Результат интеллектуальной деятельности: СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к способам резки хрупких неметаллических материалов, в частности кварцевого стекла и других хрупких термостойких материалов.
Настоящее изобретение может быть использовано в различных областях техники для высокоточного и производительного раскроя самого широкого класса хрупких неметаллических материалов на заготовки, в частности, при резке изделий из кварцевого стекла, ситаллов, термостойких стекол и других хрупких неметаллических материалов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ резки хрупких неметаллических материалов, включающий нанесение локального надреза на краю заготовки по линии реза, нагрев линии реза лазерным пучком и последующее охлаждение зоны нагрева с помощью хладагента при относительном перемещении пластины и лазерного пучка с хладагентом (Патент РФ №2024441, МПК С03В 33/02 - прототип).
Сущность метода лазерного управляемого термораскалывания (ЛУТ) заключается в следующем. При облучении поверхности хрупкого материала лазерным излучением с длиной волны, для которого материал является непрозрачным, часть энергии отражается, а остальная часть поглощается и выделяется в виде тепловой энергии в приповерхностном слое материала. При облучении поверхности непрозрачного материала лазерным излучением во внешних его слоях возникают напряжения сжатия, которые к разрушению не приводят.
При подаче вслед за лазерным пучком хладагента происходит резкое локальное охлаждение поверхности материала по линии реза. Создаваемый градиент температур обуславливает возникновение в поверхностных слоях материала напряжений растяжения, превышающих предел прочности материала, которые приводят к образованию микротрещины или сквозной разделяющей трещины. Для оптимизации режимов ЛУТ для различных материалов необходимо учитывать взаимосвязь между основными параметрами, характеризующими этот процесс. К числу факторов, имеющих первостепенное значение для процесса ЛУТ, следует отнести: параметры лазерного пучка, а именно: длина волны и плотность мощности лазерного излучения, размеры и форма лазерного пучка на поверхности разделяемого материала; скорость относительного перемещения лазерного пучка и материала; теплофизические свойства, количество и условия подачи хладагента в зону нагрева; теплофизические и механические свойства разделяемого материала, его толщина и состояние поверхности.
Этот способ можно успешно использовать при резке различных хрупких неметаллических материалов, в том числе различных анизотропных материалов. Однако этот способ не позволяет осуществлять термораскалывание изделий из кварцевого стекла и других термостойких материалов. Кварцевое стекло и многие другие термостойкие материалы, например, ситаллы, обладают чрезвычайно высокой термостойкостью из-за низкого коэффициента линейного термического расширения (КЛРТ). В справочной литературе указано, что кварцевое стекло имеет высокую термостойкость, позволяющую выдерживать пятикратный перепад температур от нагрева до красного свечения к резкому охлаждению в воде или масле. Таким образом, считалось, что термостойкость кварцевого стекла или близких к нему по КЛТР других термостойких материалов не позволяет осуществлять их разделению за счет термонапряжений при лазерном термораскалывании.
Это можно объяснить следующим образом. Чем ниже КЛРТ материала, тем интенсивнее должен быть нагрев поверхности материала для увеличения градиента температур, обеспечивающего достижение необходимых для разрушения материала напряжений. Однако, чем выше температура нагрева поверхности термостойкого материала, тем выше вероятность снятия концентратора напряжений в месте нанесения локального надреза. В этом случае происходит либо оплавление надреза, либо отжиг и снятие напряжений в зоне нанесения начального надреза (царапины). В результате этого, зарождение разделяющей трещины не происходит. Таким образом, недостатком данного способа является невозможность термораскалывания кварцевого стекла и других термостойких материалов.
Техническим результатом настоящего изобретения является расширение возможностей способа резки хрупких неметаллических материалов за счет возможности осуществления резки кварцевого стекла и других хрупких термостойких материалов методом ЛУТ.
Поставленная задача решается тем, что в известном способе резки хрупких неметаллических материалов, включающем нанесение локального надреза на краю заготовки по линии реза, нагрев линии реза лазерным пучком и последующее охлаждение зоны нагрева с помощью хладагента при относительном перемещении материала и лазерного пучка с хладагентом, для обеспечения резки кварцевого стекла и других термостойких материалов нагрев заготовки лазерным пучком осуществляют перед нанесением локального надреза, а нанесение локального надреза осуществляют в зоне воздействия лазерного пучка или сразу за этой зоной, при чем нанесение надреза осуществляют при относительном перемещении заготовки со скоростью v с временной задержкой по отношению к началу нагрева материала лазерным пучком t, который определяется равенством t=A(1…2,5)/v, где А - половина размера эллиптического пучка в направлении движения или радиус круглого пучка, к - диапазон 1…2,5.
Следует отметить, что резка кварцевого стекла или других термостойких материалов по предлагаемому способу методом ЛУТ может осуществляться с помощью приповерхностной (микротрещины) или сквозной разделяющей трещины в зависимости от толщины материала и режимов термораскалывания, а именно: мощности и плотности мощности лазерного излучения, скорости относительного перемещения материала и лазерного пучка.
Сущность изобретения поясняется чертежами, на которых представлены:
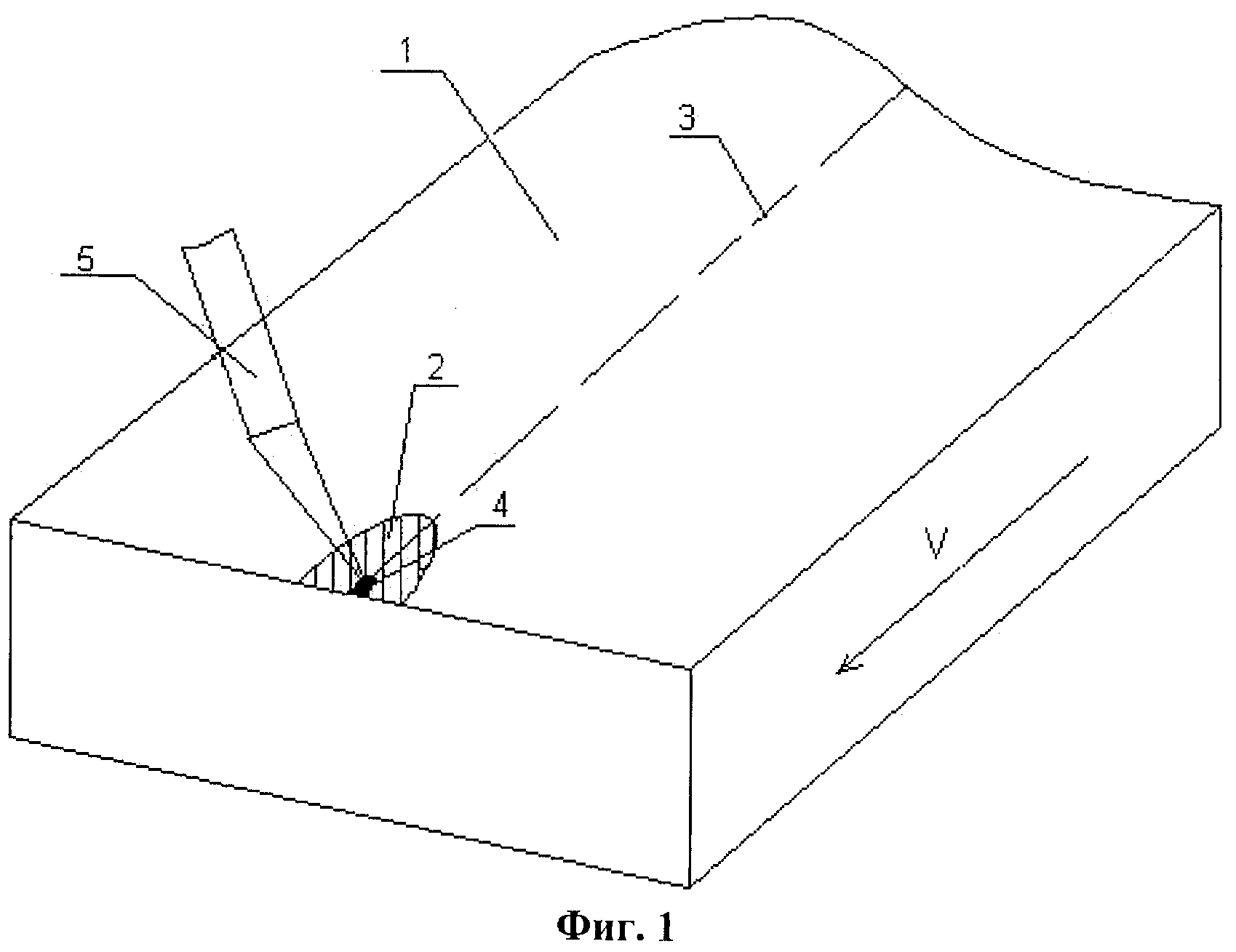
- фиг.1 - схема нанесения надреза в зоне воздействия лазерного пучка;
- фиг.2 - схема нанесения надреза вслед за зоной воздействия лазерного пучка;
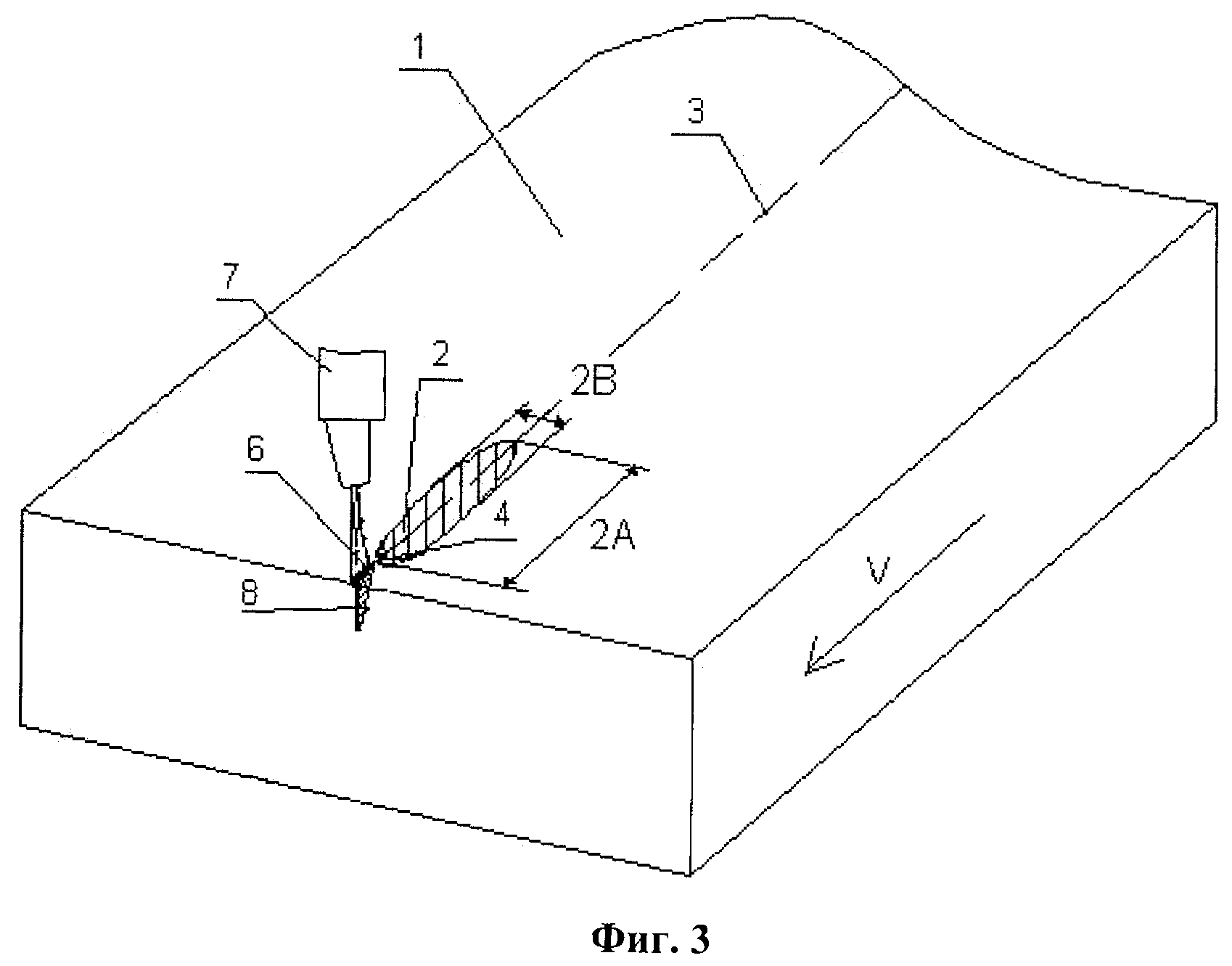
- фиг.3 - схема подачи хладагента в зону надреза вслед за зоной воздействия лазерного пучка, и начало зарождения трещины.
На перечисленных схемах, чертежах и фотографиях приняты следующие обозначения:
1 - подложка кварцевой пластины;
2 - эллиптический пучок СО2-лазера для резки (ЛУТ) кварцевого стекла;
3 - линия реза;
4 - надрез с помощью лазера или алмазного резца;
5 - алмазный резец (алмазная пирамидка) или лазерный пучок для нанесения надреза;
6 - пятно хладагента;
7 - форсунка для подачи хладагента (воздушно-водяного аэрозоля);
8 - микротрещина.
На Фиг.1 показан один из вариантов осуществления способа резки кварцевой пластины 1. В этом варианте производится следующая последовательность операций. При относительном перемещении кварцевой пластины 1 и лазерного пучка 2 длиной 2А со скоростью v по линии реза 3 в момент времени t1, когда, по меньшей мере, половина пучка уже переместилась от края пластины, наносят надрез 4 на краю платины 1 с помощью устройства для нанесения надреза 5. Если надрез нанести до начала нагрева пластины 1 лазерным пучком 2, как это осуществляется по известному способу, то произойдет оплавление надреза и снятие концентратора напряжений, в результате чего, зарождения трещины не произойдет.
На Фиг.2 показан другой вариант резки кварцевой пластины, в котором нанесение надреза 4 осуществляется в момент времени t2, когда пучок длиной 2А переместился от края пластины на всю свою длину со скоростью v.
На Фиг.3 показано начало подачи хладагента 6 с помощью форсунки 7 в момент времени t3, который соответствует времени, когда лазерный пучок 2 длиной 2А прошел место нанесения надреза 4. Этот момент времени t3 начала подачи хладагента 6 является началом зарождения микротрещины 8. При дальнейшем относительном перемещении пластины происходит продвижение микротрещины по линии реза.
Начало включения форсунки 7 для подачи хладагента 6 можно осуществлять одновременно с началом нагрева кварцевой пластины 1 лазерным пучком 2, либо с временной задержкой t3, которая определяется равенством t3=A(1…2,5)/v при относительном перемещении лазерного пучка и хладагента со скоростью v. В любом случае, хладагент подается в зону нагрева вслед за лазерным пучком.
Ниже приведены конкретные примеры резки пластин из кварцевого стекла в соответствии с предложенным способом.
Пример 1. Для ЛУТ кварцевого стекла использовался пучок круглого сечения диаметром 2А=4,0 мм. Образцом была пластина кварцевого стекла толщиной 5 мм. Использовался CO2 лазер с длиной волны излучения λ=10.6 мкм и мощностью излучения Р=40 Вт. Термораскалывание пластины осуществлялось следующим образом. Включалось перемещение пластины со скоростью 4 мм/с и одновременно включался затвор подачи лазерного излучения на край пластины. Через 1 секунду после начала движения пластины включался механизм нанесения надреза, выполненного в виде электромагнита с закрепленной алмазной пирамидкой. При коротком воздействии алмазной пирамидки на краю пластины наносился надрез (царапина) длиной 0,5 мм. Царапина была нанесена сразу вслед лазерному пучку. Одновременно с нанесением надреза включалась подача хладагента в виде воздушно-водяной смеси, подаваемой с помощью форсунки. При термораскалывании со скоростью V=4 мм/с образовывалась микротрещина глубиной 140 мкм. При увеличении мощности лазерного излучения до Р=50 Вт скорость термораскалывания повышалась до V=5 мм/с, т.е. пропорционально увеличению мощности.
Другие примеры лазерного термораскалывания кварцевой пластины приведены в Таблице 1. В ней приведены режимы и результаты лазерного термораскалывания пластины из кварцевого стекла толщиной 5 мм с помощью лазерного излучения СO2-лазера мощностью 40 и 50 Вт сфокусированного на поверхность заготовки в виде круглого и эллиптического пучков.
|
Глубина прогрева кварцевой пластины в плоскости, перпендикулярной направлению перемещения пучка, сразу после ее прохождения незначительна. При таких режимах термораскалывания глубина образующейся микротрещины может находиться в пределах 0,1…0,2 мм, так как более глубокие слои стекла прогревались незначительно.
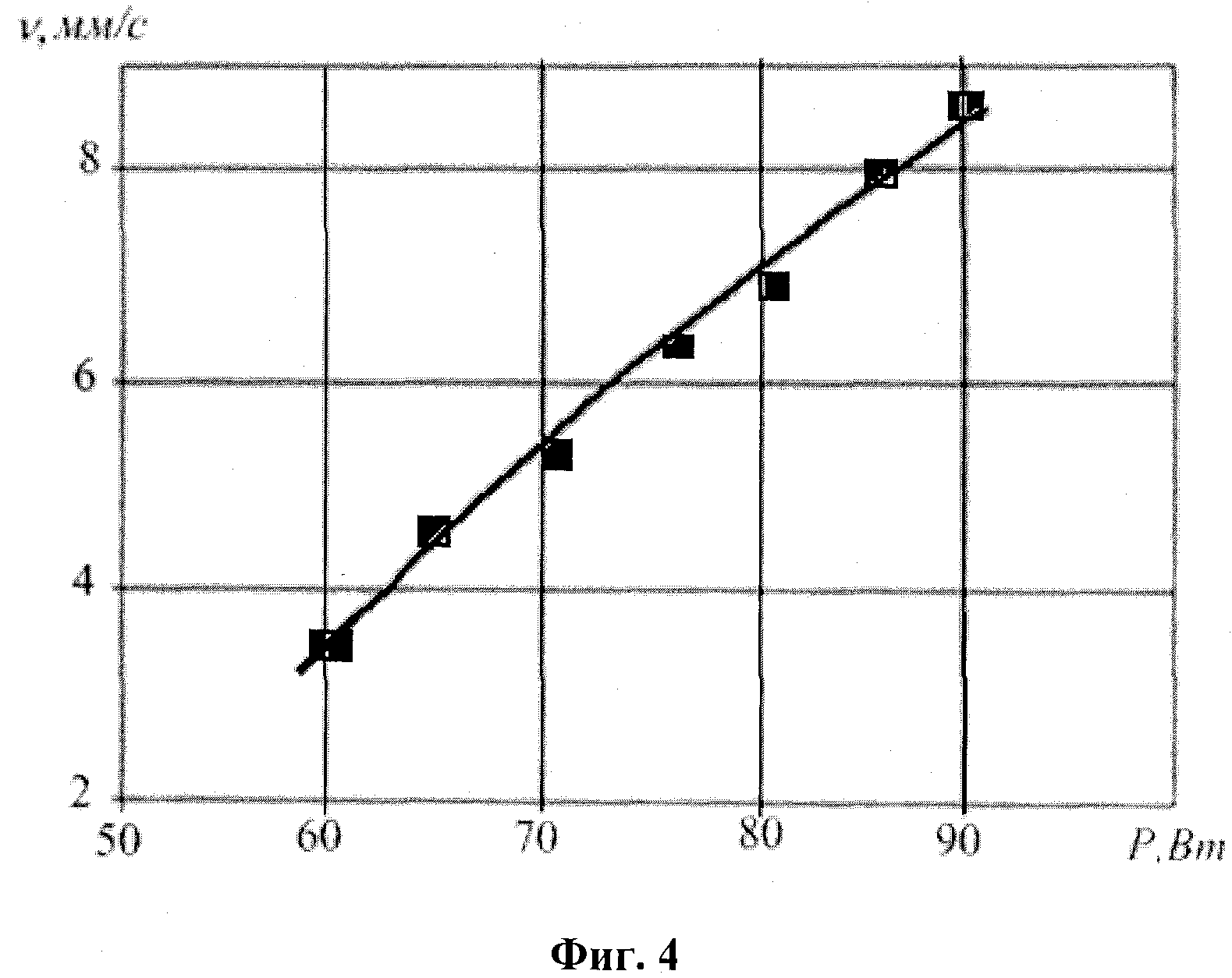
Для лазерного термораскалывания кварцевого стекла с подачей хладагента основными факторами, влияющими на его режимы, являются скорость относительного перемещения лазерного источника и материала и мощность лазерного излучении. На Фиг.4 показана зависимость скорости v термораскалывания кварцевого стекла толщиной 6 мм от мощности лазерного излучения Р. Как следует из приведенного графика, скорость термораскалывания кварцевого стекла линейно зависит от мощности лазерного излучения при заданной толщине пластины.
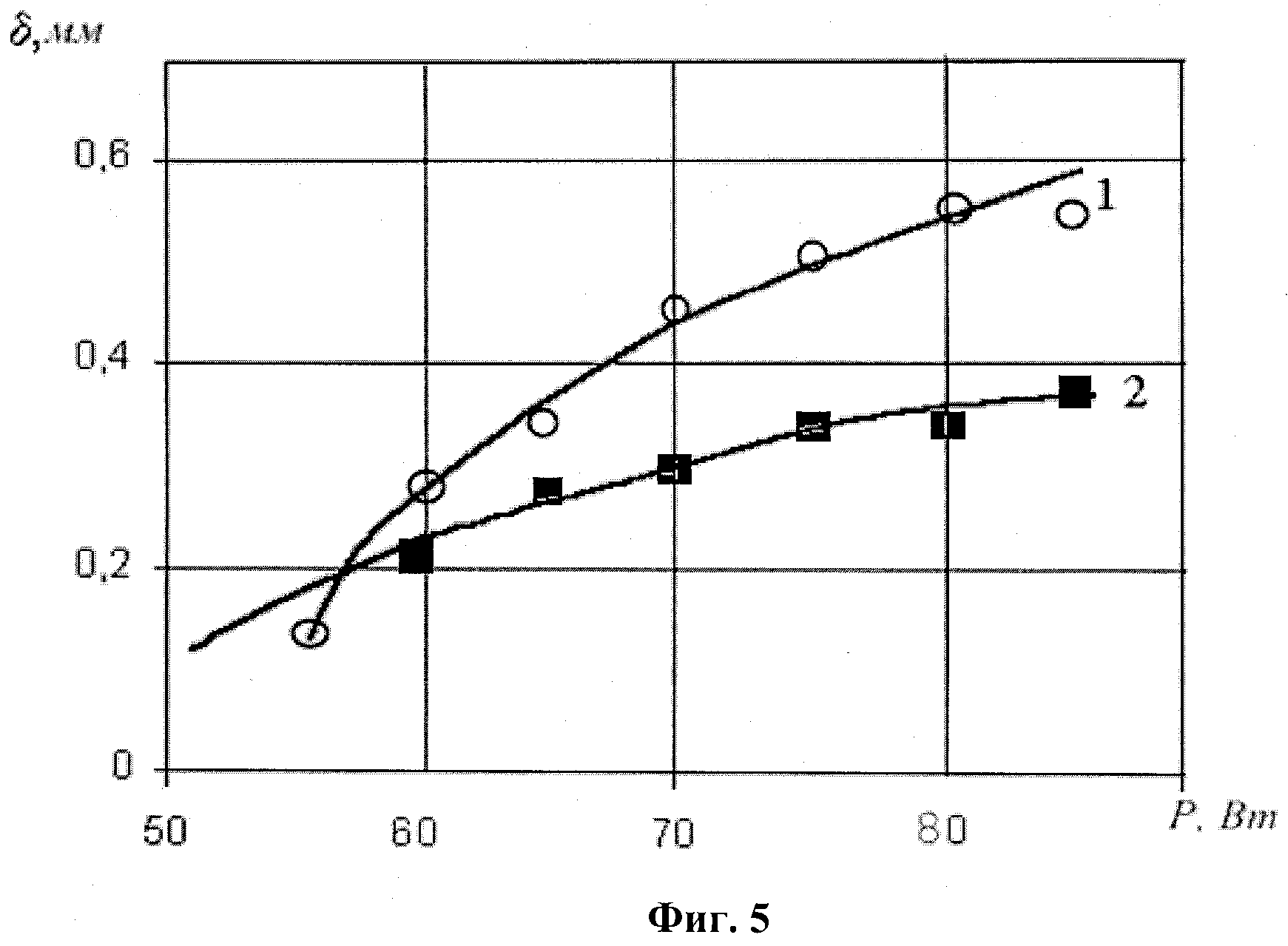
Связь глубины микротрещины с толщиной кварцевой пластины определяет усилие, необходимое для ее последующего разламывания относительно линии реза. Поэтому глубина микротрещины относится к одному из важнейших параметров процесса лазерного управляемого термораскалывания кварцевого стекла. На Фиг.5 показана зависимость глубины разделяющей трещины δ от мощности лазерного излучения Р при толщине кварцевого стекла 6 мм и 3 мм. Как следует из приведенного графика, изменение глубины трещины δ происходит более резко у кварцевых образцов большей толщины.
Как следует из проведенных данных, глубиной трещины для кварцевого стекла заданной толщины можно управлять в широких пределах, варьируя мощность лазерного излучения и скорость относительного перемещения образца и пучка. В частности, изменяя мощность лазерного излучения от 50 до 100 Вт можно изменять глубину разделяющей микротрещины от 0,1 до 0,6 мм. Глубина разделяющей микротрещины так же увеличивается при уменьшении скорости перемещения при ЛУТ.
Настоящее изобретение может быть использовано в различных областях техники для высокоточной и высокопроизводительной резки не только листовых термостойких материалов, но и трубчатых изделий, в том числе, кварцевых пластин и кварцевых труб любого размера и номинала.
Таким образом, в данном изобретении решена задача по расширению возможностей способа резки хрупких неметаллических материалов по отношению к известному изобретению за счет возможности осуществления резки кварцевого стекла и других хрупких термостойких материалов.
Способ резки хрупких неметаллических материалов, включающий нанесение локального надреза на краю заготовки, нагрев линии реза лазерным пучком и последующее охлаждение зоны нагрева с помощью хладагента при относительном перемещении пластины и лазерного пучка с хладагентом, отличающийся тем, что для обеспечения резки кварцевого стекла и других термостойких материалов нагрев заготовки лазерным пучком осуществляют перед нанесением локального надреза, а нанесение локального надреза осуществляют в зоне воздействия лазерного пучка или сразу за этой зоной, причем нанесение надреза осуществляют при относительном перемещении заготовки со скоростью v с временной задержкой по отношению к началу нагрева материала лазерным пучком t, который определяется равенством t=Aк/v, где А - половина размера эллиптического пучка в направлении движения или радиус круглого пучка, к - принимает значения в диапазоне 1-2,5.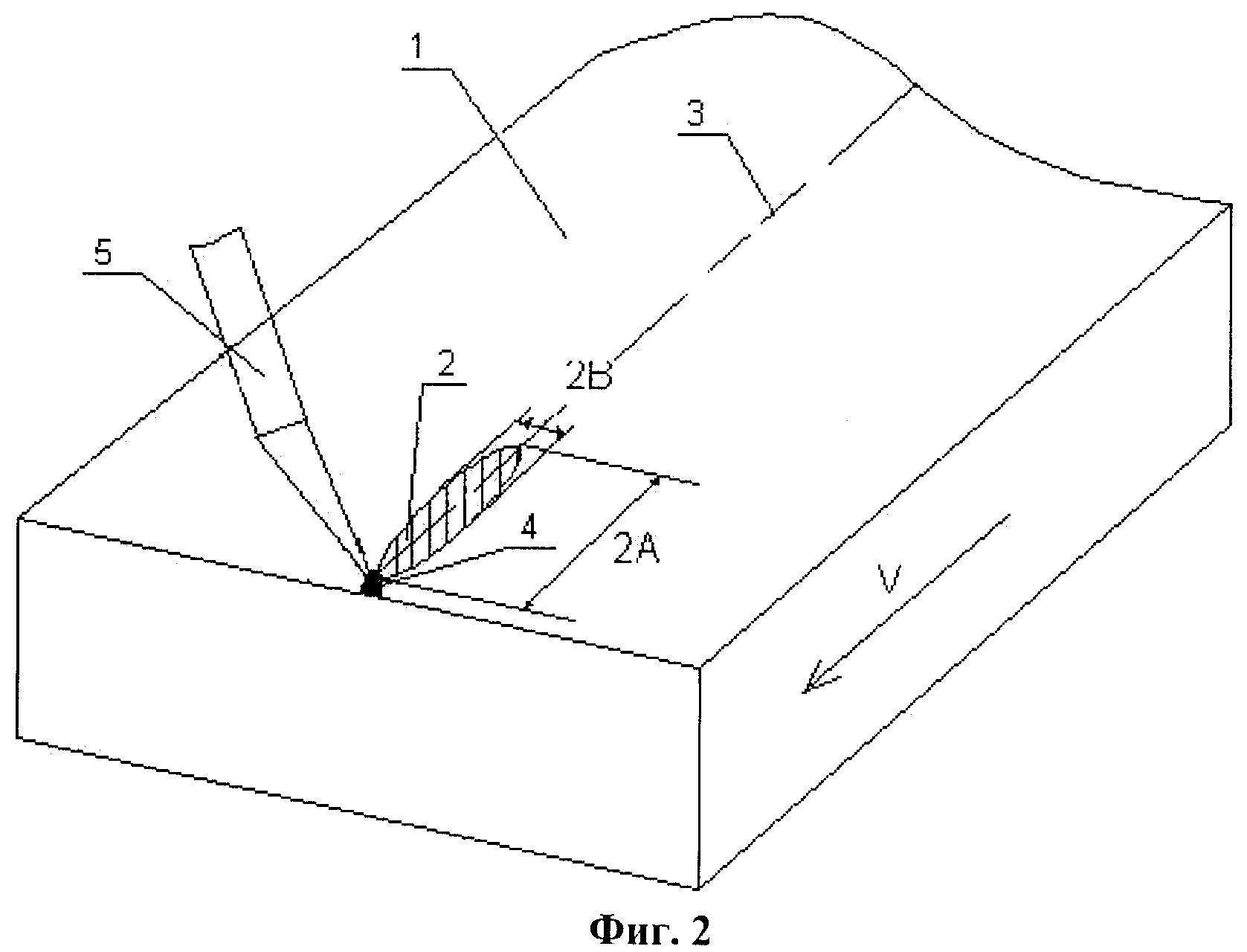
Смазочно-охлаждающая жидкость для механической обработки стекла и других материалов
Устройство для одностороннего утонения пластин
Режущая многогранная пластина
Устройство для измерения длины линейно протяженных ферромагнитных объектов
Магнитный дефектоскоп стальных канатов
Вихретоково-магнитный способ дефектоскопии ферромагнитных объектов
Устройство передачи информации
Способ измерения скорости разлета и элементного состава газоплазменного потока
Способ измерения колебаний температуры в канале проплавления при воздействии мощного лазерного излучения на материалы
Способ пеленгации радиосигналов и пеленгатор для его осуществления
Смазочно-охлаждающая жидкость для механической обработки стекла и других материалов
Устройство для одностороннего утонения пластин
Червячная фреза
Режущая многогранная пластина
Дефектоскоп стальных прядных канатов
Устройство для измерения длины линейно протяженных ферромагнитных объектов
Магнитный дефектоскоп стальных канатов
Вихретоково-магнитный способ дефектоскопии ферромагнитных объектов
Устройство передачи информации
Способ измерения скорости разлета и элементного состава газоплазменного потока

