Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано на реверсивном одноклетьевом стане кварто 1700 при горячей прокатки полос из сплавов черных и цветных металлов.
Известен способ прокатки металлических полос, включающий их обжатие в валках с приложением к полосе регламентированных заднего и переднего натяжений, согласно которому величину удельного натяжения полосы в межклетевых промежутках определяют исходя из обжатия по предложенной математической зависимости [1].
Известен также способ прокатки металлических полос, включающий их обжатие в валках с приложением к полосе регламентированных переднего и заднего натяжений, по которому удельные натяжения по ширине полосы на входе и выходе клети в каждом продольном сечении устанавливают по предложенным математическим зависимостям [2].
Недостатки известных способов [1] и [2] состоят в том, что они не обеспечивают минимально возможного усилия прокатки, что увеличивает прогиб валков, разнотолщинность металлических полос и энергозатраты на прокатку.
Наиболее близким аналогом к предлагаемому изобретению является способ прокатки стальных полос на 5-клетьевом стане, включающий их обжатие в валках с приложением к полосе переднего и заднего натяжений, по которому натяжение полосы перед третьей клетью устанавливают в 1,01-1,56 раз больше натяжения после этой клети, натяжение полосы перед четвертой клетью - в 1,01-1,85 раз больше натяжения полосы после клети, а натяжение после второй клети - в 1,01-1,40 больше, чем перед этой клетью [3].
Недостаток известного способа состоит в том, что из-за большого усилия прокатки в каждой из клетей увеличивается прогиб валков и их сплющивание, что ведет к повышению разнотолщинности полос и увеличению энергозатрат на прокатку. Кроме того, известный способ не применим для одноклетевых реверсивных станов.
Техническая задача, решаемая изобретением, состоит в снижении усилия прокатки.
Для решения поставленной технической задачи в известном способе горячей прокатки металлических полос на реверсивном одноклетевом стане кварто 1700, включающем их обжатие в валках с приложением к полосе регламентированных переднего и заднего натяжений, согласно изобретению, прокатку ведут с относительным обжатием 8-28% при соотношении коэффициентов переднего и заднего натяжений, равном:
 ,
,
где  ,
,  ;
;
σ1 и σ0 - удельные переднее и заднее натяжения полосы;
σТЗ и σТП - значения пределов текучести полосы до и после обжатия.
Сущность изобретения поясняется изображенной на фигуре экспериментальной зависимостью относительного значения усилия прокатки P от соотношения коэффициентов ξ1 и ξ0 переднего и заднего натяжений для очага деформации с соотношением его длины ld к средней толщине полосы hср, равном: ld/hср=0,4-12,6 применительно к одноклетевому реверсивному стану кварто.
В процессе экспериментов на Стеккеля 1700 горячей прокатки осуществляли варьирование коэффициентов переднего ξ1 и заднего ξ0 натяжений путем изменения нагрузки электродвигателей моталки и разматывателя. Одновременно фиксировали изменение усилия прокатки P относительно его максимального значения.
Из приведенной экспериментальной зависимости следует, что переднее и заднее натяжения изменяют схему напряженно-деформированного состояния участка полосы в очаге деформации таким образом, что имеет место снижение усилия прокатки. Шаровая часть тензора напряжения уменьшается, а девиаторная, определяющая деформируемость металла, возрастает. Это приводит к снижению усилия и момента прокатки, уменьшению прогиба и сплющивания рабочих валков, сокращению суммарных энергозатрат на реализацию процесса.
Эксперименты показали (см. Фиг.), что в диапазоне
имело место экстремальное снижение усилия прокатки P на 25-28%, что сопровождается уменьшением прогиба и сплющивания рабочих валков, снижением поперечной разнотолщинности прокатываемых полос при общем суммарном сокращении энергозатрат.
При относительных обжатиях менее 8% соотношение коэффициентов переднего и заднего натяжений не оказывает заметного влияния на усилие прокатки. Увеличение относительного обжатия более 28% само по себе существенно повышает усилие прокатки, что ведет к увеличению энергозатрат, разнотолщинности и неплоскостности полос.
При увеличении отношения  более 1,4, как и при его уменьшении менее 1,2 снижается девиаторная часть тензора напряжений в очаге деформации, что приводит к увеличению усилия P прокатки.
более 1,4, как и при его уменьшении менее 1,2 снижается девиаторная часть тензора напряжений в очаге деформации, что приводит к увеличению усилия P прокатки.
Примеры реализации способа
Сляб из стали марки 60С2 нагревают до температуры t=1250°C и прокатывают в черновой группе клетей за 7 проходов в полосу сечением 10×1500 мм, которую сматывают в рулон на барабан моталки.
Полученную полосу при температуре t=1000°C в дальнейшем прокатывают на реверсивном одноклетьевом стане кварто 1700.
По справочным данным определяют значение предела текучести прокатываемой стали перед очагом деформации: σТЗ=85 кг/мм2. После обжатия в валках температура полосы снижается и ее предел текучести возрастет до величины σТП=90 кг/мм2.
Передний конец полосы пропускают через валки реверсивной клети и заправляют во вторую моталку. С помощью электродвигателей моталок устанавливают удельное заднее натяжение полосы σ0=74 кг/мм2, а также удельное переднее натяжение σ1=75 кг/мм2. При этом коэффициенты заднего и переднего натяжений равны:
 ;
;  .
.
Отношение коэффициентов переднего и заднего натяжений составляет:
 .
.
Затем осуществляют прокатку полосы в валках со скоростью 5 м/с с относительным обжатием ε=15% (до толщины 8,5 мм) и с приложением к полосе заранее установленных переднего и заднего натяжений.
Благодаря тому, что отношение коэффициентов переднего и заднего натяжений в процессе прокатки составляет  , достигается изменение напряженного состояния металла в очаге деформации: девиаторная часть тензора напряжений возрастает, а шаровая уменьшается. За счет этого обеспечивается снижение усилия прокатки до минимального значения (см. Фиг.), составляющего при указанных условиях Р=1620 тс.
, достигается изменение напряженного состояния металла в очаге деформации: девиаторная часть тензора напряжений возрастает, а шаровая уменьшается. За счет этого обеспечивается снижение усилия прокатки до минимального значения (см. Фиг.), составляющего при указанных условиях Р=1620 тс.
Снижение усилия прокатки в свою очередь обеспечивает сокращение энергозатрат на прокатку (суммарной потребляемой мощности N), уменьшает разнотолщинность ΔН и неплоскостность ΔS прокатанных полос.
В таблице приведены варианты реализации предложенного способа и показатели их эффективности.
Из данных, представленных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается снижение усилия прокатки. Следствием этого является снижение энергозатрат, уменьшение разнотолщинности и неплоскостности полос.
В случаях запредельных значений соотношения коэффициентов переднего и заднего натяжений (варианты №1 и №5) усилие прокатки возрастает, увеличиваются энергозатраты на прокатку, разнотолщинность и неплоскостность полос. Более высокие усилие прокатки и энергозатраты необходимы в случае реализации ближайшего аналога [3] - вариант №6.
|

Технико-экономические преимущества предложенного способа заключаются в том, что обжатие полосы в валках на 8-28% в очаге деформации с соотношением геометрических параметров длины очага деформации к средней в нем толщине полосы ld/hср=0,4-12,6, с приложением к полосе переднего и заднего натяжений, с соотношением коэффициентов переднего и заднего натяжений, равным  , обеспечивает снижение усилия прокатки за счет целенаправленного воздействия на схему напряженно-деформированного металла в очаге деформации. Это способствует снижению суммарных энергозатрат на прокатку, повышению точности и плоскостности прокатываемых полос. Реализация предложенного способа обеспечивает повышение рентабельности производства металлических полос на 12-15%.
, обеспечивает снижение усилия прокатки за счет целенаправленного воздействия на схему напряженно-деформированного металла в очаге деформации. Это способствует снижению суммарных энергозатрат на прокатку, повышению точности и плоскостности прокатываемых полос. Реализация предложенного способа обеспечивает повышение рентабельности производства металлических полос на 12-15%.
Литературные источники, использованные при составлении описания изобретения:
1. Патент РФ №2239500, МПК B21B 1/28, 2004.
2. Патент РФ №2217249, МПК B21B 1/28, 2003.
3. Патент РФ №2287383, МПК B21B 1/28, B21B 37/48, 2006.
Способ горячей прокатки металлических полос на реверсивном одноклетьевом стане кварто 1700, включающий их обжатие в валках с приложением к полосе регламентированных переднего и заднего натяжений, отличающийся тем, что прокатку ведут с относительным обжатием 8-28% при соотношении коэффициентов переднего и заднего натяжений, равном где σ и σ - удельные переднее и заднее натяжения полосы;σ и σ - значения пределов текучести полосы до и после обжатия.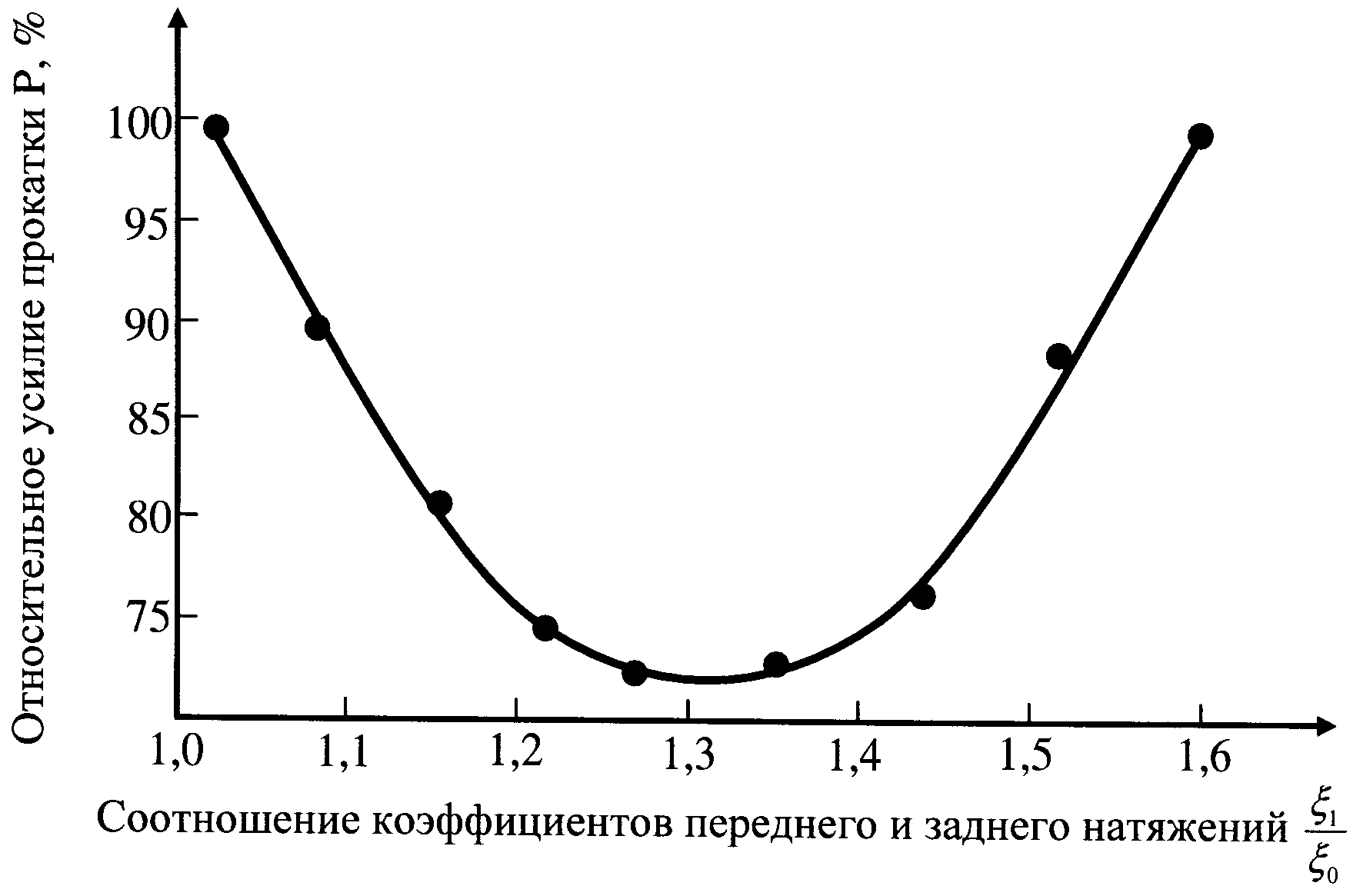
Способ термического улучшения инструмента
Гидромеханическая муфта
Способ термомеханической обработки экономнолегированных сталей
Способ переработки молибденитовых концентратов
Способ получения ферритовых изделий
Алмазный гальванический инструмент с износостойким покрытием
Пуансон для прошивки на прессе
Спектральный магнитоэллипсометр с устройством для магниторезистивных измерений
Способ обезвреживания циансодержащих растворов и пульп
Способ электролитно-плазменной обработки поверхности металлов
Способ электролитно-плазменной обработки поверхности металлов
Способ обработки поверхности металлов
Способ утилизации шламов металлургического производства
Способ переработки молибденитовых концентратов
Всесезонная гибридная энергетическая вертикальная установка
Датчик измерения механических напряжений
Способ компьютерного проектирования технологического цикла производства металлопродукции
Способ управления процессом биоокисления сульфидных концентратов
Способ синтеза металлоуглеродного нанокомпозита feco/c
Оправка прошивного стана

