Результат интеллектуальной деятельности: СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ
Вид РИД
Изобретение
Изобретение относится к области станкостроения, а именно - к специальным станкам для обработки шлифованием деталей в виде тела вращения с криволинейным профилем из керамических материалов.
Известны общепромышленные токарные станки, например, 1М63Н, 16К40 (Каталог станков Рязанского станкостроительного завода, вып. №2, 2001 г., стр.4-7), применяемые в технологии шлифования полых изделий из керамических материалов, содержаидие станину с направляющими, переднюю бабку со шпинделем и коробкой подач, главный привод, суппорт с ползушкой, заднюю бабку, копировальную систему. С данными станками использовались различные приспособления как для закрепления обрабатываемой детали на позиции обработки, так и для получения заданных ее форм, для чего использовались приспособления типа копиров. Обработка велась шлифовальным инструментом, закрепляемым на ползушке суппорта станка.
Недостатками известных станков являются:
- низкая точность механической обработки, так как погрешность геометрических размеров копира, заложенная при его изготовлении, существенно сказывается на погрешности геометрических размеров обрабатываемой на станке детали;
- отсутствие активного автоматизированного контроля толщины стенки и геометрии контура также сказывается на точности геометрических размеров обрабатываемой детали;
- существенное влияние человеческого фактора на точность механической обработки;
- многочисленные операции по настройке копировальной системы станка, что сказывается на производительности станка;
- экономическая неэффективность применения в условиях штучного и мелкосерийного производства, когда стоимость оснастки составляет значительную часть стоимости изготовления одной детали.
Известен также специальный станок с ЧПУ, выбранный в качестве прототипа заявляемого станка (патент РФ на полезную модель №65416, В24В 5/16, опубликовано: 10.08.2007). Станок содержит станину с направляющими, переднюю бабку со шпинделем и коробкой подач, главный привод, заднюю бабку с пинолью и элементами ее перемещения по направляющим станины, люнеты, установленные на направляющих станины с возможностью перемещения относительно продольной оси станка, суппорт с ползушкой и поворотным столом, снабженным приводом, на котором установлен инструментальный узел, выполненный в виде сменных для наружной и внутренней поверхности обрабатываемой детали снабженных индивидуальными приводами шлифовальных механизмов. Шпиндель снабжен планшайбой, выполненной с возможностью закрепления обрабатываемой детали. Инструментальные узлы станка снабжены числоимпульсными датчиками контроля кривизны внутренней и наружной обрабатываемых поверхностей. Станок оборудован системой ЧПУ. Выходы главного привода, приводы инструментальных узлов, привод поворотного стола, выходы числоимпульсных датчиков контроля кривизны обрабатываемых поверхностей через согласующие элементы соединены с входами системы ЧПУ.
К недостатку известного станка относится то, что контроль геометрических параметров обрабатываемой поверхности детали выполняется в заранее рассчитанных по высоте дискретных значениях, таким образом невозможно получить информацию об отклонении между отсечками в виде непрерывной диаграммы, что в свою очередь приводит к снижению точности механической обработки. Недостатком также является то, что для проведения контрольно - измерительного цикла возникает необходимость в дополнительных подготовительных операциях, связанных с тем, что используемые числоимпульсные датчики контроля кривизны внутренней и наружной обрабатываемых поверхностей закреплены на инструментальном узле, к тому же выполнение цикла занимает много времени, таким образом, низкая производительность контрольно - измерительной операции приводит к снижению общей производительности станка.
Техническим результатом предлагаемого изобретения является повышение качества механической обработки деталей из керамических материалов в виде тел вращения, оболочек, деталей с криволинейным профилем посредством создания системы активного, автоматизированного контроля геометрических параметров обрабатываемой детали, повышение производительности станка.
Указанный технический результат достигается следующим образом.
1. Специальный станок с ЧПУ для обработки деталей из керамических материалов, содержащий станину с направляющими, переднюю бабку с возможностью установки обрабатываемой детали, главный привод, суппорт с ползушкой, оснащенные приводами, поворотный стол, снабженный индивидуальным приводом и установленным на нем обрабатывающим узлом внутренней поверхности детали, оснащенный приводом, при этом главный привод, приводы суппорта, ползушки, поворотного стола и обрабатывающего узла соединены с входами интерфейсных узлов системы ЧПУ, отличающийся тем, что станок снабжен размещенным на станине измерительным узлом, состоящим из устройства позиционирования, измерительного датчика и сервоприводов, на поворотном столе закреплено устройство автоматической привязки обрабатывающего узла к внутренней поверхности обрабатываемой детали, состоящее из кронштейна с закрепленным на нем лазерным датчиком, а управляющие выходы измерительного датчика, лазерного датчика и сервоприводов соединены с входами интерфейсных узлов системы ЧПУ.
2. Специальный станок с ЧПУ для обработки деталей из керамических материалов по п.1, отличающийся тем, что обрабатывающий узел снабжен котировочными винтами.
3. Специальный станок с ЧПУ для обработки деталей из керамических материалов по п.1, отличающийся тем, что устройство автоматической привязки обрабатывающего узла к поверхности обрабатываемой детали снабжено юстировочными винтами.
Предлагаемое изобретение представлено на чертежах, где:
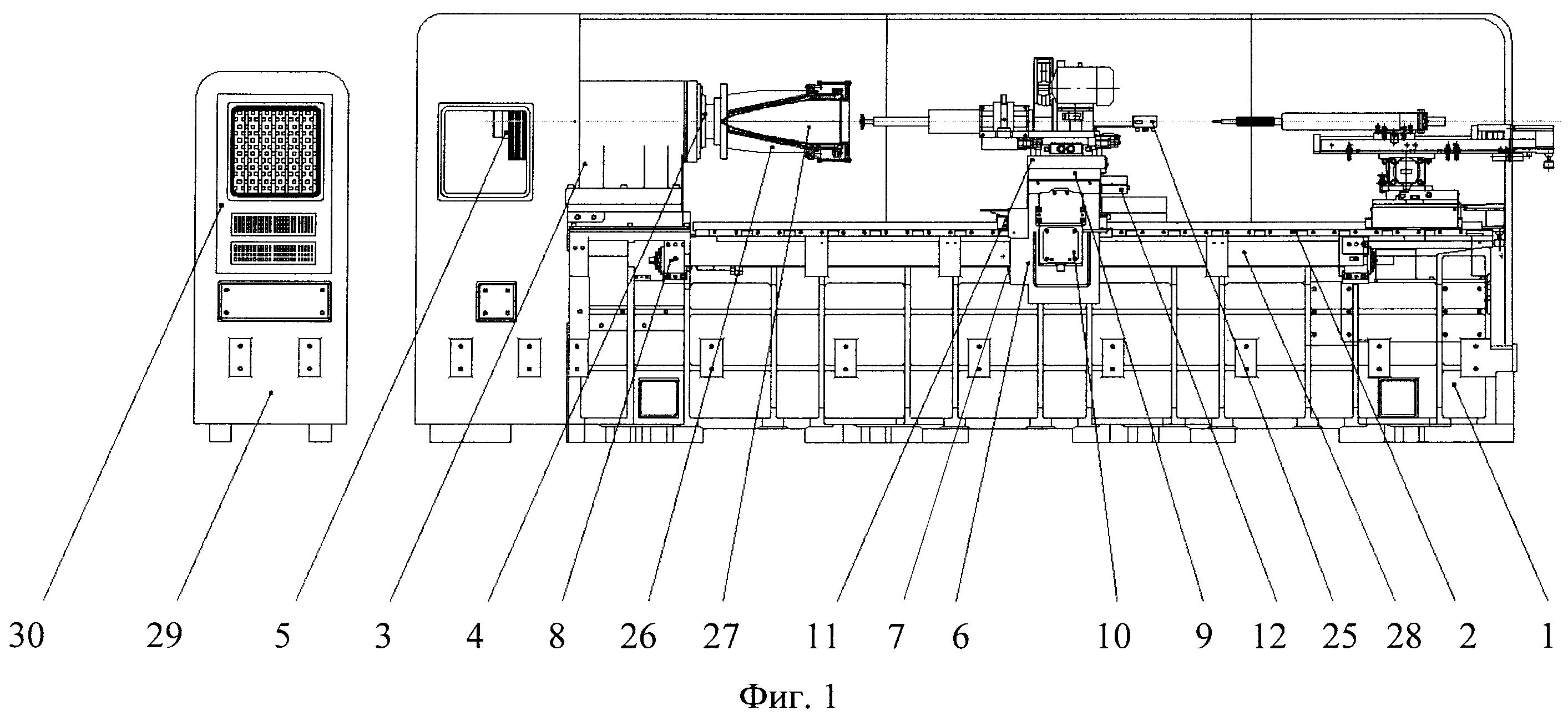
на Фиг.1 показан общий вид станка;
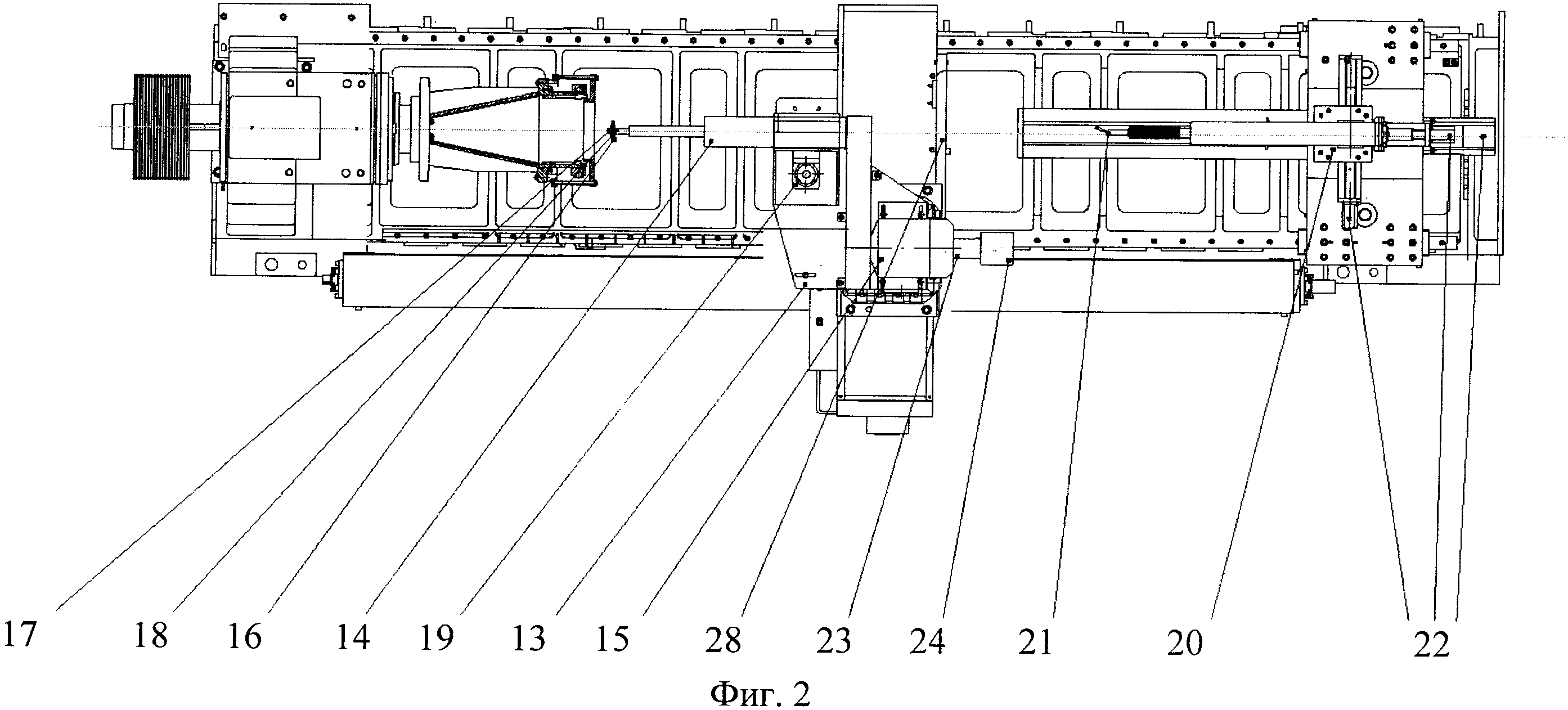
на Фиг.2 показан вид на станок сверху;
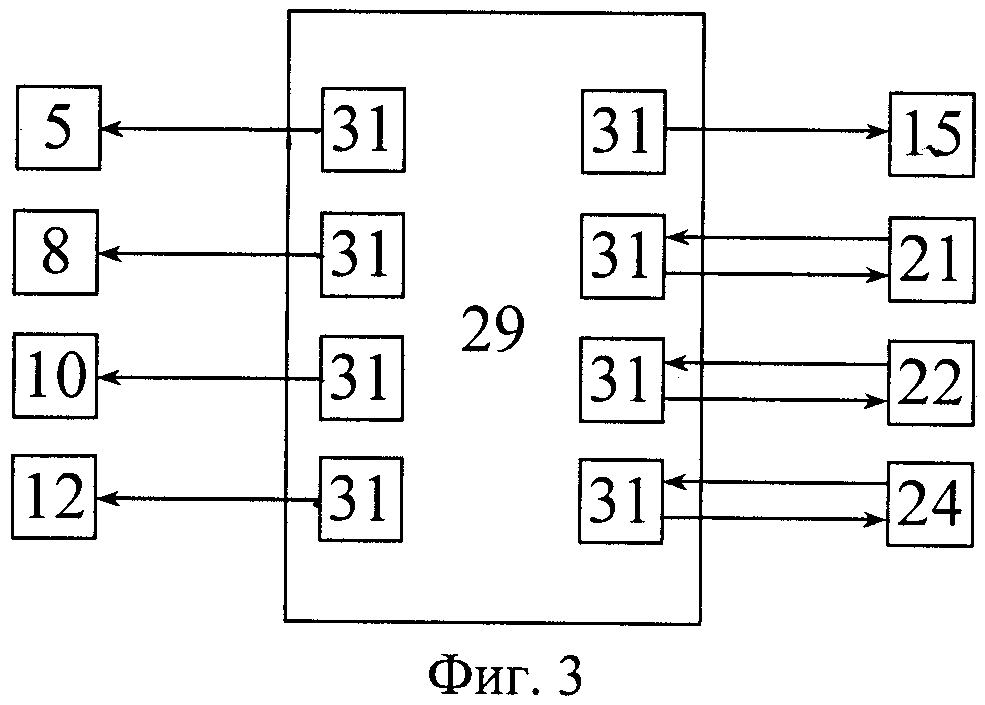
на Фиг.3 показана блок-схема взаимосвязей системы ЧПУ, датчиков и приводов станка и согласующих элементов.
Станок содержит (см. Фиг.1, 2) станину 1 с направляющими 2, переднюю бабку 3 со шпинделем 4, главный привод 5, суппорт 6 с кареткой 7, снабженный приводом 8, установленную на суппорте ползушку 9, имеющую привод 10. На ползушке размещен поворотный стол 11, снабженный индивидуальным приводом 12 и установленным на нем обрабатывающим узлом. Обрабатывающий узел содержит кронштейн 13 с закрепленным на нем шпинделем 14, связанным через ременную передачу с приводом 15, цангу 16 и гайку 17 для установки шлифовального круга 18, котировочные винты 19 для позиционирования оси шлифовального круга относительно продольной оси станка. На станине станка размещен измерительный узел, состоящий из устройства позиционирования 20, измерительного датчика 21 и сервоприводов 22. На поворотном столе закреплено устройство автоматической привязки обрабатывающего узла к обрабатываемой поверхности детали, состоящее из кронштейна 23, лазерного датчика 24 и котировочных винтов 25 для позиционирования луча лазерного датчика относительно продольной оси станка. На шпинделе 4 установлено устройство базирования детали 26 с закрепленной, обрабатываемой деталью 27. Станок оснащен датчиками 28 для контроля линейного продольного и поперечного перемещения, системой ЧПУ 29 и пультом управления 30. Управляющие выходы (см. Фиг.3) главного привода 5, привода суппорта 8, привода ползушки 10, привода поворотного стола 12, привода обрабатывающего узла 15, измерительного датчика 21, сервоприводов 22 и лазерного датчика 24 соединены с входами интерфейсных узлов 31 системы ЧПУ 29.
Предлагаемый станок работает следующим образом.
Обрабатываемую деталь 27 закрепляют на устройстве базирования 26, после чего с пульта управления 30 оператор включает измерительный узел и выполняет контрольно - измерительный цикл. Посредством системы ЧПУ 29 рассчитываются припуски и создается управляющая программа механической обработки, учитывая предварительно введенные координаты контура детали. После чего оператор с пульта управления задействует устройство автоматической привязки обрабатывающего узла к обрабатываемой поверхности детали. Затем с пульта управления оператор включает главный привод 5, привод суппорта 8, привод ползушки 10, привод поворотного стола 12 и привод обрабатывающего узла 15. В процессе механической обработки детали периодически проводится контрольно - измерительный цикл для оценки величины оставшегося припуска, оценки толщины стенки детали в различных поперечных сечениях. По данным контрольно - измерительной операции посредством системы ЧПУ рассчитываются и вносятся необходимые поправки в управляющую программу обработки. По достижении заданных расчетных геометрических параметров механическая обработка детали завершается, станок отключается в соответствующем порядке.
Таким образом, предлагаемая конструкция станка позволяет получать детали из керамических материалов в виде тел вращения, оболочек, деталей с криволинейным профилем с высокой точностью по геометрическим параметрам и повысить производительность механической обработки.
Литейный сплав на основе железа
Формостабильная корпусная платформа из композиционного материала (варианты)
Окантовочный элемент трехслойной панели
Литейный инварный сплав на основе железа
Способ ультразвуковой обработки изделий из стеклокерамики
Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков
Теплозащитный экран бортовой антенны в головном антенном обтекателе
Способ изготовления композиционного многослойного изделия на основе и многослойное изделие
Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий
Способ механической обработки крупногабаритных керамических изделий конической формы
Способ механической обработки внутренней поверхности керамических изделий
Способ формования заготовок огнеупорных керамических изделий

