Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ТЕПЛОВЫХ СМЕЩЕНИЙ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к станкостроению и может быть использовано во всех областях машиностроения для автоматической компенсации тепловых деформаций рабочих органов технологических машин.
Известен способ автоматической подналадки положения рабочих органов станков (Авторское свидетельство СССР №189281, кл. B23B 25/06, 1966) путем перераспределения внутренних деформаций корпусных элементов, несущих рабочие органы станка и подвергающихся нагреву или охлаждению в зависимости от величины отклонений рабочих органов.
Недостатками данного способа являются необходимость постоянного измерения отклонений рабочих органов вследствие тепловых деформаций, наличие управляемых нагревательных и охлаждающих устройств и системы управления этими устройствами, а также невозможность полной одновременной компенсации отклонений рабочих органов в трех взаимноперпендикулярных направлениях.
Известен способ компенсации тепловых деформаций металлорежущих станков с ЧПУ (Okushima K., Kakino V. Compensation of thermal displacement by coordinate system correction. CIRPann, 1975, v.25 №1 - pp.327-331), заключающийся в постоянном измерении температуры нагрева в «характерной» точке на станке и последующем смещении рабочих органов пропорционально изменению измеряемой температуры.
Недостатками данного способа являются необходимость определения «характерной» точки для измерения температуры нагрева, необходимость постоянного измерения температуры нагрева в этой точке и принципиальная невозможность полной и одновременной компенсации тепловых деформаций_в трех взаимно перпендикулярных направлениях во всем диапазоне частот вращения шпинделя.
Известен также способ компенсации тепловых деформаций металлорежущих станков (Ichimija R. Heisel V. Newe Moglich Reiten der Kompensation termischer stozeinflusse an Werkzeugmaschinen. Zeitschrift fur Werkschafanfliche Fertigung, 1976, v.71, №10 - pp.441-444), заключающийся в постоянном измерении температуры нагрева в «характерных» точках на станке с последующим расчетом по данным измерений отклонений рабочих органов из-за тепловых деформаций в трех взаимно перпендикулярных направлениях и соответствующего смещения рабочих органов при управлении металлорежущим станком.
Недостатками данного способа также являются необходимость определения «характерной» точки, недостаточная точность из-за неопределенности характера взаимосвязи этих температур с тепловыми деформациями в трех взаимно перпендикулярных направлениях, а также необходимости постоянного измерения температуры нагрева в «характерных» точках при нагреве станка.
Общим недостатком указанных способов является то, что они не учитывают характер и вид изменения тепловых деформаций рабочих органов в трех взаимно перпендикулярных направлениях, а также разный характер и вид тепловых деформаций на различных частотах вращения шпинделя и при его простоях.
Известен способ компенсации тепловых деформаций в станке (Патент США, №5623857, 2002, B23Q 15/18, / Sakuraba, Hajime Abiko-shi, Chiba-ken. / Method and apparatus for compensating for thermal distortion for a machine tool.), в котором в заранее заданной точке конструкции станка регистрируется значение изменения температуры; на основе фиксированного значения интервала времени после зарегистрированного изменения температуры рассчитывается изменение температуры с задержкой, имеющее практически ту же функцию времени, что и запаздывающая характеристика, при помощи которой на основе значения рассчитанных ранее тепловых деформаций постепенно компенсируются новые тепловые деформации; на основе полного значения тепловых деформаций, полученного путем прибавления запаздывающей характеристики, изменяющейся в соответствии с изменением температуры с задержкой, к рассчитанным тепловым деформациям, производится корректировка ошибки обработки.
Известен также способ корректировки тепловых деформаций в станке(Патент США №6471451, 2002, B23Q 15/18, / Ito Susumu, Kamiguchi Masao, Ishii Hisao. / Method of correcting thermal displacement of machine tool.), в котором осуществляется контроль положения ходового вала, для корректировки его положения производится измерение в каждую единицу времени средней скорости движения и частоты перемещения ходового вала, величина корректировки определяется исходя из значений скорости движения и частоты перемещений ходового вала по приближенной формуле и обновляется. Величина корректировки положения для перемещения вала в назначенное положение определяется на основе величины корректировки δn, и на основе величины корректировки положения осуществляется корректировка назначенного положения ходового вала. Поскольку величина корректировки определяется исходя из приближенной формулы, корректировка тепловых деформаций может осуществляться в любой момент времени без применения датчиков. В том случае, когда величина корректировки изменяется постепенно, тепловые деформации измеряются при помощи датчика и их значение используется в качестве величины корректировки, посредством чего повышается точность обработки. Частота измерений, осуществляемых датчиками, снижается, что позволяет уменьшить машинное время.
Известен способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением (Авторское свидетельство СССР №1041226, кл. B23B 25/06, 1983 Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением), в котором компенсация тепловых смещений шпинделя осуществляется по типовым зависимостям по времени и частоте вращения шпинделя.
Недостатками всех упомянутых изобретений является то, что они не учитывают при расчете температурных смещений шпинделя влияние взаимного относительного положения рабочих органов станка, изменение характеристик скорости (темпа) нагрева и охлаждения при работе на разных частотах вращения шпинделя и при охлаждении (во всех случаях темп нагрева принимается постоянным), случайных параметров, определяющих величину температурных смещений шпинделя, и изменение значений температуры окружающей среды.
Задачей предлагаемого изобретения является создание способа автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением, который позволил бы повысить уровень функциональных выходных параметров их точности, расширить технические и технологические возможности их использования, увеличение надежности обеспечения и стабильности величины взаимного положения рабочих органов и шпинделя станка в период работы металлорежущего станка без применения дополнительных механизмов и устройств измерения температуры, тепловых деформаций и смещений шпинделя, деталей узлов и рабочих органов металлорежущих по управляемым системой числового программного управления осям координат.
Поставленная задача решается за счет того, что в способе автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением, заключающемся в установлении величин тепловых смещений шпинделя в процессе обработки и введении коррекции в перемещении рабочих органов станка по управляемым осям координат и, включающий определение вида и параметров функций теплового смещения шпинделя станка для каждой частоты его вращения и при простоях, по которым рассчитывают величины тепловых смещений шпинделя в зависимости от времени работы на различных частотах вращения и от времени простоя, а в моменты достижения рассчитанных величин установленным допустимых значений осуществляют корректировку величины перемещения исполнительных органов станка, согласно изобретению, установление величин и параметров функций тепловых смещений шпинделя производят для различных пространственных положений теплонагруженных деталей и узлов станка, с изменением скорости и вида температуры окружающей среды при многократных испытаниях станка для получения статистических характеристик значений величин и параметров функций тепловых смещений шпинделя в рабочем объеме станка, а величины тепловых смещений шпинделя в зависимости от времени работы на различных частотах вращения и от времени простоя рассчитывают с требуемой установленной вероятностью непрерывно через заданные малые интервалы времени и в моменты достижения рассчитанных величин установленных с заданной вероятностью допустимых значений, обусловленных, требуемой точностью обработки по каждой управляемой координате осуществляют корректировку величины перемещения исполнительных органов станка или механизмов микроперемещений деталей, которые устанавливаются на рабочих органах станка.
Заявленное изобретение осуществляется следующим образом.
Введении коррекции системой числового программного управления в перемещении рабочих органов станка или механизмов микроперемещений деталей, которые устанавливаются на рабочих органах станка, в период работы металлорежущего станка без применения дополнительных механизмов, систем и устройств измерения температуры, тепловых деформаций и смещений шпинделя, деталей узлов и рабочих органов металлорежущих станков по каждой управляемой оси координат, осуществляют по установленным виду и параметры функций теплового смещения шпинделя станка при его нагреве и охлаждении для каждой частоты его вращения и при простоях, для различных типовых пространственных положений теплонагруженных деталей и узлов станка, учитывающих скорость и вид изменения температуры окружающей среды при многократных испытаниях для получения статистических характеристик смещений шпинделя металлорежущего станка и по установленным и определенным функциям изменения смещений шпинделя в рабочем объеме станка в процессе обработки изделий рассчитывают величины тепловых смещений шпинделя в зависимости от времени работы на различных частотах вращения и от времени простоя, а в моменты достижения с заданной вероятностью допустимых значений, обусловленных, требуемой точностью обработки по каждой управляемой координате, рассчитанных величин установленных допустимых значений, обусловленных, устанавливаемой точностью обработки по каждой управляемой координате осуществляют корректировку перемещения исполнительных органов станка или механизмов микроперемещений деталей.
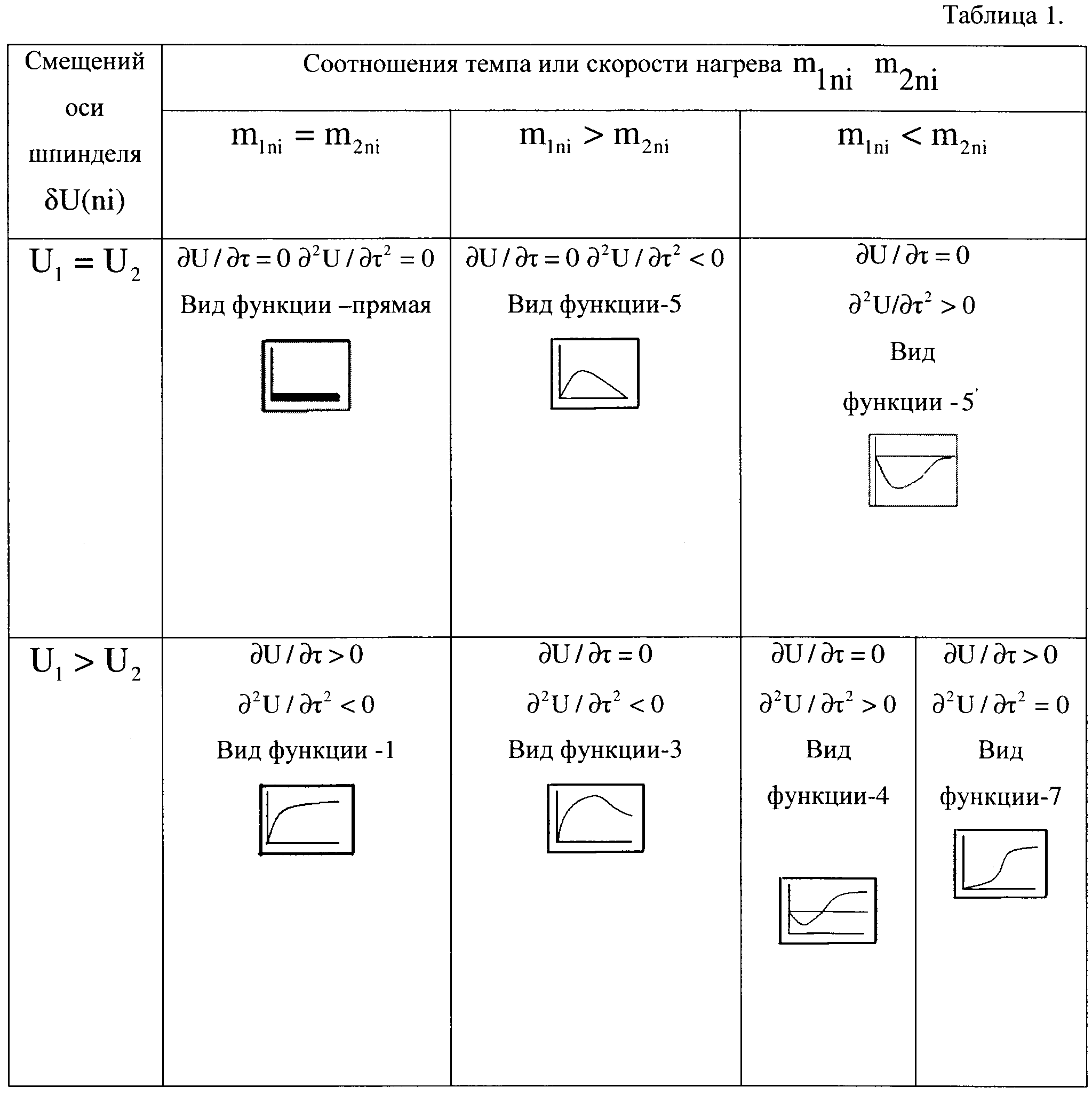
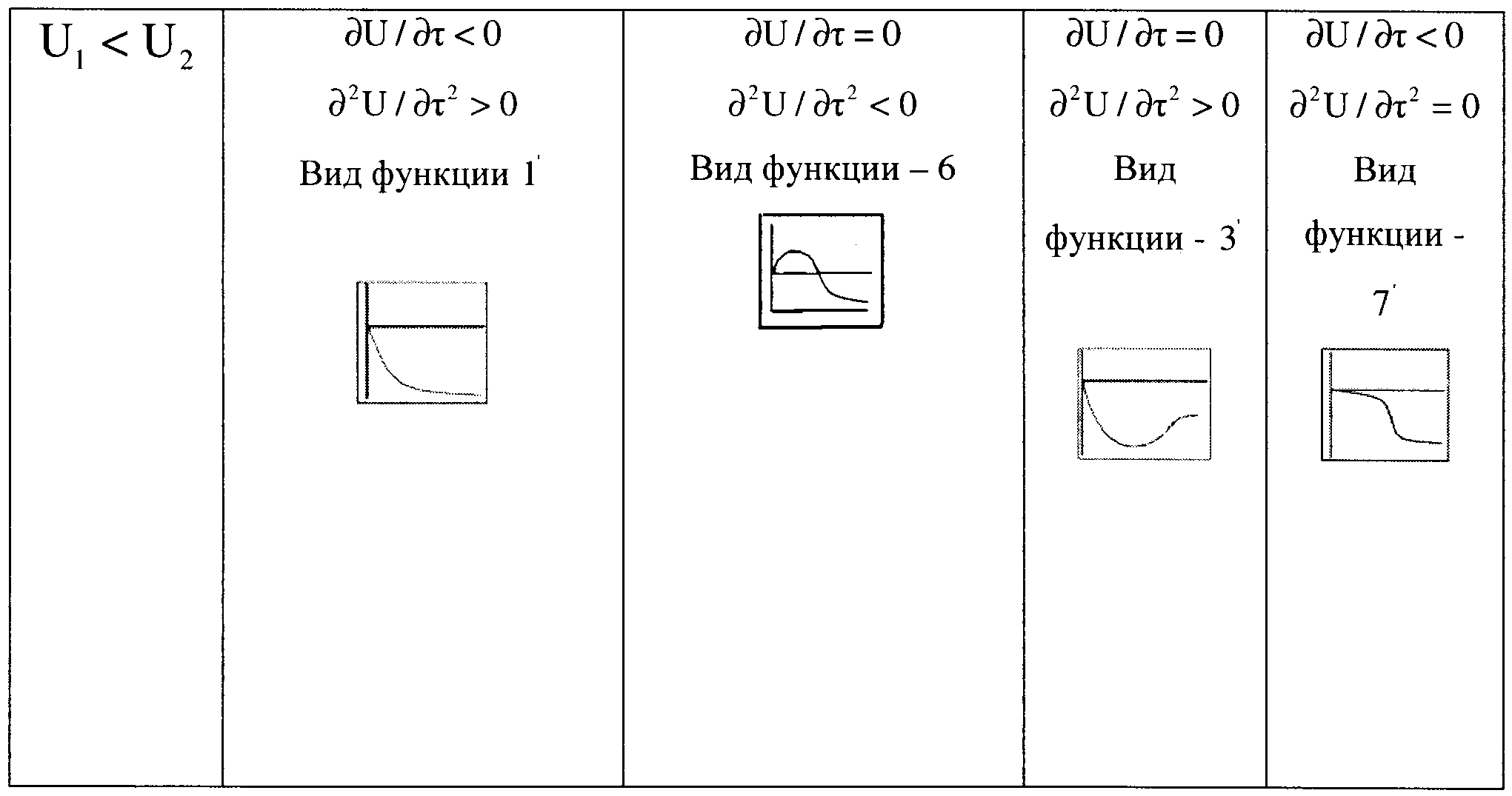
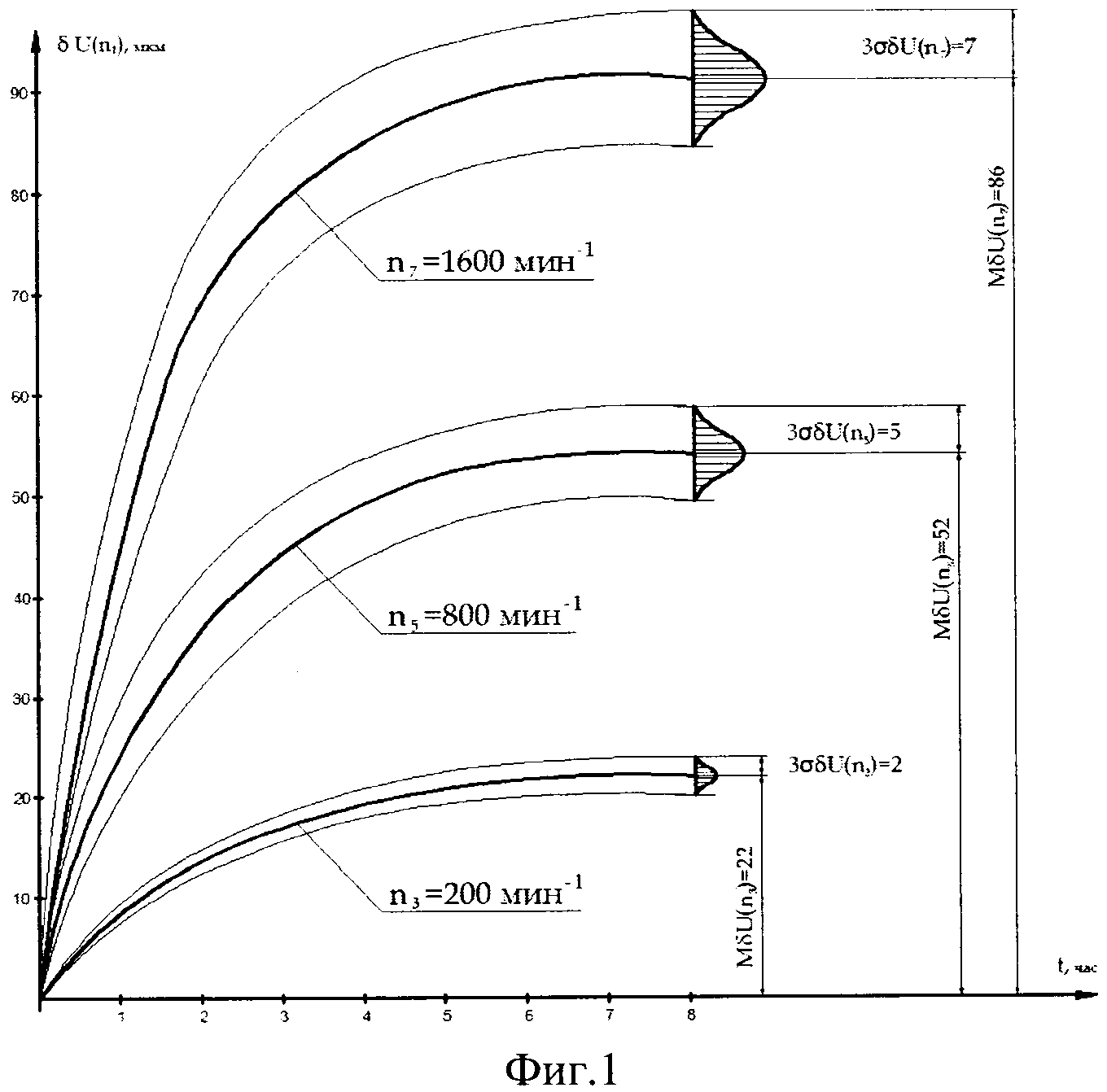
Способ основан на том, что изменение во времени функций тепловых смещений шпинделя металлорежущего станка с ЧПУ происходит по типовым закономерностям, характерным для каждого данного конструктивно-компоновочного решения металлорежущего станка и для каждой частоты вращения шпинделя, в соответствии с взаимным относительным положением его подвижных теплонапряженных узлов и деталей. Причем типовые закономерности изменение во времени функций тепловых смещений шпинделя, их вид (экспонента, линейный, с максимумом или с минимумом, вогнутая и т.п.) и параметры (время, темп изменения, максимум, минимум и т.п.), скорость нагрева - охлаждения (постоянная, переменная) и величина температурных смещений шпинделя (текущая, в стационарном режиме) по каждому направлению осей координат определяются частотой вращения шпинделя и для разных координатных направлений определяются разными типовыми закономерностями. Кроме этого, величина температурных смещений шпинделя по каждому направлению осей координат является также случайной величиной (фиг.1), характеристики которой определяются качеством изготовления металлорежущего станка с ЧПУ и являются индивидуальными параметрами соответствующего металлорежущего станка.
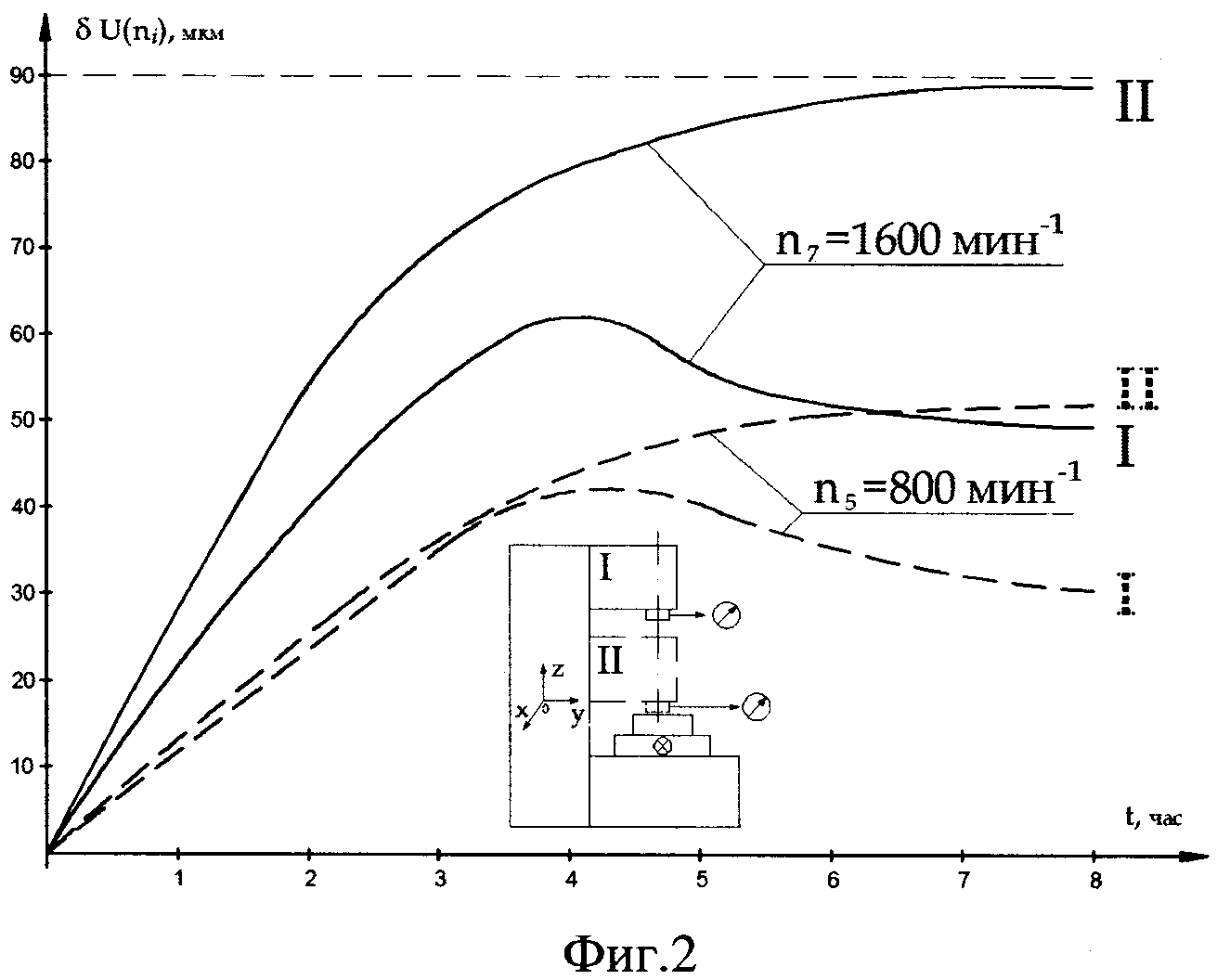
Для данной рассматриваемой индивидуальной модели металлорежущего станка с ЧПУ определяют типовые закономерности изменение во времени функций тепловых смещений шпинделя, их вид и параметры по каждому направлению осей координат для каждой частоты вращения шпинделя, в соответствии с взаимным относительным положением его подвижных узлов и деталей (фиг.2).
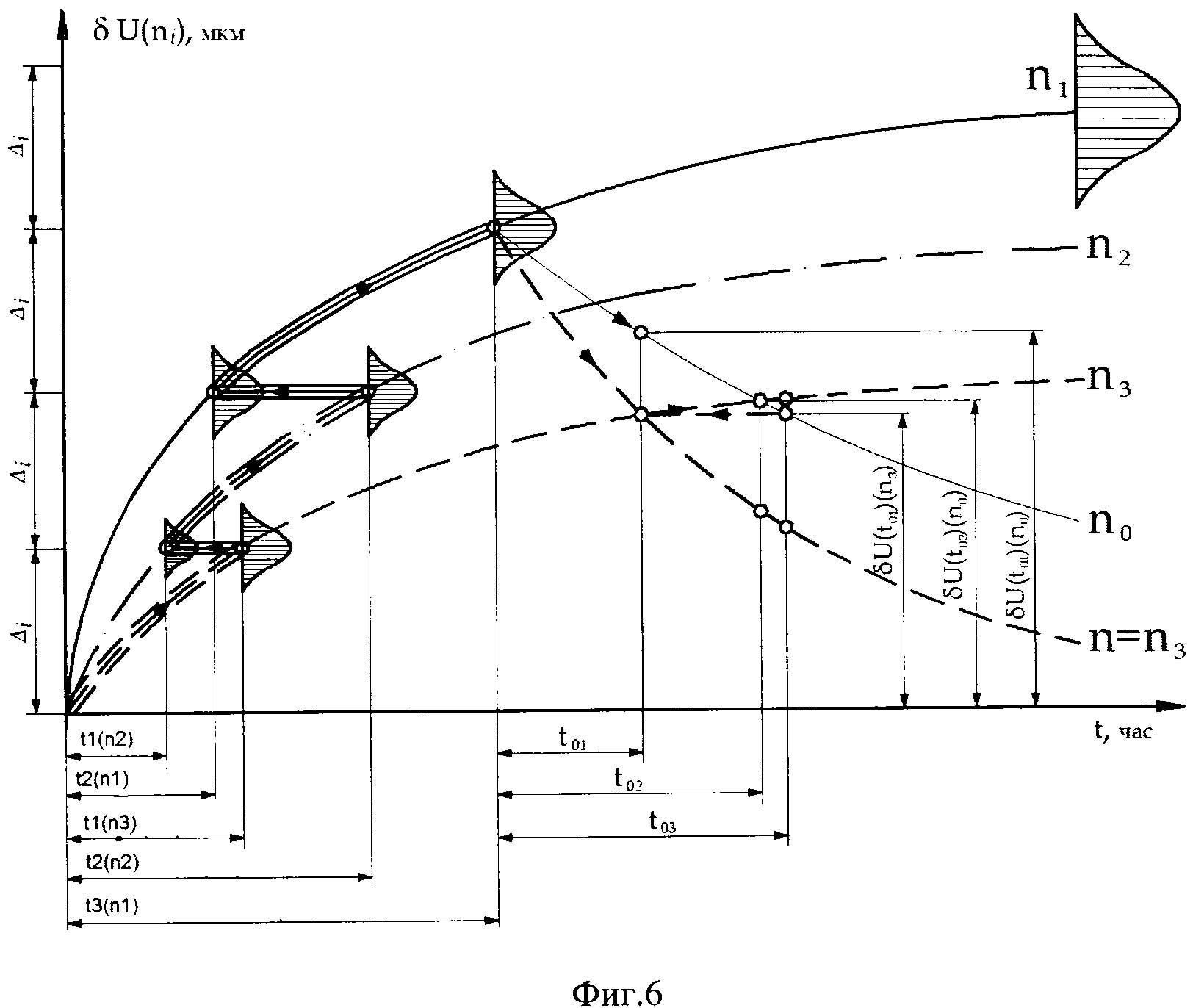
В процессе работы станка (фиг.6) по известным частотам вращения шпинделя и времени работы на них производят расчет величины смещения шпинделя по каждой оси координат по известным типовым закономерностям для текущего положения и температуры окружающей среды в данный текущий момент времени и производят смещение рабочих органов станка, или иного устройства, механизма микроперемещений деталей, которые устанавливаются на рабочих органах станка, в направлении и на величину рассчитанного смещения, тем самым обеспечивается сохранение стабильного и постоянного взаимного относительного положения шпинделя и рабочих органов станка.
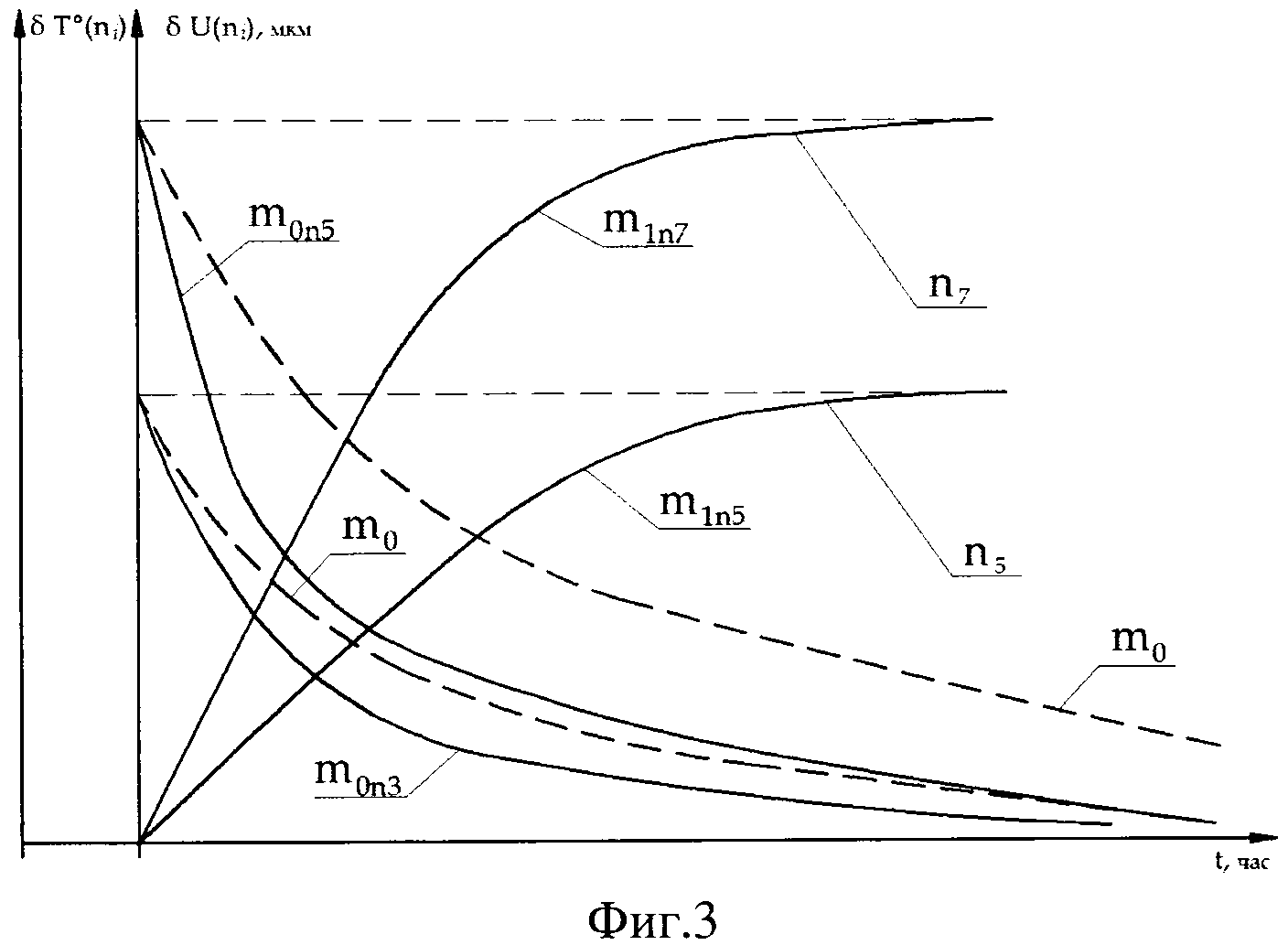
При остановке вращения шпинделя или переходе работы станка - вращении шпинделя на более низкой частоте вращение (фиг.3), когда происходит снижение тепловыделений и охлаждение узлов и деталей станка, зная типовые закономерности охлаждения, их параметры и время охлаждения (или работы на более низкой частоте вращения) производят расчет величины смещения шпинделя по каждой оси координат с последующим смещением рабочих органов станка или иного устройства, механизма микроперемещений деталей, которые устанавливаются на рабочих органах станка, в направлении и на величину рассчитанного смещения, тем самым также обеспечивается сохранение стабильного и постоянного взаимного относительного положения шпинделя и рабочих органов станка.
Во всех случаях нагрева-охлаждения металлорежущего станка вид (экспонента, линейный, с максимумом или с минимумом, вогнутая и т.п.) и параметры (время, темп изменения, максимум, минимум и т.п.), скорость нагрева - охлаждения (постоянная, переменная) не всегда являются стабильно постоянными величинами для всех частот вращения шпинделя и определяются как взаимным относительным положением подвижных узлов и деталей станка, так и температурой окружающей среды, последовательностью и временем работы станка на разных частотах вращения шпинделя и другими эксплуатационными и конструктивно-компоновочными характеристиками..
Для практического применения общая зависимость закономерностей температурных смещений оси шпинделя δU(ni) металлорежущих станков, по которой производится расчет величины смещения шпинделя по каждой оси координат запишется в следующем виде:


где δU(ni), δU(0ni) - значение величины смещения шпинделя, соответственно при нагреве и охлаждении;
U1, U2 - значение смещений оси шпинделя в координатных направлениях в установившемся режиме температурной стабилизации;
Т0 - текущее значение температуры окружающей среды;
ni - i-я частота вращения шпинделя;
m1ni m2ni - темп или скорость нагрева на i-й частоте вращения шпинделя;
m1,2ni+1=m1,2niKm(ni+1/ni)0,7
Km - температурная постоянная станка равная 0,3-0,8, определяется габаритными характерными размерами;
m0ni - темп или скорость охлаждения при переходе с i+1 на i-ю частоту вращения шпинделя;
m0=m0ni - темп или скорость охлаждения станка при отсутствии вращения шпинделя;
m0ni+1=m0niKm (ni+1/ni)0,7
H - максимальная разность значений между крайними положениями подвижных рабочих органов(например, шпиндельной бабки);
Z - текущее значение положения подвижного рабочего органа станка (например, шпиндельной бабки);
KH K0 Kni - коэффициенты пропорциональности.
Сущность изобретения поясняется чертежами.
На фиг.1 показана экспериментально полученная типовая закономерность (1) смещения оси шпинделя от времени для различных частот вращения и параметры их случайной реализации при многократных испытаниях станка на этих частотах вращения.
На фиг.2 показаны, экспериментально полученные закономерности (1) смещения оси шпинделя станка от времени работы станка для максимальной частоты вращения шпинделя при положениях шпиндельной бабки верхнем I и нижнем II положениях шпиндельной бабки.
На фиг.3 приведены типовые закономерности смещения оси шпинделя для различных видов охлаждения станка (2), когда вращение шпинделя отсутствует m0, и при его охлаждении, если вращение шпинделя осуществляется на более низкой частоте вращение m0n5, когда происходит снижение тепловыделений и охлаждение узлов и деталей.
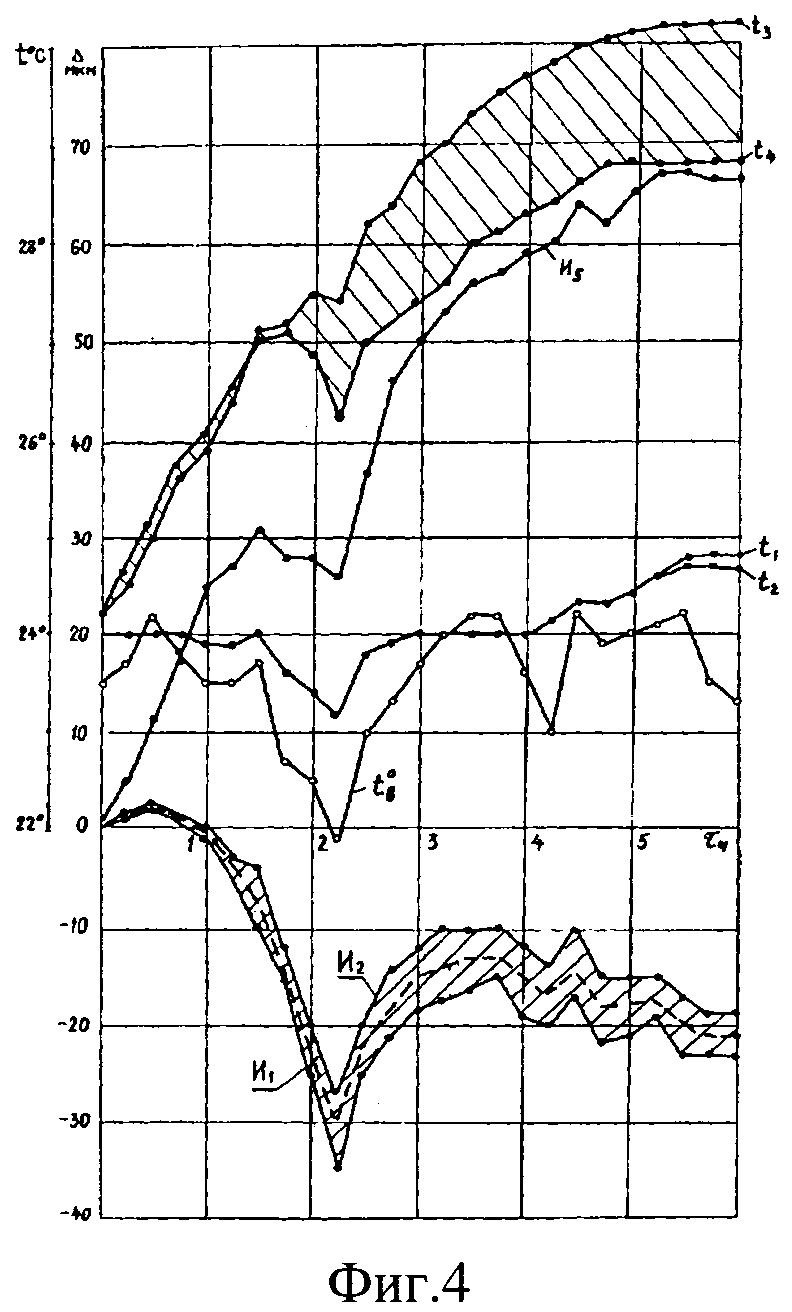
На фиг.4 показана экспериментально полученная типовая закономерность смещения оси шпинделя от времени при изменении температуры окружающей среды.
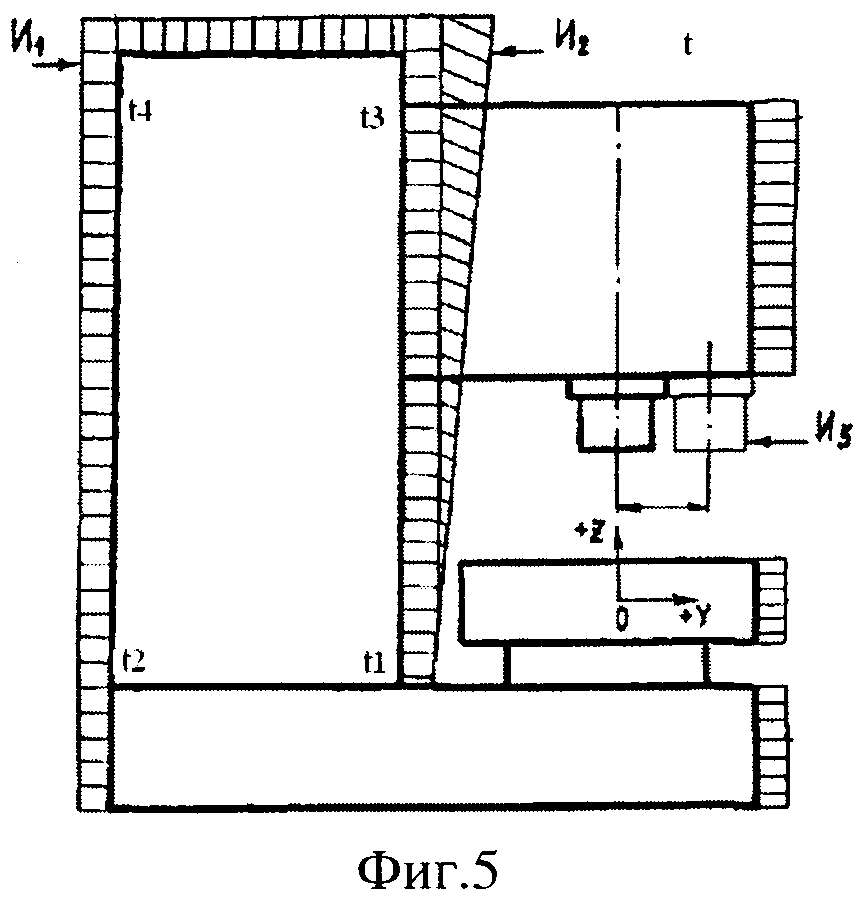
На фиг.5 показана схема измерения температур и смещений шпинделя станка при изменении температуры окружающей среды.
На фиг.6 показана принципиальная схема способа автоматической компенсации тепловых смещений шпинделя металлорежущего станка с ЧПУ при последовательном увеличении частоты вращения шпинделя, когда коррекция положений рабочих органов Δi осуществляется без учета случайных составляющих, но при разных темпах охлаждения.
На фиг 7 показана принципиальная схема способа автоматической компенсации тепловых смещений шпинделя металлорежущего станка с ЧПУ при последовательном увеличении частоты вращения шпинделя, когда коррекция Δi положений рабочих органов осуществляется с учетом заданного уровня надежности P(t), учитывающего случайные составляющие закономерностей смещения шпинделя.
После сборки металлорежущего станка проводятся индивидуально для каждого станка его многократные испытания, в соответствии с действующими нормативно-техническими документами, в результате чего определяются типовые закономерности изменение во времени функций тепловых смещений шпинделя, их вид и параметры по каждому направлению осей координат для каждой частоты вращения шпинделя станка в соответствии с выражениями (1) и (2). Следовательно, мы получаем, образ типовых закономерностей изменение во времени функций тепловых смещений шпинделя.
Характерные типовые закономерности изменение во времени функций тепловых смещений шпинделя
Полученные данные типовые закономерности изменение во времени функций тепловых смещений шпинделя, их вид и параметры, статистические характеристики по каждому направлению осей координат для каждой частоты вращения шпинделя, в соответствии с взаимным относительным положением его подвижных узлов и деталей, заносятся в память системы числового программного управления станка:
- вид типовой закономерности от 1 до 7, в соответствии с таблицей 1;
- U1, U2 - значение смешений оси шпинделя в координатных направлениях в установившемся режиме температурной стабилизации;
- MU1, MU2 - значение математического ожидания смешений оси шпинделя в координатных направлениях в установившемся режиме температурной стабилизации;
- σU1, σU2 - значение средне квадратического отклонения смешений оси шпинделя в координатных направлениях в установившемся режиме температурной стабилизации;
- m1ni m2ni m0ni - темп или скорость нагрева на i-й частоте вращения шпинделя;
- m0ni - темп или скорость при охлаждении с (i+1)-й на i-ю частоту вращения шпинделя;
- m0=m0ni - темп или скорость охлаждения станка при отсутствии вращения шпинделя;
- Н - максимальная разность значений между крайними положениями подвижных рабочих органов(например, для шпиндельной бабки);
Km, KH K0 Kni - коэффициенты пропорциональности.
Следовательно, вероятность Pi(t) достижения величины смешения шпинделя равного Δi определяется выражением:

Рассмотрим процесс автоматической компенсации тепловых смещений шпинделя при обработке одной детали с момента включения станка на частотах вращения шпинделя n1, n2, n3 соответственно в течение времени работы (фиг.6) на этих частотах t1=t1(n3), t2=t2(n2)-t1(n2), t3=t3(n1)-t2(n1); охлаждении станка - темп охлаждения равен соответственно m0, охлаждении - при переключении с большей частоты вращения шпинделя на меньшую с n1 на n3. (темп охлаждения равен соответственно m03). В этом случае показан принцип коррекции, когда расчеты теплового смещения оси шпинделя производятся без учета случайных составляющих. На фиг.7 показан принцип коррекции при работе станка на частотах n1 и n2, когда коррекция производится с учетом случайных составляющих. Если вероятность достижения тепловых смещений принять равной 0,5, то в этом случая коррекция соответствует такому же случаю, когда случайные составляющие не учитываются и время проведения коррекции будет значительно больше, т.е. на величину [t2(n2) P(t)=0,5]-[t2(n2)P9t)=0,997], а достигаемая точность снижается (фиг.7).
Перед началом работы станка в систему числового программного управления вводят (задают), помимо ранее введенных видов, параметров и статистические характеристики по каждому направлению осей координат (эти данные являются постоянной характеристикой станка и вводятся изготовителем), Δi - коррекции положений рабочих органов осуществляется (обусловлено требованиями точности обработки деталей),значения вероятности Pi(t) достижения величины смешения шпинделя равного Δi, равной, например, 0,5 или 0,997 или требуемой нормативной документацией, период времени Δti проведения системой ЧПУ расчетов величин температурных смещений оси шпинделя δU(ni) металлорежущих станков по каждой управляемой оси координат. Период времени Δti проведения системой ЧПУ расчетов величин температурных смещений оси шпинделя δU(ni) должен иыбираться из диапазона 0-Δti, при выполнении следующего условия:
0<Δti<(m1ni, m2ni)-1 Ln[(MU1, MU2+σU1, σU2)/(MU1, MU2+σU1, σU2-Δi)]
Автоматическая компенсация тепловых смещений шпинделя производится периодически как при нагреве, так и при охлаждении станка через установленную для каждой управляемой оси координат величину Δi. Величина Δi и вероятность ее достижения Pi(t) устанавливается, при необходимости, для каждой вновь обрабатываемой детали, исходя из требуемой точности и ее сохранения во времени, и вводится в память системы числового программного обеспечения станка.
При пуске станка и начале обработки детали в вычислительное устройство системы числового программного управления поступают данные о текущем времени работы ti, частоте вращения шпинделя ni, текущем положении подвижных рабочих органов по управляемым координатам, температуре окружающей среды. Температурные смещения шпинделя по каждой координатной оси рассчитываются непрерывно с установленной дискретностью времени Δti по функции (1) и (2). При достижении величины температурных смещений по любому из координатных направлений, равных Δi с заданной вероятностью Pi(t), производится их компенсация путем соответствующего смещения рабочего органа станка в заданном направлении Через время t1 происходит переключение частоты вращения шпинделя на n2, при которой тепловые смещения шпинделя будут уже изменяться по функции (1) в соответствии с параметрами для этой частоты вращения шпинделя. В период смены частот вращения шпиндель не вращается и происходит охлаждение станка, величина которого определяется по функции (2). При работе станка на частоте n2 происходит дальнейшее тепловое смещение шпинделя, величина которого также непрерывно рассчитывается по функции (1) через периоды времени Δti и при достижении величины температурных смещений по любому из координатных направлений, равных Δi с заданной вероятностью Pi(t), производится их компенсация путем соответствующего смещения рабочего органа станка в заданном направлении. Если заданная вероятность Pi(t) достижения величины температурных смещений по любому из координатных направлений, равных Δi, не обеспечивается, то расчет смещений шпинделя продолжается, а перемещение рабочих органов производится в момент ее достижения. Аналогично описанному, производится автоматическая компенсация при работе на частоте вращения шпинделя n1.
При съеме готовой детали и установке новой шпиндель не вращается и происходит охлаждение металлорежущего станка и температурное смещение шпинделя происходит в течение времени t01, расчет смещения которого также происходит непрерывно через периоды времени Δti по каждому координатному направлению. При достижении величины температурных смещений по любому из координатных направлений, равных Δi с заданной вероятностью Pi(t), производится компенсация этого смещения путем перемещения рабочего органа на величину Δi в обратном направлении. При дальнейшей работе станка (охлаждении) компенсация тепловых смещений шпинделя происходит аналогичным образом в соответствии с описанной схемой.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением может быть использовано во всех областях машиностроения для автоматической компенсации тепловых деформаций рабочих органов технологических машин;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением, включающий установление величин тепловых смещений шпинделя станка в процессе обработки, введение коррекции в перемещение рабочих органов станка по управляемым осям координат и определение вида и параметров функций теплового смещения шпинделя станка для каждой частоты его вращения и при простоях, по которым рассчитывают величины тепловых смещений шпинделя станка в зависимости от времени работы на различных частотах вращения и от времени простоя, а в моменты достижения рассчитанных величин установленных допустимых значений осуществляют корректировку величины перемещения рабочих органов станка, отличающийся тем, что установление величин и параметров функций тепловых смещений шпинделя станка производят для различных пространственных положений теплонагруженных деталей и узлов станка с изменением скорости теплонагружения и с учетом температуры окружающей среды при многократных испытаниях станка для получения статистических характеристик значений величин и параметров функций тепловых смещений шпинделя станка в рабочем объеме станка, а величины тепловых смещений шпинделя станка в зависимости от времени работы на различных частотах вращения и от времени простоя рассчитывают с требуемой установленной вероятностью непрерывно через заданные малые интервалы времени и в моменты достижения рассчитанных величин, установленных с заданной вероятностью допустимых значений, обусловленных требуемой точностью обработки, по каждой управляемой координате и осуществляют корректировку величины перемещения рабочих органов станка или механизмов микроперемещений деталей, которые устанавливают на рабочих органах станка.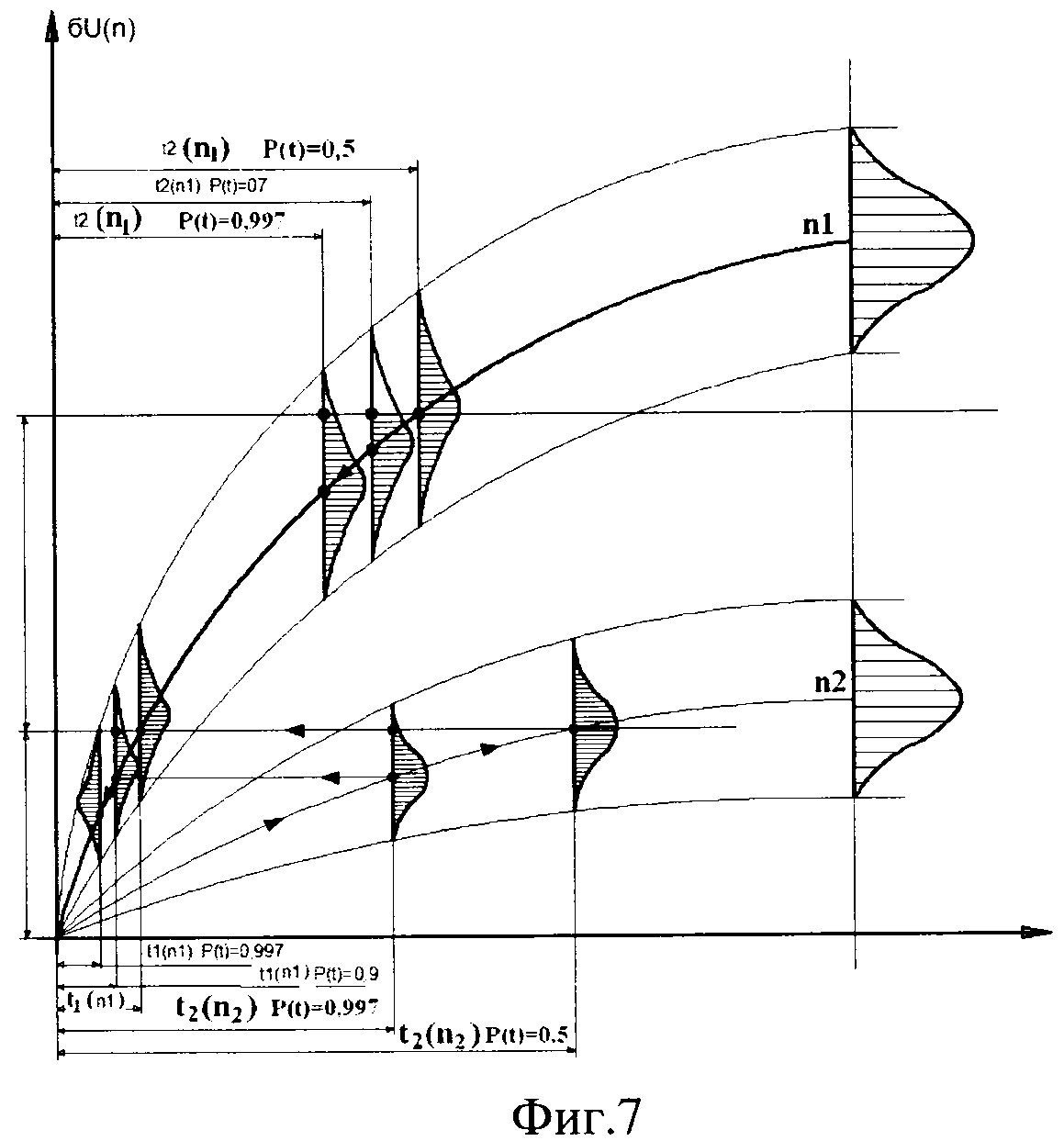
Способ автоматического управления тепловым состоянием и функциональными параметрами технических устройств
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Алмазный отрезной круг
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез
Способ автоматического управления тепловым состоянием и функциональными параметрами технических устройств
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Алмазный отрезной круг
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез

