Результат интеллектуальной деятельности: НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН С ВВЕДЕНИЕМ И/ИЛИ ВЫВЕДЕНИЕМ ПРОКАТНЫХ КЛЕТЕЙ В ПРОЦЕССЕ ФУНКЦИОНИРОВАНИЯ
Вид РИД
Изобретение
Предложенное изобретение относится к способу работы непрерывного прокатного стана, который содержит некоторое число прокатных клетей, причем прокатываемый материал, проходящий через непрерывный прокатный стан, прокатывается последовательно в нескольких прокатных клетях, так что прокатываемый материал при выходе из прокатного стана имеет предопределенные конечные свойства.
Предложенное изобретение также относится к компьютерной программе, которая содержит машинный код, который непосредственно может исполняться управляющим устройством непрерывного прокатного стана, а его выполнение посредством управляющего устройства обуславливает то, что управляющее устройство управляет непрерывным прокатным станом согласно подобному способу работы.
Предложенное изобретение, кроме того, относится к носителю данных, на котором в машиночитаемой форме сохранена подобная компьютерная программа.
Предложенное изобретение, кроме того, относится к управляющему устройству непрерывного прокатного стана, которое запрограммировано такой компьютерной программой, так что управляющее устройство управляет непрерывным прокатным станом в соответствии со способом работы вышеописанного типа.
Наконец, предложенное изобретение относится к непрерывному прокатному стану с некоторым числом прокатных клетей и управляющим устройством вышеописанного типа, причем прокатные клети управляются управляющим устройством.
Способ функционирования вышеописанного типа известен, например, из US 2008/060403 А1. Там объясняется то, каким образом следует действовать, чтобы поддерживать непрерывный режим непрерывного прокатного стана, хотя прокатываемый материал, проходящий через прокатный стан, имеет критическую переходную область, которая может покатываться небезопасным образом. В основном решение согласно US 2008/060403 А1 состоит в том, чтобы осуществлять отслеживание хода переходной области через непрерывный прокатный стан и каждую из прокатных клетей непрерывного прокатного стана поднимать, если критическая переходная область доходит до соответствующей прокатной клети, и затем вновь устанавливать на прокатываемый материал и продолжать процесс прокатки, как только критическая переходная область прошла соответствующую прокатную клеть. Прокатываемый материал в прокатных клетях непрерывного прокатного стана, таким образом, прокатывается только вне критической переходной области. Собственно критическая переходная область и части прокатываемого материала, прилегающие к критической переходной области, проходят весь непрерывный прокатный стан, не подвергаясь прокатке.
В непрерывных прокатных станах прокатываемый материал должен прокатываться по возможности без прерываний (именно непрерывно). Поэтому на входной стороне непрерывного прокатного стана отдельные рулоны (катушки) приставляются друг к другу и соединяются друг с другом, как правило, посредством сварки. Этот способ действий, в частности, применяется при холодной прокатке листового материала, таким образом, прокатываемого материла в форме полосы.
При прокатке прокатываемого материала валки прокатных клетей испытывают износ. При этом наиболее сильный износ проявляется, в отношении одной из прокатных клетей, в рабочих валках соответствующей прокатной клети. Опорные валки и, если имеются, промежуточные валки изнашиваются лишь в незначительном объеме. По отношению к непрерывному прокатному стану, в целом, износ увеличивается к выходной стороне непрерывного прокатного стана.
В уровне техники известно, что для смены валков прокатной клети работа непрерывного прокатного стана прекращается, причем прокатываемый материал остается в непрерывном прокатном стане, то есть он только останавливается. Из-за прекращения работы, в местах остановки прокатываемого материала возникают дефекты прокатки. Дефекты прокатки могут, в частности, включать в себя размерные дефекты и дефекты поверхности. Поэтому, при высоких требованиях к качеству прокатываемого материала, часть прокатываемого материала, в которой возникают дефекты прокатки, должна быть переведена в лом. Переводимая в лом часть прокатываемого материала может при этом иметь значительную длину, например, от 50 до 100 м. Кроме того, ввиду периодического прекращения работы непрерывного прокатного стана, его эффективность функционирования снижается.
Можно было бы избежать дефектов прокатки, а также повысить эффективность функционирования, если бы имелась возможность прокатную клеть непрерывного прокатного стана в процессе его функционирования плавно (без толчков) выводить из непрерывного прокатного стана и вводить в него. Задача предложенного изобретения состоит в том, чтобы предоставить подобные возможности.
Что касается плавного выведения одной из прокатных клетей, прокатывающих прокатываемый материал, из непрерывного прокатного стана, в соответствии с изобретением предусмотрено, что во время прокатки прокатываемого материала осуществляются следующие действия:
- управляющее устройство непрерывного прокатного стана управляет выводимой прокатной клетью таким образом, что выводимая прокатная клеть полностью разгружается в соответствии с определенным временным процессом разгрузки, так что выводимая прокатная клеть в течение процесса разгрузки прокатывает определенный участок прокатываемого материала,
- управляющее устройство управляет по меньшей мере одной другой из прокатных клетей непрерывного прокатного стана таким образом, что по меньшей мере одна другая прокатная клеть нагружается в соответствии с определенным временным процессом нагрузки, причем процесс разгрузки выводимой прокатной клети и процесс загрузки по меньшей мере одной другой прокатной клети согласованы друг с другом таким образом, что в течение процесса нагрузки по меньшей мере одна другая прокатная клеть прокатывает тот же самый участок прокатываемого материала, что и выводимая прокатная клеть в течение процесса разгрузки, и что конечные свойства прокатываемого материала остаются сохраненными,
- управляющее устройство управляет окружной скоростью рабочих валков выводимой прокатной клети до ее полной разгрузки таким образом, что обусловленная посредством прокатки прокатываемого материала в выводимой прокатной клети скорость выпуска прокатываемого материала в любое время соответствует предварительно определенной заданной скорости выпуска,
- управляющее устройство управляет выводимой прокатной клетью после ее полной разгрузки при сохранении соответствия окружной скорости рабочих валков заданной скорости выпуска таким образом, что рабочие валки выводимой прокатной клети приподнимаются от прокатываемого материала, и останавливает работу выводимой прокатной клети.
То обстоятельство, что выводимая прокатная клеть в течение процесса разгрузки прокатывает определенный участок прокатываемого материала, и по меньшей мере одна другая прокатная клеть управляется таким образом, что в течение процесса нагрузки по меньшей мере одна другая прокатная клеть прокатывает тот же самый прокатываемый материал, далее также обозначается как «локальная одновременность». Локальная одновременность может быть без труда реализована посредством отслеживания хода. При этом отслеживание хода является общеизвестным для специалистов.
В рамках предложенного изобретения является возможным, что по меньшей мере одна другая прокатная клеть расположена перед выводимой прокатной клетью. Однако также является возможным, что по меньшей мере одна другая прокатная клеть расположена после выводимой прокатной клети.
В предпочтительном выполнении предложенного изобретения предусмотрено, что управляющее устройство для компенсации разгрузки выводимой прокатной клети нагружает единственную другую прокатную клеть.
При этом данное свойство следует понимать не в том смысле, что в остальных прокатных клетях не могут возникать никакие изменения, а в том смысле, что уменьшение обжатия, которое возникает из-за разгрузки выводимой прокатной клети компенсируется соответствующим увеличением обжатия в единственной другой прокатной клети.
В особенно предпочтительном выполнении предложенного изобретения предусмотрено, что управляющее устройство, для компенсации разгрузки выводимой прокатной клети, вводит по меньшей мере одну другую прокатную клеть в непрерывный прокатный стан. В этом случае происходит, таким образом, смена прокатных клетей.
Является возможным, что управляющее устройство, для разгрузки выводимой прокатной клети, управляет очагом деформации выводимой прокатной клети посредством соответствующего задания отношения скорости относительно расположенной перед выводимой прокатной клетью, также прокатывающей прокатываемый материал прокатной клети непрерывного прокатного стана, в соединении с регулированием натяжения, действующим на установку выводимой прокатной клети, для участка прокатываемого материала, входящего в выводимую прокатную клеть.
В качестве альтернативы возможно, что управляющее устройство для разгрузки выводимой прокатной клети управляет очагом деформации выводимой прокатной клети с регулированием по положению или с регулированием по усилию.
Если управляющее устройство для разгрузки выводимой прокатной клети осуществляет регулирование по положению или по усилию выводимой прокатной клети, то является возможным, что управляющее устройство регулирует натяжение, действующее в участке прокатываемого материала, входящем в выводимую прокатную клеть, во время разгрузки выводимой прокатной клети за счет отслеживания окружной скорости рабочих валков выводимой прокатной клети. В этом случае управляющее устройство предпочтительным образом учитывает отслеживание окружной скорости рабочих валков выводимой прокатной клети в по меньшей мере одной прокатной клети, расположенной за выводимой прокатной клетью и также прокатывающей прокатываемый материал.
В качестве альтернативы возможно, что управляющее устройство регулирует натяжение, действующее в участке прокатываемого материала, входящем в выводимую прокатную клеть, во время разгрузки выводимой прокатной клети, за счет отслеживания окружной скорости рабочих валков прокатной клети непрерывного прокатного стана, расположенной непосредственно перед выводимой прокатной клетью и также прокатывающей прокатываемый материал. В этом случае управляющее устройство предпочтительным образом учитывает отслеживание окружной скорости рабочих валков расположенной непосредственно перед выводимой прокатной клетью, также прокатывающей прокатываемый материал прокатной клети в по меньшей мере одной прокатной клети непрерывного прокатного стана, расположенной опосредованно перед выводимой прокатной клетью и также прокатывающей прокатываемый материал.
Плавное введение прокатной клети осуществляется по существу инверсно плавному выведению прокатной клети. Что касается плавного введения прокатной клети, не прокатывающей прокатываемый материал, в непрерывный прокатный стан во время прокатки прокатываемого материала, в соответствии с изобретением предусмотрено, что в течение прокатки прокатываемого материала осуществляются следующие действия:
- управляющее устройство непрерывного прокатного стана управляет вводимой прокатной клетью таким образом, что окружная скорость рабочих валков вводимой прокатной клети соответствует заданной скорости выпуска прокатываемого материала на месте вводимой прокатной клети, и управляет затем вводимой прокатной клетью таким образом, что рабочие валки устанавливаются на прокатываемый материал, но прокатываемый материал еще не прокатывается во вводимой прокатной клети,
- управляющее устройство управляет вводимой прокатной клетью после установки рабочих валков вводимой прокатной клети на прокатываемый материал таким образом, что вводимая прокатная клеть нагружается согласно определенному временному процессу нагружения, так что вводимая прокатная клеть в течение процесса нагружения прокатывает определенный участок прокатываемого материала,
- управляющее устройство управляет по меньшей мере одной другой из прокатных клетей непрерывного прокатного стана таким образом, что по меньшей мере одна другая прокатная клеть разгружается в определенном временном процессе разгрузки, причем процесс нагрузки вводимой прокатной клети и процесс разгрузки по меньшей мере одной другой прокатной клети согласованы друг с другом таким образом, что в течение процесса разгрузки по меньшей мере одна другая прокатная клеть прокатывает тот же самый участок прокатываемого материала, что и вводимая прокатная клеть в течение процесса нагрузки, и что конечные свойства прокатываемого материала остаются сохраненными,
- управляющее устройство управляет окружной скоростью рабочих валков вводимой прокатной клети, начиная с ее нагрузки, таким образом, что обусловленная посредством прокатки прокатываемого материала во вводимой прокатной клети скорость выпуска прокатываемого материала на месте вводимой прокатной клети в любое время соответствует заданной скорости выпуска.
И здесь применяется понятие «локальная одновременность». Понятие «локальная одновременность» следует понимать в том же смысле, что и при выводе прокатной клети из непрерывного прокатного стана. Аналогично выводу прокатной клети, также при вводе прокатной клети возможно, что по меньшей мере одна другая прокатная клеть расположена перед вводимой прокатной клетью. Однако также возможно, что по меньшей мере одна другая прокатная клеть расположена после вводимой прокатной клети.
В предпочтительном выполнении предусмотрено, что управляющее устройство для компенсации нагрузки вводимой прокатной клети разгружает единственную другую прокатную клеть. Аналогично разгрузке выводимой прокатной клети, данное свойство следует понимать в том смысле, что обжатие, которое возникает из-за нагрузки вводимой прокатной клети, приводит к соответствующему снижению обжатия единственной другой разгружаемой прокатной клети.
Особенно предпочтительным является, если управляющее устройство для компенсации нагрузки вводимой прокатной клети выводит по меньшей мере одну другую прокатную клеть из непрерывного прокатного стана.
Аналогично выводу прокатной клети, также при вводе прокатной клети является возможным, что управляющее устройство, для нагрузки вводимой прокатной клети, управляет очагом деформации вводимой прокатной клети посредством соответствующего задания отношения скорости относительно расположенной перед вводимой прокатной клетью, прокатывающей прокатываемый материал прокатной клети непрерывного прокатного стана, в соединении с регулированием натяжения, действующим на установку вводимой прокатной клети, для участка прокатываемого материала, входящего во вводимую прокатную клеть. Также в качестве альтернативы возможно, что управляющее устройство для нагрузки вводимой прокатной клети управляет очагом деформации вводимой прокатной клети с регулированием по положению или с регулированием по усилию.
Аналогично выводу прокатной клети, в случае регулирования по положению или по усилию возможно, что управляющее устройство регулирует натяжение, действующее на участке прокатываемого материала, входящем во вводимую прокатную клеть, во время нагрузки вводимой прокатной клети за счет отслеживания окружной скорости рабочих валков вводимой прокатной клети. В этом случае управляющее устройство предпочтительным образом учитывает отслеживание окружной скорости рабочих валков вводимой прокатной клети в по меньшей мере одной расположенной за вводимой прокатной клетью, прокатывающей прокатываемый материал прокатной клети непрерывного прокатного стана.
В качестве альтернативы возможно, что управляющее устройство регулирует натяжение, действующее на участке прокатываемого материала, входящем во вводимую прокатную клеть, во время нагрузки вводимой прокатной клети, за счет отслеживания окружной скорости рабочих валков расположенной непосредственно перед вводимой прокатной клетью, прокатывающей прокатываемый материал прокатной клети непрерывного прокатного стана. В этом случае управляющее устройство предпочтительным образом учитывает отслеживание окружной скорости рабочих валков расположенной непосредственно перед вводимой прокатной клетью, прокатывающей прокатываемый материал прокатной клети, в по меньшей мере одной также прокатывающей прокатываемый материал прокатной клети непрерывного прокатного стана, расположенной опосредованно перед вводимой прокатной клетью.
Соответствующая изобретению компьютерная программа содержит машинный код, выполнение которого посредством управляющего устройства обуславливает то, что управляющее устройство управляет непрерывным прокатным станом согласно способу функционирования, соответствующему изобретению. На носителе данных в машиночитаемой форме сохранена подобная компьютерная программа. Управляющее устройство непрерывного прокатного стана запрограммировано компьютерной программой, соответствующей изобретению. Непрерывный прокатный стан содержит подобное управляющее устройство.
Другие преимущества и детали поясняются в нижеследующем описании примеров выполнения со ссылками на чертежи, на которых представлено следующее:
Фиг.1 - схема непрерывного прокатного стана,
Фиг.2-6 - блок-схемы процесса,
Фиг.7-9 - возможные процессы разгрузки и процессы нагрузки,
Фиг.10-12 - возможные выполнения участка непрерывного прокатного стана по фиг.1.
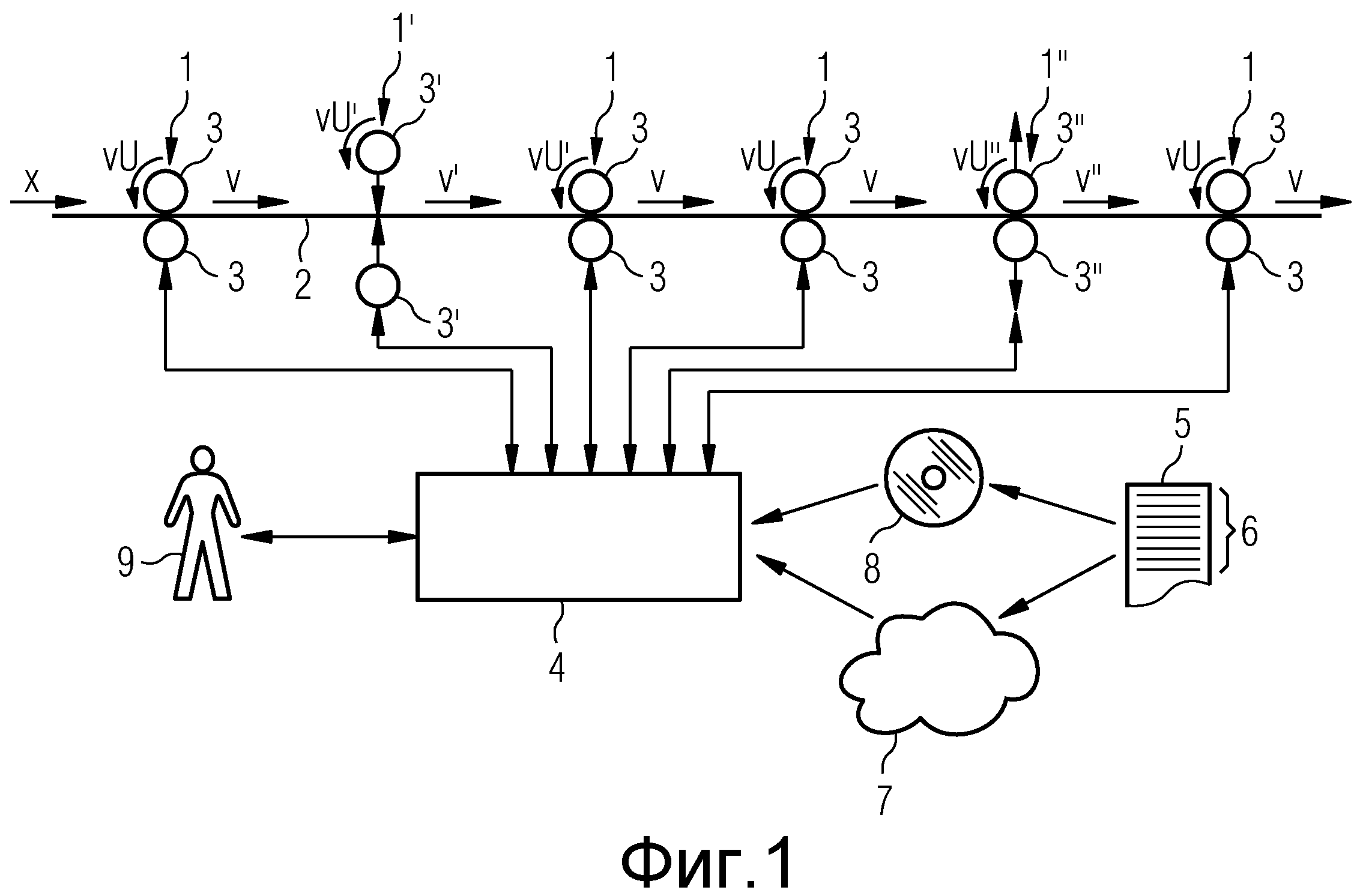
Согласно фиг.1, непрерывный прокатный стан имеет некоторое число прокатных клетей 1, 1', 1''. При этом показаны только рабочие валки 3, 3', 3'' прокатных клетей 1, 1', 1''. Прокатные клети 1, 1', 1'' могут, однако, иметь другие валки, например, опорные валки и промежуточные валки. Прокатываемый материал 2 проходит через непрерывный прокатный стан. Как правило, прокатываемый материал 2 выполнен в форме полосы, например, листа. Однако в принципе прокатываемый материал 2 может иметь другую форму поперечного сечения.
Прокатываемый материал 2 при прохождении непрерывного прокатного стана прокатывается последовательно в нескольких из прокатных клетей 1, 1', 1''. При этом, как правило, осуществляется холодная прокатка прокатываемого материала 2. Однако в принципе также возможная горячая прокатка прокатываемого материала 2. Ввиду прокатки прокатываемого материала 2, прокатываемый материал 2 при выходе из непрерывного прокатного стана имеет определенные свойства, например определенные конечные размеры и определенное качество поверхности (в частности, шероховатость поверхности). Конечные свойства прокатываемого материала 2 при этом отличаются от начальных свойств прокатываемого материала 2. Начальные свойства прокатываемого материала 2 являются свойствами, которые имеет прокатываемый материал 2 при вводе в непрерывный прокатный стан.
Возможно, что прокатываемый материал 2 прокатывается во всех прокатных клетях 1, 1', 1'' непрерывного прокатного стана. Однако согласно фиг.1, прокатная клеть 1' не входит в контакт. Рабочие валки 3' этой прокатной клети 1' находятся, таким образом, на некотором расстоянии от прокатываемого материала 2. Далее, в том числе, описывается, каким образом прокатная клеть 1' может плавно вводиться в течение функционирования непрерывного прокатного стана (то есть, когда прокатываемый материал 2 прокатывается в непрерывном прокатном стане) в непрерывный прокатный стан. Также описывается, каким образом прокатная клеть 1'', которая согласно фиг.1 находится в контакте, может плавно выводиться в течение функционирования непрерывного прокатного стана из непрерывного прокатного стана.
Согласно фиг.1, вводимой прокатной клетью 1' является вторая из шести прокатных клетей 1, 1', 1'' прокатного стана холодной прокатки. Выводимой прокатной клетью 1'' является пятая из прокатных клетей 1, 1', 1'' непрерывного прокатного стана. Это представление, однако, является лишь иллюстративным. Также возможно, что как в случае вводимой, так и в случае выводимой прокатной клети 1', 1'', речь идет о любой из прокатных клетей 1, 1', 1'' непрерывного прокатного стана, то есть о первой, второй, третьей и т.д. прокатной клети 1, 1', 1'' непрерывного прокатного стана. Также вводимая прокатная клеть 1', при рассмотрении по направлению х прокатываемого материала 2, в качестве альтернативы, может располагаться перед или после выводимой прокатной клети 1''. Наконец, непрерывный прокатный стан вместо шести прокатных клетей также может иметь больше или меньше прокатных клетей 1, 1', 1''.
Непрерывный прокатный стан содержит управляющее устройство 4, которое управляет прокатными клетями 1, 1', 1''. Управляющее устройство 4, таким образом, устанавливает, как функционирует непрерывный прокатный стан. Как правило, управляющее устройство 4 для этой цели обрабатывает компьютерную программу 5, которой управляющее устройство 4 запрограммировано.
Компьютерная программа 5 согласно фиг.1 содержит машинный код 6, который непосредственно исполняется управляющим устройством 4. Выполнение машинного кода 6 посредством управляющего устройства 4 обуславливает то, что управляющее устройство 4 управляет непрерывным прокатным станом согласно способу функционирования, который описан далее со ссылками на другие чертежи.
Компьютерная программа 5 может вводиться в управляющее устройство 4 различными способами. Например, является возможным компьютерную программу 5 вводить в управляющее устройство 4 через соединение 7 между компьютерами. Соединение 7 между компьютерами может представлять собой глобальную сеть (WWW) или локальную сеть (LAN). В качестве альтернативы, компьютерная программа 5 может водиться в управляющее устройство 4 посредством носителя 8 данных, на котором компьютерная программа 5 сохранена в машиночитаемой форме, чаще всего в цифровой форме. В качестве примера, на фиг.1 носитель 8 данных схематично представлен в форме CD-ROM. Однако носитель 8 данных может быть выполнен иначе, например, как USB-Memorystick или как SD-карта памяти.
В процессе функционирования управляющее устройство 4 управляет непрерывным прокатным станом согласно способу функционирования, который далее поясняется со ссылками на фиг.2.
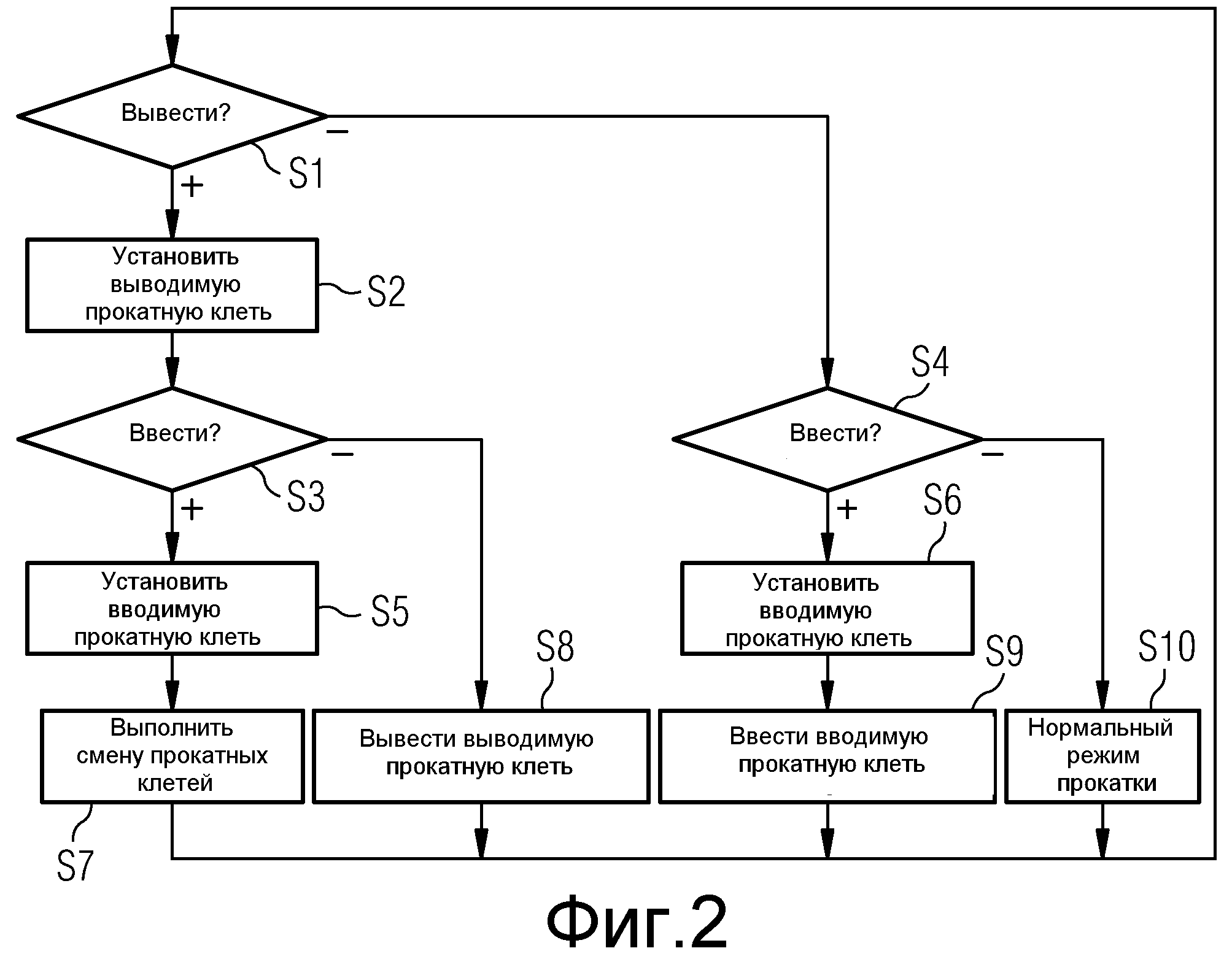
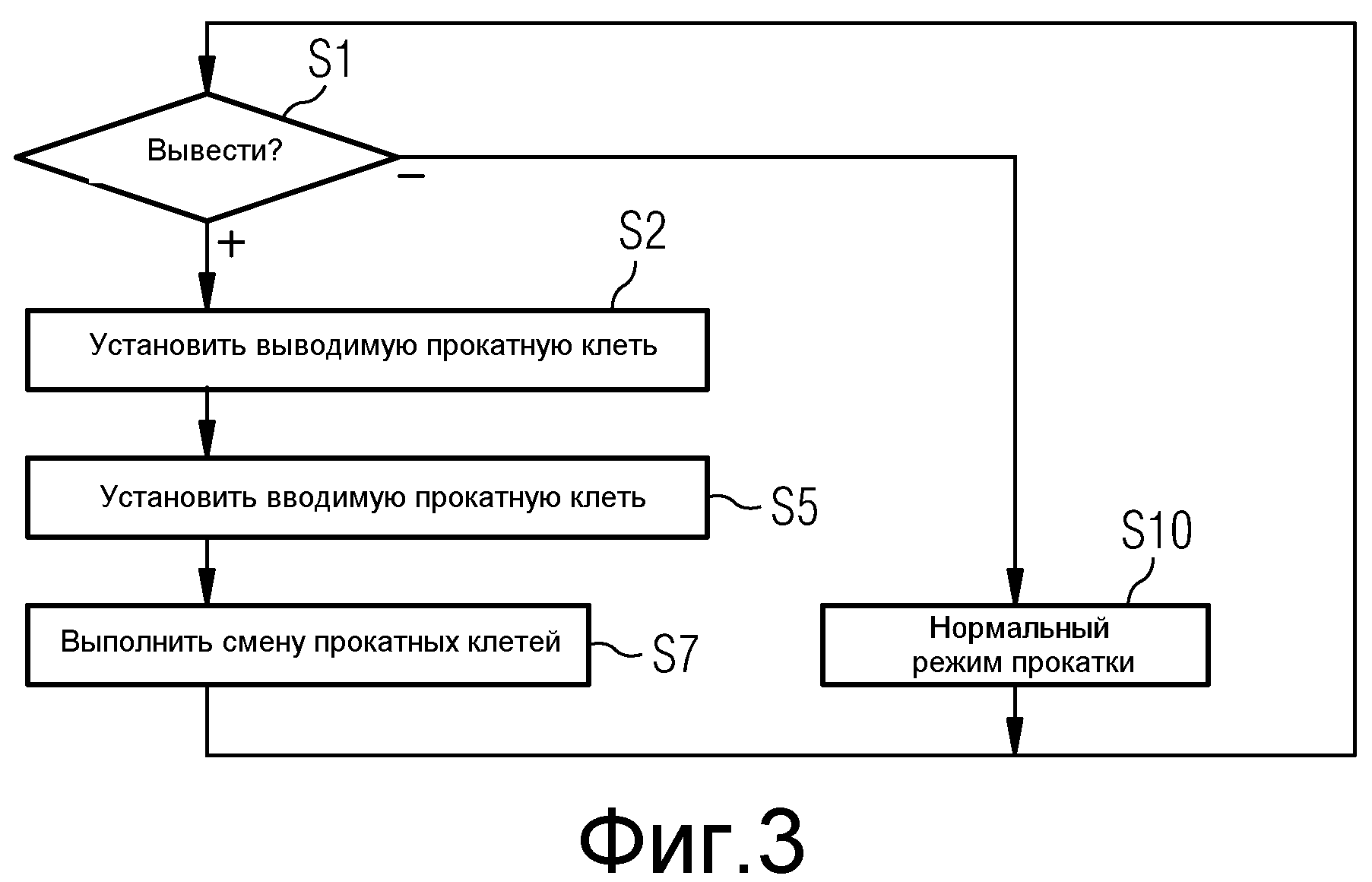
Согласно фиг.2, управляющее устройство 4 на этапе S1 проверяет, должна ли быть выведена одна из прокатных клетей 1, 1', 1''. Например, управляющее устройство 4 может с этой целью принять соответствующий ввод от оператора 9.
Аналогичным образом, управляющее устройство 4 на этапах S3 и S4 проверяет, должна ли быть введена одна из прокатных клетей 1, 1', 1'' в непрерывный прокатный стан. Если да, то управляющее устройство 4 на этапах S5 и S6 устанавливает, какая из прокатных клетей 1, 1', 1'' должна быть введена. И здесь вновь возможен соответствующий ввод оператора 9.
В зависимости от результата проверок на этапах S1, S3 и S4, затем выполняется один из этапов S7 - S10. На этапе S7 осуществляется смена прокатных клетей, то есть введение вводимой прокатной клети 1' и локально одновременное (см. определение выше) выведение выводимой прокатной клети 1''. На этапе S8 осуществляется выведение выводимой прокатной клети 1''. На этапе S9 осуществляется введение вводимой прокатной клети 1'. На этапе S10 осуществляется нормальный режим прокатки, как он является общеизвестным для непрерывного прокатного стана.
Является возможным, вместо способа по фиг.2 выполнить упрощенный способ, который поясняется ниже со ссылками на фиг.3. Существенное различие между способами действий по фиг.2 и фиг.3 состоит в том, что в случае способа действий по фиг.3, в противоположность способу действий по фиг.2, изолированное введение вводимой прокатной клети 1' и изолированное выведение выводимой прокатной клети 1'' не допускается, и постоянно выполняется смена прокатных клетей. Поэтому способ действий по фиг.3 содержит только этапы S1, S2, S5, S7 и S10 по фиг.2.
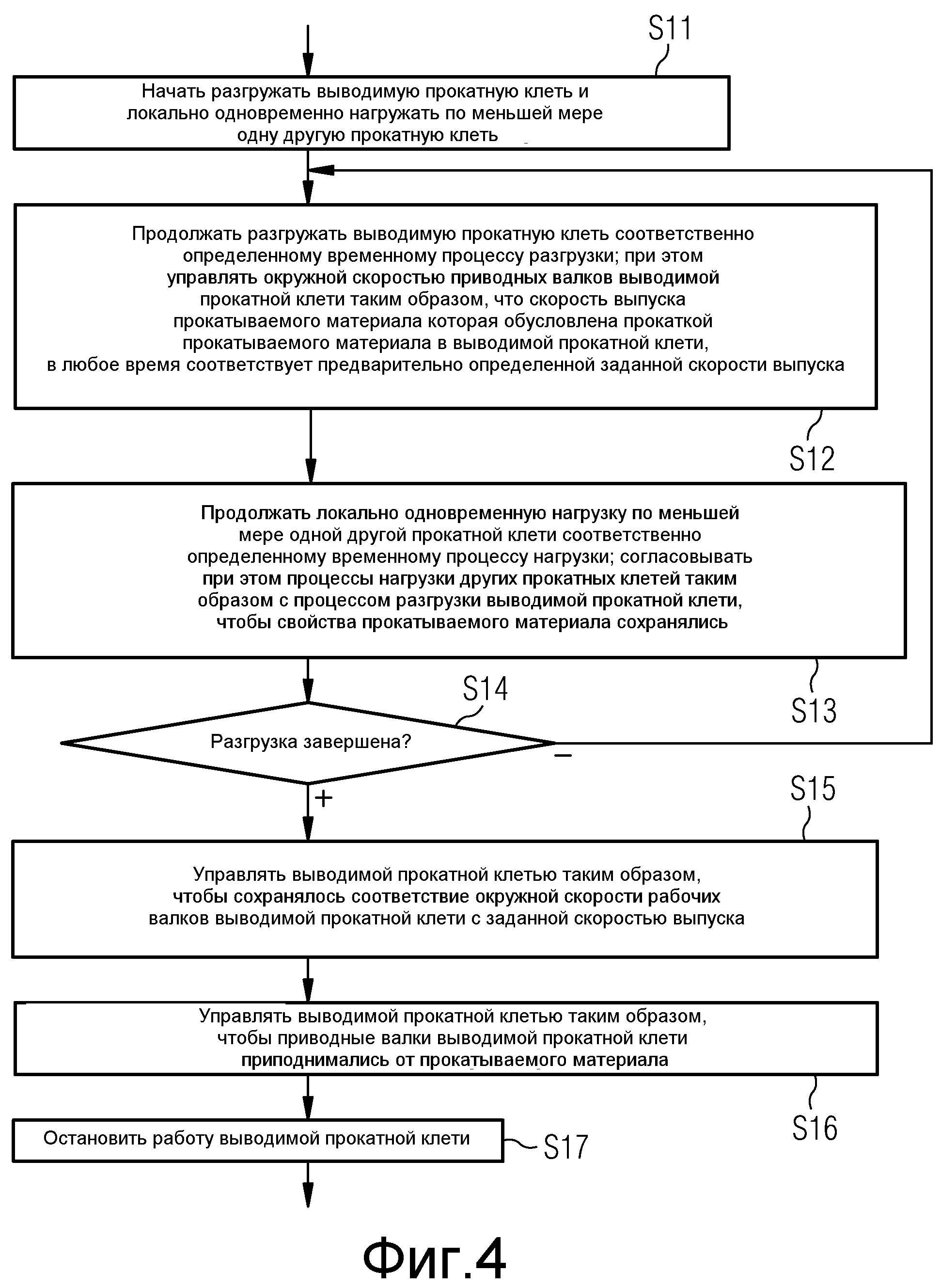
В рамках этапа S8, то есть для выведения выводимой прокатной клети 1'' без одновременного введения другой прокатной клети 1', согласно фиг.4, выполняется следующее:
На этапе S11 управляющее устройство 4 начинает разгружать выводимую прокатную клеть 1''. Локально одновременно управляющее устройство 4 на этапе S11 начинает нагружать по меньшей мере одну другую прокатную клеть 1, 1'. В этом случае, чтобы к моменту времени выполнения этапа S11 прокатная клеть 1' была ненагружена, при этом (теоретически) возможно, также в начале еще не нагруженную прокатную клеть 1' совместно нагрузить. Однако, как правило, нагружаются только другие, уже находящиеся в контакте и прокатывающие прокатываемый материал 2 прокатные клети 1.
На этапе S12 управляющее устройство 4 продолжает разгрузку выводимой прокатной клети 1'' соответственно определенному временному процессу разгрузки. При этом управляющее устройство 4 управляет окружной скоростью vU'' рабочих валков 3” выводимой прокатной клети 1'' таким образом, что скорость выпуска v'' прокатываемого материала 2, которая создается прокаткой прокатываемого материала 2 в выводимой прокатной клети 1'', в любое время соответствует предварительно определенной заданной скорости выпуска v''*. Заданная скорость выпуска v''* может при этом быть альтернативно постоянной по времени или переменной по времени. Управляющее устройство 4 учитывает в рамках определения требуемой окружной скорости vU'', в частности, изменение опережения, которое получается в выводимой прокатной клети 1'' за счет разгрузки выводимой прокатной клети 1''. Соответствующий способ действий также известен, например, из уже упомянутого выше US 2008/060403 А1.
Локально одновременно управляющее устройство 4 на этапе S13, соответственно определенному временному процессу нагрузки, продолжает нагрузку по меньшей мере одной другой прокатной клети 1, 1'. И при этом окружные скорости vU, vU' рабочих валков 3, 3' соответствующих прокатных клетей 1, 1' постоянно определяются соответственно изменяющемуся опережению в соответствующей прокатной клети 1, 1', так что соответствующие локальные скорости v, v' выпуска соответствуют соответствующим заданным скоростям v*, v'* выпуска.
Процессы нагрузки других прокатных клетей 1, 1' таким образом согласованы с процессом разгрузки выводимой прокатной клети 1'', что свойства прокатываемого материала 2 сохраняются. Поэтому разгрузка выводимой прокатной клети и нагрузка других прокатных клетей 1, 1' не имеет никакого влияния на качество производимого прокатываемого материала 2.
На этапе S14 управляющее устройство 4 проверяет, не завершилась ли уже разгрузка выводимой прокатной клети 1''. Если это не так, то управляющее устройство 4 возвращается к этапу S12, то есть продолжает разгрузку выводимой прокатной клети 1'' и соответствующую этому нагрузку по меньшей мере одной другой прокатной клети 1, 1'.
Если разгрузка выводимой прокатной клети 1'' завершена, то управляющее устройство 4 переходит к этапу S15. На этапе S15 управляющее устройство 4 управляет выводимой прокатной клетью 1'' таким образом, что сохраняется соответствие окружной скорости vU'' рабочих валков 3'' выводимой прокатной клети 1'' заданной скорости v''* выпуска. Затем управляющее устройство 4 управляет выводимой прокатной клетью 1'' таким образом, что рабочие валки 3'' выводимой прокатной клети 1'' приподнимаются от прокатываемого материала 2. После приподнимания рабочих валков 3'' выводимой прокатной клети 1'' управляющее устройство 4 на этапе S17 останавливает работу выводимой прокатной клети 1''.
В конце разгрузки выводимой прокатной клети 1'' натяжения ZA, ZB, которые возникают в прокатываемом материале 2 непосредственно перед и непосредственно после выводимой прокатной клети 1'', должны быть равными, так как в противном случае прокатываемый материал 2 скользил бы вдоль рабочих валков 3'' выводимой прокатной клети 1''. Поэтому натяжения ZA, ZB перед и непосредственно после выводимой прокатной клети 1'' должны сравниваться друг с другом. Сравнение может, альтернативно, выполняться в начале этапа S11, между этапами S11 и S12 или в рамках этапа S12. Соответствующий способ действий известен из уже упомянутого выше US 2008/060403 А1.
В рамках способа действий по фиг.4 возникающая дополнительная нагрузка, как правило, распределяется на несколько других прокатных клетей 1. Однако в отдельном случае возможно, что управляющее устройство 4 в рамках обработки способа по фиг.4 нагружает только одну другую прокатную клеть 1.
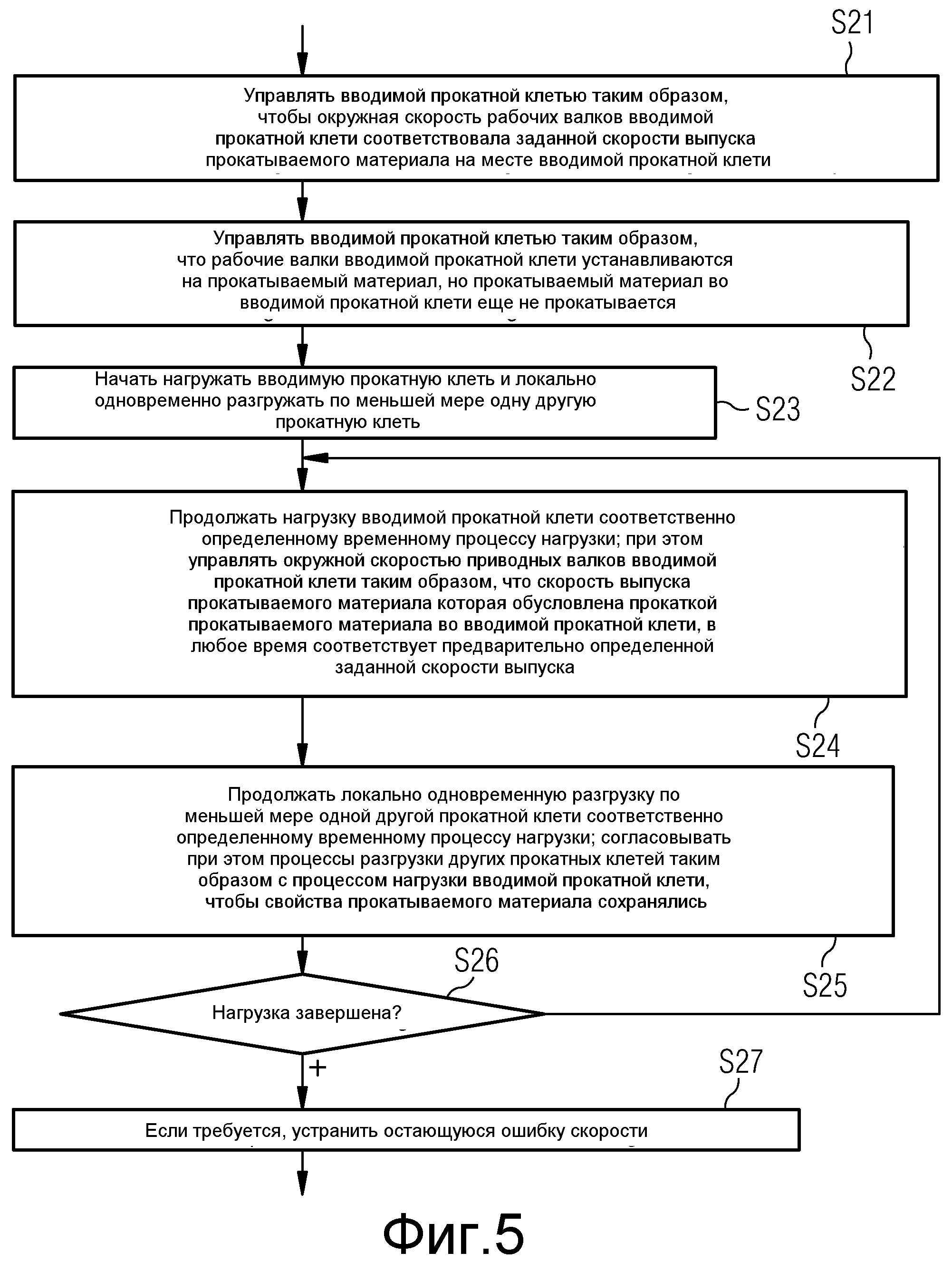
Для введения вводимой прокатной клети 1' без локально одновременного выведения другой прокатной клети 1'', то есть для реализации этапа S9 по фиг.2, в соответствии с фиг.5 осуществляется следующее:
Сначала управляющее устройство 4 управляет вводимой прокатной клетью 1' на этапе S21 таким образом, что окружная скорость vU' рабочих валков 3' вводимой прокатной клети 1' соответствует заданной скорости v'* выпуска прокатываемого материала 2 на месте вводимой прокатной клети 1'. Затем управляющее устройство 4 управляет вводимой прокатной клетью 1' на этапе S22 таким образом, что рабочие валки 3' вводимой прокатной клети 1' устанавливаются на прокатываемом материале 2, но прокатываемый материал 2 во вводимой прокатной клети 1' еще не прокатывается. Рабочие валки 3' вводимой прокатной клети 1' только обкатывают прокатываемый материал 2, но не выполняют прокатку прокатываемого материала 2 (то есть его деформацию).
На этапе S23 управляющее устройство 4 начинает нагружать вводимую прокатную клеть 1' в соответствии с определенным временным процессом. Локально одновременно с нагрузкой вводимой прокатной клети 1' управляющее устройство 4 начинает разгружать по меньшей мере одну другую прокатную клеть 1, 1'' непрерывного прокатного стана соответственно определенному временному процессу разгрузки. При этом процесс нагрузки вводимой прокатной клети 1' и процесс разгрузки по меньшей мере одной другой прокатной клети 1, 1'' согласованы друг с другом таким образом, что свойства прокатываемого материала 2 сохраняются.
На этапе S24 управляющее устройство 4 продолжает нагрузку вводимой прокатной клети 1' соответственно определенному временному процессу нагрузки. При этом управляющее устройство 4 управляет окружной скоростью vU' рабочих валков 3' вводимой прокатной клети 1' таким образом, что скорость v' выпуска прокатываемого материала 2 на месте вводимой прокатной клети 1' соответствует заданной скорости v'* выпуска. При этом заданная скорость v'* выпуска может, в качестве альтернативы, быть постоянной по времени или переменной по времени.
На этапе S25 управляющее устройство 4 - аналогично нагрузке вводимой прокатной клети 1' - продолжает разгрузку других прокатных клетей 1, 1''. Также при этом управляющее устройство 4 учитывает при определении окружных скоростей vU, vU'' рабочих валков 3, 3'' соответствующих прокатных клетей 1, 1'' опережения прокатываемого материала 2, изменяющиеся согласно соответствующей мгновенной разгрузке.
На этапе S26 управляющее устройство 4 проверяет, не нагружена ли уже полностью вводимая прокатная клеть 1'. Если нет, то управляющее устройство 4 возвращается к этапу S24, то есть продолжает процесс нагрузки вводимой прокатной клети 1' и соответствующий процесс разгрузки других прокатных клетей 1, 1''. В противном случае, введение вводимой прокатной клети 1' завершается. Однако если требуется, то на дополнительном этапе S27 может устраняться еще имеющаяся ошибка скорости.
Если локально одновременно с введением вводимой прокатной клети 1' никакая прокатная клеть 1'' не выводится, то, как правило, обусловленная разгрузка распределяется на несколько других прокатных клетей 1, 1''. В отдельных случаях, однако, возможно, что разгружается только одна единственная другая прокатная клеть 1, 1''.
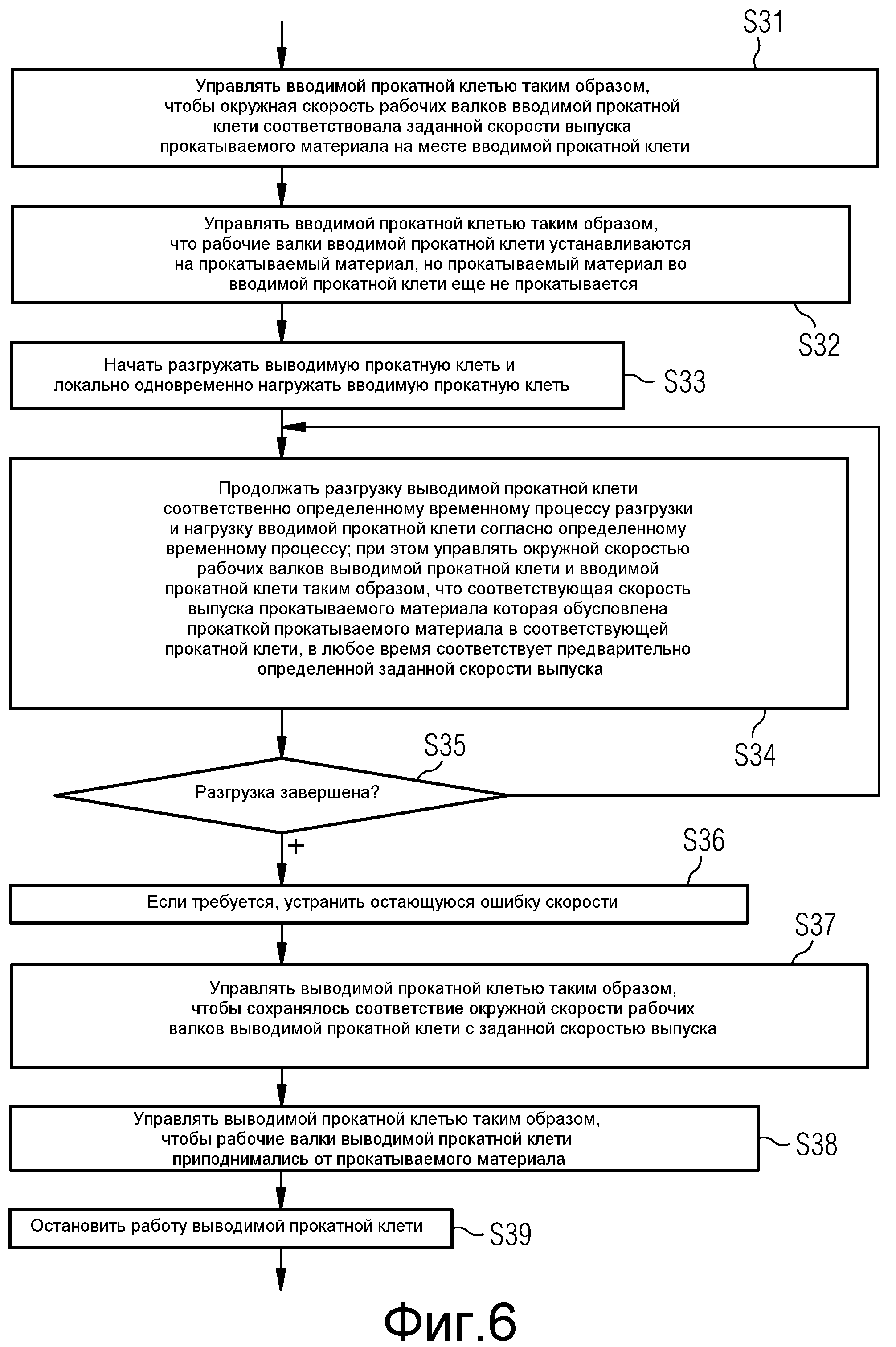
Для смены прокатных клетей, то есть для реализации этапа S7 по фиг.2 или фиг.3, выполняются действия, как описано ниже со ссылкой на фиг.6. При этом фиг.6 является комбинацией фиг.4 и фиг.5. Более детально:
Этапы S31 и S32 соответствуют этапам S21 и S22 по фиг.5. Этапы S33 и S34 соответствуют этапам S11 - S13 по фиг.4 или этапам S23 - S25 по фиг.5. Этап S35 соответствуют этапу S14 по фиг.4. Этап S36 соответствуют этапу S27 по фиг.5. Этапы S37 - S39 соответствуют этапам S15 - S17 по фиг.4.
Существенная разница между способом действий по фиг.4 и 5, с одной стороны, и по фиг.6, с другой стороны, состоит, таким образом, в том, что при способе действий по фиг.6 как вводимая прокатная клеть 1' вводится, так и выводимая прокатная клеть 1'' выводится, в то время как согласно фиг.4 и 5 осуществляется только одно из этих действий.
Как правило, при способе действий по фиг.6 существует соответствие 1:1 между введением вводимой прокатной клети 1' и выведением выводимой прокатной клети 1''. Однако в отдельных случаях возможно, что при выведении выводимой прокатной клети 1'', хотя, с одной стороны, вводится вводимая прокатная клеть 1', однако дополнительно нагружается по меньшей мере одна из прокатных клетей 1. Также, обратно, возможно, что при введении вводимой прокатной клети 1', дополнительно к выведению выводимой прокатной клети 1'', дополнительно разгружается одна из прокатных клетей 1.
Является возможным, что управляющее устройство 4 для разгрузки выводимой прокатной клети 1'' управляет очагом деформации выводимой прокатной клети 1'' регулированием по положению. В этом случае характеристика разгрузки выводимой прокатной клети 1'' согласно фиг.7 соответствует временной характеристике заданного значения р* очага деформации для выводимой прокатной клети 1'', которая как функция от времени t поднимается от начального значения соответственно предварительно определенной временной характеристике до конечного значения. При начальном значении рабочие валки 3'' выводимой прокатной клети 1'' прокатывают прокатываемый материал 2. При конечном значении рабочие валки 3'' выводимой прокатной клети 1'' уже не выполняют прокатку прокатываемого материала 2, а еще катятся на прокатываемом материале 2.
Аналогичным образом, возможно, что управляющее устройство 4 для нагрузки вводимой прокатной клети 1' управляет очагом деформации вводимой прокатной клети 1' регулированием по положению. В этом случае процесс нагрузки вводимой прокатной клети 1' протекает по существу инверсно процессу разгрузки выводимой прокатной клети 1''.
Начальное значение и конечное значение заданного значения р* очага деформации могут быть специфическими для прокатной клети. В частности, значение, при котором рабочие валки 3, 3'' еще катятся, зависит от толщины прокатываемого материала 2 на месте соответствующей прокатной клети 1', 1''. Значение, при котором прокатываемый материал 2 активно прокатывается, то есть происходит деформация прокатываемого материала 2, может зависеть от таблицы прокатки.
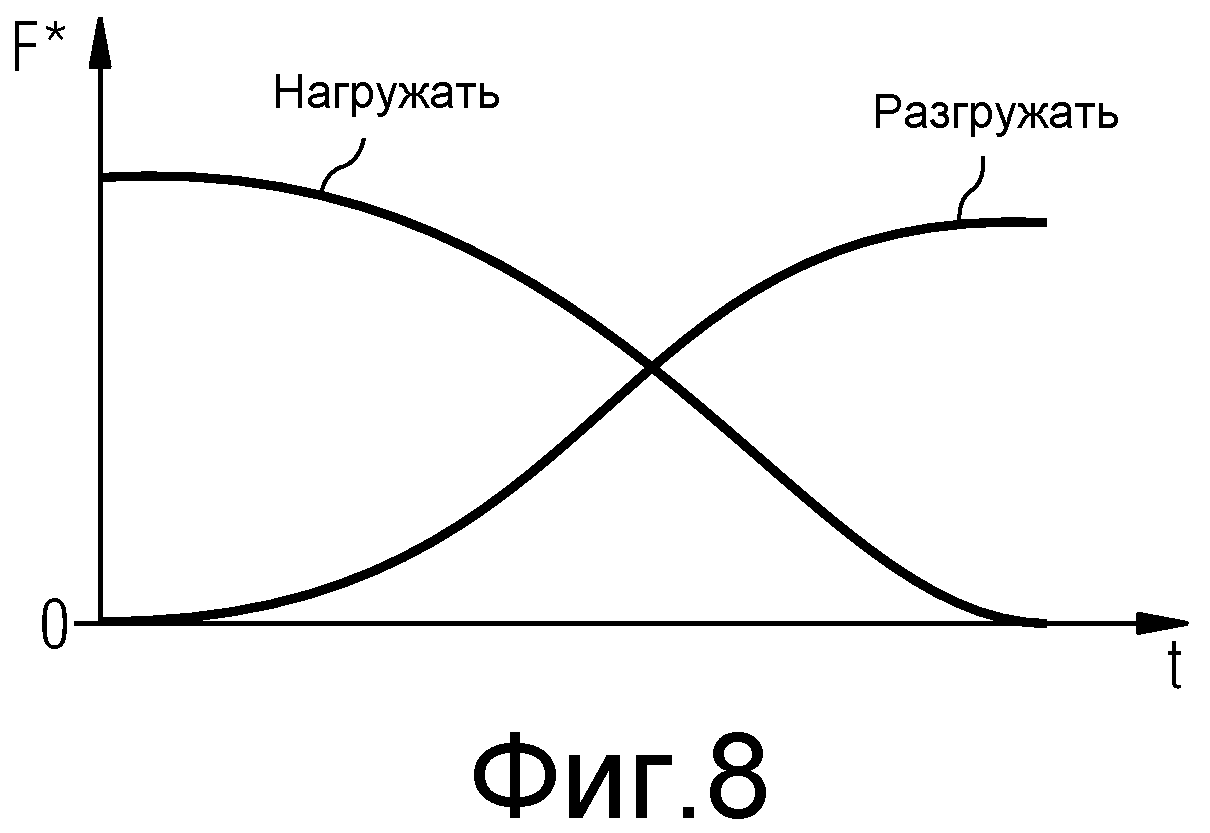
Альтернативно к регулированию положения, также возможно, что управляющее устройство 4 для разгрузки выводимой прокатной клети 1'' управляет очагом деформации выводимой прокатной клети 1'' с регулированием по усилию. В этом случае заданное усилие F* прокатки, с которым выводимая прокатная клеть 1'' прокатывает прокатываемый материал 2, согласно фиг.8 снижается в соответствии с определенной временной характеристикой от относительно высокого начального значения до относительно низкого конечного значения (нуль или близкое к нулю). При высоком значении осуществляется активная прокатка (деформация) прокатываемого материала 2. При низком значении не происходит никакая пластическая деформация прокатываемого материала 2.
Аналогичным способом, управляющее устройство 4 для нагрузки вводимой прокатной клети 1' может управлять очагом деформации вводимой прокатной клети 1' с регулированием по усилию. Временная характеристика нагрузки согласно фиг.8 по существу является инверсной характеристике разгрузки выводимой прокатной клети 1''.
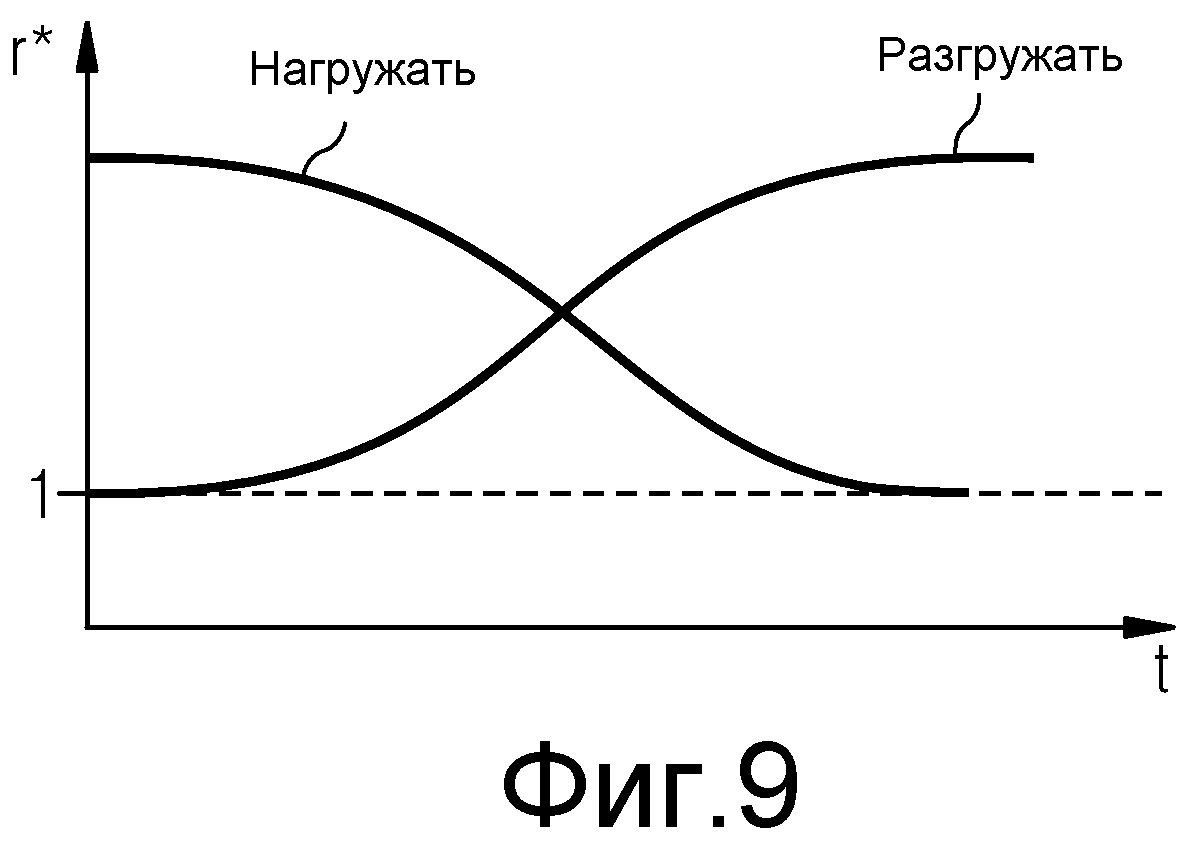
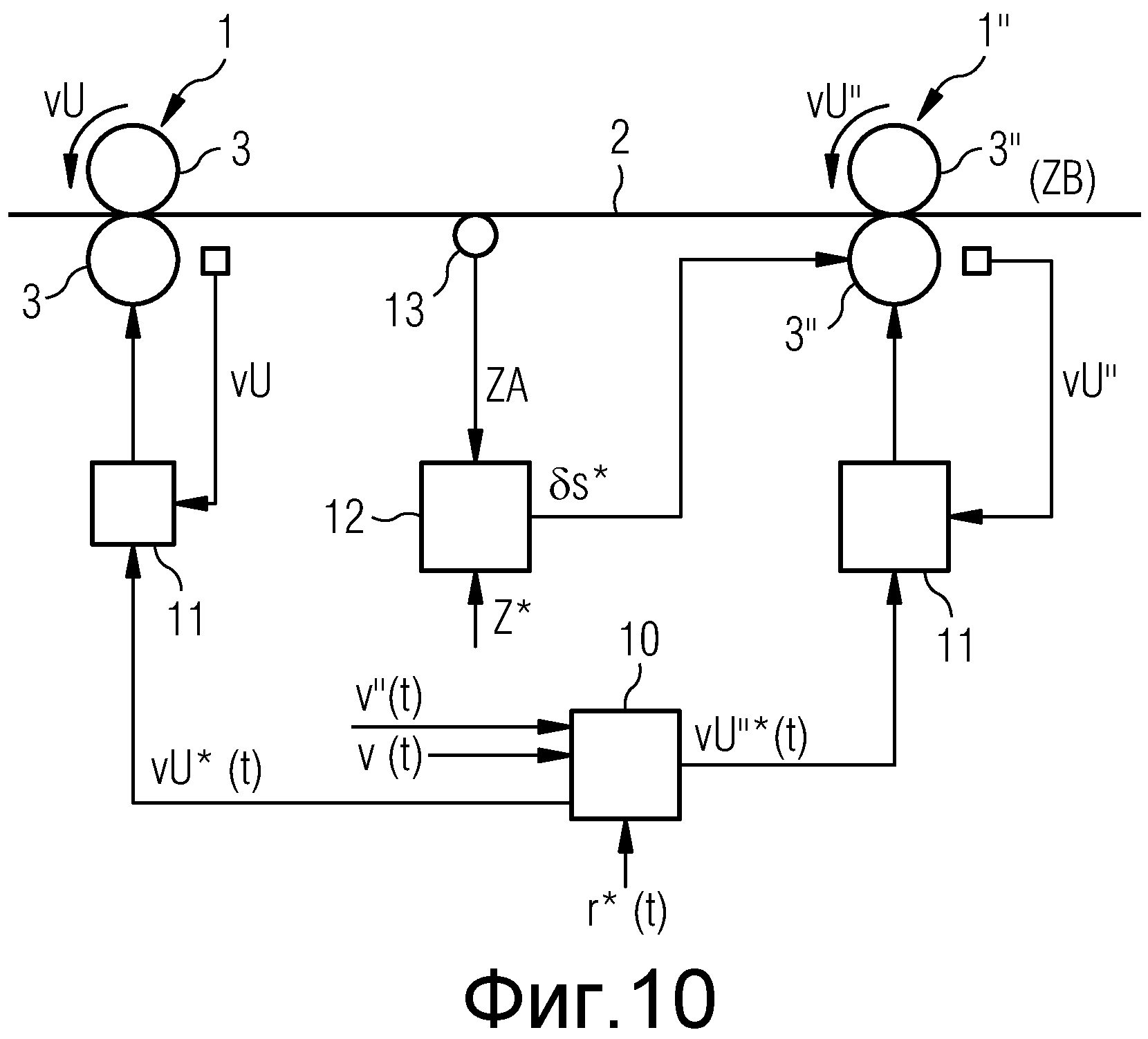
Вновь в качестве альтернативы, в соответствии с фиг.9 и 10 является возможным, что управляющее устройство 4 для разгрузки выводимой прокатной клети 1'' управляет очагом деформации выводимой прокатной клети 1'' посредством соответствующего задания отношения r* скорости относительно прокатной клети 1. При этом соответствующая прокатная клеть 1 расположена перед выводимой прокатной клетью 1'' и также прокатывает прокатываемый материал 2. При этом речь не идет о еще подлежащей введению прокатной клети 1'. В этом случае управляющее устройство 4, согласно фиг.10, реализует управляющий блок, которому задаются, с одной стороны, отношение r* скорости как функция времени t, а с другой стороны (измеренные или моделированные) скорости v, v'' выпуска расположенной впереди прокатной клети 1 и выводимой прокатной клети 1''. В управляющем блоке 10 на основе отношения r* скорости и скоростей v, v'' выпуска определятся заданная окружная скорость vU* для рабочих валков расположенной впереди прокатной клети 1 и/или заданная окружная скорость vU''* для рабочих валков 3'' выводимой прокатной клети 1'' таким образом, что отношение скоростей v, v'' выпуска становится равным отношению r* скорости. Заданные окружные скорости vU, vU''* устанавливаются - непосредственно или, например, посредством регуляторов 11 скорости - соответствующим образом. Альтернативно скоростям v, v'' выпуска, могут также привлекаться соответствующие заданные скорости v*, v''* выпуска.
В рамках способа действий по фиг.10 дополнительно должно регулироваться натяжение ZA перед выводимой прокатной клетью 1'' на предварительно определенное номинальное натяжение Z*. Это осуществляется за счет того, что управляющее устройство 4 реализует регулятор 12 натяжения, который посредством соответствующего корректирующего сигнала δs* воздействует на установку выводимой прокатной клети 1”. Определение натяжения ZA осуществляется при этом посредством соответствующего элемента 13 определения.
Для разгрузки выводимой прокатной клети 1'' отношение r* скорости согласно фиг.9, в соответствии с определенной временной характеристикой, понижается от значения, приближенно равного единице, до значения, равного единице. В связи с регулированием натяжения, которое воздействует на установку выводимой прокатной клети 1'', в этом случае сама получается некоторая степень деформации. Соответствующий способ действий известен специалисту в холодной прокатке полос.
Аналогичным образом, может осуществляться введение вводимой прокатной клети 1'. Только временная характеристика отношения r* скорости должна согласно фиг.9 соответствующим образом инвертироваться.
Как правило, вводимая прокатная клеть 1' и выводимая прокатная клеть 1'' должны вводиться или выводиться одинаковым образом, то есть либо обе регулируются по положению, либо обе регулируются по усилию, либо обе регулируются по отношению r* скорости. Однако теоретически возможно регулировать вводимую прокатную клеть 1' и выводимую прокатную клеть 1'' отличающимся друг от друга способом. Однако согласование в деталях в этом случае реализуется более сложным способом.
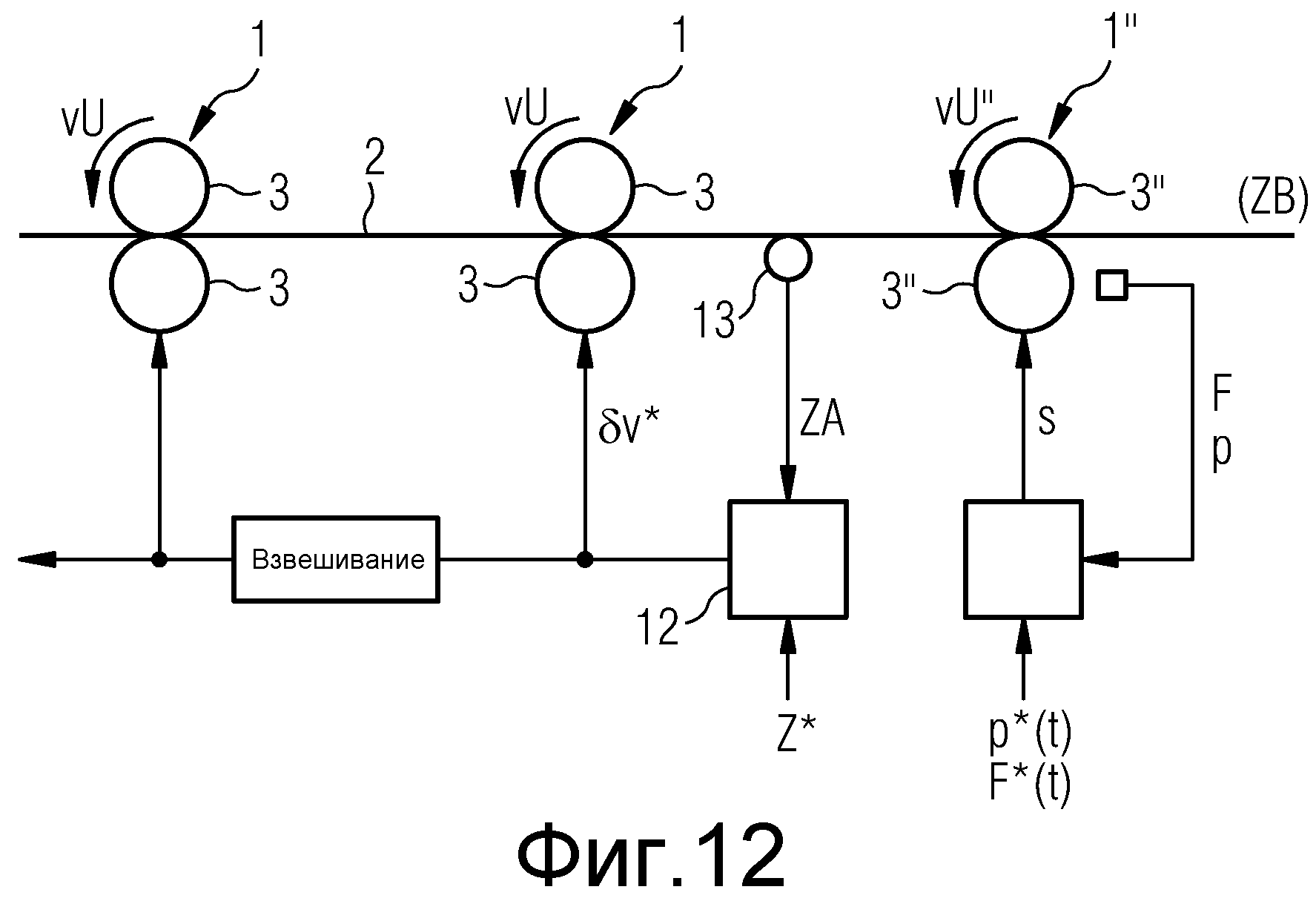
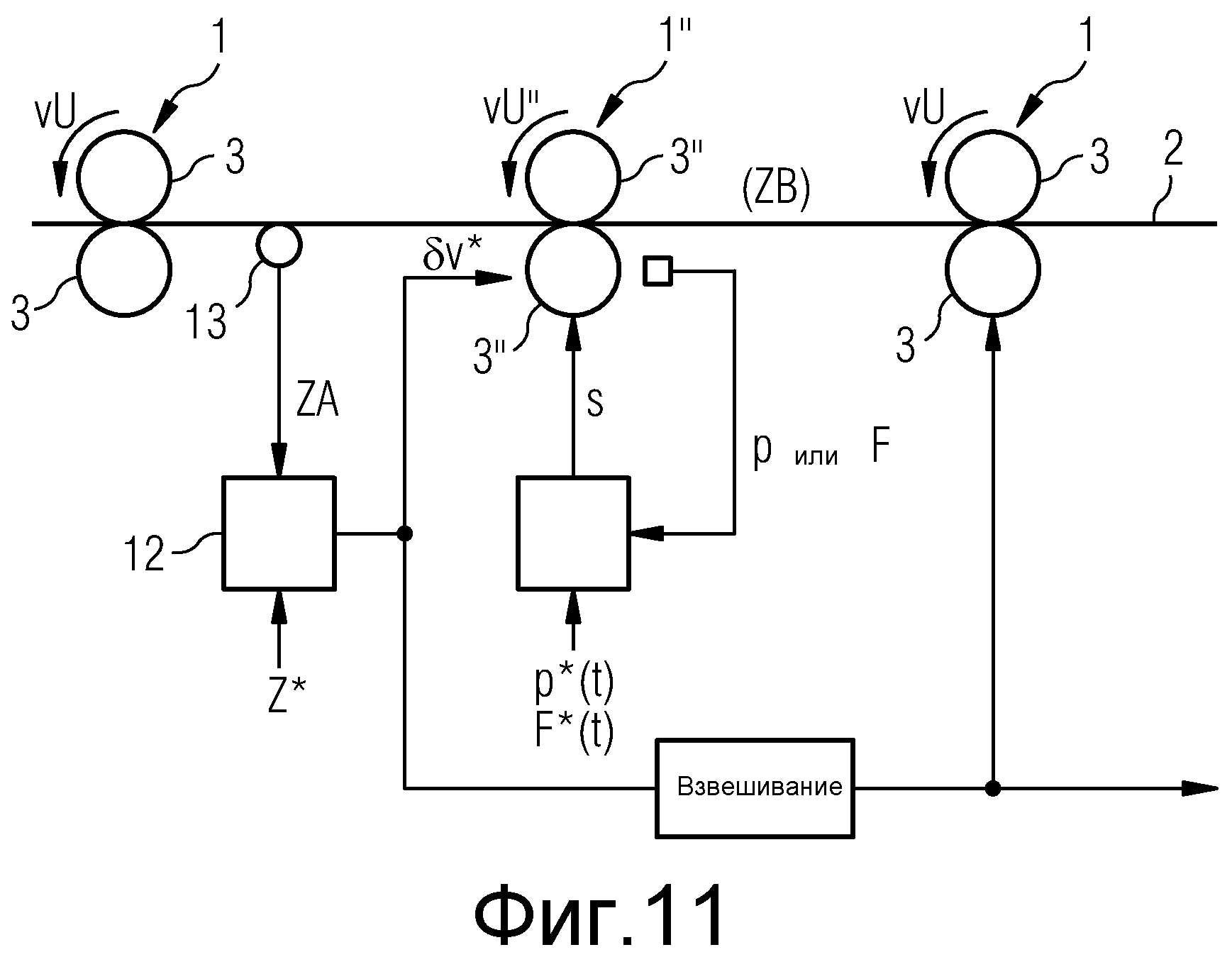
Также если разгрузка выводимой прокатной клети 1'' или введение вводимой прокатной клети 1' осуществляется регулированием по положению или усилию, то натяжение ZA на расположенном непосредственно перед прокатной клетью 1', 1'' участке прокатываемого материала 2 должно регулироваться. Предпочтительным образом это осуществляется тем, что к скорости прокатки подключается корректирующее значение δv*. Корректирующее значение δv* может согласно фиг.11 подключаться тем, что управляющее устройство 4 регулирует окружную скорость vU', vU'' вводимой прокатной клети 1' или выводимой прокатной клети 1''. В этом случае управляющее устройство 4 учитывает отслеживание окружной скорости vU', vU'' рабочих валков 3', 3'' вводимой прокатной клети 1' или выводимой прокатной клети 1'' в по меньшей мере одной прокатной клети, которая также прокатывает прокатываемый материал 2, но по отношению к которой вводимая прокатная клеть 1' или выводимая прокатная клеть 1'' расположена позади.
В качестве альтернативы возможно, что управляющее устройство 4 регулирует натяжение ZA во входящем в соответствующую прокатную клеть 1', 1'' прокатываемом материале 2 тем, что оно посредством корректирующего значения δv* отслеживает окружную скорость vU рабочих валков также прокатывающей прокатываемый материал 2 прокатной клети 1, расположенной непосредственно перед соответствующей прокатной клетью 1', 1'', и таким образом корректирует ее окружную скорость vU. В этом случае управляющее устройство 4 учитывает отслеживание окружной скорости vU рабочих валков 3 непосредственно впереди расположенной прокатной клети 1 в по меньшей мере одной другой прокатываемой клети 1, в которой прокатываемый материал 2 также прокатывается, причем, однако, последняя упомянутая прокатная клеть 1 по отношению к вводимой или выводимой прокатной клети 1', 1'' расположена впереди лишь опосредованным образом.
Предложенное изобретение имеет множество преимуществ. В частности, возможно введение и выведение прокатной клети 1, 1', 1'' при текущем функционировании непрерывного прокатного стана. Поэтому желательная высокая работоспособность непрерывного прокатного стана сохраняется, несмотря на введение и выведение. Несмотря на это при введении и выведении не возникают дефекты прокатки. Желательные конечные размеры и свойства поверхности сохраняются. Не производится никаких отходов.
Вышеприведенное описание служит исключительно пояснению заявленного изобретения. Объем защиты предложенного изобретения должен определяться исключительно приложенной формулой изобретения.

Способ и устройство для безопасной передачи данных
Транспортное средство с установкой водоснабжения и охлаждения
Турбинный аэродинамический профиль
Система управления
Рельсовое транспортное средство, снабженное устройством защиты от травмирования дверями
Дисковое тормозное устройство для рельсовых транспортных средств
Выдвижная подножка для рельсового транспортного средства
Гибкая транспортировочная упаковка
Приводной механизм для электрических коммутационных приборов с тремя отдельными положениями
Способ и устройство для контроля целостности поезда
Адаптивная активная катодная защита
Система и способ для заблаговременного распознавания повреждения в подшипнике
Способ и система для быстрого переключения резервного источника питания в множественном источнике питания
Регулировка воздушного зазора в гидравлической тормозной системе
Способ подсоединения по меньшей мере двух электрических кабелей, а также соединительное устройство, конструктивный узел, электрическая машина и соответствующее транспортное средство
Ускоритель и способ управления ускорителем
Тормозная система с интеллектуальным исполнительным механизмом для торможения рельсового транспортного средства
Высоковольтный источник постоянного напряжения и ускоритель частиц
Рельсовое транспортное средство, снабженное кожухом фронтального сцепного устройства
Камера сгорания в сборе

