Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СТРУКТУРЫ ИЗ АРМИРОВАННОГО ВОЛОКНОМ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления композитной структуры из армированного волокном термопластичного материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время композиционные материалы широко применяются в качестве конструкционных материалов в различных областях техники. Одной из таких областей является аэрокосмическая промышленность, в которой конструкционные композиционные материалы применяют для изготовления все большей части конструкций летательного аппарата. В этом контексте под композиционным материалом понимается полимерная матрица, армированная волокнами или сеткой, чаще всего углеродными волокнами, но возможно применение волокон другого материала или металлической сетки. Композиционные материалы главным образом относятся к двум основным группам, в одну из которых входят композиционные материалы, имеющие термопластичную матрицу, а в другую -термореактивную матрицу. Термореактивные композиционные материалы требуют отверждения, при котором, обычно под воздействием тепла и, необязательно, давления, происходят необратимые изменения химической структуры полимерной матрицы. После отверждения термореактивный композиционный материал приобретает окончательные характеристики жесткости, твердости и прочности и не может вернуться в неотвержденное пластичное состояние. Термопластичные композиционные материалы, наоборот, не требуют отверждения и обладают необходимыми структурными свойствами в холодном состоянии и размягчаются при нагреве. Термопластичные композиционные материалы можно повторно размягчать путем нагрева и отверждать путем охлаждения, поскольку при нагреве они подвергаются в основном физическому, а не химическому изменению.
Как из термопластичных, так и из термореактивных композиционных материалов могут быть получены тонкие гибкие листы или волокна. Это позволяет формировать композиционные компоненты путем укладывания композиционного материала в оснастку для формования, причем толщина компонента локально изменяется в соответствии с количеством уложенных слоев композиционного материала, и направление одного или более слоев можно регулировать, таким образом регулируя окончательные структурные свойства сформированного композиционного компонента. Затем осуществляют объединение уложенных компонентов, которое в обоих случаях включает нагрев композитной структуры для размягчения термореактивной или термопластичной матрицы до состояния, достаточного для образования единой матрицы, и приложение давления, достаточного для вытеснения из размягченной матрицы захваченного воздуха, а также для распределения армирующих волокон в матрице.
Что касается окончательных структурных свойств, термопластичные композиционные материалы имеют более высокую стойкость к ударным нагрузкам и к разрушению по сравнению с термореактивными композиционными материалами, и в основном являются более выносливыми и более стойкими к химическим воздействиям; все эти свойства являются предпочтительными для применения в аэрокосмической промышленности. Кроме того, поскольку термопластичные композиционные материалы можно подвергать повторному нагреву и повторному формованию, они пригодны для неоднократного использования, что имеет большое значение.
Укладка отдельных слоев армированного волокном композиционного материала перед объединением уложенной стопки может осуществляться вручную. Однако это длительный процесс, требующий квалификации для получения хороших результатов, и, следовательно, сравнительно дорогой и непригодный для массового производства композитных структур. Для решения этой проблемы были разработаны технологии автоматической укладки ленты (ATL - от английского «automatic tape laying») и автоматической раскладки волокна (AFP - от английского «automatic fibre placement») и устройство для их осуществления, в котором ленту или волокна композиционного материала непрерывно подают с большого рулона материала в лентоукладочную или волокноукладочную головку, автоматически помещающую композиционный материал в желаемое положение. Поскольку этот процесс является автоматизированным и механизированным, его скорость и точность во много раз выше, чем при ручной укладке композиционного материала. В процессе дальнейшего усовершенствования этой технологии при применении с армированными волокном термореактивными композиционными материалами локальный нагрев волокон или ленты осуществляли непосредственно после их укладки, например, с помощью инфракрасного лазера или горелки горячего газа, причем локальный нагрев приводит к полному или частичному объединению термореактивной матрицы после укладки композиционного материала. Поскольку последующий процесс объединения или полностью исключается, или может осуществляться в укороченное время, благодаря частичному объединению, уже полученному вследствие локального нагрева, эта технология дополнительно уменьшает время, необходимое для изготовления термореактивных композитных структур. В соответствии с частным усовершенствованием этой технологии локальный нагрев осуществляют путем введения энергии ультразвуковых волн в термореактивную композиционную матрицу с помощью ультразвукового преобразователя. Энергия ультразвуковых волн вызывает в материале термореактивной матрицы колебания с ультразвуковой частотой, и эти колебания приводят к локальному нагреву термореактивного материала, таким образом, приводя к желаемому полному или частичному объединению. Однако до настоящего времени не был найден способ быстрого и эффективного применения описанной технологии ультразвуковой укладки для термопластичных композиционных материалов. Таким образом, желательным является создание способа и устройства для осуществления ультразвуковой укладки ленты термопластичного композиционного материала, позволяющих получить желаемую скорость и эффективность.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения предусматривается способ изготовления композитной структуры из армированного волокном термопластичного материала, включающий в себя помещение первого слоя армированного волокном термопластичного материала поверх второго слоя армированного волокном термопластичного материала, обеспечение источника локального нагрева и локальный нагрев части верхнего и нижнего слоев, и обеспечение ультразвукового преобразователя и локальное введение энергии ультразвуковых волн в нагретую часть термопластичного материала для осуществления ультразвукового объединения армированного волокном термопластичного материала.
Предпочтительно между первым слоем армированного волокном термопластичного материала, с одной стороны, и источником локального нагрева и ультразвуковым преобразователем, с другой стороны, осуществляется относительное перемещение.
Предпочтительно первый слой армированного волокном термопластичного материала имеет непрерывную длину и его можно непрерывно помещать на второй слой армированного волокном термопластичного материала. Предпочтительно локальный нагрев и введение ультразвуковой энергии осуществляют на части термопластичных слоев рядом с точкой, в которой первый слой армированного волокном термопластичного материала помещают на второй слой.
Предпочтительно часть слоев армированного волокном термопластичного материала нагревают до температуры фазы стеклования армированного волокном термопластичного материала. Кроме того, часть армированного волокном термопластичного материала может быть локально нагрета до температуры в диапазоне от, по существу, температуры стеклования и до температуры, на 5°C превышающей температуру, соответствующую максимальному значению тангенса дельта термопластичного материала. Наиболее предпочтительно часть армированного волокном термопластичного материала может быть локально нагрета до температуры, по существу равной температуре, соответствующей максимальному значению тангенса дельта температуры материала.
Источник локального нагрева может содержать инфракрасный лазер.
В соответствии с другим аспектом настоящего изобретения предусматривается композитная структура из армированного волокном термопластичного материала, изготовленная способом в соответствии с первым аспектом настоящего изобретения.
В соответствии с третьим аспектом настоящего изобретения предусматривается устройство для изготовления композитной структуры из армированного волокном термопластичного материала, содержащее источник локального нагрева, выполненный с возможностью нагрева части стопки армированных волокном термопластичных слоев, и ультразвуковой преобразователь, выполненный с возможностью локального введения энергии ультразвуковых волн в нагретую часть слоев армированного волокном термопластичного материала для осуществления ультразвукового объединения слоев.
Источник локального нагрева и ультразвуковой преобразователь предпочтительно выполнены с возможностью перемещения относительно стопки слоев армированного волокном термопластичного материала.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения источник локального нагрева содержит инфракрасный лазер.
Предпочтительно устройство содержит устройство ультразвуковой укладки ленты, объединенное с источником локального нагрева.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже будут подробно описаны варианты осуществления настоящего изобретения с помощью неограничивающих примеров и со ссылками на прилагаемые чертежи.
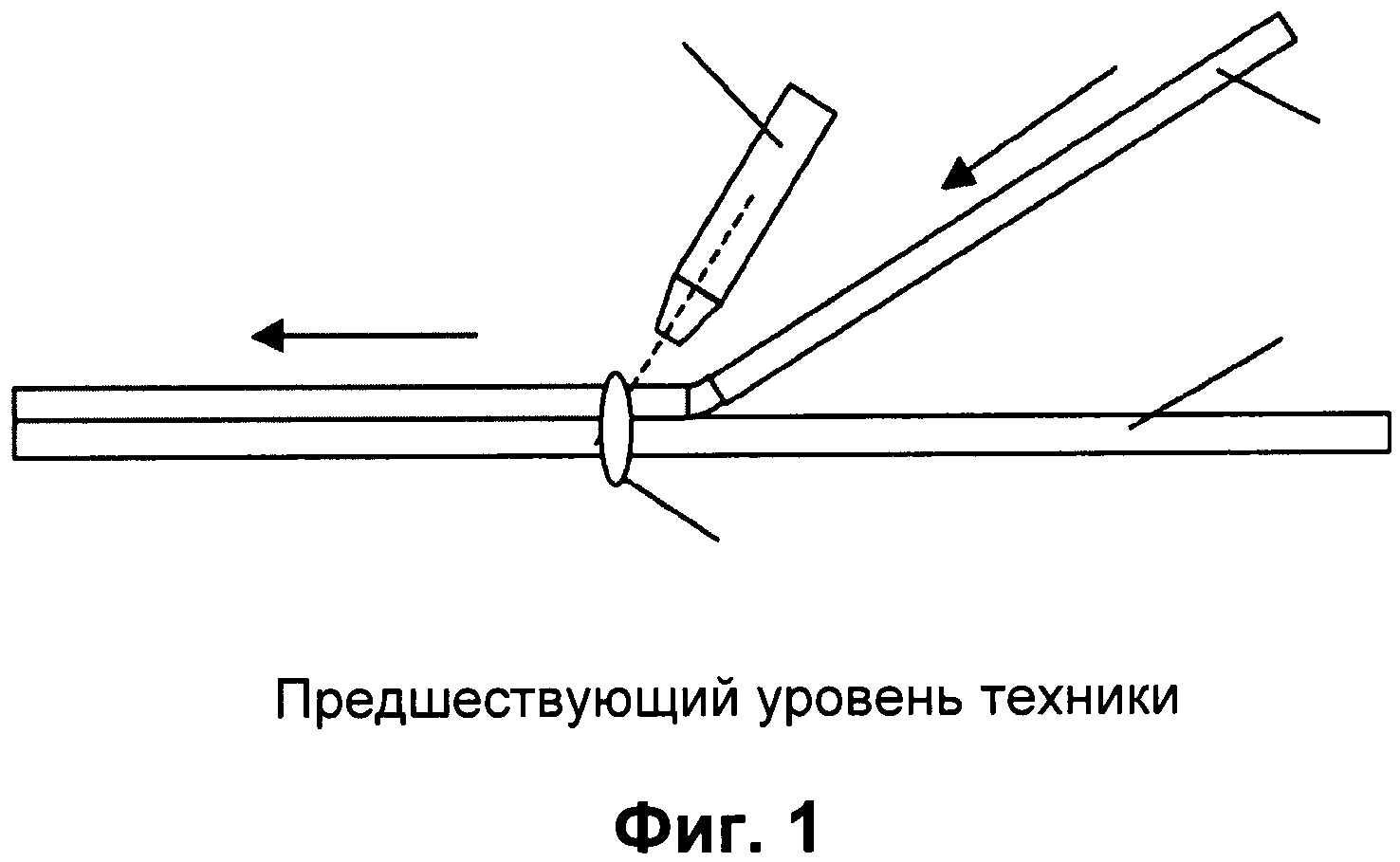
На фиг.1 схематически представлена ультразвуковая укладка ленты в соответствии с предшествующим уровнем техники.
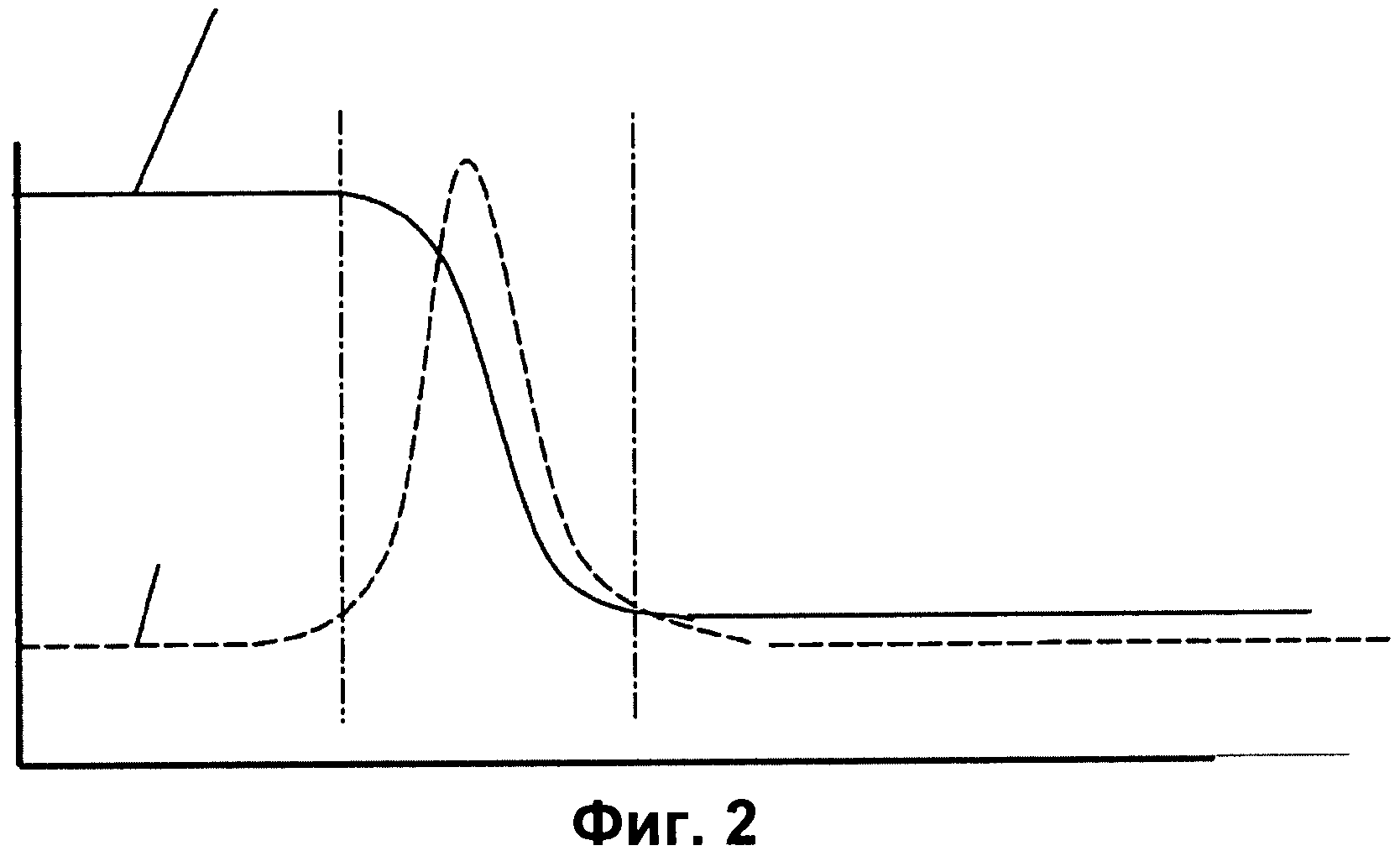
На фиг.2 схематически представлен обобщенный график зависимости изменения динамического модуля упругости и тангенса дельта от температуры для армированной волокном матрицы композиционного материала.
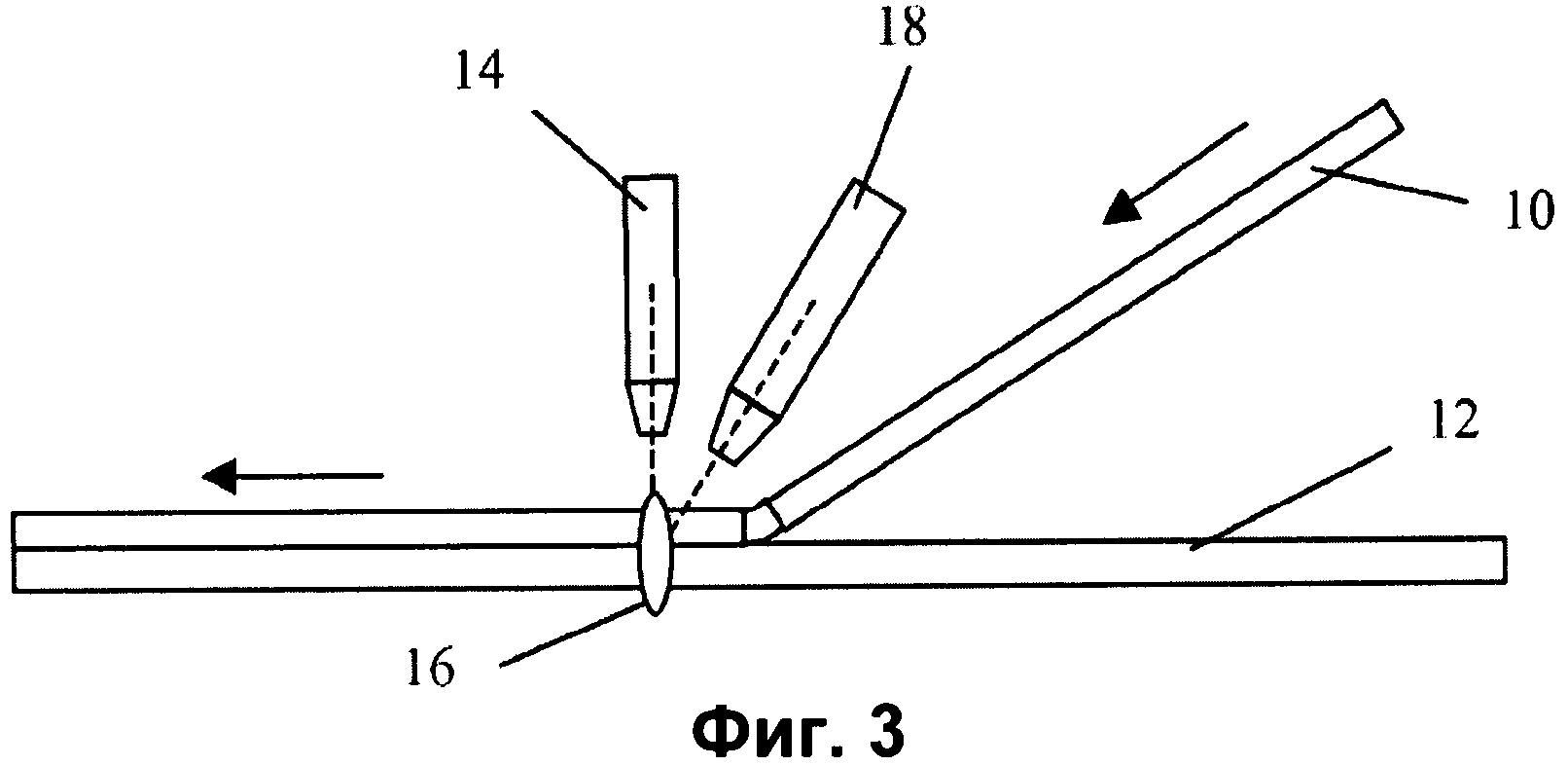
На фиг.3 схематически представлена ультразвуковая укладка ленты в соответствии с одним из вариантов осуществления настоящего изобретения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 схематически представлена обычная конструкция для осуществления ультразвуковой укладки ленты термореактивного композиционного материала. Верхний слой 10 термореактивной ленты помещен на имеющийся нижний слой 12 термореактивного композиционного материала. Нижний слой 12 может являться единственным слоем термореактивного ленточного материала или стопкой из нескольких предварительно уложенных слоев. Ультразвуковой преобразователь 14 предусмотрен для введения энергии ультразвуковых волн в верхний и нижний слои термореактивного композиционного материала в обведенную кружком часть 16 по фиг.1. Верхний и нижний слои термореактивного композиционного материала перемещают относительно ультразвукового преобразователя 14 в направлении, обозначенном на фиг.1, причем часть верхнего и нижнего слоев, получающая энергию ультразвуковых волн от ультразвукового преобразователя, расположена рядом с точкой, в которой верхний слой 10 термореактивного композиционного материала помещается на нижний слой 12 материала.
Механизм, лежащий в основе ультразвукового объединения термореактивного композиционного материала, и основные характеристики материала, относящиеся к этому механизму, могут быть объяснены в связи с фиг.2, на которой схематически представлено изменение некоторых свойств материала, к которому прикладывают ультразвуковую энергию, в зависимости от температуры. Сплошная кривая 20 по фиг.2 схематически представляет изменения модуля упругости вязкоупругого материала в зависимости от температуры, причем примерами такого вязкоупругого материала являются как термореактивные, так и термопластичные полимеры. Модуль упругости материала является величиной отношения нагрузки к растяжению при приложении к материалу колебательных усилий. Вязкоупругие материалы, такие как термореактивные и термопластичные полимеры, обычно находятся в двух различных состояниях. При более низких температурах они находятся в стеклофазе, при которой материал является в общем твердым и стекловидным и имеет высокое значение модуля. Эта фаза представлена на кривой по фиг.2 частью между вертикальной осью и точкой, обозначенной штрихпунктирной линией А. При значительно более высоких температурах вязкоупругие материалы находятся в упругой фазе, при которой они имеют свойства упругого материала и низкое значение модуля. Эта фаза представлена зоной справа от штрих-пунктирной линии В на сплошной кривой по фиг.2. Между этими двумя фазами вязкоупругие материалы проходят через переходную фазу, представленную областью между штрихпунктирными линиями А и В по фиг.2, при которой их модули изменяются между верхним значением стеклофазы и нижним значением упругой фазы. Температура, при которой начинается переходная фаза, соответствующая точке А по фиг.2, обычно называется температурой стеклования (Tg).
Второе значение, обозначенное пунктирной линией 22 по фиг.2, является значением тангенс дельта (Tan θ). Это значение является величиной запаздывания по фазе между приложенным колебательным усилием и колебанием, вызванным в данном вязкоупругом материале, и может быть выражено как величина механической энергии, поглощенной материалом. Как показано на фиг.2, максимальное значение тангенса дельта соответствует центру фазы стеклования. Следует заметить, что чем выше значение тангенса дельта, тем больше энергия, поглощенная вязкоупругим материалом, что само по себе проявляется в виде локального нагрева, таким образом приводя к размягчению и текучести (объединению) полимерного материала, и в то же время ультразвуковые колебания при соответствующих рабочих условиях вызывают распределение, или встраивание армирующих волокон в материал до желаемой толщины.
Для термореактивных композиционных материалов, обычно применяемых для изготовления армированных волокном композитных структур, стеклование обычно совпадает с температурой окружающей среды, или комнатной температурой. Следовательно, значение тангенса дельта является максимальным или близким к максимальному при комнатной температуре, или температуре окружающей среды, и, таким образом, максимальное количество энергии, приложенной ультразвуковым преобразователем, поглощается термореактивным полимерным материалом, приводя к локальному нагреву и объединению, как описано выше. Это является основной причиной высокой эффективности ультразвукового объединения термореактивной композиционной ленты.
Наоборот, температура стеклования Tg термопластичной композиционной ленты значительно выше. Например, Tg для PEEK (от английского «polyetheretherketone» - полиэфирэфиркетон) составляет приблизительно 145°С. Следовательно, при комнатной температуре, или температуре окружающей среды, термопластичный материал остается в исходной стеклофазе, для которой тангенс дельта является сравнительно низким и, таким образом, очень мало энергии поглощается термопластичным материалом из ультразвукового преобразователя, так что локальный нагрев осуществляется слабо или не осуществляется совсем.
Варианты осуществления настоящего изобретения предусматривают способ и устройство для решения этой проблемы, и один из вариантов осуществления представлен на фиг.3. Так же, как в конструкции по фиг.1, верхний слой 10 термопластичного композиционного материала помещают на имеющийся нижний слой 12 предпочтительно с помощью технологии и устройства автоматической укладки ленты. Ультразвуковой преобразователь 14 предназначен для введения энергии ультразвуковых волн в часть 16 верхнего термопластичного слоя в точке, расположенной рядом с точкой, в которой верхний слой 10 помещают на нижний слой 12. Источник 18 локального нагрева, в соответствии с предпочтительными вариантами осуществления изобретения являющийся инфракрасным лазером, может быть дополнительно предусмотрен и установлен таким образом, что локально нагревает ту же часть 16 верхнего слоя термопластичного материала, в которую ультразвуковой преобразователь 14 вводит энергию ультразвуковых волн, как показано на фиг.3, или альтернативно локально нагревает часть верхнего слоя термопластичного материала непосредственно перед (по отношению к относительному перемещению верхнего и нижнего слоев термопластичного материала мимо ультразвукового преобразователя 14 и источника 18 локального нагрева) ультразвуковым преобразователем, так что нагрев осуществляется непосредственно перед введением энергии ультразвуковых волн в часть верхнего слоя 10 термопластичного материала, подлежащего объединению, или одновременно с этим введением. Действие источника 18 локального нагрева, который в соответствии с альтернативными вариантами осуществления настоящего изобретения может содержать горелку горячего газа или нагретый вал, предпочтительно определяют с помощью выбора источника нагрева и производимой тепловой энергии, таким образом, чтобы обеспечить достаточный локальный нагрев выбранной части 16 термопластичного материала до температуры фазы стеклования термопластичного материала. Благодаря предварительному нагреву части термопластичного композиционного материала до фазы стеклования непосредственно перед введением ультразвуковой энергии ультразвуковым преобразователем 14, большая часть ультразвуковой энергии может быть поглощена термопластичным материалом, и ультразвуковые колебания обеспечивают текучесть и объединение термопластичного материала, при этом также обеспечивая встраивание армирующих волокон в термопластичную матрицу до желаемой толщины аналогично ультразвуковому объединению термореактивной композиционной ленты при комнатной температуре. Предпочтительно предварительный нагрев повышает температуру композиционного материала от температуры стеклования Tg до температуры, совпадающей с максимальным значением тангенса дельта, таким образом, чтобы обеспечить поглощение максимального количества ультразвуковой энергии. Однако предварительный нагрев композиционного материала до температуры в диапазоне, включающем максимальный тангенс дельта, например, от температуры стеклования Tg до температуры, приблизительно на 5°С выше максимальной температуры тангенса дельта, увеличивает количество ультразвуковой энергии, поглощенной композиционным материалом, и обеспечивает эффективное ультразвуковое объединение.
Хотя вариант осуществления настоящего изобретения описан выше в контексте ультразвуковой укладки ленты или волокна, т.е. непрерывной укладки термопластичной ленты и осуществления ультразвукового объединения уложенной ленты, принципы настоящего изобретения применимы к другим вариантам осуществления, в соответствии с которыми термопластичная лента может наноситься вручную, или наноситься вручную листами большего размера, и комбинированное тепловое и ультразвуковое объединение может осуществляться как последующий отдельный технологический этап. Также следует заметить, что хотя нагрев инфракрасным лазером является особенно подходящим для осуществления локального нагрева термопластичной композиционной ленты, поскольку армированный углеродом композиционный материал имеет темную окраску, и, следовательно, хорошо поглощает инфракрасную энергию, в рамках настоящего изобретения может применяться любая другая технология локального нагрева, пригодная для осуществления локального нагрева с необходимой скоростью.
Способ регулирования положения центра тяжести воздушного судна
Система и способ контроля перекачки топлива
Предохранительная решетка для двигателя
Механизм выпуска спойлера
Способ конструирования панели из композиционного материала
Способ и устройство для ультразвукового контроля
Сканирующее устройство
Слоистая композиционная структура с самовосстанавливающимся слоем
Способ эксплуатации системы управления подачей топлива воздушного судна
Предкрылок
Способ регулирования положения центра тяжести воздушного судна
Система и способ контроля перекачки топлива
Предохранительная решетка для двигателя
Механизм выпуска спойлера
Способ конструирования панели из композиционного материала
Способ и устройство для ультразвукового контроля
Сканирующее устройство
Слоистая композиционная структура с самовосстанавливающимся слоем
Способ эксплуатации системы управления подачей топлива воздушного судна
Предкрылок

