Результат интеллектуальной деятельности: СПОСОБ ИСПРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к пайке металлических деталей и, говоря более конкретно, к исправлению пайки.
Пайка заключается в неразъемном соединении металлических деталей в положении их поверхностного контакта друг с другом при помощи присадочного металла, который нагревают, причем присадочный металл имеет температуру плавления меньшую, чем температуры плавления деталей, подлежащих соединению.
Во время соединения двух металлических деталей при помощи пайки в печи на деталях могут появиться дефекты. При этом необходимо "восстановить" пайку, то есть исправить дефекты пайки. «Восстановление» пайки состоит в расплавлении этого паяного соединения, заполняя недостаток материала присадочным металлом, использовавшимся для первоначальной пайки.
Однако, осуществление второго цикла пайки в печи связано с возникновением определенного количества рисков. При этом иногда отмечается геометрическое деформирование соединения, ухудшение присущих используемым материалам свойств, или же появление новых дефектов, которые могут привести к отбраковке детали.
В том, что касается, говоря более конкретно, пайки авиационных деталей, повторное помещение этих деталей в печь с высокой температурой снижают срок службы этих деталей.
В то же время, одни и те же печи используются как в процессе пайки, так и в процессе восстановления пайки, что приводит к снижению темпа производства таких соединений. При этом, поскольку нагревательная печь используется только для партий деталей, необходимо дожидаться достаточного количества дефектных деталей перед тем, как получить возможность осуществить ремонтные работы, что соответствующим образом удлиняет циклы производства.
Известен также способ исправления дефектов при помощи дуговой сварки (TIG). Однако, такой тип нагревания деталей с использованием большой мощности может повлечь за собой возникновение деформаций, которые не могут быть восстановлены, причем в этом случае сборка должна быть отбракована.
Для того чтобы устранить эти недостатки, Заявитель предлагает способ исправления металлических деталей, соединенных между собой при помощи высокотемпературной пайки, в соответствии с которым исправляют паяные зоны при помощи лазера для исправления, причем пиковая мощность лазера для исправления заключена между 1500 и 3000 Вт, при этом лазер для исправления используется в импульсном режиме.
Восстановление металлических деталей при помощи лазера для исправления позволяет локально ограничить зону теплового воздействия (ZAT) детали. Лазеры такого типа традиционно используются для выполнения операций сварки, в частности в области ювелирной промышленности, для деталей небольших размеров, или для наплавки прессформ.
Такой лазер позволяет осуществлять исправление паяных при высокой температуре деталей.
В противоположность лазерной сварке, которая требует значительной энергии, лазерная подправка пайки реализуется при небольшой мощности и с локализованным подведением этой энергии.
Использование лазера в импульсном режиме предпочтительным образом позволяет ограничить деформации детали и, в случае изготовления спрямляющих аппаратов компрессора высокого давления, не затрагивать геометрию лопатки. Кроме того, расход энергии лазера в импульсном режиме значительно меньше по сравнению с функционированием в непрерывном режиме.
Исправление паяных зон осуществляется с или без присадочного металла, нанесенного на паяные зоны.
Присадочный металл в контакте с лазерным пучком расплавляется на паяной зоне для того, чтобы заполнить дефекты пайки деталей, причем упомянутый присадочный металл представлен в виде порошка, пасты или проволоки. Присадочный металл выбирается таким образом, чтобы быть совместимым с присадочным металлом, использовавшимся для первоначальной пайки.
Предпочтительным образом лазер для исправления с небольшой мощностью используется в импульсном режиме, причем время нарастания лазерного импульса меньше его времени падения для металлических деталей на основе никеля или кобальта.
Предпочтительным образом, защищают соединяемые металлические детали от окисления при помощи устройства газовой защиты от окисления.
Другие признаки и преимущества способа в соответствии с предлагаемым изобретением будут лучше поняты из приведенного ниже описания, где даются ссылки на приведенные в приложении фигуры, среди которых:
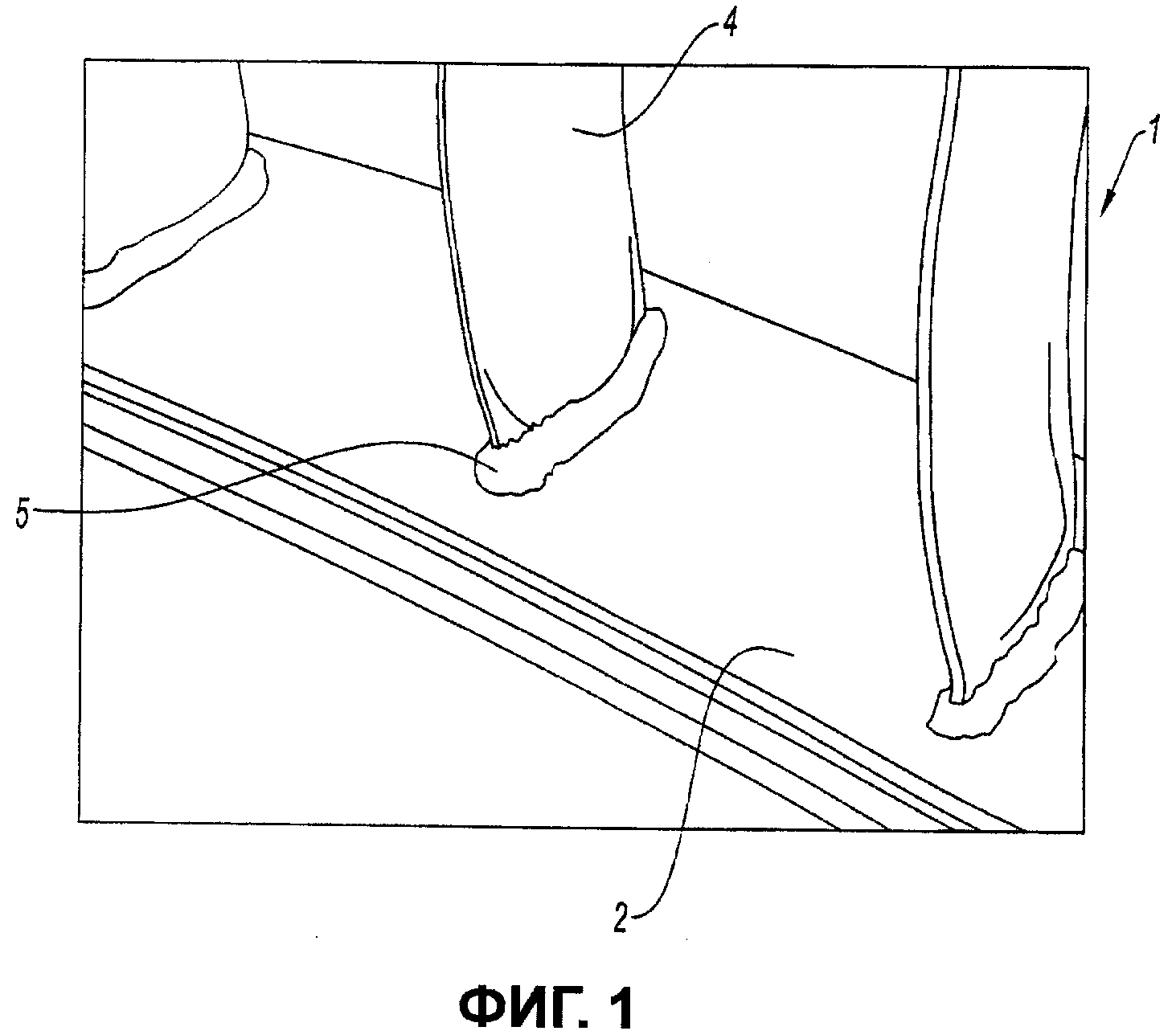
- Фиг.1 представляет собой фотографическое изображение участка сектора спрямляющего аппарата компрессора высокого давления (НР), на котором можно видеть подлежащую исправлению паяную зону между лопаткой спрямляющего аппарата и внутренним венцом;
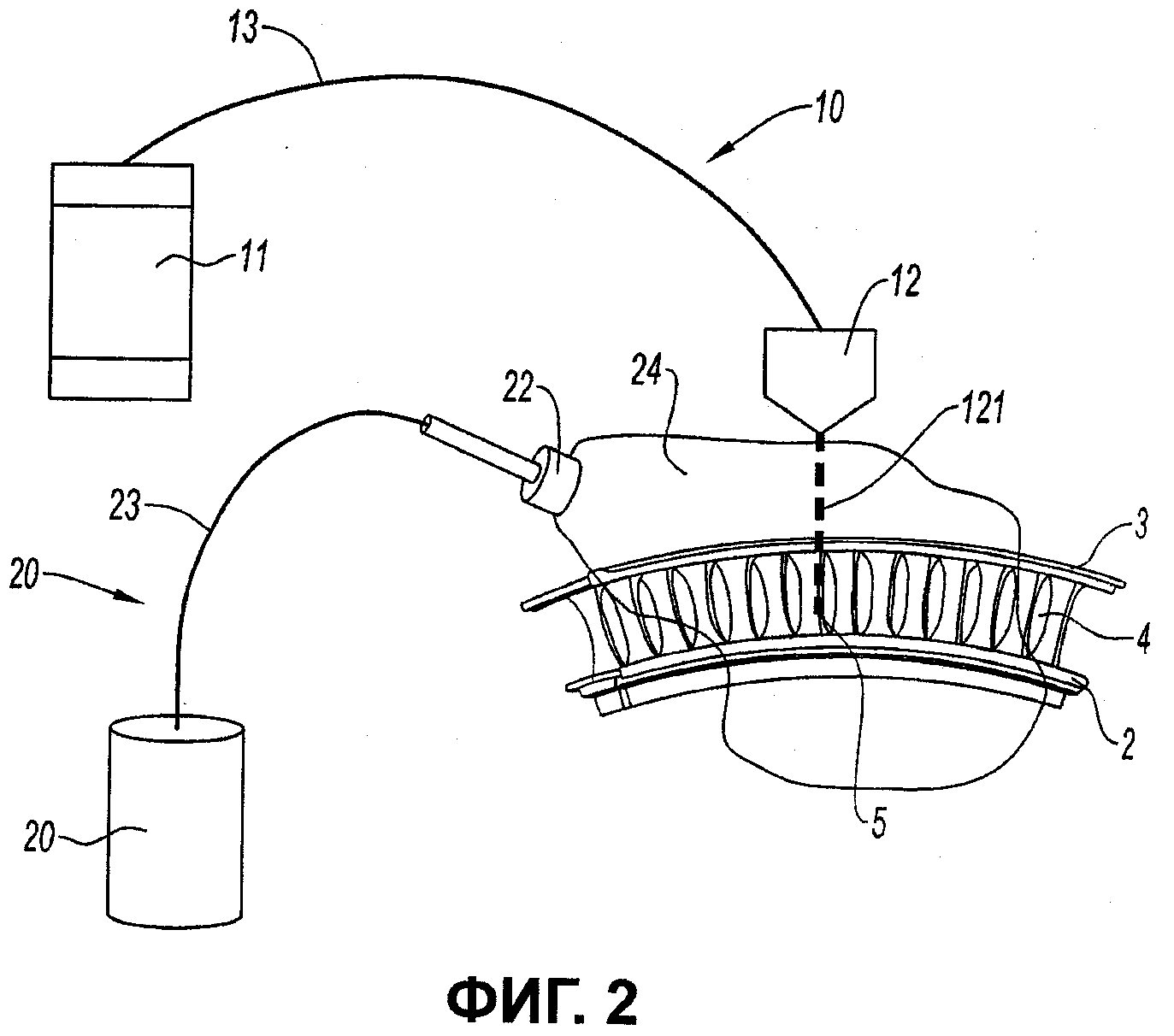
- Фиг.2 схематически представляет способ исправления паяной зоны, показанной на фиг.1, с использованием маломощного лазера для исправления;
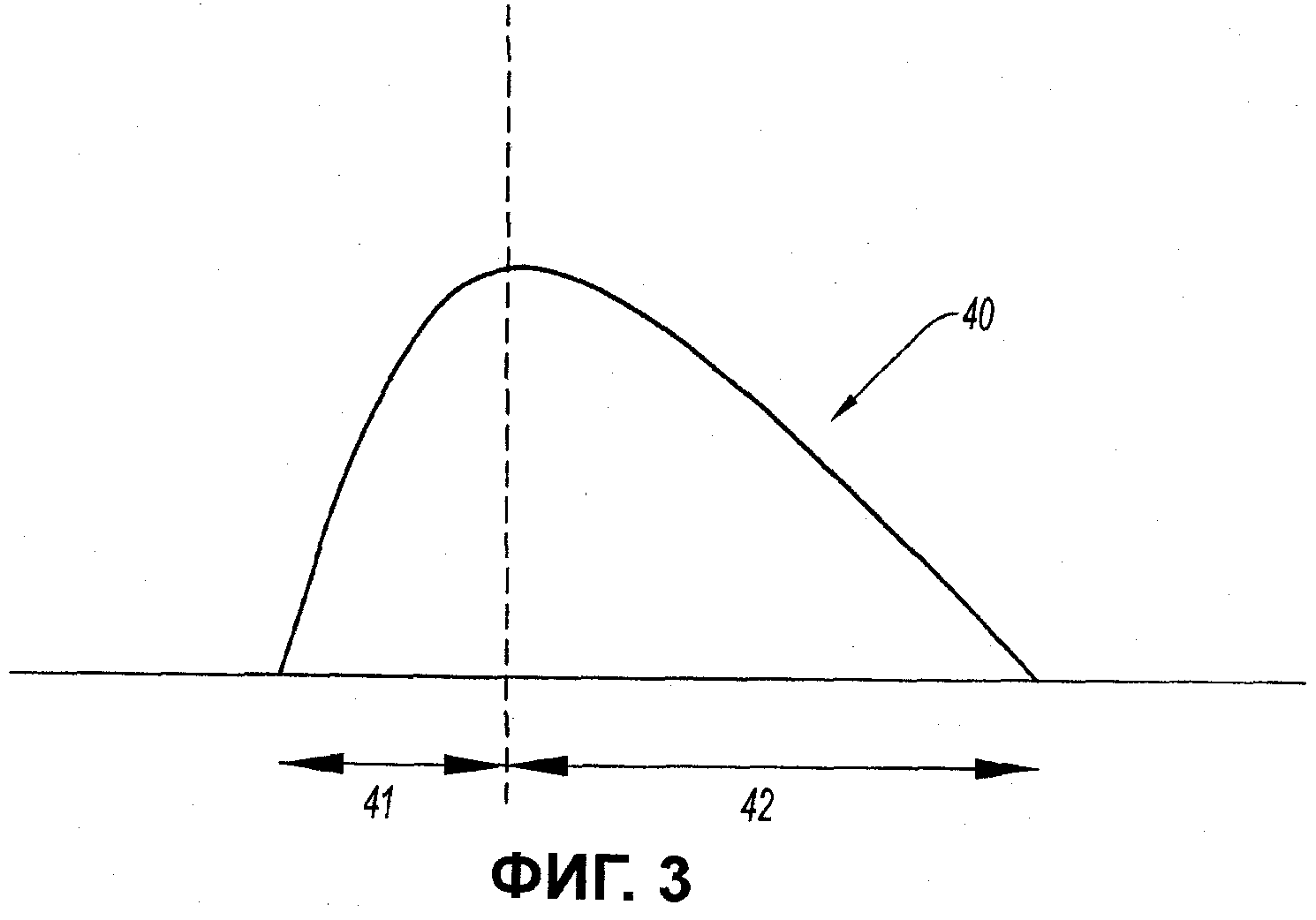
- Фиг.3 представляет форму импульса сигнала, излучаемого маломощным лазером для исправления, показанным на фиг.2.
Как это можно видеть на фиг.1, сектор спрямляющего аппарата 1 компрессора высокого давления газотурбинного двигателя содержит лопатки 4 спрямляющего аппарата, закрепленные между внутренним венцом 2 и наружным венцом 3 (см. фиг.2). Лопатки 4 спрямляющего аппарата соединяются с венцами 2 и 3 в процессе выполнения операции пайки. Как это можно видеть на фиг.1, дефект материала 5 проявляется в паяной зоне на стыке между лопаткой 4 и венцом 2. Такой дефект влечет за собой изменение аэродинамических свойств лопатки 4 и такое соединение представляет существенную опасность разрушения. Таким образом, необходимо исправление пайки.
Как это можно видеть на фиг.2, дефектная пайка 5 исправляется чтобы устранить пустоты и дефекты при помощи лазера 10 коррекции или исправления типа Nd-YAG, содержащего головку 12 излучения, соединенную при помощи оптического волокна 13 с лазерным источником 11. Такое волокно позволяет обеспечить удобство манипуляций с головкой 12 излучения по отношению к лазерному источнику 11.
Головка 12 излучения лазера вручную подводится сверху к дефекту 5 таким образом, чтобы лазерный пучок 13, исходящий из головки 12 излучения, обеспечивал расплавление припоя и исчезновение дефекта 5.
Для того, чтобы заполнить недостаток материала, исправление пайки в данном случае реализуется присадкой металла, не показанного на приведенных в приложении фигурах и используемого в виде проволоки, диаметр которой имеет величину от 0,3 мм до 0,8 мм и которая подводится к упомянутому дефекту 5 так, чтобы быть расплавленной в процессе прохождения лазера 10 для исправления. Само собой разумеется, что упомянутый присадочный металл, представленный в виде порошка, пасты или же предварительно спеченной формы, также пригоден для использования в данном случае. Этот второй присадочный металл не обязательно должен быть таким же, как присадочный металл, который был использован для первоначальной пайки, и при этом достаточно, чтобы этот присадочный металл был совместимым с первоначальным металлом.
Таким образом, для первоначальной пайки, реализованной с использованием присадочного металла на основе никеля и хрома, на основе никеля и палладия или на основе драгоценных металлов, можно использовать второй присадочный металл в виде проволоки из золота и никеля (Au-Ni) или проволоки на основе никеля.
Перед выполнением каждой операции исправления деталь должна быть очищена и обезжирена для того, чтобы исключить загрязнение этого паяного соединения и формирования дефектов.
Лазер 10 для исправления в рассматриваемом здесь случае управляется полуручным способом, робототехника или станок с декартовой системой координат наводит головку 12 лазерного излучения на расстоянии от пользователя, тогда как этот пользователь работает с присадочным металлом. Само собой разумеется, что могут подойти как ручные, так и полностью автоматизированные работы.
Лазер используется с небольшой мощностью и в диапазоне частот от 4 Гц до 8 Гц, ограничивая тем самым нагревание детали. Как это можно видеть на фиг.3, лазер 10 используется в импульсном режиме и передает с равномерными интервалами лазерные импульсы 40, имеющие пиковую мощность, заключенную между 1500 Вт и 3000 Вт. При этом импульсы 40 не являются симметричными, причем время 41 нарастания мощности лазера меньше времени 42 падения мощности. В рассматриваемом здесь примере реализации время 41 нарастания мощности равно 2-5 мс, а время 42 падения мощности равно 10-12 мс, причем общее время импульса заключено между 5 мс и 15 мс.
Быстрое нарастание 41 и медленное падение 42 позволяет ограничить тепловые градиенты в детали и значительную разницу температуры между двумя смежными зонами, что могло бы создать опасность образования трещин. Этот тип импульса 40 особенно адаптирован для пайки на основе никеля, которые являются достаточно хрупкими и для которых необходимо снимать механические напряжения.
Однако, само собой разумеется, что имеется возможность адаптировать форму сигнала и для других сплавов. Так, для сплава типа NC22FeD на основе никеля лучше подошел бы импульс с медленным нарастанием и быстрым падением. Для того, чтобы исключить возможность появления трещин, предпочтение отдается длительности лазерного импульса перед пиковой мощностью этого импульса.
Лазер используется в атмосфере 24 защиты от окисления, поддерживаемой при помощи устройства 20 газовой защиты от окисления. При этом противодействующий окислению газ подводится от источника 21 газа к диффузионному соплу 22 при помощи газопроводной трубки 23.
Защитная атмосфера 24 окружает зону восстановления пайки для того, чтобы воспрепятствовать окислению детали, когда осуществляется исправление, так как окисление может повлечь за собой сокращение срока службы детали. В рассматриваемом здесь случае используют диффузионное сопло 22 большого диаметра, заключенного между 20 мм и 30 мм, идентичное соплам, которые используются в способах дуговой сварки типа TIG. Такие сопла позволяют обеспечить плавное протекание на относительно обширной зоне по сравнению с защитными соплами, традиционно используемыми при осуществлении лазерной сварки.
Способ ремонта механически обрабатываемых деталей, таких как лопатки турбомашин или лопатки моноблочного лопаточного диска
Компрессор турбореактивного двигателя
Устройство для охлаждения выемок роторного диска газотурбинного двигателя и газотурбинный двигатель
Сектор направляющего соплового аппарата турбины, способ изготовления сектора направляющего соплового аппарата турбины, газотурбинный двигатель
Узел вентиляторной лопатки с амортизатором, амортизатор вентиляторной лопатки и способ калибровки амортизатора
Компрессор для повторной закачки воздуха, турбомашина
Устройство детектирования разрушения вала турбомашины
Газотурбинный двигатель со средствами приведения в движение зубчатых передач блока вспомогательного оборудования и способ монтажа такого двигателя
Уплотнение кольца ротора в ступени турбины
Кольцевая камера сгорания газотурбинного двигателя
Способ ремонта механически обрабатываемых деталей, таких как лопатки турбомашин или лопатки моноблочного лопаточного диска
Компрессор турбореактивного двигателя
Устройство для охлаждения выемок роторного диска газотурбинного двигателя и газотурбинный двигатель
Сектор направляющего соплового аппарата турбины, способ изготовления сектора направляющего соплового аппарата турбины, газотурбинный двигатель
Узел вентиляторной лопатки с амортизатором, амортизатор вентиляторной лопатки и способ калибровки амортизатора
Компрессор для повторной закачки воздуха, турбомашина
Устройство детектирования разрушения вала турбомашины
Газотурбинный двигатель со средствами приведения в движение зубчатых передач блока вспомогательного оборудования и способ монтажа такого двигателя
Уплотнение кольца ротора в ступени турбины
Кольцевая камера сгорания газотурбинного двигателя

