Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБА
Вид РИД
Изобретение
Изобретение относится к способу непрерывного литья сляба, в частности, из стали, в котором литой сляб направляют через печь и в котором сляб подвергают операции удаления окалины, при этом по меньшей мере на одном участке печи поверхность сляба, соответственно, заготовки подвергают восстановлению тем, что на участке печи поддерживают атмосферу, которая состоит из инертного газа и водорода или из чистого водорода. Кроме того, изобретение относится к устройству для непрерывного литья сляба.
Соответствующий способ раскрыт в US 5816311 А. При изготовлении стальной полосы известна непосредственная прокатка из состояния нагрева после литья. Способ тем более интересен, чем больше скорость разливки. Известен способ, например, из ЕР 0889762 В1 и WO 2006/106376 А1. При этом сначала изготавливают в установке для непрерывной разливки металла сляб, который выходит из кристаллизатора вертикально вниз, а затем его отклоняют в горизонтальное направление. Горячую заготовку затем подают в прокатный стан. В каждой прокатной клети прокатного стана происходит уменьшение толщины сляба, пока не будет изготовлена полоса желаемой толщины. Преимущества этого способа непрерывной разливки и прокатки состоят в относительно компактной конструкции установки и в связанных с этим низких инвестиционных затратах. Кроме того, можно экономить энергию при изготовлении полосы. Способ обеспечивает возможность изготовления трудно поддающихся прокатке изделий, например, очень тонких полос (с толщиной, например, 0,8 мм), обработки очень твердых специальных материалов и комбинированного изготовления широких и тонких полос.
Указанная технология называется также технологией CSP. Под этим понимается изготовление стальной полосы в установке для литья и прокатки тонких слябов, которая обеспечивает возможность эффективного производства горячекатаной ленты, когда обеспечивается жесткое соединение установки для непрерывной разливки металла, проходной печи для выравнивания температуры и прокатного стана и ходом изменения их температуры во всей установке. При этом прокатные клети расположены непосредственно после разливочной машины и проходной печи. За счет использования указанной установки разливки и прокатки возможен связанный, полностью непрерывный, непосредственный процесс разливки и прокатки.
Для достижения достаточного качества поверхности изготавливаемой полосы очень большим препятствием является возникновение окалины. Поэтому образующаяся во время литья и затвердевания, а также при нагревании в печи для сляба поверхностная окалина на стальной заготовке, соответственно, на слябе должна быть удалена перед горячей прокаткой.
В частности, недостатком является то, что в указанном непрерывном процессе разливки и прокатки образующаяся во время литья и затвердевания заготовки, соответственно, сляба окалина не может быть удалена. Заготовку, соответственно, сляб отливают и нагревают в окислительной атмосфере, при этом поверхность покрывается окалиной. Образованная на нижней стороне заготовки, соответственно, сляба окалина может вдавливаться на поверхности прилегания в печи (на роликах, петлеобразователях и т.д.) и тем самым приводить к механическому повреждению поверхности. Очистка поверхностей с помощью используемого классическим образом устройства для гидросбива окалины может происходить лишь снаружи печи. Кроме того, удаление окалины с помощью устройства для гидросбива окалины перед и/или после печи приводит к охлаждению заготовки, соответственно, сляба, что необходимо компенсировать в печи посредством большего ввода энергии.
В DE 19959688 А1 показан способ нагревания заготовок из металлических материалов для процесса прокатки или деформации, в котором нагревание осуществляется с помощью электрических или магнитных полей, при этом используется защитная атмосфера. Она состоит в данном случае, прежде всего, из диоксида углерода, из аргона, из азота, из гексафторида серы или из гелия.
В WO 2007/054237 А1 раскрыто удаление окалины с предварительно прокатанной горячекатаной полосы перед входом в устройство для регулирования температуры для комбинированного процесса разливки и прокатки, при этом так предварительно обработанную полосу удерживают в устройстве регулирования температуры в атмосфере защитного газа.
Способ непрерывного изготовления стальной полосы или стального листа раскрыт также в WO 89/11363. Аналогичный способ показан в WO 98/00248. Другие аналогичные решения показаны в WO 02/04145 А2, ЕР 1134296 А2 и CN 101091958 А.
В основу данного изобретения положена задача уменьшения имеющихся слоев окалины и предотвращения образования и нарастания слоя окалины во время отжига. Кроме того, должны предотвращаться или по меньшей мере уменьшаться обусловленные окалиной дефекты поверхности.
Эта задача решена, согласно изобретению, относительно способа тем, что в направлении транспортировки перед и/или после по меньшей мере одного участка печи с восстановительной атмосферой примыкает участок печи, в котором поверхность сляба подвергают окислению. Таким образом, этот участок печи с окислительной атмосферой может иметь в этом случае также по меньшей мере частично кислород.
При этом доля кислорода может составлять между 3% и 100%, предпочтительно между 5% и 50%. Инертный газ предпочтительно является азотом или аргоном.
Нагревание сляба можно выполнять в печи за счет индукции.
Предпочтительно, указанный выше способ является способом непрерывного литья заготовки в процессе разливки и прокатки. Нагревание или выравнивающий полный отжиг сляба осуществляется в этом случае предпочтительно в направлении транспортировки после процесса разливки и перед процессом прокатки. При этом сляб транспортируют непрерывно.
Устройство для непрерывного литья сляба, которое имеет печь, через которую можно проводить сляб, при этом имеются средства для удаления окалины, с помощью которых можно удалять окалину с поверхности сляба, характеризуется, согласно изобретению, тем, что печь имеет по меньшей мере два участка, при этом имеются средства для поддержания восстановительной атмосферы по меньшей мере на одном участке печи и при этом имеются средства для поддержания окислительной атмосферы по меньшей мере на одном другом участке печи.
Средства для поддержания восстановительной атмосферы предпочтительно имеют подводящие трубопроводы для водорода и предпочтительно также для инертного газа. Средства для поддержания окислительной атмосферы предпочтительно имеют по меньшей мере один подающий трубопровод для кислорода.
Печь может быть муфельной печью. Участки печи могут быть также образованы стальными трубами, что имеет то преимущество, что не имеется открытого пламени. Печь может содержать также индуктивные нагревательные средства.
С помощью предложенного способа можно создавать стальную заготовку, соответственно, стальной сляб с улучшенными свойствами поверхности. Это осуществляется за счет целенаправленной установки температуры печи во время нагревания или полного отжига в стационарной печи или в печи с роликовым подом.
Согласно изобретению, имеющийся слой окалины восстанавливают и предотвращают образование, соответственно, нарастание слоя окалины во время обработки отжигом. Дополнительно к этому, можно посредством целенаправленной комбинации образования окалины и восстановления удалять небольшие дефекты поверхности.
За счет этого может быть улучшено качество поверхности заготовки, соответственно, сляба, что особенно предпочтительно для непосредственно прокатываемой горячекатаной полосы, например, в процессе CSP разливки и прокатки. Таким образом, могут выполняться высокие требования к качеству поверхности, которые предъявляются, например, к листам для наружных частей кузова в автомобильной промышленности.
Образование окалины на поверхностях прилегания в печи (на роликах, петлеобразователях и т.д.) может предотвращаться или во всяком случае уменьшаться.
За счет предотвращения потерь вследствие окалины и выбраковки может быть повышена производительность установки.
Достигается также экономия энергии за счет лучшего переноса тепла в печи. Экономия энергии, а также экономия воды получаются также за счет того, что возможно еще требующиеся устройства для гидросбива окалины могут работать с уменьшенным расходом воды. Связанные с этим небольшие потери температуры заготовки или сляба позволяют задавать более низкую температуру печи при остающейся одинаковой температуре сляба при входе в прокатную клеть.
Ниже приводится описание примера выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
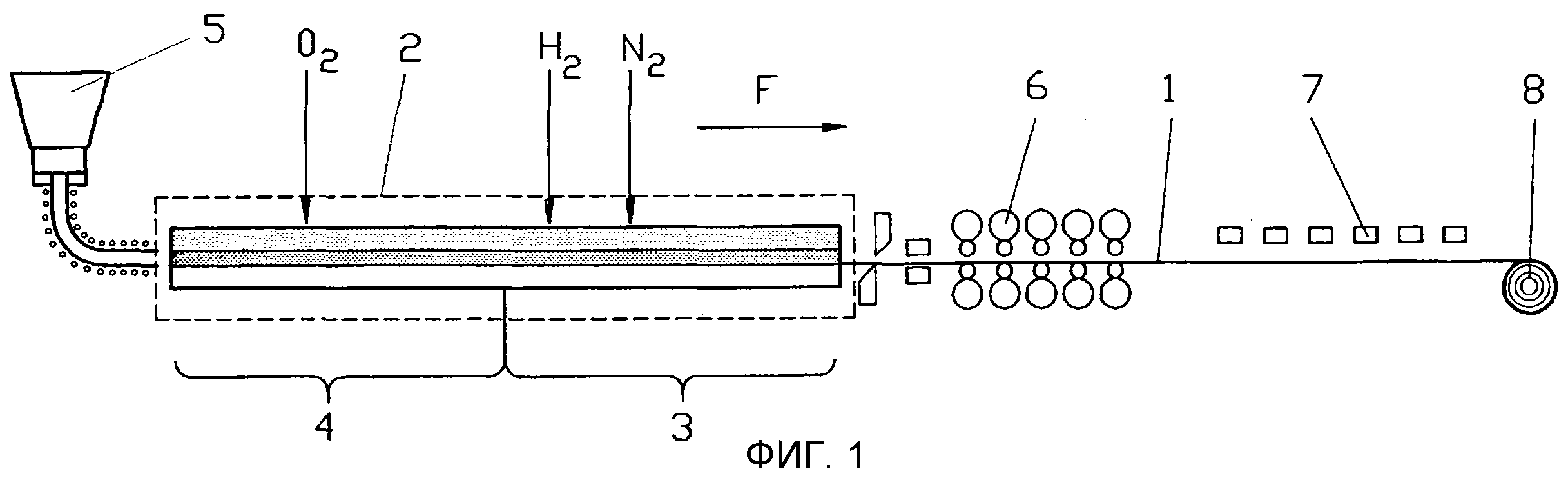
фиг. 1 - схема установки для разливки и прокатки сляба с литейным устройством, печью с роликовым подом и станом горячей прокатки; и
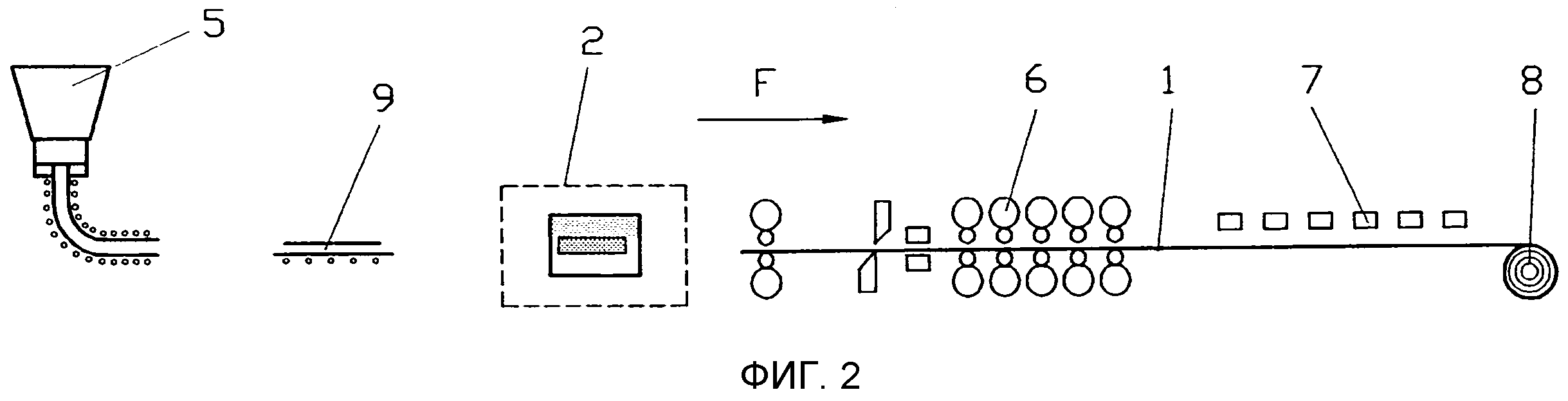
фиг. 2 - схема установки для обычного процесса горячей прокатки, с литейной машиной, складом для слябов, нагревательной печью и прокатным станом.
На фиг. 1 показана установка для разливки и прокатки, которая сама по себе известна. В литейной машине 5 непрерывно отливается сляб, который выходит из кристаллизатора вертикально вниз, а затем с помощью множества роликов отклоняется в горизонтальное положение, при этом отлитая заготовка дальше затвердевает. В направлении F транспортировки после этого примыкает стан 6 горячей прокатки, затем следует в направлении F транспортировки охлаждающая группа 7 и моталка 8 для готовой полосы.
В решении, согласно фиг. 1, между литейной машиной 5 и станом 6 горячей прокатки расположена печь 2 с роликовым подом.
В альтернативном решении, согласно фиг. 2, используется обычный процесс горячей прокатки, в котором слябы после литейной машины 5 сначала хранят на складе 9 для слябов. Из него слябы попадают в печь 2, которая выполнена в виде подогревательной печи. Затем следует указанный применительно к фиг. 1 процесс, т.е. прокат, охлаждение и намотка полосы.
Образовавшуюся во время нагревания и нахождения в печи для сляба окалину поверхности необходимо удалять перед горячей прокаткой. Классически это происходит с помощью устройства для гидросбива окалины посредством обрызгивания водой под высоким давлением (200-400 бар). В отличие от обычного изготовления посредством непрерывного литья заготовки, охлаждения и последующего нагревания снова и горячей прокатки (как показано на фиг. 2), слябы в процессе разливки и прокатки (в частности, указанного выше процесса CSP, согласно фиг. 1) в непрерывном способе подают через печь с роликовым подом непосредственно в стан горячей прокатки готовой полосы. При этом отпадает возможность удаления перед горячей прокаткой дефектов поверхности с помощью огневой зачистки или шлифования слябов.
Для обоих указанных процессов предусмотрено, что используется печь 2, при этом по меньшей мере на одном участке 3 печи 2 (см. фиг. 1) поверхность сляба подвергается восстановлению тем, что на участке 3 печи 2 поддерживается атмосфера, которая состоит из инертного газа и/или водорода Н2.
Таким образом, на указанном участке 3 печи 2 устанавливается восстановительная атмосфера печи, с помощью которой можно выполнять восстановление окалины поверхности. Используемый водород (Н2) может иметь содержание от примерно 3% до 100%.
В направлении F транспортировки перед участком 3 с восстановительной атмосферой в показанном на фиг. 1 и 2 примере выполнения (однако изображен лишь на фиг. 1) расположен участок 4 с окислительной атмосферой. То есть, здесь подается кислород (О2); возможно также, что здесь обеспечивается возможность входа (содержащей кислород) атмосферы.
Таким образом, небольшие дефекты поверхности из процесса литья и затвердевания заготовки, соответственно, сляба можно удалять посредством целенаправленного удаления окалины. За счет целенаправленного комбинирования зон печи с восстановительной и окислительной атмосферой можно получать после печи 2 чистую, металлически блестящую поверхность сляба.
Разделения пространства сгорания и печных камер можно достигать за счет использования муфельной печи или стальных труб. В качестве альтернативного решения, можно полностью или частично выполнять нагревание и полный отжиг с рекристаллизацией с помощью индуктивных нагревательных элементов.
В показанном примере выполнения в направлении F транспортировки следуют друг за другом два участка, соответственно, камеры 3, 4 печи, при этом, как указывалось выше, сначала происходит окисление сляба 1, а затем его восстановление. Возможно также, что в печи предусмотрено более двух участков, в частности, три участка, в которых поддерживаются различные атмосферы для восстановления, соответственно, окисления.
Перечень позиций
1 Сляб/заготовка
2 Печь
3 Участок печи
4 Участок печи
5 Машина для непрерывной разливки
6 Стан горячей прокатки
7 Охлаждающая группа
8 Моталка
9 Склад для слябов
Н2 Водород
N2 Азот
O2 Кислород
F Направление транспортировки
Способ изготовления полуфабриката, в частности стальной ленты, с двухфазной структурой
Стан горячей прокатки и способ горячей прокатки металлической ленты или металлического листа
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы

