Результат интеллектуальной деятельности: АГРЕГАТ ДЛЯ АВТОМАТИЗИРОВАННОГО ВЫПОЛНЕНИЯ ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫХ ОПЕРАЦИЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области обувного производства, а именно к автоматизации подготовительно-раскройного производства для повышения производительности и качества проведения операций, сокращения численности операторов, для реализации этапа комплексной автоматизации обувного производства.
Уровень техники
Наиболее близким по технической сущности является выбранный за прототип набор технических решений, объединенный технологическим процессом выполнения подготовительно-раскройных операций.
Литературный источник: Производство обуви (введение в специальность): Учеб. пособие (С.П. Александров и др.). Российский заочный институт текстильной и легкой промышленности. М.: 2009. - 376 с.
Прототип состоит из отдельных видов оборудования, выполняющих определенную последовательность операции, причем полуфабрикат от машины к машине передается вручную и ряд операций выполняется машинно-ручным способом.
Виды применяемого оборудования: дигитайзер, ЭВМ с программным обеспечением, графический дисплей, раскройная машина, двоильно-ленточная машина для выравнивания деталей.
На дигитайзере с большой площадью планшета не менее формата А1 оператор, уложив кожу на рабочий стол, вручную производит оцифровку контура кожи с помощью специального пера или мышкой, при этом оператор, опираясь на знание дефектов кожи, опять же вручную обходит специальным пером или мышкой дефектные участки, а также фиксирует базовые метки для позиционирования кожи. Полученная информация передается в программное устройство ЭВМ, которая трансформирует ее в виртуальное изображение на графическом дисплее. Для заданного набора деталей, предварительно введенного в цифровой форме в ЭВМ и используя специальное программное обеспечение, оператор производит раскладку деталей на виртуальном изображении кожи, обходя дефектные участки. Ввиду того, что каждая кожа имеет свою индивидуальную конфигурацию и дефекты, раскладка деталей производится с участием оператора. Затем другой оператор переложит кожу с планшета дигитайзера на рабочий стол раскройной машины, позиционирует кожу по базисным точкам и проецирует на кожу, в виде световых линий полученную ранее виртуальную раскладку деталей для окончательного контроля и в случае необходимости проведения корректировки. От ЭВМ подаются функциональные команды движения на координатное устройство и включение/выключение виброножа. Производится процесс раскроя кожи на заданные типы и размеры деталей. Далее оператор вручную собирает и комплектует вырезанные детали и передает их на двоильно-ленточную машину для поштучного выравнивания их по толщине. Затем вновь производится сбор и комплектация выровненных деталей для передачи их на последующие операции.
Таким образом, в прототипе производится две операции позиционирования на планшете дигитайзера и на рабочем столе раскройной машины; две операции ручной сбор и комплектация деталей после раскроя и выравнивания по толщине деталей; обнаружение дефектов и дигитализация контура производится вручную световым пером или мышкой, выравнивание деталей осуществляется поштучно низкопроизводительным последовательным способом.
Причины, препятствующие получению требуемого результата
Прототип имеет ряд принципиальных недостатков, таких, как:
- ряд операций дублируется - это позиционирование на планшете дигитайзера и на рабочем столе раскройной машины; сбор и комплектация деталей после вырезания деталей на раскройной машине и после операции выравнивания по толщине на узкопроходной двоильно-ленточной машине;
- ряд операций или их значительная часть выполняется вручную - это дигитализация, сбор и комплектация деталей;
- операция поштучное выравнивание по толщине выполняется малопроизводительным последовательным способом;
- не используются в достаточной мере современные средства автоматизации и робототехники - это оптическое распознавание дефектов, сбор и адресное складирование деталей.
Раскрытие изобретения
Сущность изобретения
Изобретение направлено на решение задачи повышения производительности и качества выполняемого подготовительно-раскройного производства обуви за счет автоматизации операций распознавания дефектов кожи, определения их геометрических параметров, сбора и раскладки выкроенных деталей; за счет применения прогрессивного параллельно-последовательного метода на операциях двоения кожи и определение геометрических параметров кожи и распознавания и локализации дефектов, за счет однократного позиционирования кожи на рабочей платформе.
Существенным отличием предлагаемого изобретения является то, что с помощью двоильно-ленточной машины, имеющей широкий проход и установленный в начале цикла подготовительно-раскройного процесса, осуществляется выравнивание всей кожи по толщине, что позволяет повысить производительность. Другим существенным отличием является примененная система транспортирования изделия на рабочих платформах, имеющих собственный привод и подключение к гибким вакуумным трубкам. На рабочей платформе укладывается кожа, прошедшая операцию выравнивание по толщине, имеются для позиционирования кожи базовые линии, нанесенные на верхнюю поверхность рабочей платформы и гибкие вакуумные трубки для фиксированного прижима кожи к рабочей платформе.
Рабочая платформа с изделием, перемещающаяся при прямом ходе от одной позиции обработки к другой, имеет установленный шаг движения от собственного привода и дополнительную фиксацию в требуемом положении, например, с помощью фотодиодов. Возврат рабочих платформ в исходное положение осуществляется по нижней ветке рельсов, куда они попадают с верхней ветки рельсов, с помощью двух пневмомеханизмов раздвижения рельсов и двух подъемников. Существенным отличием является соединенные световой сенсор и видеокамера, приводимые в движение координатным устройством, что обеспечивает одновременное поступление информации о геометрии кожи и ее дефектах в центральную ЭВМ.
На последней позиции агрегата для автоматизированного выполнения подготовительно-раскройных операций, куда поступает на рабочей платформе кожа, раскроенная на детали с отключенным вакуумным прижимом, имеется промышленный робот, который по командам от центральной ЭВМ производит сбор и раскладку выкроенных деталей по магазинам-накопителям.
В заключение данного раздела приведем основные его положения:
- агрегат для автоматизированного проведения подготовительно-раскройных операций, содержит следующие составляющие: двоильно-ленточную машину широкопроходную, координатное устройство со световым сенсором для определения геометрических параметров кожи, спаренным с видеокамерой для обнаружения дефектов кожи и их локализации, раскройный автомат, имеющий координатное устройство с виброножом, промышленный робот для сбора и раскладки деталей по магазинам-накопителям, объединенные единой транспортной системой и управляемые центральной ЭВМ;
- транспортная система содержит рабочие платформы с фиксирующими кожу гибкими вакуумными трубками, собственными приводами, контролирующими положение фотодиодами, рельсовый путь с верхней и нижней ветками, причем начальная и конечная части верхней ветки оснащены раздвигающими пневмомеханизмами, а также подъемники платформ;
- агрегат включает в себя или связан с центральной ЭВМ, которая оснащена программным обеспечением, перерабатывающим информацию от датчиков агрегата в команды для раскройного автомата, промышленного робота и транспортной системы агрегата.
Технический результат
Использование предлагаемого изобретения позволит повысить производительность при выполнении подготовительно-раскройных операций по дигитализации контура кожи, установления и локализации дефектов, сбора и комплектации деталей, устранения дублирующихся операций, таких как: позиционирование кожи, сбора и комплектации деталей; применение более прогрессивного способа обработки - выравнивание по толщине всей кожи взамен используемого в прототипе низкопроизводительного способа -поштучное выравнивание по толщине деталей.
Кроме того, современный уровень техники позволяет заменить приведенные ручные операции автоматизированными и, следовательно, выполнять их более точно, что обеспечивает повышение качества реализации операций.
Составляющие предлагаемого агрегата связаны единой системой транспортирования и управления с четко разделяемыми информационными и силовыми потоками.
Транспортная система предлагаемого агрегата, состоящая из самодвижущихся рабочих платформ, рельсового пути, имеющего верхнюю и нижнюю ветки, подъемно-опускающих механизмов (подъемников) и пневмоприводов, раздвигающих рельсы в начале и в конце верхней ветки, обеспечивают четко-фиксируемое движение рабочих платформ с позиционированной кожей от одной машины к другой и возврат рабочих платформ от последней операции к исходной.
В предлагаемом агрегате операции дигитализации контура кожи, базовых точек, измерение площади кожи, а также определение дефектов кожи, их размеров и места локализации выполняются автоматически, используя прогрессивный параллельно-последовательный способ.
Перечень чертежей
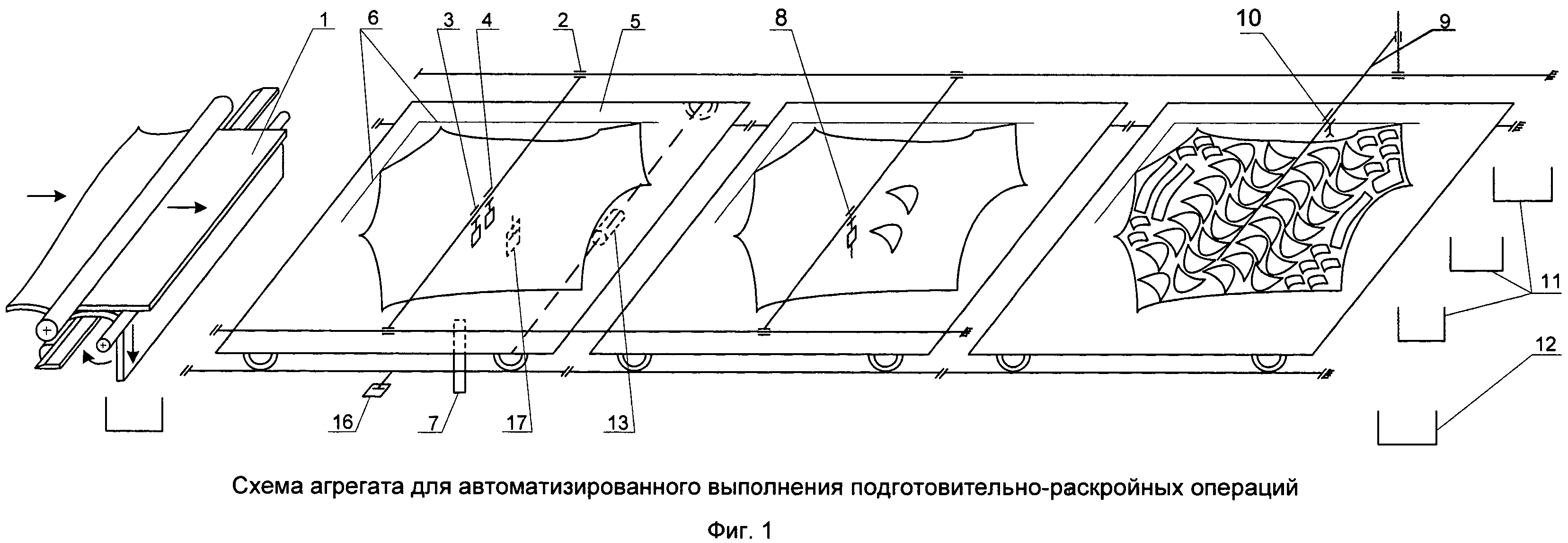
На фиг.1 изображена схема агрегата для подготовительно-раскройных операций, включающая двоильно-ленточную машину, устройства для определения геометрических параметров кожи и ее дефектов, раскройное устройство, промышленного робота, транспортной системы, магазинов-накопителей и бункеров.
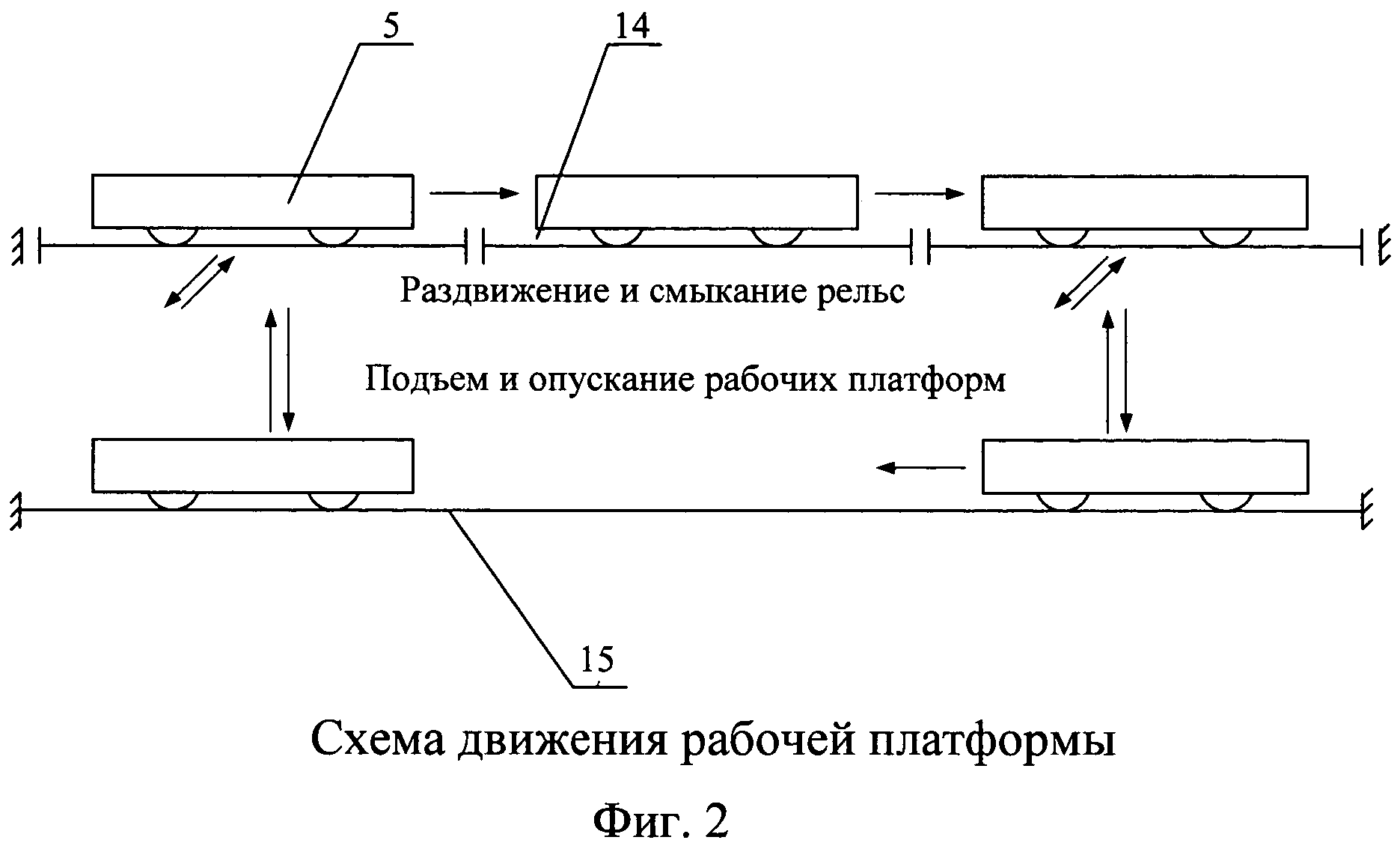
На фиг.2 показана схема системы транспортирования рабочих платформ, их направления прямого и обратного движения, подъема и опускания, а также направления раздвижения рельсов.
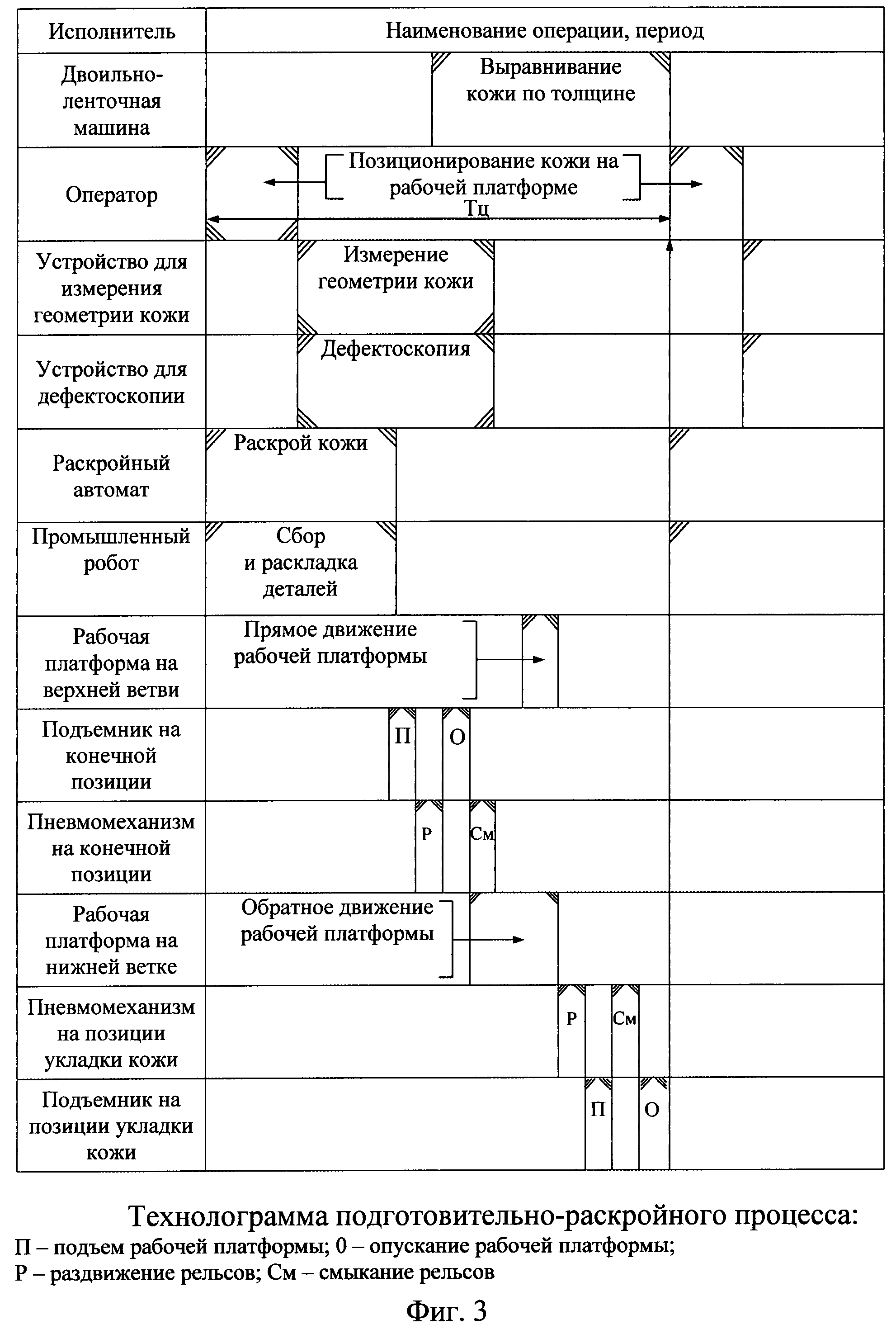
На фиг.3 показана технолограмма выполнения операций автоматизированного подготовительно-раскройного производства, приведен перечень исполнительных устройств, длительность операций и период цикла.
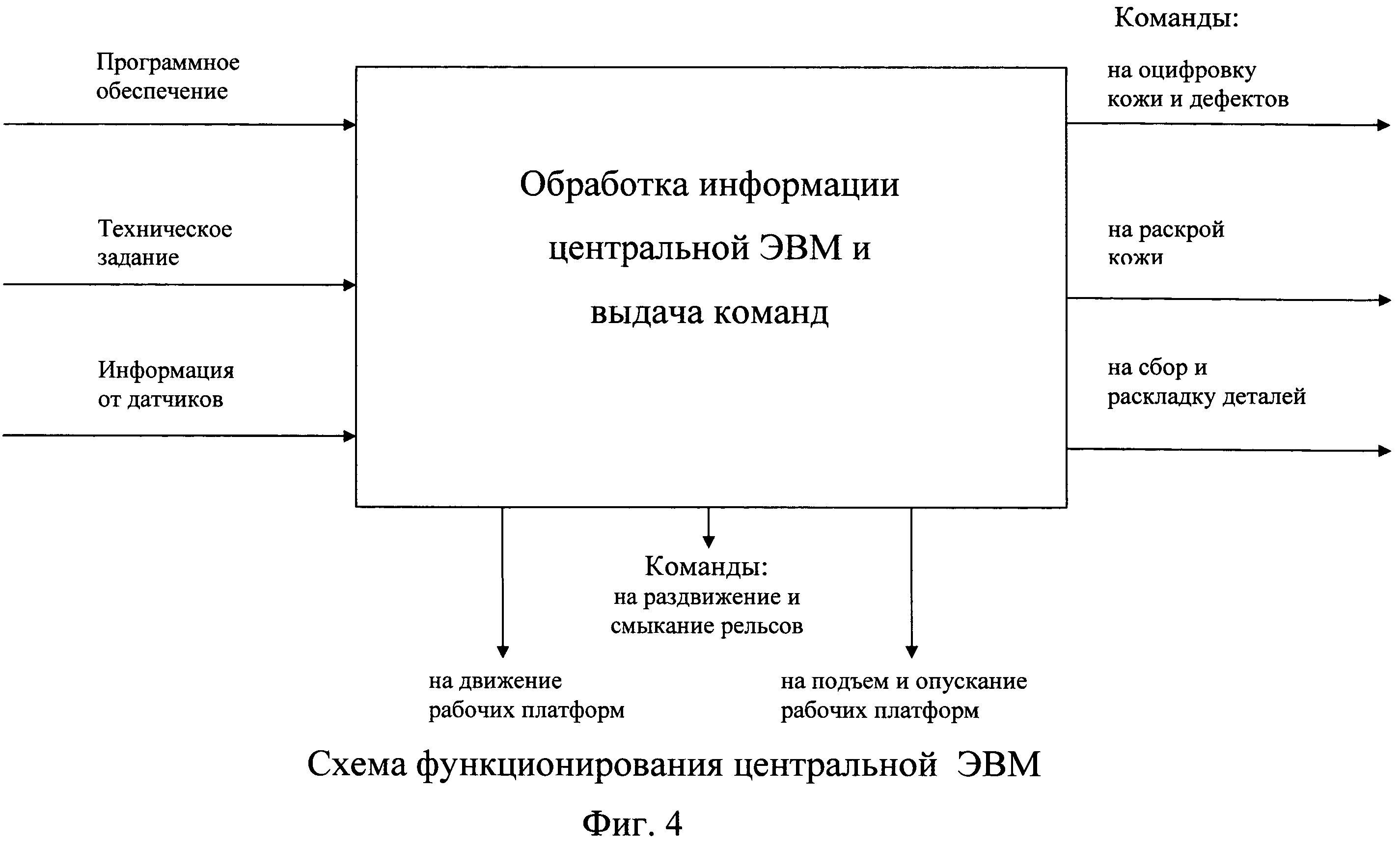
На фиг.4 приведена схема функционирования центральной ЭВМ.
Сведения, подтверждающие возможность осуществления изобретения
Описание конструкции в статическом состоянии
Агрегат представляет собой систему, состоящую из четырех конструкций, причем последние три объединены единой транспортной системой (фиг.1). Для обслуживания агрегата предусмотрен оператор, а для контроля и управления - центральная ЭВМ.
Первая конструкция, находящаяся на входе агрегата, представляет собой двоильно-ленточную машину с широким проходом, обеспечивающим обработку, то есть выравнивание по толщине целых кож. Результатом обработки является кожа 1, выровненная по толщине и спилок, направленный в бункер для спилка.
Вторая конструкция представляет собой координатное устройство 2 с расположенными на нем датчиками - световым сенсором 3, предназначенными для определения геометрических параметров кожи и базовых точек, и видеокамерой 4 для дефектоскопии кожи и локализации дефектов.
Под датчиками находится рабочая платформа 5 с уложенной на ней кожей согласно базовым линиям 6, имеющимися на верхней поверхности рабочей платформы 5. Положение рабочей платформы с кожей зафиксировано фотодиодами относительно исходного положения координатного устройства, а положение кожи на рабочей платформе 5 сохраняется за счет гибких вакуумных трубок, присоединенных к рабочей платформе посредством штуцера 7.
Третья конструкция агрегата представляет собой координатное устройство с виброножом 8, предназначенным для вырезания деталей из кожи согласно командам, поступающим на координатное устройство и механизм виброножа 7 от центральной ЭВМ.
Четвертая конструкция агрегата представляет собой промышленный робот 9 с пневмозахватом 10, предназначенным для сбора и раскладки вырезанных деталей по магазинам-накопителям 11 и удаления отходов в бункер для межмодельных отходов 12.
Конструкции агрегата объединены единой транспортной системой, представляющей собой рабочие платформы 5 с приводом 13 (фиг.1), две ветки рельсового пути - верхняя ветка 14 и нижняя ветка 15 (фиг.2), пневмомеханизм 16 для раздвижения и смыкания начальной и конечной частей верхней ветки рельсов (фиг.1), подъемник 16 (фиг.1) для опускания и подъема рабочей платформы 5 (фиг.1 и 2) при переходе с одной ветви рельсов на другую.
Действие агрегата (работа)
Агрегат работает следующим образом. Подлежащая обработке кожа, привезенная со склада, подается оператором в двоильно-ленточную машину, настроенную на требуемую толщину выровненной кожи. Из двоильно-ленточной машины выходит кожа 1 (фиг.1), выровненная по толщине, и спилок, поступающий в бункер. Далее оператор укладывает кожу 1, выровненную по толщине, на рабочую платформу 5, находящуюся в зафиксированном положении под координатным устройством 2. Кожа 1 позиционируется оператором по базовым линиям 6, представляющим собой взаимно перпендикулярные линии, так, чтобы линия хребта кожи была перпендикулярна одной из этих линий и параллельна другой. Удерживается кожа 1 в установленном положении за счет прижима ее гибкими вакуумными трубками, соединенными с рабочей платформой 5 посредством штуцера 7. Расположенное над кожей 1 координатное устройство 2 сообщает установленным на нем световому сенсору 3 и видеокамере 4 плоскопараллельное движение, в результате которого происходит сканирование кожи 1 световым сенсором 3 и видеокамерой 4, которые служат для определения геометрических параметров кожи, распознания и локализации ее дефектов. Информация от светового сенсора 3 и видеокамеры 4 поступает в центральную ЭВМ. Далее рабочая платформа 5 с кожей 1 под действием привода 13 по команде от центральной ЭВМ перемещается в следующую фиксируемую позицию под координатное устройство с виброножом 8. На ее место приходит с нижней ветки 15 (фиг.2) рельсов свободная рабочая платформа для укладывания на нее кожи, проведения измерений и определения дефектов.
Информация, полученная от светового сенсора 3 и видеокамеры 4 совместно с параметрами технического задания, перерабатывается центральной ЭВМ в команды перемещения виброножа 8 и вертикальное движение его лезвия. Происходит раскрой кожи на детали по заданным типам и размерам.
После завершения операции раскроя деталей рабочая платформа с кожей, разрезанной на детали, перемещается под действие собственного привода на операцию сбор и раскладка деталей. На ее место приходит рабочая платформа с кожей с предыдущей операции. Промышленный робот 9, действуя по команде от центральной ЭВМ, с помощью пневмозахвата 10 осуществляет сбор и раскладку выкроенных деталей по соответствующим магазинам-накопителям, а также межмодельных отходов в бункере 12.
Транспортная система агрегата работает следующим образом. Все рабочие платформы 5 оснащены приводом 13 (фиг.1), получающим команды от центральной ЭВМ для фиксированного в конце хода перемещения. Кроме того, для контроля положения рабочей платформы на каждой позиции последняя оснащена фотодатчиками регистрации положения рабочей платформы.
На конечной позиции, когда промышленный робот 9 собрал выкроенные детали и разложил их по магазинам-накопителям 11 и межмодельные отходы уложил в бункер 12, расположенный там подъемник, аналогичный подъемнику 17 на позиции укладки кожи, определения ее геометрии и дефектов, приподнимает освободившуюся от выкроенных деталей и отходов рабочую платформу. Пневмомеханизм, находящийся на конечной позиции, аналогичный пневмомеханизму 16 на позиции укладки кожи, определения ее геометрии и дефектов, раздвигает рельсы, давая возможность опускать с помощью подъемника рабочую платформу, свободную от деталей и отходов, на нижнюю ветвь 15 (фиг.2) рельсового пути.
По команде от центральной ЭВМ рабочая платформа, поставленная на нижнюю ветку рельсов, передвигается в обратном направлении к позиции укладки кожи, определения ее геометрии и дефектов, которая к этому времени свободна, так как рабочая платформа 5 с кожей переместилась на позицию раскроя деталей.
Пневмомеханизм 16 (фиг.1) по команде от центральной ЭВМ раздвигает рельсовый путь на позиции укладки кожи, определения ее геометрии и дефектов, а подъемник 17 поднимает рабочую платформу, находящуюся на нижней ветке 15 (фиг.2) рельсового пути над верхней веткой 14 (фиг.2). Пневмомеханизм 16 (фиг.1) сдвигает рельсы верхней ветки 14 (фиг.2) и подъемник 17 (фиг.1), опускает и устанавливает рабочую платформу 5 на исходящую позицию. На этом цикл возврата рабочих платформ завершен.
Операции на агрегате выполняются параллельно-последовательным способом согласно технолограмме, представленной на фиг.3.
Период цикла, как показано на технолограмме, определяется с момента начала проведения оператором позиционирования кожи на рабочей платформе до поступления следующей кожи на эту же операцию.
Операции измерения геометрии кожи и дефектоскопии производится после укладки кожи на рабочую платформу.
Операции раскрой кожи и сбор, раскладка деталей можно совместить с операцией позиционирования, что и изображено на фиг.3.
После завершения промышленным роботом операции по сбору и раскладке деталей, находящийся там подъемник приподнимающий рабочую платформу, освободившуюся от деталей, а смежный с ним пневмомеханизм раздвигает рельсы. Далее подъемник спускает рабочую платформу на нижнюю ветку рельсов, а смежный пневмомеханизм производит смыкание раздвинутых рельсов на верхней ветке. Опущенная на нижнюю ветку рельсов рабочая платформа осуществляет обратное движение к исходной позиции, которое совмещено со смыканием рельсов.
Прямое движение рабочих платформ по верхней ветке рельсов возможно при выполнении двух условий - завершение рабочих операций (измерение, дефектоскопия, раскрой, сбор и раскладка) и смыкание рельсов на конечной операции, что и показано на технограмме как «прямое движение рабочих платформ». По завершению прямого движения рабочих платформ по верхней ветке рельсов, позиция укладка кожи освобождается от рабочей платформы, и тогда пневмомеханизм этой позиции раздвигаем рельсы верхней ветки, ее подъемник поднимает рабочую платформу с нижней ветки рельсов над верхней веткой рельсов, далее рельсы смыкаются и рабочая платформа опускается на них. С этого момента начинается выполнение операции укладка и позиционирование кожи на рабочей платформе и цикл повторяется.
Центральная ЭВМ, управляющая агрегатом, выдает команды на сканирование кожи, определяет ее геометрию, дефекты и их локализацию, переработав полученную информацию вместе с предварительно введенным техническим заданием и программным обеспечением, посылает команды на раскрой деталей, сбор и раскладку их, а также команды на движение рабочих платформ, подъемников и пневмомеханизмов, раздвигающие рельсы (фиг.4).
Устройство противоскользящей обуви
Способ автоматизированного подготовительно-раскройного производства обуви
Способ проведения обтяжно-затяжных процессов обуви
Автоматизированное устройство реверсивного типа для плазменной обработки заготовок верха обуви
Стелька с антифреттинговыми свойствами
Стелька с пониженным фреттинг износом
Подошва балетной обуви
Автоматизированное устройство проходного типа для плазменной обработки заготовок верха обуви
Устройство для определения деформации и болевого порога сжатия боковой поверхности стопы
Устройство специального анатомического ложа для цифрового обмера голеностопа
Устройство противоскользящей обуви
Способ автоматизированного подготовительно-раскройного производства обуви
Способ проведения обтяжно-затяжных процессов обуви
Автоматизированное устройство реверсивного типа для плазменной обработки заготовок верха обуви
Стелька с антифреттинговыми свойствами
Стелька с пониженным фреттинг износом
Подошва балетной обуви
Автоматизированное устройство проходного типа для плазменной обработки заготовок верха обуви
Устройство для определения деформации и болевого порога сжатия боковой поверхности стопы
Устройство специального анатомического ложа для цифрового обмера голеностопа

