариваемого компонента, т.е. закладной детали 1, до температуры плавления, но и требуется еще подвод теплоты плавления для кристаллических, расплавляемых фаз закладной детали 1. С увеличением доли кристаллических фаз в приплавляемой пластмассе энтальпия плавления требует подвода во много раз большего количества тепловой энергии по сравнению с количеством тепла, необходимым для нагрева материала только до температуры его плавления. Необходимая для сплавления закладной детали 1 с сопряженным элементом 3 тепловая энергия должна передаваться от расплава к привариваемому месту. Температура расплава 3, однако, не должна превышать заданную температуру во избежание его термического разложения или повреждения.
С целью ограничить приплавляемую поверхность закладной детали 1 небольшим участком или небольшими участками закладная деталь 1 имеет на литьевых участках по меньшей мере одно возвышение 8, которое образует герметизирующую линию уплотнения. Для обеспечения непроницаемости для жидкости необходимо расплавлять только зону у этой линии уплотнения. По меньшей мере одно возвышение 8 имеет обращенное к закладной детали 1 основание (нижнюю часть) 8.1 и обращенную от него головную часть (верхнюю часть) 8.2, которая, если смотреть в направлении 9 потока расплава, выполнена уже основания 8.1. Возвышение 8 начинает сначала оплавляться в головной части 8.2, поскольку в этом месте присутствует меньшее количество материала и постоянно поступает новый горячий расплав.
По меньшей мере одно возвышение 8 имеет измеряемую перпендикулярно поверхности закладной детали 1 высоту H1 и образует сужение, соответственно суженное поперечное сечение 10 между стенкой литьевой формой 2 и закладной деталью 1. Остающееся для перетекания расплава сужение 10 имеет поперечное сечение высотой Н2.
По меньшей мере одно возвышение 8 сначала аналогично дамбе или плотине затормаживает расплав до того момента, пока он по возможности одновременно не перетечет через возвышение по всей его длине и не оплавит при этом возвышение также по всей его длине. В процессе перетекания расплава через возвышение 8 оно частично оплавляется, т.е. удаляется часть его материала, в результате чего первоначальная высота H1 возвышения 8 уменьшается. При этом необходимо избегать локального оплавления возвышения 8 и его прорыва в результате контакта с расплавом только в одном месте, поскольку в этом случае расплав при определенных условиях будет перетекать через возвышение 8 не по всей его длине и тем самым не в каждом месте будет обеспечиваться наличие необходимой для оплавления возвышения теплоты плавления. Поэтому по меньшей мере одно возвышение 8 должно иметь некоторую минимальную толщину, если смотреть в направлении потока расплава. Иными словами, вершина возвышения 8 не должна быть выполнена слишком острой, соответственно остроугольной, соответственно слишком тонкой в его головной части 8.2.
Согласно изобретению по меньшей мере одно возвышение 8 со своей передней стороны 11, т.е. со стороны набегания потока расплава, имеет первый скос 12. Он направляет расплав от основания 8.1 возвышения к его головной части 8.2. Благодаря подобному эффективному направлению потока расплава с передней стороны 11 возвышения не образуется застойная область, что исключает образование газовых включений по ходу потока перед передней стороной 11 возвышения.
Первый скос 12 по меньшей мере одного возвышения 8 образует с высотой или осью 15, которая перпендикулярна граничной поверхности закладной детали 1, угол а в пределах от 5 до 45°, предпочтительно от 15 до 35°. Первый скос 12 проходит, например, начиная от основания 8.1 возвышения вплоть до его головной части 8.2. Показанное на фиг.1 возвышение 8 из-за наличия у него первого скоса 12 и второго скоса 17 имеет в поперечном сечении, например, треугольный или зубчатый профиль. Подверженная действию расплава вершина возвышения 8 может быть выполнена скругленной по радиусу. Первый скос 12 и/или второй скос 17 могут/может быть выполнены/выполнен ровными/ровным или выпуклыми/выпуклым.
Для передачи необходимой энергии плавления от расплава к головной части 8.2 возвышения 8 требуется заданное сужение 10, которое в целом описывается отношением высоты Н2 сужения 10 к высоте H1 возвышения 8. Согласно изобретению указанное отношение Н1/Н2 составляет от 0,6 до 0,9.
По меньшей мере одно возвышение 8 может иметь со своей задней стороны 16, т.е. со стороны истечения потока расплава, второй скос 17. Благодаря ему исключается образование свободной струи, соответственно застойных зон с газообразными включениями. Второй скос 17 проходит более полого по сравнению с первым скосом 12 во избежание интенсификации образования свободных струй с задней стороны возвышения. В одном из вариантов второй скос 17 по меньшей мере одного возвышения 8 образует с осью 15 угол β в пределах от 50 до 75°.
Закладная деталь 1 выполнена из первой пластмассы, а сопряженный элемент 3 - из второй пластмассы, при этом доля кристаллической фазы в первой пластмассе и/или второй пластмассе составляет по меньшей мере 35%.
На фиг.2 в разрезе показан фрагмент предлагаемого в изобретении литого изделия, изображенного на фиг.1, после его извлечения из литьевой формы.
Детали и элементы показанного на фиг.2 литого изделия, которые конструктивно или функционально идентичны деталям и элементам показанного на фиг.1 литого изделия, обозначены теми же позициями.
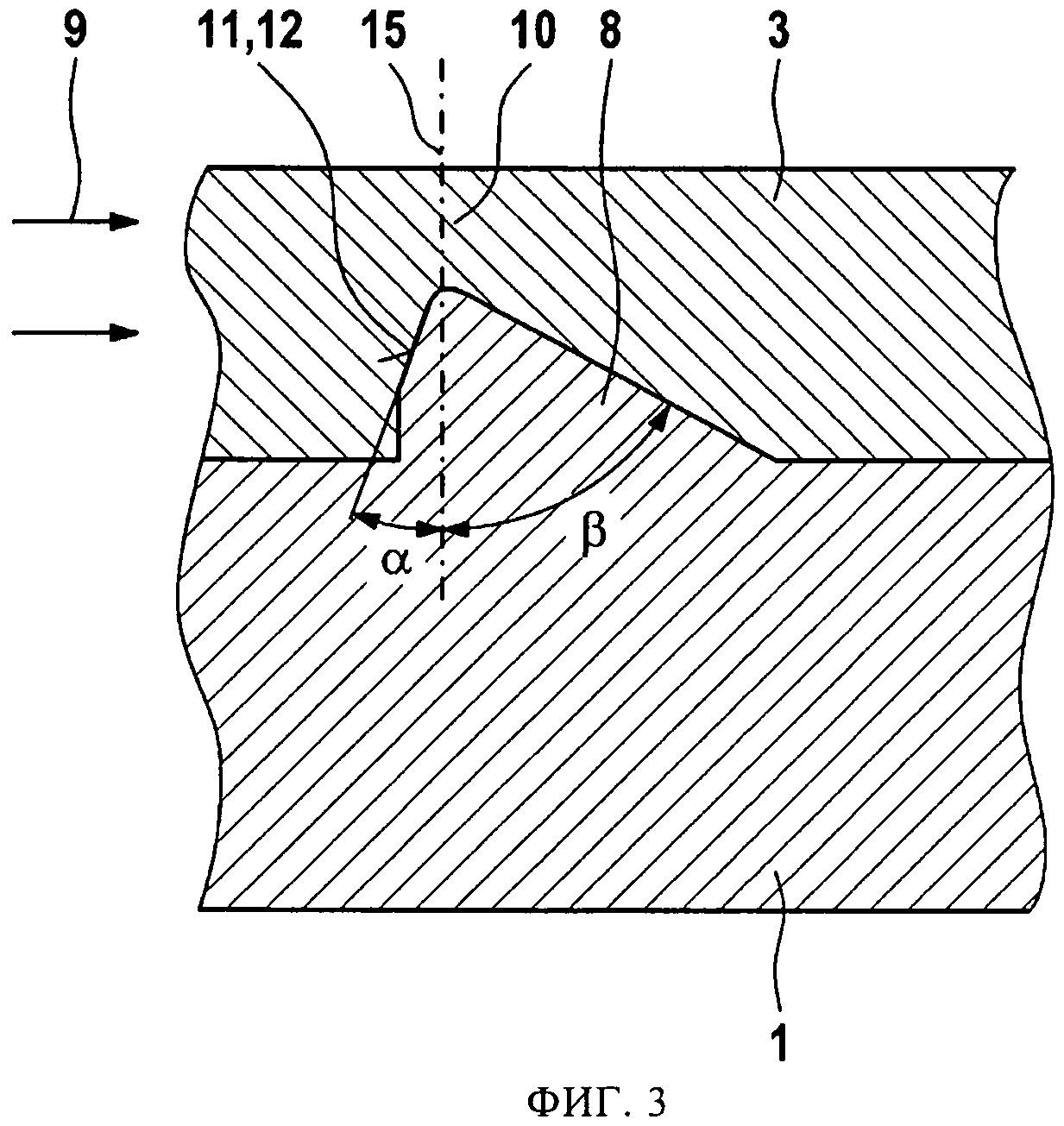
На фиг.3 в разрезе показан фрагмент предлагаемого в изобретении литого изделия, выполненного по второму варианту.
Детали и элементы показанного на фиг.3 литого изделия, которые конструктивно или функционально идентичны деталям и элементам показанного на фиг.1 и 2 литого изделия, обозначены теми же позициями.
Выполненное по второму варианту литое изделие отличается от выполненного по показанному на фиг.1 и 2 варианту литого изделия тем, что передняя сторона 11 у основания 8.1 возвышения проходит примерно параллельно оси 15, а затем, если смотреть в направлении оси 15 на участке от основания 8.1 возвышения до его головной части 8.2, переходит в первый скос 12.
На фиг.4 в аксонометрии показано предлагаемое в изобретении литое изделие пластинчатой формы.
Детали и элементы показанного на фиг.4 литого изделия, которые конструктивно или функционально идентичны деталям и элементам показанного на фиг.1-3 литого изделия, обозначены теми же позициями.
При использовании по меньшей мере частично имеющей пластинчатую или дисковидную форму закладной детали 1 может быть предусмотрено одно или несколько возвышений 8, которые могут быть выполнены или могут располагаться линейно, волнообразно, меандрообразно или зигзагообразно. Можно также предусмотреть расположение нескольких возвышений 8 одно за другим в направлении 9 потока расплава. Для создания не проницаемого для текучей среды соединения между закладной деталью 1 и сопряженным элементом 3 достаточно, однако, единственного возвышения 8.
Дополнительно к сплошному соединению можно предусмотреть соединение закладной детали 1 и сопряженного элемента 3 с геометрическим замыканием, например, путем выполнения сопряженного элемента 3 скобообразным или С-образным и охватывающим закладную деталь 1, что обозначено на чертеже скобообразными участками 3.1, показанными пунктирными линиями. Очевидно, что сопряженный элемент 3 может также жестко крепиться к закладной детали 1 иным способом, нежели это показано на чертеже. Дополнительное геометрическое замыкание в литом изделии позволяет создать в нем более высокий предварительный натяг по сравнению с исключительно сплошным соединением, благодаря чему даже при воздействии исключительно высоких механических и/или термических нагрузок обеспечивается сохранение герметичности.
На фиг.5 в аксонометрии показано предлагаемое в изобретении литое изделие цилиндрической формы.
Детали и элементы показанного на фиг.5 литого изделия, которые конструктивно или функционально идентичны деталям и элементам показанного на фиг.1-4 литого изделия, обозначены теми же позициями.
У литого изделия 1, например, цилиндрической формы возвышение 8 закладной детали выполнено кольцевым, проходящим по всему ее окружному периметру.
Дополнительно к сплошному соединению можно предусмотреть соединение закладной детали 1 и сопряженного элемента 3 с геометрическим замыканием, например, путем выполнения сопряженного элемента 3 скобообразным, С-образным или якореобразным и охватывающим закладную деталь 1, что обозначено на чертеже скобообразными участками 3.1, показанными пунктирными линиями. Очевидно, что сопряженный элемент 3 может также жестко крепиться к закладной детали 1 иным способом, нежели это показано на чертеже.
Для создания не проницаемого для текучей среды, т.е. герметичного, соединения между закладной деталью 1 и сопряженным элементом 3 достаточно единственного кольцевого возвышения 8, благодаря чему для обеспечения неразъемного соединения, осуществляемого силами молекулярного сцепления, требуется лишь небольшое монтажное пространство. Очевидно, однако, что можно также предусмотреть несколько возвышений 8, расположив их одно за другим в направлении 9 потока расплава.
Устройство щетки стеклоочистителя
Материал электрода свечи зажигания и свеча зажигания
Отрезное устройство для технологической машины
Система снижения токсичности отработавших газов и способ подачи восстановителя в выпускной тракт двигателя внутреннего сгорания
Технологическая машина с емкостной системой предупреждения травмирования
Тормозная система автотранспортного средства с гидравлическим приводом и регулированием тормозных сил по сцеплению колес с дорогой
Стыковочное устройство для установки рабочего инструмента
Тормозной диск
Способ согласования компенсации на переходных режимах
Обрабатывающая система
Датчик с уплотнением его корпуса, выполненным из синтетических каучуков с разной эластичностью
Устройство для закрепления заготовки на обрабатывающем станке
Стеклоочиститель, прежде всего автомобильный стеклоочиститель
Стеклоочиститель
Бур
Клапан для дозирования жидкости
Технологическая машина
Способ безопасной передачи данных и система связи для его осуществления
Переходное приспособление для крепления щетки стеклоочистителя к ее рычагу
Переносная технологическая машина

