Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТОРМОЗНЫХ ДИСКОВ ИЗ КОМПОЗИЦИОННЫХ УГЛЕРОД-УГЛЕРОДНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области изготовления заготовок из композиционных углерод-углеродных материалов и предназначено для изготовления фрикционных элементов тормозных дисков как для авиационной техники, так и для наземного транспорта.
Известен способ изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов, согласно которому углеродное волокно режут на отрезки заданного размера, которые одновременно со связующим дозированно подают в камеру смешения, в которой их смешивают, и из полученной смеси формируют заготовку (см., например, RU 2088705, D01G 25/00, 1997). Данный способ может быть реализован на установке для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов, которая содержит устройство для резки углеродного волокна, питатель связующего и камеру смешения, при этом рабочий орган устройства для резки содержит, по меньшей мере, один нож, а камера смешения содержит формообразующую часть (см., например, RU 2088705, D01G 25/00, 1997).
Недостатком известных способа и установки для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов является то, что отрезки углеродных волокон разделяются на монофиламенты частично, в результате чего в получаемых заготовках присутствуют не до конца разделенные волокна в виде плотных пучков, что существенно снижает объемную однородность свойств конечных материалов, а также качество пропитки волокон. При этом отрезки волокон при смешивании со связующим и попадании на формообразующую часть камеры смешения ориентируются за счет свободного падения прежде всего параллельно поверхности дна камеры смешения. В результате производимые заготовки характеризуются невысокими механическими и эксплуатационными характеристиками и высокой анизотропией свойств. При этом прочность и теплопроводность композита в направлении, перпендикулярном поверхности трения тормозного диска, незначительны.
Задачей изобретения является повышение качества заготовок тормозных дисков из композиционных углерод-углеродных материалов за счет повышения механических и эксплуатационных свойств, которые могут быть получены благодаря объемной однородности смеси волокон со связующим и ориентации значительной части волокон перпендикулярно поверхности трения заготовки тормозного диска.
Технический результат достигается посредством способа изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов, который характеризуется тем, что углеродное волокно режут на отрезки заданного размера, полученные отрезки углеродного волокна одновременно со связующим дозированно подают в формообразующую часть камеры смешения, в которой их смешивают, и из полученной смеси формируют заготовку. При этом для максимально полного разделения жгутов на монофиламенты и ориентации отрезков волокон перпендикулярно плоскости трения получаемой заготовки на рабочий орган устройства для резки подают напряжение от источника постоянного тока, а дно формообразующей части камеры смешения заземляют.
Также технический результат достигается посредством установки для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов, посредством которой может быть осуществлен описанный выше способ, и которая содержит устройство для резки углеродного волокна, питатель связующего и камеру смешения, при этом рабочий орган устройства для резки содержит, по меньшей мере, один нож и соединен с источником постоянного тока, а камера смешения содержит формообразующую часть, дно которой заземлено.
Вышеизложенные особенности и преимущества предлагаемого изобретения будут понятны из последующего описания предпочтительных примеров их осуществления со ссылками на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми позициями:
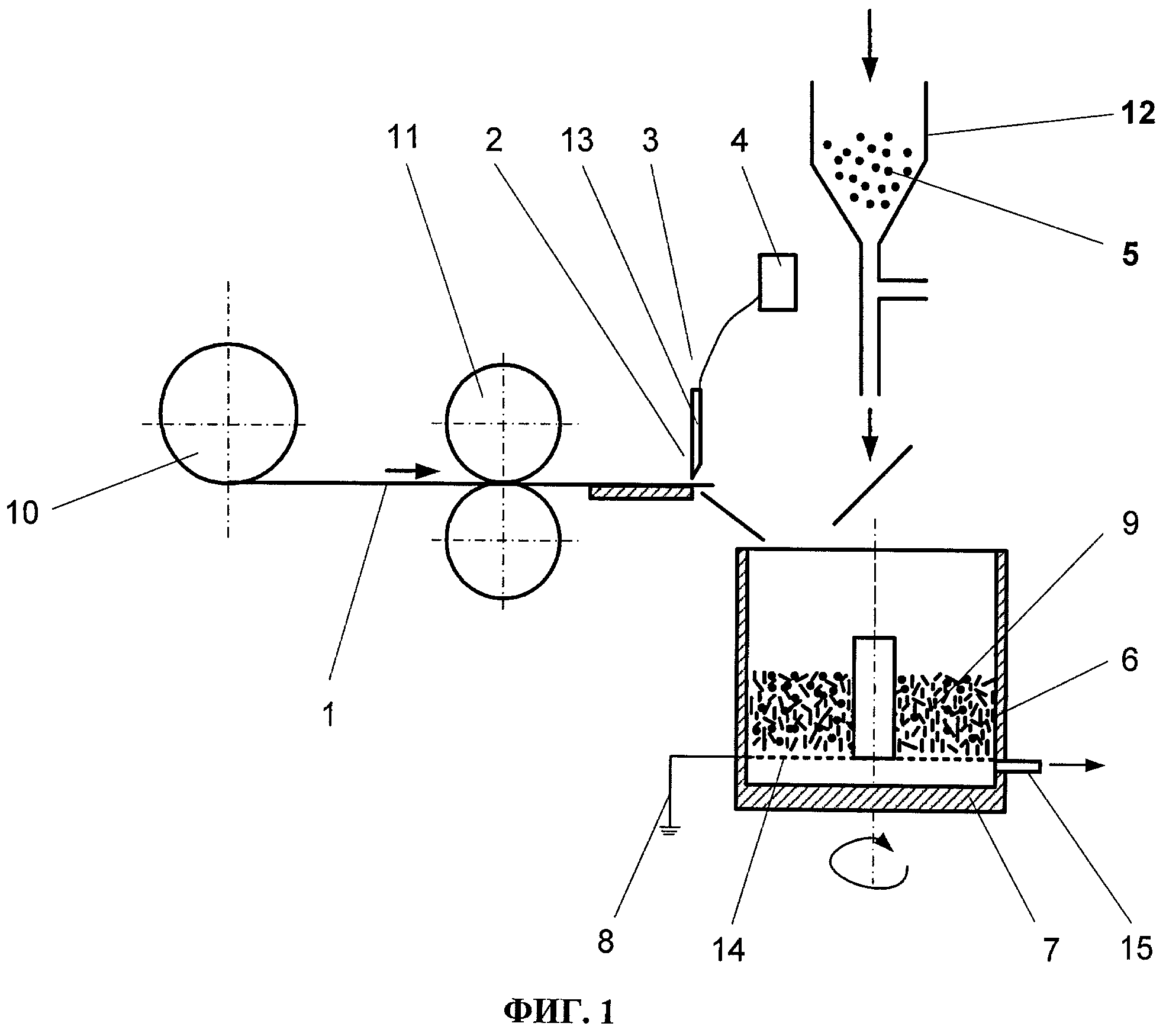
на фиг.1 представлена схема установки для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов в соответствии с настоящим изобретением, в котором устройство для резки углеродного волокна выполнено в виде гильотинных ножниц;
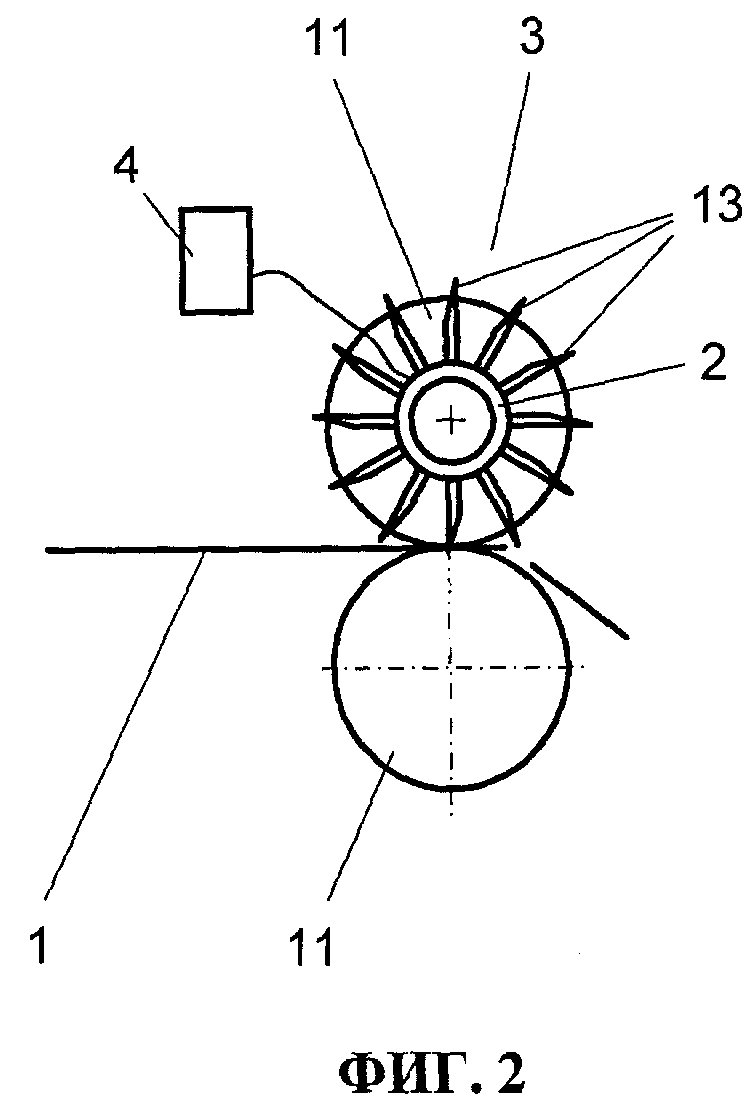
на фиг.2 - схема устройства для резки углеродного волокна в виде барабанных ножниц.
Способ изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов в соответствии с изобретением характеризуется следующим образом. Углеродное волокно 1 режут на отрезки заданного размера (длиной 5-50 мм). При этом в процессе резки углеродного волокна на рабочий орган 2 устройства 3 для резки подают напряжение от источника 4 постоянного тока. Полученные отрезки углеродного волокна дозированно подают одновременно со связующим 5 в формообразующую часть 6 камеры 7 смешения, дно которой заземлено (8), где их смешивают и формируют заготовку 9. В результате все составляющие монофиламенты отрезков волокна в процессе резки при контакте с рабочим органом 2 устройства 3 для резки получают одинаковый по знаку заряд, и за счет электростатического отталкивания происходит максимально полное разделение отрезков углеродного волокна на монофиламенты, а также их ориентация перпендикулярно плоскости трения изготавливаемого тормозного диска.
Для получения отрезков углеродного волокна заданного размера (длиной 5-50 мм) при изготовлении углерод-углеродных композиционных материалов, применяемых в тормозных системах в авиации, автомобильном и железнодорожном транспорте, могут быть использованы непрерывные углеродные волокна в виде жгутиков с количеством монофиламентов от 500 до 320000, которые в зависимости от способа получения, как правило, имеют форму ленты или эллипса заданной толщины. Также могут быть использованы и отходы углеродных волокон.
Описанный выше способ может быть осуществлен на установке для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов, пример выполнения которой приведен ниже.
Установка содержит сматывающий узел 10, подающие валки 11, устройство 3 для резки, источник 4 постоянного тока, питатель 12 для связующего и камеру 7 смешения.
Устройство 3 для резки волокна содержит рабочий орган 2, который выполнен в виде, по меньшей мере, одного ножа 13. При этом устройство 3 для резки волокна может быть выполнено, например, в виде гильотинных ножниц (см. фиг.1), которые имеют один нож 13, барабанных ножниц (см. фиг.2), в которых рабочий орган имеет множество ножей 13 и объединен с подающими валками. Также могут быть использованы любые другие известные устройства для резки углеродного волокна. При этом рабочий орган 2 устройства 3 для резки соединен с источником 4 постоянного электрического тока для подачи заряда на ножи 13.
Камера 7 смешения имеет формообразующую часть 6, выполненную кольцевидной формы, наружный и внутренний диаметры которой соответствуют размерам получаемой заготовки. При этом дно 14 формообразующей части 6 выполнено с отверстиями (например, в виде решетки) и заземлено 8. Под дном 14 расположен отсос 15 воздуха. Камера 7 смешения установлена с возможностью вращения вокруг своей оси.
Установка для изготовления заготовок тормозных дисков из композиционных углерод-углеродных материалов работает следующим образом.
Углеродное волокно со сматывающего узла 10 подающими валками 11 подают к устройству 3 для резки, где волокно 1 режут на отрезки заданной длины. В процессе резки волокна на рабочий орган 2 (на нож 13) устройства 3 для резки подают напряжение от источника 4 постоянного тока. В результате все отрезки составляющих монофиламентов волокна получают одинаковый по знаку заряд, и вследствие электростатического отталкивания расстояние между отрезками волокна увеличивается. Полученные короткие отрезки волокон дозированно загружают в камеру 7 смешения, куда одновременно из питателя 12 подают связующее, например, пек. В камере 7 смешения при ее вращении связующее и отрезки волокна равномерно перемешиваются и оседают в формообразующую часть 6 камеры 7 смешения на заземленное дно 14, через отверстия которого производится отсос воздуха, обеспечивающий осаждение пеко-волокнистой смеси и формирование заготовки 9. Поскольку потенциал на волокнах скапливается на концах монофиламентов, это приводит к дополнительной ориентации углеродных волокон в направлении, перпендикулярном поверхности трения заготовки 9 тормозного диска.
Таким образом, предлагаемые способ и установка позволяют осуществлять максимально возможное разделение составляющих монофиламентов, и ориентация волокон в заготовке по направлению, перпендикулярному поверхности трения, составляет не менее 20%, что позволяет формировать заготовки фрикционных элементов тормозов высокого качества.
Описанные выше примеры осуществления следует во всех аспектах рассматривать лишь как иллюстративные и не обуславливающие никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
Способ расправления некрученого волокна и установка для его осуществления
Способ получения терморасширенного графита, терморасширенный графит и фольга на его основе
Способ модифицирования поверхности неорганического волокна, модифицированное волокно и композиционный материал
Авиационное тормозное колесо
Состав модифицированного связующего на основе эпоксидных смол, способ его получения и препрег на его основе
Способ получения терморасширенного графита и фольга на его основе
Связующее для производства фрикционных композиционных углерод-углеродных материалов, способ получения материала и материал
Высокотемпературный уплотнительный материал и способ его получения
Пресс-пакет для производства фрикционных углерод-углеродных композиционных материалов и способ его получения
Наномодифицированное связующее, способ его получения и препрег на его основе
Способ расправления некрученого волокна и установка для его осуществления
Способ получения терморасширенного графита, терморасширенный графит и фольга на его основе
Способ модифицирования поверхности неорганического волокна, модифицированное волокно и композиционный материал
Авиационное тормозное колесо
Состав модифицированного связующего на основе эпоксидных смол, способ его получения и препрег на его основе
Способ получения терморасширенного графита и фольга на его основе
Связующее для производства фрикционных композиционных углерод-углеродных материалов, способ получения материала и материал
Высокотемпературный уплотнительный материал и способ его получения
Пресс-пакет для производства фрикционных углерод-углеродных композиционных материалов и способ его получения
Наномодифицированное связующее, способ его получения и препрег на его основе

