Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к области производства полосовых материалов и может быть использовано при транспортировании с натяжением по технологической линии агрегата движущейся тонкой металлической полосы при ее прокатке, порезке, термообработке, покрытии, смотке в рулон и др.
Известно устройство для направления полосы, движущейся по линии агрегата, содержащее оптическую систему слежения за положением кромки полосы, связанную гидравлическим приводом перемещения в поперечном направлении плавающего разматывателя, на котором закреплен рулон [1].
Недостатки известного устройства состоят в том, что оно позволяет направлять полосу только в головной части агрегата (в зоне разматывания полосы), что сужает возможности его применения, а также в необходимости расхода энергии для осуществления корректировки направления полосы.
Известно также устройство для направления движущейся полосы, содержащее основание и неприводной ролик, закрепленный на поворотном коромысле, а также боковые упоры, связанные с коромыслом [2].
Недостатки известного устройства состоят в том, что оно не обеспечивает прямолинейного направления кромки полосы с непостоянной по длине шириной и не пригодно для направления полос с низкими прочностными свойствами. Это сужает возможности его применения.
Наиболее близким аналогом к предлагаемому изобретению является устройство для направления полосы, движущейся с натяжением по линии агрегата, содержащее основание и неприводной ролик, закрепленный на поворотном коромысле, установленном на основании с возможностью поворота в плоскости, расположенной наклонно к плоскости движения полосы [3].
Недостаток известного устройства состоит в том, что оно не обеспечивает прямолинейного направления кромки полосы с переменной шириной при ее транспортировании по линии агрегата. Это, в свою очередь, приводит к образованию двухсторонней телескопичности смотанной в рулон полосы переменной ширины, смятию выступающих витков при установке рулона на торец для транспортировки и разматывания в вертикальном положении при последующей обработке, в частности, гальванизации.
Техническая задача, решаемая изобретением, состоит в обеспечении прямолинейного направления кромки полосы.
Для решения технической задачи в известном устройстве для направления полосы, движущейся по линии агрегата, содержащем основание и неприводной ролик, закрепленный на поворотном коромысле, установленном на основании с возможностью поворота в плоскости, расположенной наклонно к плоскости движения полосы, согласно изобретению на одной из сторон неприводного ролика закреплен на самоустанавливающейся сферической подшипниковой опоре направляющий диск, при этом ролик развернут в плоскости движения полосы так, что его сторона, на которой закреплен направляющий диск, смещена навстречу направлению ее движения.
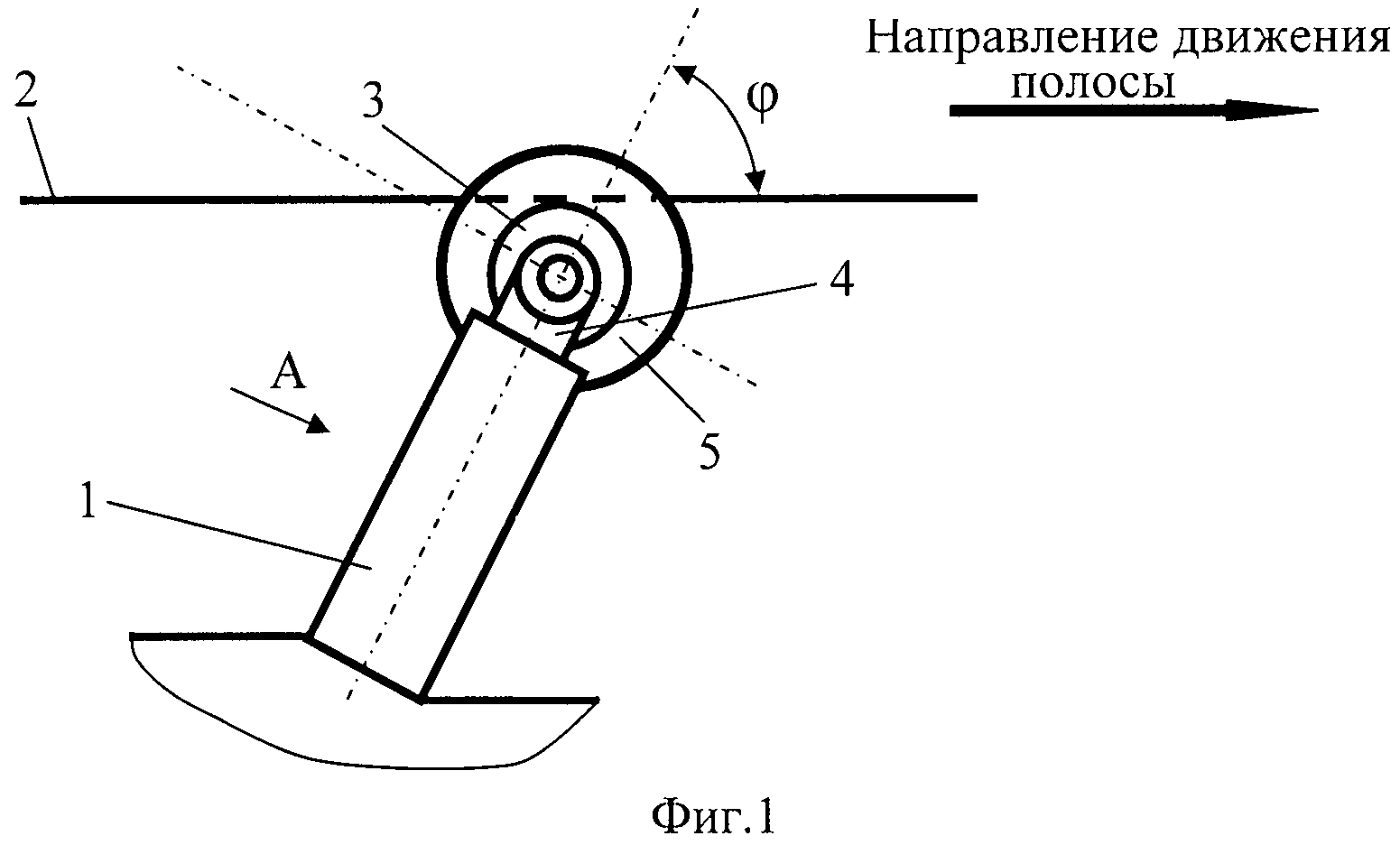
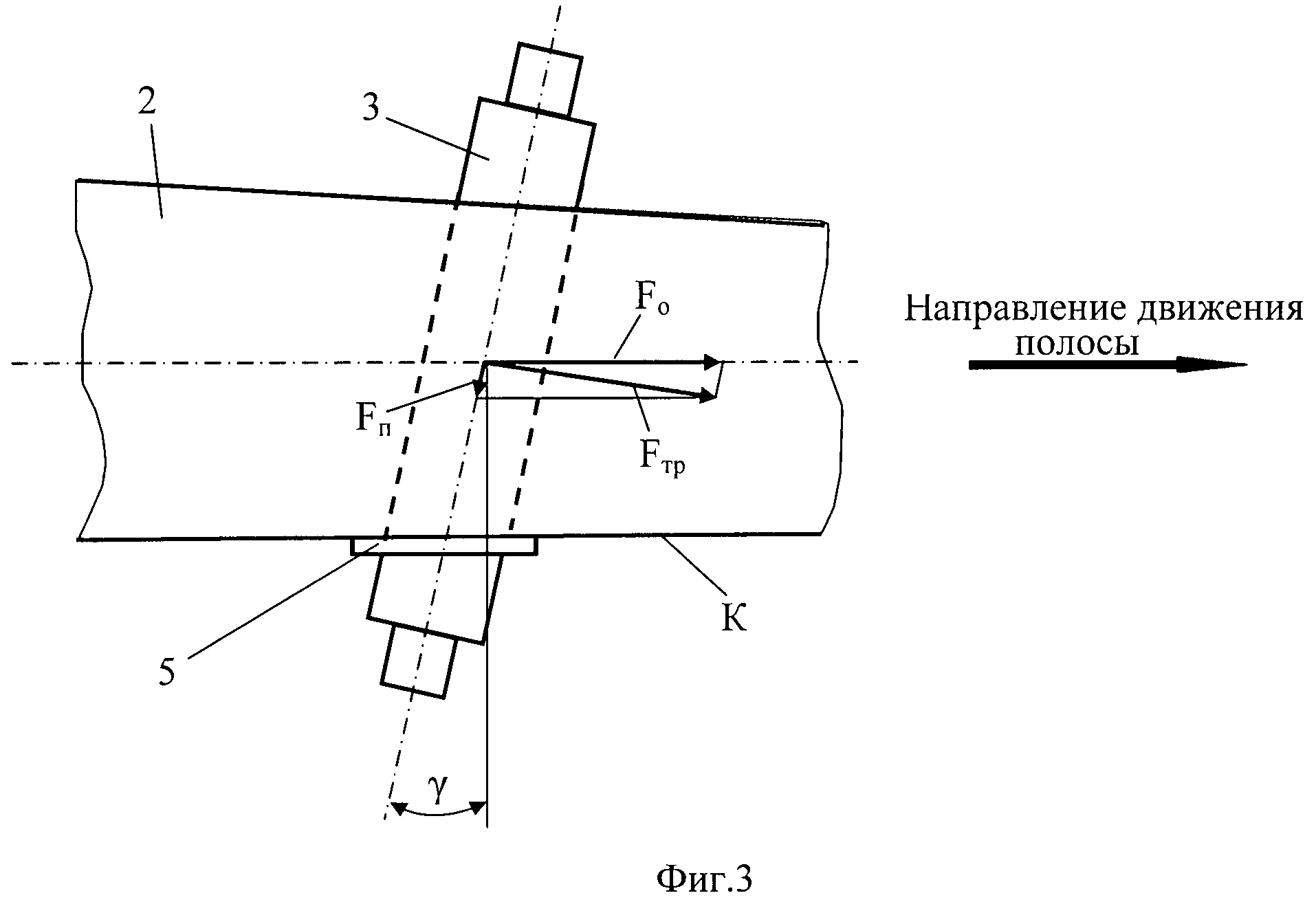
На фиг.1 изображено предложенное устройство, вид сбоку; на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - схема силового взаимодействия неприводного ролика с полосой.
Устройство состоит из основания 1, установленного на фундаменте в технологической линии (например, агрегата электролитической очистки) с наклоном под углом φ=5 град к направлению движения полосы 2 в сторону ее движения, и с разворотом в горизонтальной плоскости (плоскости движения полосы) на угол γ=1-3 град относительно нормали к направлению движения полосы 2. Конкретные значения углов φ и γ некритичны и определяются из простых геометрических соотношений, исходя из максимально возможного отклонения кромки полосы K от заданного направления.
Неприводной ролик 3 закреплен посредством подшипниковых опор на поворотном коромысле 4. На одной из сторон неприводного ролика 3 закреплен посредством самоустанавливающегося сферического подшипника диск 5. На нижней части основания 1 установлена пара роликов 6, на которые оперта радиусная направляющая коромысла 4.
Устройство работает следующим образом. Передний конец стальной полосы 2 толщиной 0,5 мм, пропущенный через ванну электролитической очистки, закрепляют на барабане моталки и транспортируют с натяжением, равномерным по ширине, по неприводному ролику 3 с небольшим его охватом. Неприводной ролик 3 под действием силы трения Fтр со стороны прижатой к нему полосы приходит во вращение. Поскольку неприводной ролик 3 изначально развернут в горизонтальной плоскости на угол γ, полоса 2 под действием поперечной составляющей Fп от силы трения Fтр смещается в сторону диска 5 и кромка К полосы 2 (фиг.3) поворачивает диск 5 на самоустанавливающемся подшипнике в положение, при котором его плоская поверхность занимает положение параллельное кромке К полосы. Коромысло 4 находится в статике и не перемещается относительно основания 1. Смотка полосы на моталку происходит при фиксированном положении кромки К полосы. Благодаря этому формируется плоская поверхность торца рулона.
При смещении полосы 2 влево по ходу движения или уменьшении ширины полосы 2 между диском 5 и кромкой К начинает возникать зазор. Однако постоянно действующая сила Fп смещает полосу 2 в сторону уменьшения образующегося зазора, возвращая ее кромку в первоначальное положение.
При смещении полосы 2 вправо по ходу движения или увеличении ширины полосы 2, кромка К нажимает на диск 3, который передает усилие нажатия на неприводной ролик 3. Под действием этого усилия коромысло 4 поворачивается, вращая своей радиусной направляющей ролики 6. Поворот коромысла 4 сопровождается разворотом закрепленного на нем ролика 3 в горизонтальной плоскости в другую сторону. При этом поперечная сила Fп меняет свое направление на противоположное, что ведет к смещению полосы 2 влево, а ее кромка К возвращается в первоначально заданное положение.
Таким образом, за счет поворотов неприводного ролика 3 с коромыслом 4 в плоскости, расположенной под углом φ к плоскости движения полосы, что сопровождается изменением угла γ разворота ролика 3 с диском 5 в горизонтальной плоскости, обеспечивается самоустановка заданного направления кромки К полосы в процессе ее транспортирования. Благодаря этому смотка полосы в рулон, в том числе с непостоянной по длине шириной, осуществляется без образования выступающих витков (без телескопичности) на одном из торцов рулона. За счет этого исключается смятие витков полосы при установке рулона на торец для его последующей переработки.
В качестве базового объекта при определении технико-экономической эффективности предложенного устройства принято известное устройство для центрирования полосы [3]. Использование предложенного устройства обеспечивает повышение рентабельности производства тонких металлических полос на 10-12% за счет увеличения выхода годного.
Литературные источники
1. А.И. Целиков и др. Машины и агрегаты металлургических заводов. Т.3. Машины и агрегаты для производства и отделки проката. М., Металлургия, 1981 г., с.407-408.
2. Патент Российской Федерации №2095172, МПК B21C 47/00, 1997 г.
3. Патент Российской Федерации №2383405, МПК B21C 47/00, 2009 г.
Устройство для направления движущейся с натяжением полосы, содержащее основание и неприводной ролик, закрепленный на поворотном коромысле, установленном на основании с возможностью поворота в плоскости, расположенной наклонно к плоскости движения полосы, отличающееся тем, что на одной из сторон неприводного ролика на самоустанавливающейся сферической подшипниковой опоре закреплен направляющий диск, при этом ролик развернут в плоскости движения полосы со смещением его стороны, на которой закреплен направляющий диск, навстречу направлению движения полосы.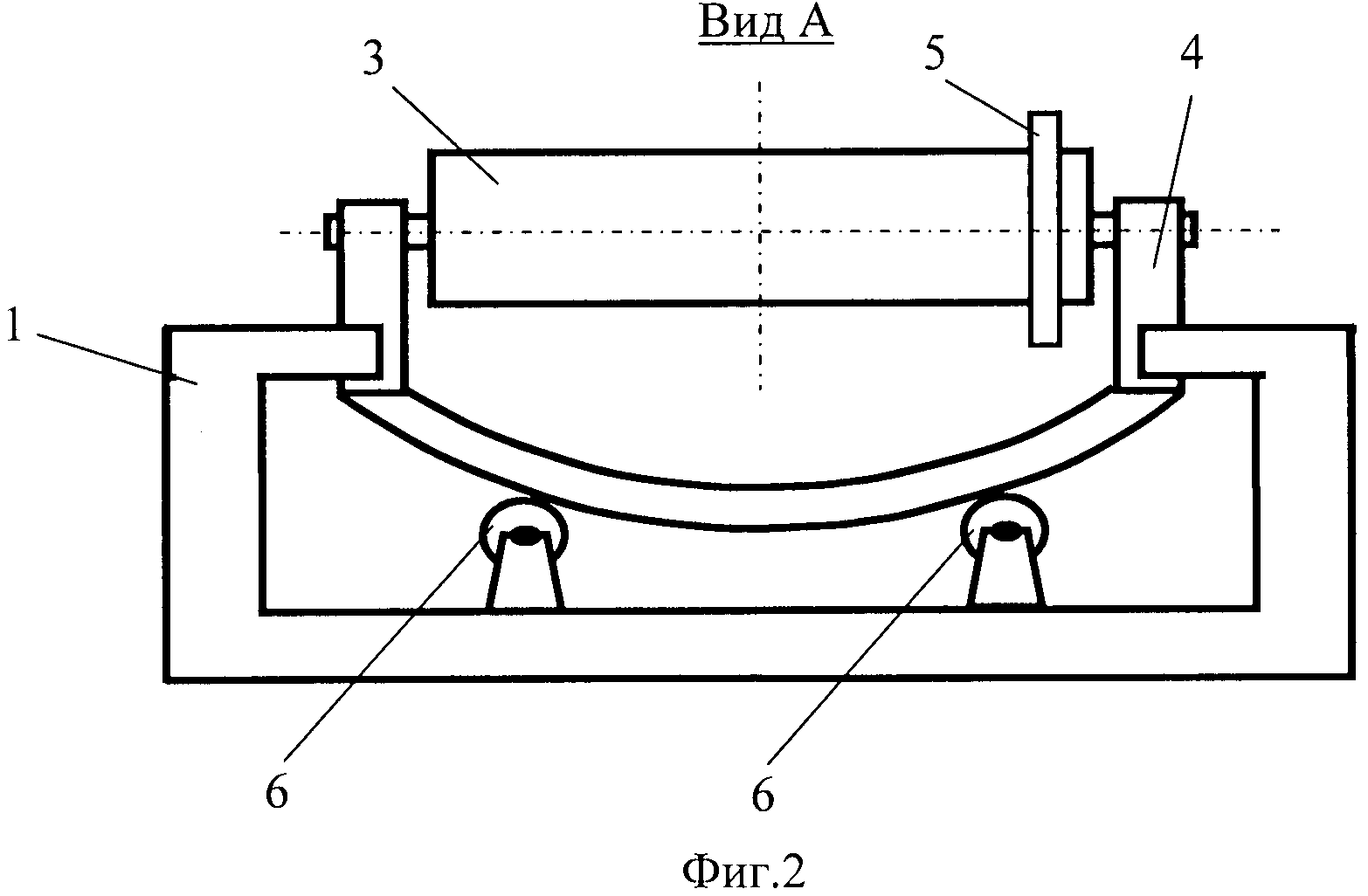
Способ прокатки металлических полос
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ производства фасонного проката
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки сортовых профилей
Способ производства листовой низкоуглеродистой стали
Устройство для направления полосы
Устройство для направления полосы
Устройство для направления полосы
Устройство для направления движущейся полосы
Устройство для направления движущейся с натяжением полосы
Способ центрирования движущейся полосы по оси агрегата

