Результат интеллектуальной деятельности: ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ
Вид РИД
Изобретение
Изобретение относится к уплотнениям паровых турбин, ограничивающим перетекание пара через зазоры между бандажом рабочих лопаток и статором турбины, а именно, к лабиринтным надбандажным уплотнениям паровых турбин.
Эффективность работы паровых турбин зависит герметичности уплотнения между вращающимися лопатками и внутренней поверхностью корпуса в турбине. Одним из основных видов подобных уплотнений являются истираемые уплотнения, герметичность которых обеспечивается за счет прорезания выступами на торцах лопаток канавок в истираемом уплотнительном материале. Уплотнения турбин выполняют например, используя плетеные металлические волокна, соты [патент США N5080934, МПК. F01D 11/08, 427/271, 1991) или спеченные металлические частицы. Приработка этих уплотнений происходит за счет его высокой пористости и его низкой прочности. Последнее обуславливает невысокую эрозионную стойкость уплотнительных материалов, что приводит к быстрому износу уплотнения. В качестве прирабатываемых уплотнений в современных двигателях и установках используют также газотермические покрытия, имеющих, по сравнению с вышеописанными материалами, меньшую трудоемкость изготовления.
Известно прирабатываемое уплотнение турбомашины [патент США №4291089], получаемое методом газотермического напыления порошкового материала. При этом уплотнение формируется в виде покрытия, которое наносится непосредственно на кольцевой элемент корпуса турбомашины в зону уплотнения между корпусом и лопаткой.
Недостатком известного уплотнения является невозможность одновременного обеспечения высокой прирабатываемости и износостойкости покрытия.
Известно также прирабатываемое уплотнение турбомашины [патент США №4936745], выполненное в виде высокопористого керамического слоя с пористостью от 20 до 35 объемных %.
Недостатком известного уплотнения является низкая эрозионная стойкость и прочность.
Для уплотнения зазоров между бандажом рабочих лопаток и статорными деталями корпуса турбины применяются различные типы надбандажных уплотнений (Тепловые и атомные электрические станции, Справочник под общей редакцией В.А. Григорьева и В.М. Зорина, 2-е издание, книга 3, М.: Энергоатомиздат, с.206…208). Для таких уплотнений радиальные зазоры назначаются таким образом, чтобы исключить касание уплотнительных гребешков с острыми кромками об ответную твердую уплотняющую поверхность. Опыт эксплуатации показывает, что избежать касаний при всех эксплуатационных и аварийных режимах за межремонтный период, как правило, не удается. Острые кромки гребешков притупляются и эффективность уплотнения падает.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является лабиринтное уплотнение для паровой турбины (патент РФ №2287063, МКИ F16D 11/08), содержащее уплотнительный кольцевой гребешок, выполненный или установленный на бандаже лопаток ступени ротора турбины, уплотнительные блоки, установленные с уплотняющим радиальным зазором относительно кольцевого гребешка бандажа лопаток ступени ротора, держатели уплотнительных блоков в обойме статора турбины, каждый из которых выполнен с кольцевым сектором Т-образного в продольном сечении турбины хвостовика, установленным в кольцевом пазу обоймы статора турбины, имеющем Т-образную в продольном сечении турбины форму. Уплотнение выполнено в виде соединенного со статором слоя сотовой структуры.
Однако гребешки на роторе при взаимодействии с сотовой структурой притупляются, что снижает герметичность уплотнения. Ячейки сотовой структуры могут иметь различные форму и размер площади поперечного сечения, глубину и толщину стенок. Сотовая структура, может быть выполнена из стальной жаростойкой фольги, или сверлением, прожитом, травлением или литьем. При значительной толщине стенок ячеек сот условия работы гребешков ужесточаются. Сильный износ гребешков так или иначе связан с необоснованно высокой прочностью материалов, используемых для производства сот, а также методов их изготовления вызывающих утолщение толщины стенок ячеек.
Кроме того, процесс изготовления и прикрепления сотовой структуры достаточно сложен, трудоемок, а также связан с большими временными затратами. При этом, сотовая структура может быть соединена как с кольцевым элементом турбомашины, так и с отдельными, образующими кольцо вставками [например, патент РФ 2287063, МПК F01D 11/08, 2006 г.].
Недостатками прототипа являются невозможность одновременного обеспечения высокой прирабатываемости, механической прочности и износостойкости материала уплотнения, а также необходимости использования сотовых ячеек.
В этой связи использование уплотнения, не содержащего слоя сотовой структуры, а выполненного из монолитного материала допускающими врезание в него выступов лопатки и снижающими их износ в процессе эксплуатации, привело бы к дальнейшему повышению эффективности работы турбомашин.
Техническим результатом заявляемого изобретения является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижения трудоемкости его изготовления по сравнению с существующими сотовыми уплотнениями.
Технический результат достигается тем, что лабиринтное надбандажное уплотнение для паровой турбины, содержащее уплотнительные кольцевые гребешки ротора турбины, сегменты уплотнения, включающие в себя уплотняющие блоки, прикрепленные к корпусам уплотняющих блоков, имеющим в поперечном сечении V-образную форму, с размерами, позволяющими вставлять корпусы уплотняющих блоков в V-образный паз статора турбины с минимальным зазором и расположенных между уплотняющих статорных гребней, выполненных заодно с корпусами уплотняющих блоков, кольцевые пазы статора турбины, имеющие V-образную в продольном сечении турбины форму и горизонтальный продольный разъем, в отличие от прототипа, уплотняющие блоки выполнены из адгезионно соединенных между собой в монолитный материал частиц прирабатываемого порошкового материала, имеют в поперечном сечении V-образную форму, а внутренние поверхности корпусов уплотняющих блоков имеют в поперечном сечении соответствующую уплотняющим блокам V-образную форму, с размерами, позволяющими вставлять с минимальным зазором уплотняющие блоки в корпуса уплотняющих блоков.
Технический результат достигается также тем, что в лабиринтном уплотнении в качестве прирабатываемого порошкового материала используют материал состава, в вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема материала уплотнения.
Технический результат достигается также тем, что в лабиринтном уплотнении прирабатываемый порошковый материал дополнительно в качестве добавки содержит от 0,4% до 3% BaSO4 в виде порошка, размерами частиц от 1 мкм до 25 мкм, а уплотняющие блоки выполнены спеканием в защитной среде при температуре от 950°C до 1250°C, причем в качестве защитной среды использована газовая смесь, состава, в объем. %: аргон от 6% до 50%, аммиак - остальное, причем порошковый материал дополнительно в качестве добавки содержит Ca в пределах от 0,01 до 0,2%.
Технический результат достигается также тем, что в лабиринтном уплотнений уплотняющие блоки снабжены опорными выступами, контактирующими с основанием корпусов уплотняющих блоков и обеспечивающими закрепление блоков в корпусах уплотняющих блоков, причем опорные выступы могут быть выполнены монолитно с уплотняющими блоками в виде, по крайней мере, двух призматических полос имеющих в поперечном сечении форму трапеции, а сегменты уплотнений выполнены раздельно для каждого ряда гребешков ротора турбины.
Технический результат достигается также тем, что в лабиринтном уплотнении корпусы уплотняющих блоков выполнены из пластичной легированной стали или меди или сплавов на основе меди или выполнены из адгезионно соединенных между собой в монолитный материал частиц прирабатываемого порошкового материала, причем адгезионная прочность соединения частиц порошкового сплава составляет величину от 20 до 100% прочности материала частиц, а адгезионная прочность частиц материала уплотняющих блоков составляет от 3 до 15% от прочности материала частиц, причем в качестве прирабатываемого порошкового материала может быть использован материал состава, в вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема материала уплотнения.
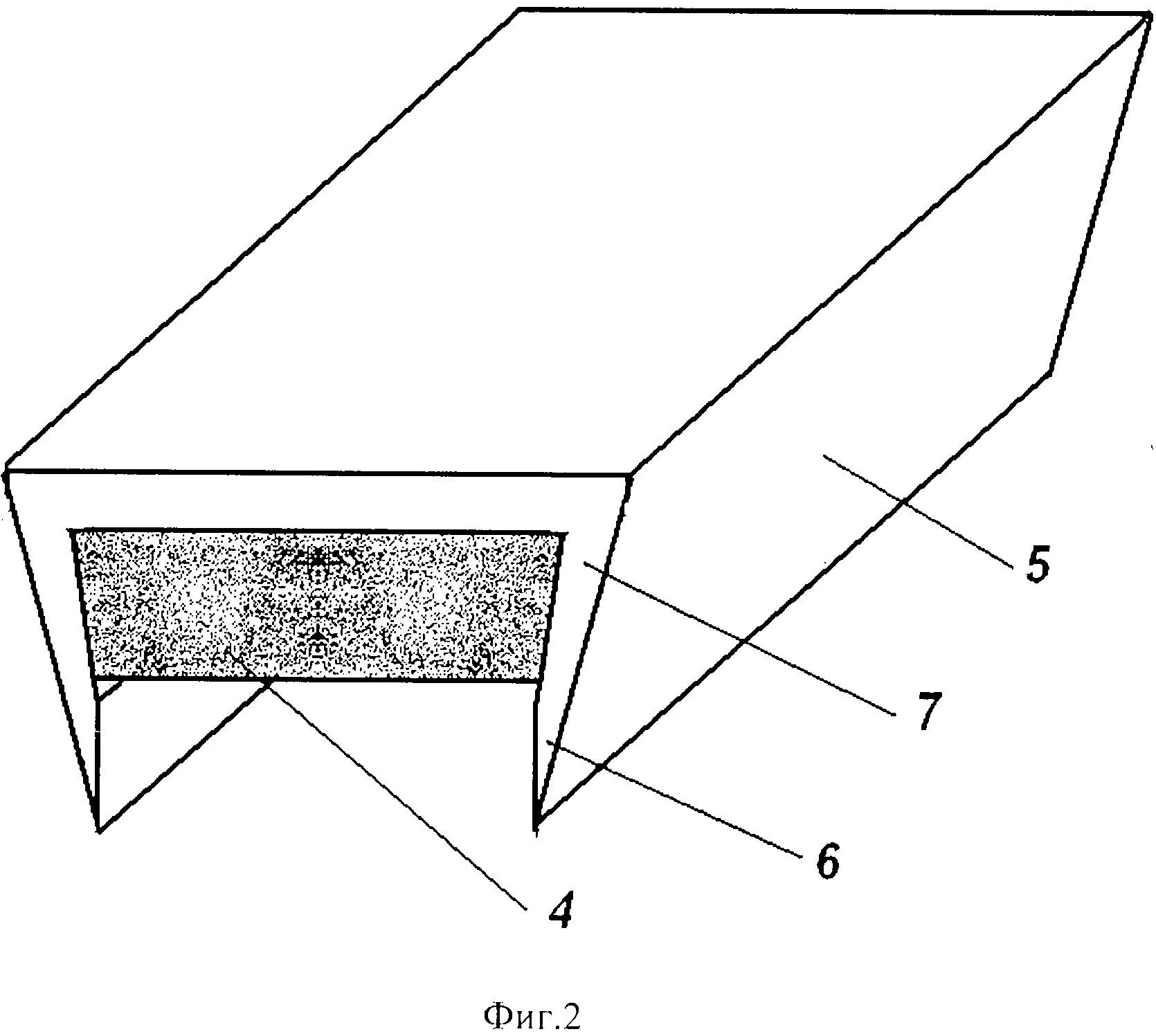
Лабиринтное надбандажное уплотнение для паровой турбины содержит уплотнительные кольцевые гребешки, установленные на роторе турбины. Сегменты уплотнения включают в себя уплотняющие блоки, выполненные из адгезионно соединенных между собой части порошкового материала (полученные, например, методом спекания порошкового материала) закрепляются внутри корпусов уплотняющих блоков между уплотняющих гребней. Гребни выполняются заодно с корпусами уплотняющих блоков либо из цельного металла или сплава, либо из порошкового материала одним из методов порошковой металлургии. В статоре турбины с горизонтальным продольным разъемом выполнены кольцевые пазы, имеющие V-образную в продольном сечении турбины форму.
Согласно изобретению сегменты уплотнений выполнены раздельно для каждого ряда гребешков ротора турбины. Корпусы уплотняющих блоков в поперечном сечении имеют V-образную форму с размерами, позволяющими вставлять корпусы уплотняющих блоков в паз статора турбины с минимальным зазором. В то же время, уплотняющие блоки также имеют в поперечном сечении V-образную форму, а внутренние поверхности корпусов уплотняющих блоков имеют в поперечном сечении соответствующую уплотняющим блокам V-образную форму, с размерами, позволяющими вставлять с минимальным зазором уплотняющие блоки в корпуса уплотняющих блоков.
Вследствие указанных отличий, сегменты уплотнения с уплотняющими блоки, выполненными из адгезионно соединенных между собой в монолитный материал частиц прирабатываемого порошкового материала по сравнению с сотовыми блоками изготавливаются и монтируются в на турбине с гораздо меньшими (2-5 раз) трудозатратами. Кроме того, обеспечение функциональных свойств уплотнения за счет адгезионного соединенного порошкового материала в монолитный блок позволяет избежать вышеуказанных недостатков, присущих сотовым типам уплотнений.
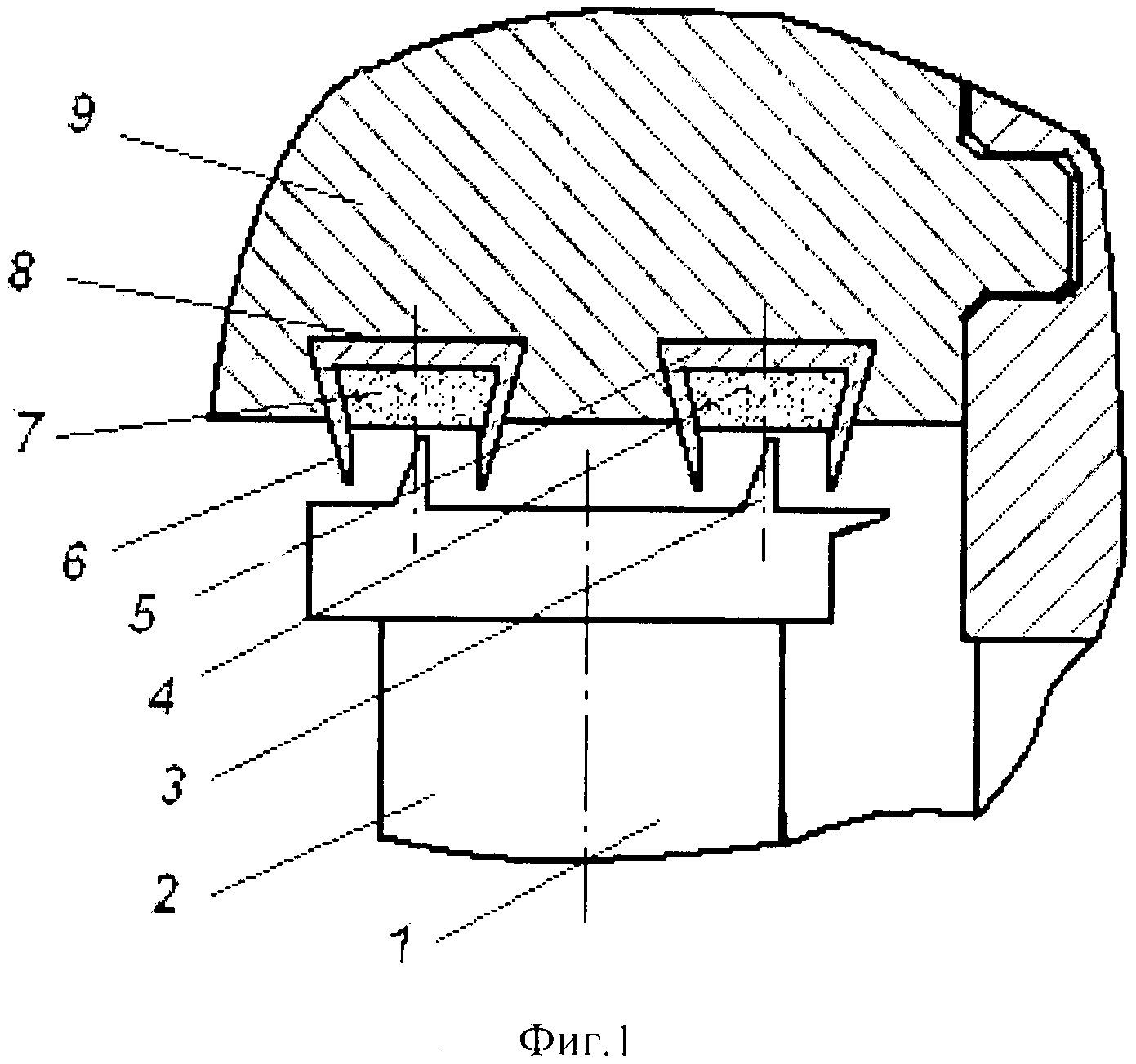
Изобретение поясняется чертежами. На фигуре 1 представлено поперечное сечение лабиринтного надбандажного уплотнения, а на фигуре 2 - сегмент уплотнения.
Фигуры 1 и 2 содержат: 1 - ротор турбины; 2 - лопатка; 3 - кольцевые гребешки на бандаже лопаток; 4 - уплотняющий блок, 5 - сегменты уплотнения; 6 - уплотняющие гребни; 7 - корпус уплотняющего блока; 8 - кольцевой паз; 9 - статор турбины.
Лабиринтное надбандажное уплотнение для паровой турбины (фиг.1) содержит статор турбины 9 с кольцевым пазами 8, имеющими V-образную в продольном сечении турбины форму. В V-образный кольцевой паз 8 статора турбины вставлены сегменты уплотнения 5, каждый из которых включает в себя корпус уплотняющих блоков 4, выполненный либо из легированной коррозионностойкой пластичной стали или меди или сплава на основе меди или из порошкового спеченного материала, имеющего большую по сравнению с материалом уплотняющих блоков прочность. Уплотняющие блоки 4, присоединяются к корпусам 7 при путем заклинивания в V-образной полости корпуса уплотняющего блока 7. Корпус уплотняющих блоков 7 имеет V-образную в поперечном сечении внешнюю и внутреннюю формы и небольшую площадь поперечного сечения. Совокупность малой площади поперечного сечения и изготовления из пластичной стали позволяет деформировать сегменты 5 в холодном состоянии. Корпус 7 имеет уплотняющие гребни 6, выполненные заодно с корпусом 7. Уплотнительные кольцевые гребешки 3 ротора турбины 1 выполнены заодно с бандажом рабочих лопаток 2. Напротив каждого гребешка 3 расположен соответствующий кольцевой паз (фиг.1). Для осуществления монтажа сегмент уплотнения 5 вставляется в кольцевой паз со стороны продольного горизонтального разъема статора турбины 9. Между корпусом уплотняющего блока 7 и кольцевым пазом имеется минимальный зазор, позволяющий при механическом воздействии па корпус уплотняющего блока 7 перемещать его вдоль паза. Работа лабиринтного надбандажного уплотнения заключается в том, что при вращении ротора турбины 1 гребешки 3, уплотняющие зазор, по которому происходят утечки пара, могут касаться уплотняющих блоков 4 без аварийных последствий и уменьшения эффективности уплотнения. Это происходит из-за того, что гребешок 3 прорезает канавку в уплотняющем блоке 4 без притупления своей острой кромки, поскольку уплотняющий блок 4 выполнен из из адгезионно соединенных между собой в монолитный материал частиц прирабатываемого порошкового материала, обладающего высокой прирабатываемостью. Таким образом, уплотняющие блоки, выполненные из порошкового материала, позволяют автоматически установить минимально возможные радиальные зазоры лабиринтного надбандажного уплотнения.
Преимуществом предлагаемой конструкции лабиринтного надбандажного уплотнения является то, что масса заготовки корпуса уплотняющих блоков с V-образной формой поперечного сечения имеет небольшую площадь поперечного сечения из-за отсутствия необходимости выполнять на корпусе Т-образный или Г-образный замок. Это приводит к снижению массы заготовки для корпуса уплотняющих блоков и, следовательно, к снижению цены изготовления лабиринтного надбандажного уплотнения. При повреждении одной дорожки сотовых блоков замене подлежит только один ряд сегментов уплотнения. Это снижает стоимость ремонта по сравнению с ремонтом сегментов, на которых выполнено два ряда уплотняющих блоков.
Пример. В качестве материалов для получения уплотняющего блока и корпуса уплотняющего блока использовался металлический порошок следующих составов: 1) [Cr - 9,0%, Mo - 0,6%, Fe - остальное] - неудовлетворительный результат (Н.Р.); 2) [Cr - 10,0%, Mo - от 0,8%, Fe - остальное] - удовлетворительный результат (У.Р.); 3) [Cr - 14,3%, Mo - 2,6%, Fe - остальное) - (У.Р.); 4) [Cr - 18,0%, Mo - 3,7%, Fe - остальное] - (У.Р.); 5) [Cr - 8,0%, Mo - 0,7%, Ti - остальное] - (Н.Р.); 6) [Cr - 10,0%, Mo - от 0,8%, Ti - остальное] - (У.Р.); 7) [Cr - 14,3%, Mo - 2,6%, Ti - остальное] - (У.Р.); 8) [Cr - 18,0%, Mo - 3,7%, Ti - остальное] - (У.Р.); 9) [Cr - 9,0%, Mo - 0,7%, Cu - остальное] - (Н.Р.); 10) [Cr - 10,0%, Mo - от 0,8%, Cu - остальное] - (У.Р.); 11) [Cr - 15,2%, Mo - 2,4%, Cu - остальное] - (У.Р.); 12) [Cr - 18,0%, Mo - 3,7%, Cu - остальное] - (У.Р.); 13) [Cr - от 16%; Al - 2,5%; Y - от 0,1%; Ni - остальное] - (Н.Р.); 14) [Cr - от 18%; Al - 3%; Y - 0,2%; Ni - остальное] - (У.Р.); 15) [Cr - 34%; Al - 16%; Y - 0,7%; Ni - остальное] - (У.Р.); 16) [Cr - 16%; Al - от 2%; Y - 0,1%; Co - 14%; Ni - остальное] - (Н.Р.); 17) Cr - 18%; Al - 3%; Y - 0,2%; Co - 16%; Ni - остальное) - (У.Р.); 18) Cr - 34%; Al - 16%; Y - 0,7%; Co 30%; Ni - остальное] - (У.Р.).
Размеры частиц составляли величины: 10 мкм; 30 мкм; 63 мкм; 100 мкм; 160 мкм; 180 мкм. Наилучшие результаты при содержании фракций порошка размерами: менее 40 мкм - от 30% до 40%, от 40 мкм до 70 мкм - 40% до 50%, от 70 мкм до 140 мкм - 10% до 20%, более 140 мкм - остальное. Механическая смесь из металлического порошка состава, в вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, содержала гексагональный нитрид бора (BN) размерами частиц порошка менее 1 мкм в количестве: 0,5% - (Н.Р.);; 1,0% - (У.Р.); 1,5% - (У.Р.) - (Н.Р.) и фторид кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от общего объема смеси: 5% - (Н.Р.); 6,0% - (У.Р.); 8,0% - (У.Р.); 9% - (Н.Р.);, Кроме того, были использованы порошковые материалы вышеуказанных составов с дополнительными добавками следующих компонентов: 1) BaSO4: 0,4%; 1,2%; 3%. 2) углерод: 0,4%; 0,8%; 2,1%; 3%. 3) Ca: 0,01%; 0,2%.
Размеры уплотнительного блока составляли: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны но длине элемента, по его притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
Уплотнительный блок был изготовлен спеканием в среде смеси аргона и аммиака при температуре от 1100 до 1200°C [(от 1100°C до 1200°C)±100°C]. Спекание заготовок проводили при температуре 1200±100°C в электропечи ОКБ 8086 в среде смеси газов аргона и аммиака, при содержании аргона в смеси в объемных пролетах от общей смеси аргона с аммиаком: 5% - (Н.Р.); 6% - (У.Р.); 12% - (У.Р.); 25% - (У.Р.); 50% - (У.Р.); 55% - (Н.Р.). Давление прессования при изготовлении заготовок уплотнительного блока было равным: 40 кгс/мм2; 50 кгс/мм2; 60 кгс/мм2; 70 кгс/мм2. Механические свойства полученного материала составили: твердость НВ от 139 до 147; σв=29,1…37,2 кгс/мм2; σт,=17,1…25,8 кгс/мм2; ударная вязкость 1,16…1,57 кгм/см2. Результаты испытаний образцов уплотнительного блока из разработанного материала в условиях эксплуатации показали сочетание высоких прочностных характеристик уплотнений, с хорошей прирабатываемостью и минимальным износом кольцевых гребешков на бандаже лопаток.
Способ оценки степени упрочнения поверхностного слоя твердых материалов
Способ ионно-плазменного нанесения покрытия в вакууме на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ изготовления прирабатываемого уплотнения турбомашины
Способ восстановления торца пера лопатки турбомашины с формированием щеточного уплотнения
Способ формирования теплозащитного покрытия на деталях газовых турбин из никелевых и кобальтовых сплавов
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ получения теплозащитного покрытия
Способ изготовления элемента прирабатываемого уплотнения турбины
Композиционный элемент прирабатываемого уплотнения турбины
Способ изготовления прирабатываемого уплотнения турбомашины
Составной сегмент прирабатываемого уплотнения турбины
Надбандажное прирабатываемое уплотнение для паровой турбины
Способ изготовления армированного прирабатываемого уплотнения турбомашины
Надбандажное лабиринтное уплотнение для паровой турбины

