Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОДГУЗНИКА ТИПА ТРУСОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления подгузника типа трусов и, более точно, к способу облегчения выравнивания первой и второй частей боковых панелей подгузника типа трусов во время изготовления.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Типовой подгузник типа трусов имеет зону передней панели, которая предназначена для размещения ее поверх живота носителя, зону задней панели, которая предназначена для размещения ее поверх ягодиц носителя, и промежностную зону, расположенную между зонами передней и задней панелей. Боковые панели, обычно выполненные из эластифицированного материала, обеспечивают соединение передней и задней панелей для образования непрерывного отверстия для талии. Каждая боковая панель образована из первой части боковой панели, примыкающей к передней панели, и второй части боковой панели, примыкающей к задней панели. Во время изготовления переднюю и заднюю панели заготовки подгузника типа трусов загибают с наложением друг на друга так, что первая и вторая части боковых панелей перекрываются. Затем на боковых панелях образуют швы вдоль самых дальних от центра в поперечном направлении, краевых участков первой и второй частей боковых панелей для образования тем самым закрытого подгузника типа трусов.
При образовании швов на боковых панелях важно, чтобы первая и вторая части боковых панелей были выровнены правильным образом, в противном случае швы будут расположены не в том месте. Подобное неправильное расположение может привести к слабо прилегающему изделию, которое имеет тенденцию спадать при использовании, или к плохо прилегающему предмету одежды. В любом случае неправильно расположенные швы имеют непривлекательный внешний вид и снижают качество изделия.
Во время изготовления подгузников типа трусов, при котором продольное направление подгузников соответствует направлению движения в машине (машинному направлению), загибание передней и задней панелей означает, что панель, которая с самого начала является первой в направлении движения в машине, должна быть отделена от транспортирующего устройства, несущего подгузник, и загнута на последующую панель, которая по-прежнему удерживается на транспортирующем устройстве. Когда происходит загибание, заготовка подгузника перемещается на последующее транспортирующее устройство, вдоль которого происходит образование швов на боковых панелях. Это означает, что панель, которая с самого начала является первой в направлении движения в машине, не будет иметь опору, обеспечиваемую транспортирующим устройством, в течение значительно более длительного промежутка времени по сравнению с последующей панелью. Подобное отсутствие опоры может привести к неточному совмещению первой и второй частей боковых панелей.
Проблемы, связанные с неправильным расположением швов на боковых панелях, обостряются, когда передняя и/или задняя панели предусмотрены с поясным эластичным элементом. Во время изготовления заготовку подгузника типа трусов исходно временно фиксируют относительно транспортирующего устройства в по существу плоской, разложенной конфигурации. Во время сгибания и передачи одна или обе из панелей заготовки подгузника больше не будут удерживаться на транспортирующем устройстве, в результате чего панели будут стягиваться в направлении, поперечном относительно направления движения в машине, поскольку поясной эластичный элемент вызывает собирание материала панели в сборки.
Проблему неточного совмещения первой и второй частей боковых панелей в прошлом решали посредством выполнения корректирующих мероприятий после операции сгибания непосредственно перед образованием швов на боковых панелях. Подобные корректирующие мероприятия могут включать вытягивание первой и второй частей боковых панелей посредством зажима частей панелей между наклонно расположенной цепью и транспортирующим устройством. Было бы предпочтительно, если бы можно было гарантировать то, что первая и вторая части боковых панелей будут выровнены/совмещены с достаточной точностью без необходимости в трудоемких корректирующих мероприятиях.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Следовательно, задача настоящего изобретения состоит в разработке способа изготовления подгузника типа трусов, в котором уменьшена необходимость коррекции выравнивания частей боковых панелей после сгибания.
Данная задача решается в соответствии с настоящим изобретением посредством способа облегчения выравнивания первых и вторых частей боковых панелей подгузника типа трусов во время подачи заготовки подгузника типа трусов в направлении движения в машине через обрабатывающее устройство. Заготовка подгузника типа трусов имеет переднюю краевую зону, заднюю краевую зону и первую и вторую боковые краевые зоны. Каждая из первой и второй боковых краевых зон имеет первую часть боковой панели в передней краевой зоне и вторую часть боковой панели в задней краевой зоне. Способ включает следующие этапы:
выполнение плоского непрерывного холста, имеющего заданную ширину в направлении, поперечном относительно направления движения в машине;
временную фиксацию непрерывного холста относительно первого транспортирующего устройства, предусмотренного в обрабатывающем устройстве, при одновременном поддержании в основном заданной ширины непрерывного холста;
прикрепление частей боковых панелей к непрерывному холсту;
прикрепление эластичных элементов, находящихся под натяжением в направлении, поперечном относительно направления движения в машине, к выбранным зонам непрерывного холста при одновременном поддержании в основном заданной ширины непрерывного холста, при этом выбранные зоны соответствуют, по меньшей мере, указанной задней краевой зоне указанной заготовки подгузника типа трусов;
разрезание непрерывного холста при одновременном поддержании в основном заданной ширины непрерывного холста для образования, тем самым, множества заготовок подгузников типа трусов;
перемещение заготовки подгузника типа трусов вперед к фальцевальному устройству, в котором переднюю краевую зону отделяют от первого транспортирующего устройства;
перемещение первых и вторых частей боковых панелей в положение, в котором они перекрывают друг друга;
передачу заготовки подгузника типа трусов на второе транспортирующее устройство, на котором задняя краевая зона временно фиксируется относительно второго транспортирующего устройства, и
образование швов вдоль краевых участков первых и вторых частей боковых панелей для образования, тем самым, подгузника типа трусов, при этом
этап прикрепления эластичных элементов, находящихся под натяжением в направлении, поперечном относительно направления движения в машине, к выбранным зонам непрерывного холста при одновременном поддержании в основном заданной ширины непрерывного холста выполняют так, чтобы получить подгузник типа трусов, в котором имеет место разность усилий, определяемая между усилием, необходимым для обеспечения того, чтобы задняя краевая зона достигла заданной ширины, и усилием, необходимым для обеспечения того, чтобы передняя краевая зона достигла заданной ширины, при этом усилие для задней краевой зоны превышает усилие для передней краевой зоны.
Поскольку передняя краевая зона заготовки подгузника типа трусов будет отделена от транспортирующего устройства в течение сравнительно продолжительного промежутка времени для обеспечения возможности сгибания заготовки подгузника при одновременном удерживании задней краевой зоны на транспортирующем устройстве в течение по существу всего данного промежутка, то обстоятельство, что существует разность усилий, определяемая между усилием, необходимым для обеспечения того, чтобы задняя краевая зона достигла заданной ширины, и усилием, необходимым для обеспечения того, чтобы передняя краевая зона достигла заданной ширины, при этом усилие для задней краевой зоны превышает усилие для передней краевой зоны, означает, что степень стягивания или сужения передней краевой зоны и задней краевой зоны, когда они не опираются на транспортирующее устройство, будет по существу одинаковой, даже несмотря на то, что передняя краевая зона не будет иметь опоры в течение значительно более продолжительного промежутка времени по сравнению с задней краевой зоной. По существу, первые и вторые зоны боковых панелей будут иметь тенденцию достичь станции образования швов при их надлежащем перекрывании для образования швов.
В приведенных в качестве примера вариантах осуществления разность усилий составляет от 1,0 Н до 5,0 Н, предпочтительно от 1,5 Н до 4,0 Н, более предпочтительно - от 2,0 Н до 4,0 Н.
В приведенных в качестве примера вариантах осуществления во время этапа прикрепления эластичных элементов, находящихся под натяжением в направлении, поперечном относительно направления движения в машине, к выбранным зонам непрерывного холста при одновременном поддержании в основном заданной ширины непрерывного холста, выбранные зоны соответствуют только задней краевой зоне заготовки подгузника типа трусов.
В приведенных в качестве примера вариантах осуществления во время этапа прикрепления эластичных элементов, находящихся под натяжением в направлении, поперечном относительно направления движения в машине, к выбранным зонам непрерывного холста при одновременном поддержании в основном заданной ширины непрерывного холста, выбранные зоны соответствуют задней краевой зоне и передней краевой зоне заготовки подгузника типа трусов.
В приведенных в качестве примера вариантах осуществления один эластичный элемент, накладываемый под натяжением, накладывают на выбранную зону непрерывного холста, при этом выбранная зона соответствует как задней краевой зоне, так и передней краевой зоне заготовки подгузника типа трусов.
В приведенных в качестве примера вариантах осуществления во время этапа разрезания непрерывного холста один эластичный элемент разрезают так, что в задней краевой зоне заготовки подгузника типа трусов будет предусмотрена большая часть эластичного элемента по сравнению с передней краевой зоной соседней заготовки подгузника типа трусов.
В приведенных в качестве примера вариантах осуществления заготовка подгузника типа трусов имеет поглощающую структуру, расположенную между первым холстом и вторым холстом, при этом один из первого и второго холстов образован частью непрерывного холста, при этом первый холст предназначен для ношения у кожи носителя и второй холст предназначен для ношения у одежды носителя, при этом во время этапа перемещения заготовки подгузника типа трусов вперед по направлению к фальцевальному устройству первый холст будет обращен к первому транспортирующему устройству непосредственно перед сгибанием.
В приведенных в качестве примера вариантах осуществления заготовка подгузника типа трусов имеет поглощающую структуру, расположенную между первым холстом и вторым холстом, при этом один из первого и второго холстов образован частью непрерывного холста, при этом первый холст предназначен для ношения у кожи носителя и второй холст предназначен для ношения у одежды носителя, при этом во время этапа перемещения заготовки подгузника типа трусов вперед по направлению к фальцевальному устройству второй холст будет обращен к первому транспортирующему устройству непосредственно перед сгибанием.
Первое транспортирующее устройство может содержать, по меньшей мере, один вращающийся барабан.
В приведенных в качестве примера вариантах осуществления во время этапа передачи заготовки подгузника типа трусов на второе транспортирующее устройство, на котором заднюю краевую зону временно фиксируют относительно второго транспортирующего устройства, обеспечивают размещение второго холста заготовки подгузника типа трусов в положении, в котором второй холст будет обращен ко второму транспортирующему устройству.
Заготовка подгузника типа трусов может быть временно зафиксирована относительно первого и второго транспортирующих устройств, по меньшей мере, посредством присасывания.
В приведенных в качестве примера вариантах осуществления этап образования швов вдоль краевых участков первых и вторых частей боковых панелей выполняют посредством использования оборудования для ультразвуковой сварки, предпочтительно оборудования для ротационной ультразвуковой сварки.
В приведенных в качестве примера вариантах осуществления между этапами перемещения первых и вторых частей боковых панелей в положение, в котором они перекрывают друг друга, и образования швов вдоль краевых участков первых и вторых частей боковых панелей способ дополнительно включает этап обеспечения вдувания воздуха на первые и вторые участки боковых панелей, чтобы способствовать сохранению их выравнивания.
В приведенных в качестве примера вариантах осуществления эластичные элементы образованы лентой из эластомерного материала, такого как натуральный каучук, синтетический каучук или термопластичный эластомерный полимер, ламинат, скрепленный в растянутом состоянии, ламинат, скрепленный в суженном состоянии, или эластичный нетканый материал, такой как уретан, полученный аэродинамическим способом из расплава, или уретан, полученный сочетанием фильерного способа производства и аэродинамического способа (spunblown). Эластичные элементы могут быть образованы посредством трехслойного ламината со структурой РР-SBS-PP, в которой РР представляет собой полипропилен и SBS представляет собой сополимер стирола и бутадиена с чередованием блоков.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано более подробно в дальнейшем только в качестве примера и со ссылкой на приложенные чертежи, в которых:
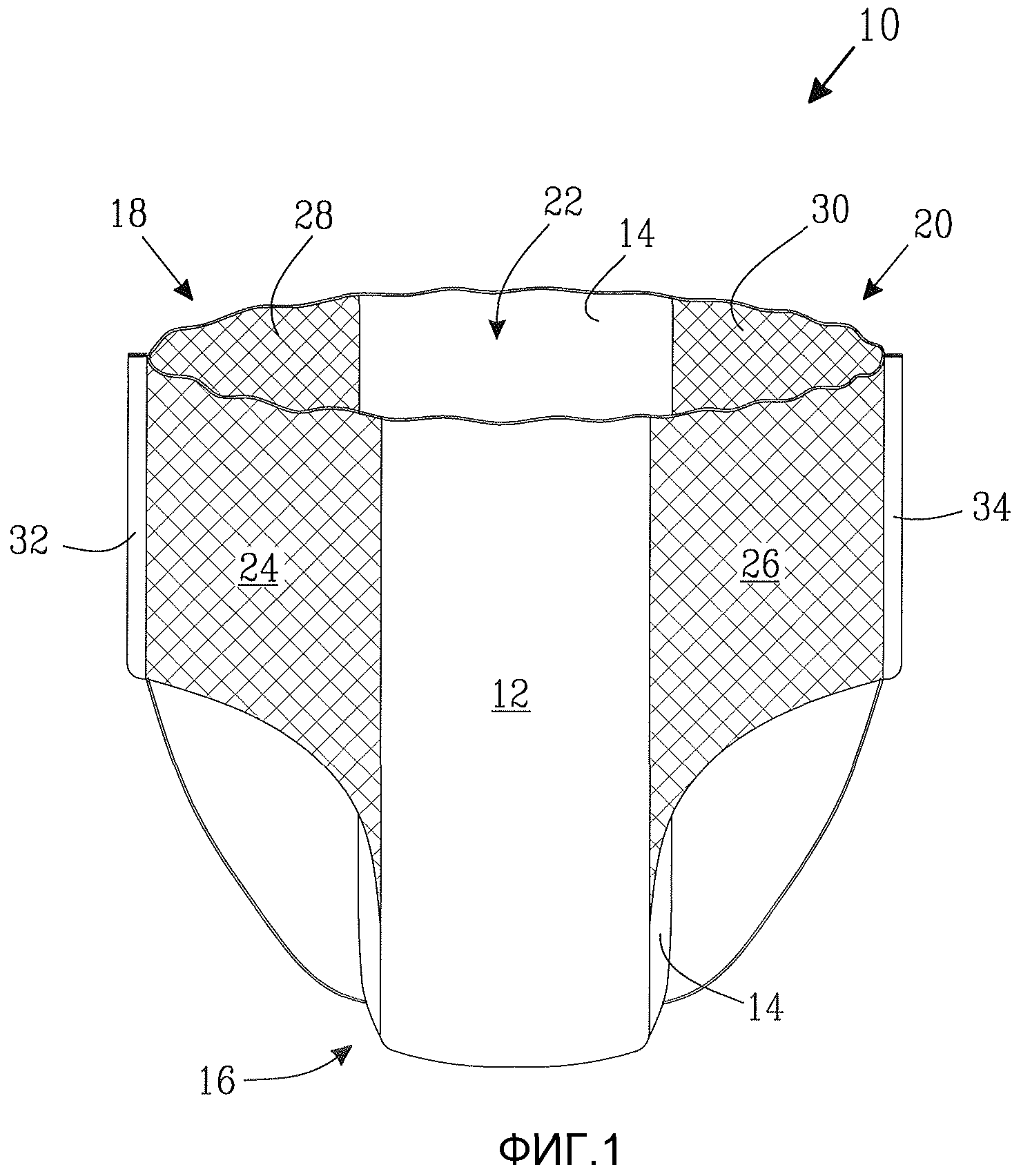
фиг.1 представляет собой схематический вид в перспективе подгузника типа трусов, который может быть изготовлен способом в соответствии с настоящим изобретением;
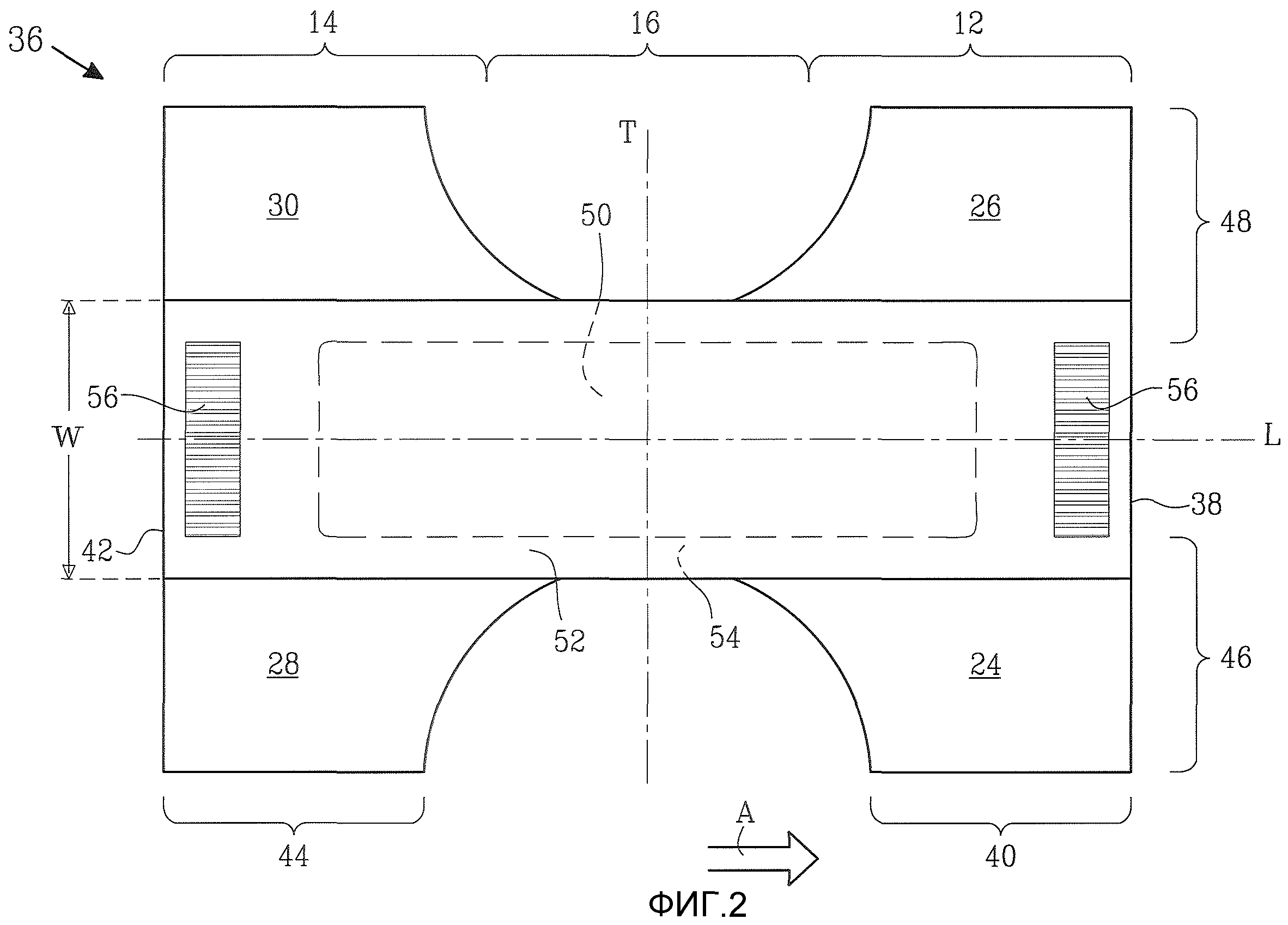
фиг.2 представляет собой схематический вид в плане заготовки подгузника типа трусов, пригодной для использования в способе по настоящему изобретению;
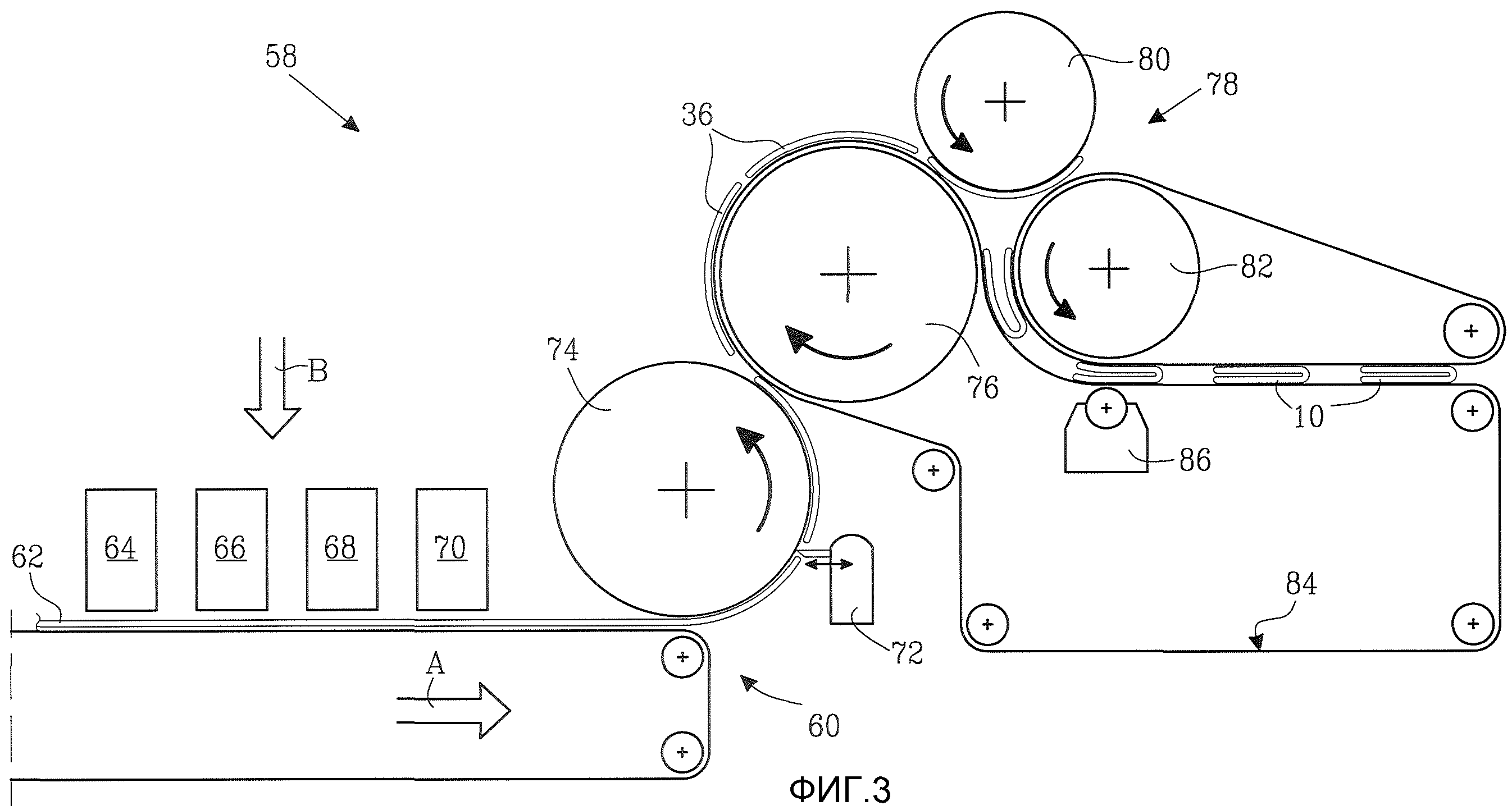
фиг.3 представляет собой схематический вертикальный вид устройства для выполнения способа по настоящему изобретению;
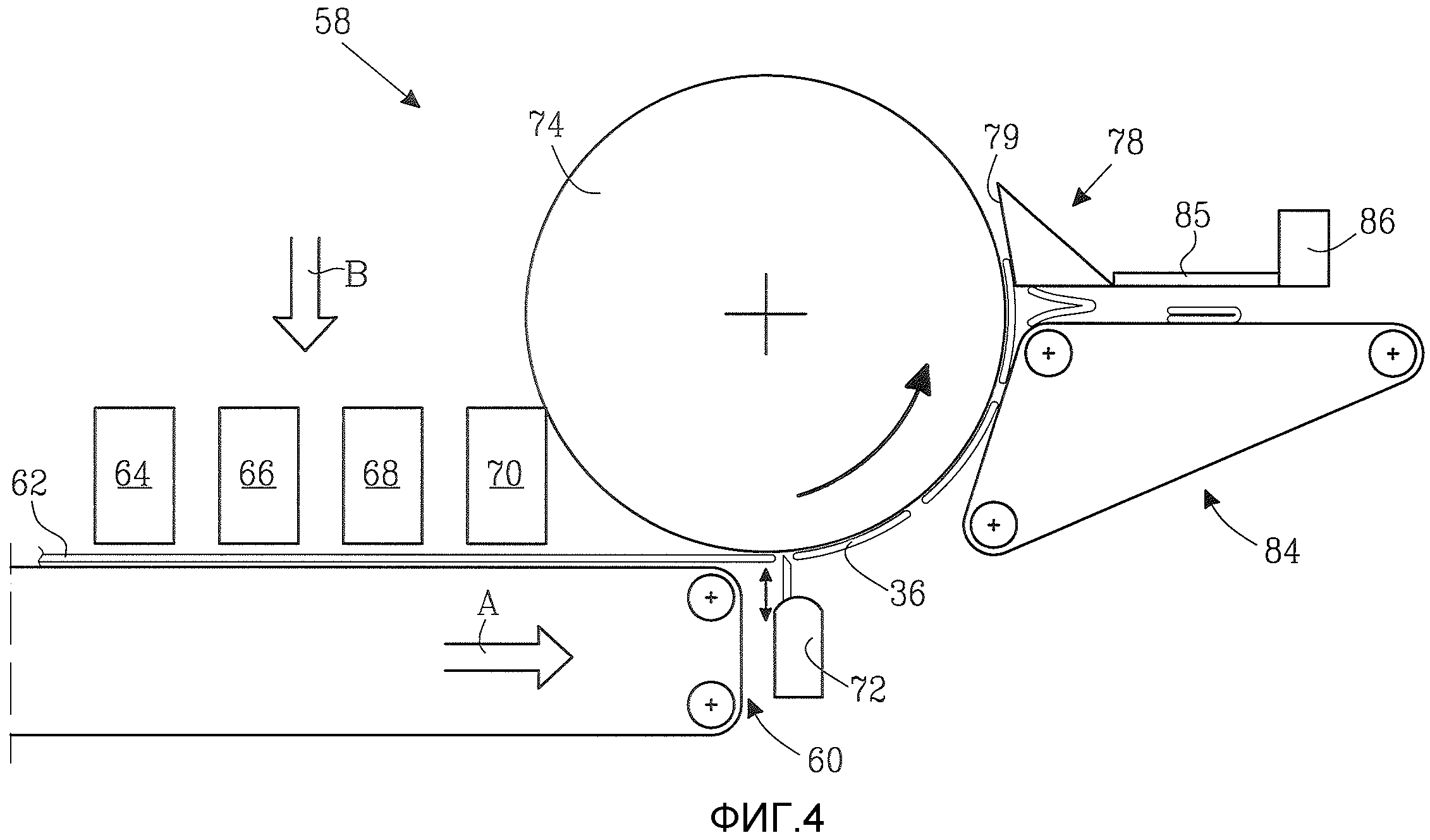
фиг.4 представляет собой схематический вертикальный вид дополнительного устройства для выполнения способа по настоящему изобретению, и
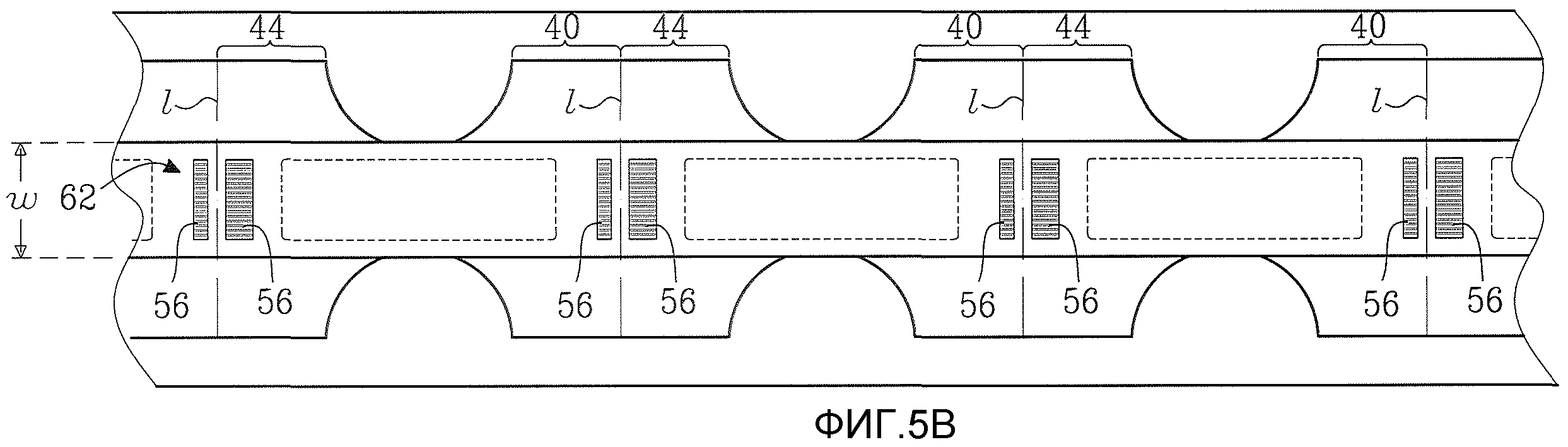
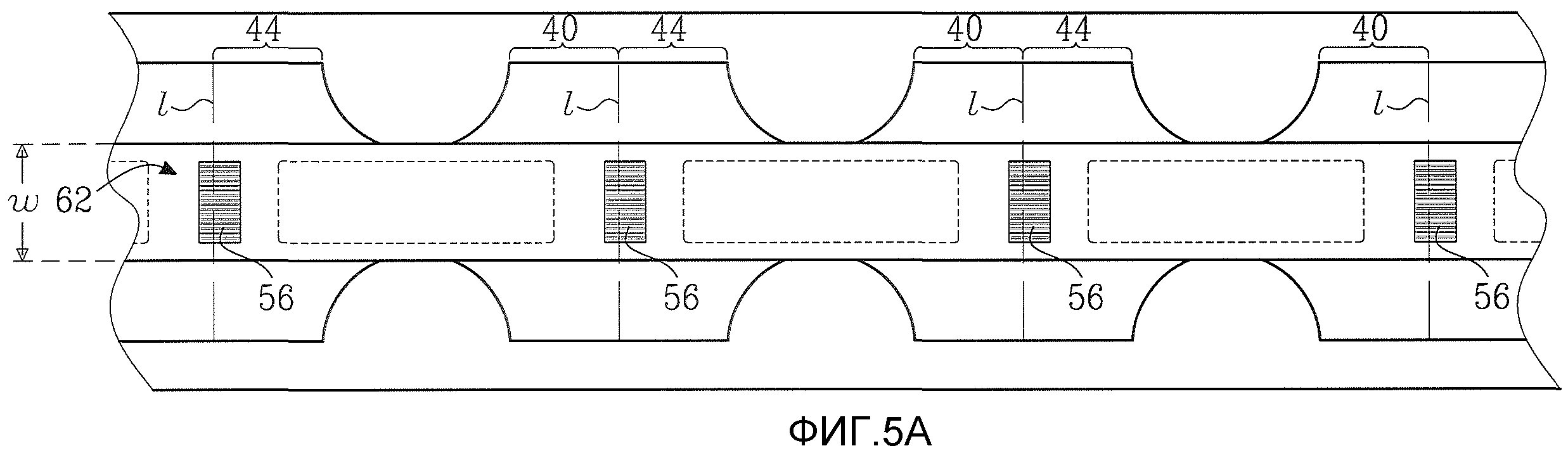
фиг.5А и 5В представляют собой схематические виды в направлении стрелки В на фиг.3 и 4.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На чертежах ссылочная позиция 10 обозначает в целом подгузник типа трусов, который может быть изготовлен посредством использования способа по настоящему изобретению. Подобный подгузник имеет зону 12 передней панели, которая предназначена для размещения ее поверх живота носителя, зону 14 задней панели, которая предназначена для размещения ее поверх ягодиц носителя, и промежностную зону 16, расположенную между зонами передней и задней панелей. Боковые панели 18, 20, обычно выполненные из эластифицированного материала, обеспечивают соединение зон передней и задней панелей для образования непрерывного отверстия 22 для талии. Каждая боковая панель 18, 20 образована из первой части 24, 26 боковой панели, примыкающей к передней панели 12, и второй части 28, 30 боковой панели, примыкающей к задней панели 14. Швы 32, 34 на боковых панелях образованы вдоль самых дальних от середины в поперечном направлении, краевых участков первых и вторых частей 24, 28; 26, 30 боковых панелей для образования, тем самым, закрытого подгузника типа трусов.
Как показано, в частности, на фиг.2, подгузник 10 типа трусов изготавливают из заготовки 36 подгузника типа трусов. Заготовка предназначена для подачи ее через обрабатывающее устройство в направлении движения в машине, обозначенном стрелкой А. Части заготовки, которые соответствуют подгузнику типа трусов по фиг.1, обозначены теми же ссылочными позициями. Заготовка 36 проходит в продольном направлении относительно продольной оси L так, что заготовка является в основном симметричной относительно данной оси. Заготовка также проходит в поперечном направлении относительно поперечной оси Т, при этом поперечная ось находится в месте, соответствующем половине протяженности заготовки в продольном направлении. Заготовка 36 имеет передний край 38, частично ограничивающий переднюю краевую зону 40, которая простирается по направлению к поперечной оси Т. Таким образом, передняя краевая зона 40 определена как простирающаяся, по меньшей мере, на половине расстояния от переднего края 38 до поперечной оси Т. Аналогичным образом, заготовка имеет задний край 42, частично ограничивающий заднюю краевую зону 44, которая простирается, по меньшей мере, на половине расстояния до поперечной оси Т. Заготовка 36 дополнительно включает в себя первую и вторую боковые краевые зоны 46, 48. Первая боковая краевая зона 46 включает в себя первую часть 24 боковой панели в передней краевой зоне 40 и вторую часть 28 боковой панели в задней краевой зоне 44. Аналогичным образом, вторая боковая краевая зона 48 включает в себя первую часть 26 боковой панели в передней краевой зоне 40 и вторую часть 30 боковой панели в задней краевой зоне 44. В проиллюстрированном варианте осуществления заготовка имеет поглощающую структуру 50, расположенную между первым холстом 52 и вторым холстом 54. Первый холст 52 предназначен для ношения у кожи носителя, и его обычно называют верхним листом. Второй холст 54 предназначен для ношения у одежды носителя, и его обычно называют задним листом. По соображениям комфорта и прилегания заготовка может также включать в себя поясной эластичный элемент 56 в задней краевой зоне 44 и, если требуется, в передней краевой зоне 40. Поясной эластичный элемент 56 может быть образован посредством любых обычных эластичных элементов, например, лент (включая ленты или полоски) или нитей. Эластичные элементы предпочтительно образованы посредством ленты из эластомерного материала, такого как натуральный каучук, синтетический каучук или термопластичный эластомерный полимер, ламинат, скрепленный в растянутом состоянии, ламинат, скрепленный в суженном состоянии, или эластичный нетканый материал, такой как уретан, полученный аэродинамическим способом из расплава, или уретан, полученный сочетанием фильерного способа производства и аэродинамического способа (spunblown). Исключительно в качестве примера пригодная трехслойная эластичная пленка или лента может быть получена от компании Nordenia International AG, при этом данная лента имеет код изделия КС-6325. Данная лента представляет собой ламинат со структурой РР-SBS-PP, в которой РР представляет собой полипропилен и SBS представляет собой сополимер стирола и бутадиена с чередованием блоков. Эластичный материал имеет толщину, составляющую 50 мкм, и может быть получен в виде рулона с шириной 60 мм. Эластичные элементы, пригодные для использования в настоящем изобретении, могут быть получены посредством отрезания отрезка длиной 27 мм от рулона для получения, тем самым, эластичного элемента, имеющего размеры 60 мм×27 мм×50 мкм в нерастянутом состоянии.
Хотя это не показано на чертежах, подгузник типа трусов и его заготовка также могут быть предусмотрены с поясным удерживающим карманом и эластифицированными отверстиями для ног. Тем не менее, поскольку подобные признаки конструкции хорошо известны в данной области техники, они не будут описаны с дополнительными подробностями.
Материалы, образующие заготовку 36 подгузника типа трусов, могут быть выбраны из любых материалов, обычно используемых для подобных изделий, и могут включать экологически благоприятные материалы из возобновляемых ресурсов и/или материал, поддающийся биологическому разложению. Таким образом первый холст или верхний лист 52 может содержать нетканый материал, например, нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный кардочесанием, гидроперепутыванием, укладкой в мокром состоянии и т.д. Пригодные нетканые материалы могут состоять из искусственных волокон, таких как полиэфирные, полиэтиленовые, полипропиленовые, вискозные, гидратцеллюлозные и т.д., или из натуральных волокон, таких как волокна из древесной целлюлозы или хлопковые волокна, или из смеси натуральных и искусственных волокон. Кроме того, материал верхнего листа может состоять из жгутов волокна, которые могут быть скреплены друг с другом с образованием некоторой конфигурации соединения, подобной, например, раскрытой в документе ЕР-А-1 035 818. К дополнительным примерам возможных материалов верхнего листа относятся поропласты, пластиковые пленки с отверстиями, ламинаты из нетканых материалов и нетканого материала с отверстиями и т.д. Материалы верхнего листа должны быть мягкими и не раздражающими кожу, и выделяемая организмом, текучая среда, например, моча, должна легко проходить через них. Кроме того, верхний лист может быть разным в разных частях подгузника.
Второй холст или задний лист 54 будет образовывать наружный покрывающий элемент готового подгузника типа трусов. Задний лист может быть одинаковым или разным в разных частях подгузника. По меньшей мере, в зоне поглощающей структуры 50 задний лист содержит не проницаемый для жидкостей материал в виде тонкой пластиковой пленки, например, полиэтиленовой или полипропиленовой пленки, нетканый материал, покрытый не проницаемым для жидкостей материалом, гидрофобный нетканый материал, который препятствует проникновению жидкостей, или ламинат из пластиковой пленки и нетканого материала. Материал заднего листа может быть воздухопроницаемым для обеспечения возможности выхода пара из поглощающей сердцевины при одновременном предотвращении прохода жидкостей через него. Примерами воздухопроницаемых материалов задних листов являются пористые полимерные пленки, нетканые ламинаты из слоев, полученных фильерным способом производства и аэродинамическим способом из расплава, и ламинаты из пористых полимерных пленок и нетканых материалов. Задний лист может содержать нетканый материал, по меньшей мере, на его поверхности, обращенной к предмету нижнего белья.
Поглощающая структура 50 может представлять собой поглощающую структуру любого обычного вида. Примерами часто встречающихся поглощающих материалов являются вспушенная измельченная целлюлоза, слои тонкой бумаги, полимеры с высокой поглощающей способностью (так называемые суперабсорбенты), поглощающие вспененные материалы, поглощающие нетканые материалы или тому подобное. Общеизвестно «объединение» вспушенной измельченной целлюлозы с полимерами со сверхвысокой поглощающей способностью в поглощающей сердцевине. Полимеры со сверхвысокой поглощающей способностью представляют собой обладающие способностью набухать в воде, не растворимые в воде органические или неорганические материалы, способные поглощать водный раствор, содержащий 0,9 весового процента хлорида натрия, в количестве, по меньшей мере, приблизительно в 20 раз превышающем их собственную массу. Органические материалы, пригодные для использования в качестве материалов со сверхвысокой поглощающей способностью, могут включать в себя природные материалы, такие как полисахариды, полипептиды и тому подобное, а также синтетические материалы, такие как синтетические полимеры, образующие гидрогели. К подобным полимерам, образующим гидрогели, относятся, например, соли щелочных металлов и полиакриловых кислот, полиакриламиды, поливиниловый спирт, полиакрилаты, поливинилпиридины и тому подобное. К другим пригодным полимерам относятся гидролизованный крахмал с привитым акрилонитрилом, крахмал с привитой акриловой кислотой и сополимеры изобутилена и малеинового ангидрида и их смеси. Образующие гидрогель полимеры предпочтительно имеют небольшую степень сшивания с тем, чтобы сделать материал по существу не растворимым в воде. Кроме того, предпочтительные материалы со сверхвысокой поглощающей способностью предусмотрены с поверхностным сшиванием, так что наружная поверхность или оболочка частицы, волокна, хлопьевидного элемента, сферы и т.д. со сверхвысокой поглощающей способностью обладает большей плотностью сшивания/плотностью поперечных связей, чем внутренняя часть суперабсорбента. Материалы со сверхвысокой поглощающей способностью могут быть в любом виде, который пригоден для использования в поглощающих композиционных материалах, включая частицы, волокна, хлопья, сферы и тому подобное.
По соображениям прилегаемости и комфорта первые и вторые части 24, 26, 28, 30 боковых панелей могут иметь эластичные свойства, по меньшей мере, в поперечном направлении. Первые и вторые части боковых панелей могут содержать различные пригодные материалы. В одном варианте осуществления материал представляет собой эластичный рулонный материал в виде эластичного ламината, содержащего первый слой волокнистого материала и слой эластичной пленки. Если требуется, эластичный ламинат может включать в себя второй слой волокнистого материала, при этом слой эластичной пленки будет расположен между первым и вторым слоями волокнистого материала. Тем не менее, следует понимать, что могут быть использованы эластичные рулонные материалы других типов, такие как эластичные нетканые материалы, нетканые материалы, которые сами по себе являются неэластичными, но которые были эластифицированы с помощью соответствующих средств, и т.д. Эластичные рулонные материалы могут содержать один слой или два или более слоев, которые были соединены посредством ламинирования. Первый и второй слои волокнистого материала могут быть выбраны так, что они в сочетании с внутренним слоем эластичной пленки будут придавать материалу высокое сопротивление прокалыванию. Они также придают ламинату свойства, обеспечивающие ощущение мягкости и ощущение материала, подобного ткани. Примерами пригодных материалов являются холсты, полученные кардочесанием, и нетканые материалы фильерного способа производства. Плотность слоев волокнистых материалов должна составлять от 10 до 35 г/м2, предпочтительно от 12 до 30 г/м2, более предпочтительно - от 15 до 25 г/м2. Примерами пригодных полимеров, используемых в волокнистых материалах, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Натуральные волокна, например хлопковые, также могут быть использованы при условии, что они обеспечивают требуемые свойства. Смесь полимеров может способствовать более высокой гибкости слоя нетканого материала и, таким образом, приданию нетканому материалу более высокой степени удлинения при максимальной нагрузке. Было доказано, что смесь полиэтиленовых и полипропиленовых полимеров обеспечивает хорошие результаты в данном отношении. Также возможна смесь волокон разных полимеров. Слой эластичной пленки может быть образован посредством эластичной пленки с отверстиями, имеющей плотность, составляющую от 20 до 80 г/м2, предпочтительно от 20 до 60 г/м2. Пленка может быть образована из любого пригодного эластичного полимера, природного или синтетического. Некоторыми примерами пригодных материалов для эластичной пленки являются полиэтилены с низкой степенью кристалличности, катализированный металлоценом полиэтилен с низкой степенью кристалличности, сополимеры этилена и винилацетата (EVA), полиуретан, полиизопрен, сополимеры бутадиена и стирола, блок-сополимеры стирола, такие как сополимер стирола и изопрена с чередованием блоков (SIS), сополимер стирола и бутадиена с чередованием блоков (SBS) или блок-сополимер стирола и этилена-бутадиена с чередованием блоков. Также могут быть использованы смеси данных полимеров, а также другие модифицирующие эластомерные или неэластомерные материалы. Одним примером пригодной пленки является трехслойная эластомерная пленка с отверстиями со структурой: полиэтилен (РЕ)-блок-сополимер стирола и этилена-бутадиена с чередованием блоков (SEBS)-полиэтилен (РЕ).
Среди прочего, по соображением комфорта предпочтительно, если существует возможность поддержания низкой общей поверхностной плотности ламината. Таким образом, несмотря на то, что общая плотность, составляющая приблизительно 150 г/м2, является приемлемой, предпочтительна общая плотность, составляющая 100 г/м2 или менее, например, составляющая не более 90 г/м2.
Подобный эластичный ламинат может быть изготовлен в соответствии со способом, раскрытым в документе WO 03/047488, в котором один слой нетканого материала фильерного способа производства накладывают на пленку в липком состоянии и, таким образом, он будет прикрепляться к слою пленки, в то время как другой слой нетканого материала фильерного способа производства присоединяют к слою пленки путем ламинирования с помощью клея посредством использования, например, термоплавкого безрастворного клея, склеивающего при надавливании.
Способ, раскрытый в документе WO 03/047488, предусматривает растягивание ламината до уровня, превышающего уровень, при котором волокнистый материал разрывается, так что неэластичные слои полностью разрываются. Следовательно, как описано в документе WO 03/047488, удлинение ламината не ограничено модулем упругости первого рода для неэластичного материала.
Для обеспечения дополнительного комфорта носителя эластичный ламинат может быть воздухопроницаемым и может иметь скорость пропускания водяного пара в соответствии с ASTM Е96-00 (ASTM - American Society of Testing Materials - Американское общество по испытанию материалов), составляющую, по меньшей мере, 1500 г/м2 в течение 24 ч, предпочтительно, по меньшей мере, 3000 г/м2 в течение 24 ч.
Примеры эластичных ламинатов описаны в документах ЕР-В-0 646 062, WO 98/29251, WO 03/000165 и US-A-5,226,992. Примерами промышленно изготавливаемых и имеющихся на рынке, эластичных ламинатов являются Fabriflex™ 306 от компании Tredegar и PK 6358 от компании Nordenia.
В используемом здесь смысле эластичный материал определен как материал, имеющий остаточное относительное удлинение после релаксации, составляющее менее 10%, после подвергания материала удлинению на 30% в испытании на эластичность, описанном ниже в общих чертах. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца. Неэластичный материал имеет остаточное относительное удлинение после релаксации, составляющее более 10%, после подвергания его удлинению на 30%.
Испытание на эластичность
Способ позволяет определить то, как эластичный материал ведет себя при неоднократных циклах нагружения и снятия нагрузки. Образец растягивают до заданного удлинения, и выполняют циклическое движение от 0 до указанного заданного удлинения. Заданные усилия при нагружении и снятии нагрузки регистрируют. Измеряют остаточное, то есть остающееся, удлинение материала, с которого снята нагрузка.
Остаточное относительное удлинение после релаксации должно составлять менее 10%, и его измеряют описанным ниже способом. Таким образом, относительное удлинение эластичного материала, составляющее 30%, определяется в том случае, когда ламинат имеет остаточное относительное удлинение после релаксации, составляющее менее 10%, после подвергания его удлинению на 30% в приборе для испытаний на растяжение, описанном ниже. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца.
Используется прибор для испытаний на растяжение, например, Lloyd LRX™, обладающий способностью выполнять циклические движения и оснащенный принтером/плоттером или программным обеспечением для представления данных. Образец готовят посредством вырезания его с шириной 25 мм. Длина и ширина образца могут варьироваться в соответствии с доступным количеством материала.
Если материал, подлежащий испытанию, имеет ширину, превышающую 25 мм, образец должен быть вырезан так, чтобы его ширина составляла 25 мм. Однако, если материал, подлежащий испытанию, например, эластичный материал, имеет ширину, которая меньше 25 мм, образец должен иметь ширину имеющегося в наличии куска материала. В этом случае усилия должны быть отрегулированы в соответствии с шириной образца согласно значениям, приведенным в скобках в методе испытаний.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии нагрузки), отрегулированы до следующих значений:
Скорость ползуна: 500 мм/мин
Расстояние между зажимами: адаптировано к длине образца для испытаний
Предварительная нагрузка: 0,05 Н (0,02 Н/10 мм ширины)
Образец размещают в зажимах, и обеспечивают то, чтобы образец был сцентрирован и закреплен перпендикулярно в зажимах. Расстояние между зажимами может варьироваться в зависимости от длины образца. Если образец имеет длину, превышающую 100 мм, он должен быть обрезан до длины, составляющей 100 мм. В этом случае соответствующее расстояние между зажимами составляет 50 мм. Для более коротких образцов расстояние между зажимами может быть меньше 50 мм, но оно должно быть как можно более длинным. В случае очень коротких образцов с длиной менее 20 мм образец эластичного материала должен быть на обоих концах прикреплен к неэластичному материалу поясного элемента или боковых панелей, при этом неэластичный материал закрепляют в зажимах и при этом эластичная часть образца должна простираться между зажимами. В данном случае важно, чтобы вся эластичная часть подобного образца была расположена между зажимами.
Прибор для испытаний на растяжение запускают, и выполняют два цикла от 0 до заданного удлинения. Ползун должен немедленно возвращаться и не должен удерживаться в положении растягивания. Не должно быть никакой задержки между двумя циклами метода испытаний. После последнего цикла образец удерживают в состоянии релаксации в течение 1 минуты, затем измеряют остаточное удлинение посредством растягивания образца до тех пор, пока не будет определено усилие, составляющее 0,1 Н (0,04 Н/10 мм ширины), и регистрируют удлинение.
То, каким образом заготовку 36, проиллюстрированную на фиг.2, подвергают обработке для образования готового подгузника 10 типа трусов, будет разъяснено далее, сначала со ссылкой на фиг.3.
На фиг.3 ссылочная позиция 58 обозначает в целом обрабатывающее устройство, предназначенное для преобразования заготовок 36 подгузников типа трусов в готовые подгузники 10 типа трусов. Обрабатывающее устройство включает в себя первое транспортирующее устройство 60, предназначенное для перемещения плоского непрерывного холста 62 в направлении А движения полуфабриката в машине, при этом холст имеет заданную ширину W в направлении, поперечном относительно направления движения полуфабриката в машине. В данном контексте термин «плоский» означает, что непрерывный холст уложен в направлении, поперечном относительно направления движения полуфабриката в машине, без каких-либо сборок и по существу без натяжения в направлении, поперечном относительно направления движения полуфабриката в машине. В проиллюстрированных вариантах осуществления непрерывный холст будет в конце концов образовывать задний лист или второй холст 54 заготовок подгузников. Тем не менее, следует понимать, что способ по изобретению в равной степени применим для вариантов осуществления, в которых плоский непрерывный холст 62 будет образовывать верхний лист 52 готового подгузника типа трусов. Непрерывный холст 62 проходит через ряд станций/позиций, на которых компоненты, образующие заготовки подгузников, прикрепляются к непрерывному холсту. Данные станции проиллюстрированы чисто схематически на фиг.3 и могут включать первую станцию 64, на которой поглощающие структуры 50 прикрепляются к непрерывному холсту, вторую станцию 66, на которой первые и вторые части 24, 26, 28, 30 боковых панелей прикрепляются к непрерывному холсту, третью станцию 68, на которой поясной эластичный элемент 56 прикрепляется к непрерывному холсту, и четвертую станцию 70, на которой верхний лист или первый холст 52 прикрепляется к непрерывному холсту. За первой - четвертой станциями по ходу движения находится станция 72 резки, на которой непрерывный холст 62 вместе с компонентами, которые были добавлены на предыдущих станциях, разрезается для образования отдельных заготовок 36 подгузников типа трусов.
Следует понимать, что последовательность, в соответствии с которой расположены станции 64, 66, 68 и 70, будет зависеть от технологий изготовления. Например, существует возможность того, что станция, на которой первые и вторые части боковых панелей прикрепляются к непрерывному холсту, будет предшествовать станции, на которой прикрепляется поясной эластичный элемент. Аналогичным образом специалисту будет понятно, что поглощающие сердцевины могут быть прикреплены к непрерывному холсту после прикрепления частей боковых панелей и/или поясного эластичного элемента.
За станцией 72 резки по ходу движения первое транспортирующее устройство 60 дополнительно содержит первый передаточный барабан 74 и второй передаточный барабан 76. Передаточные барабаны снабжены средствами для удерживания заготовок подгузников в плоском состоянии так, что задний лист 54 каждой заготовки 36 подгузника типа трусов будет сохранять такую же заданную ширину W, как ширина непрерывного холста 62. Данные средства могут быть образованы присасывающими и/или (непоказанными) механическим зажимными средствами, которые обеспечивают удерживание первых и вторых боковых краевых зон 46, 48 заготовок типа трусов на месте относительно передаточных барабанов.
Фальцевальное устройство, обозначенное в целом ссылочной позицией 78, предусмотрено для осуществления сгибания заготовок 36 подгузников типа трусов относительно поперечной оси Т или оси, параллельной поперечной оси Т. В устройстве, показанном на фиг.3, фальцевальное устройство 78 содержит валик 80, входящий в контакт с верхним листом, и валик 82, входящий в контакт с задним листом, при этом два валика выполнены с возможностью вращения в одном и том же направлении. Валик 82, входящий в контакт с задним листом, взаимодействует со вторым транспортирующим устройством 84 для перемещения сложенных заготовок подгузников типа трусов к станции 86 образования швов, на которой швы 32, 34 образуются вдоль краевых участков первых и вторых частей 24, 26, 28, 30 боковых панелей заготовок подгузников. Станция 86 образования швов может быть образована посредством любого обычного оборудования для образования швов, такого как ультразвуковое оборудование или оборудование для резистивного нагрева. В одном варианте осуществления оборудование для образования швов представляет собой оборудование для ротационной ультразвуковой сварки.
Полностью изготовленные таким образом подгузники 10 типа трусов затем могут быть перемещены к дополнительным станциям (непоказанным), на которых, например, подгузники упаковывают для отгрузки.
Другое пригодное обрабатывающее устройство проиллюстрировано на фиг.4, на которой такие же ссылочные позиции использованы для компонентов, соответствующих компонентам обрабатывающего устройства по фиг.3. Как и в случае устройства по фиг.3, обрабатывающее устройство 58 по фиг.4 включает в себя первое транспортирующее устройство 60, предназначенное для перемещения плоского непрерывного холста 62 в направлении А движения полуфабриката в машине, при этом холст имеет заданную ширину W в направлении, поперечном относительно направления движения полуфабриката в машине. Непрерывный холст 62 проходит через ряд станций/позиций, на которых компоненты, образующие заготовки подгузников, прикрепляются к непрерывному холсту. Данные станции также могут включать первую станцию 64, на которой поглощающие структуры 50 прикрепляются к непрерывному холсту, вторую станцию 66, на которой первые и вторые части 24, 26, 28, 30 боковых панелей прикрепляются к непрерывному холсту, третью станцию 68, на которой поясной эластичный элемент 56 прикрепляется к непрерывному холсту, и четвертую станцию 70, на которой верхний лист или первый холст 52 прикрепляется к непрерывному холсту. Как и в случае устройства по фиг.3, фактический порядок или фактическая последовательность всех различных станций не имеет существенного значения для настоящего изобретения.
За первой - четвертой станциями по ходу движения находится станция 72 резки, на которой непрерывный холст 62 вместе с компонентами, которые были добавлены на предыдущих станциях, разрезается для образования отдельных заготовок 36 подгузников типа трусов.
За станцией 72 резки по ходу движения первое транспортирующее устройство 60 дополнительно содержит первый передаточный барабан 74. Передаточный барабан снабжен средствами для удерживания заготовок подгузников в плоском состоянии так, что задний лист 54 каждой заготовки 36 подгузника типа трусов будет сохранять такую же заданную ширину W, как ширина непрерывного холста 62. Данные средства могут быть образованы присасывающими и/или (непоказанными) механическим зажимными средствами, которые обеспечивают удерживание первых и вторых боковых краевых зон 46, 48 заготовок типа трусов на месте относительно передаточных барабанов.
Фальцевальное устройство, обозначенное в целом ссылочной позицией 78, предусмотрено для осуществления сгибания заготовок 36 подгузников типа трусов относительно поперечной оси Т или оси, параллельной поперечной оси Т. В устройстве, показанном на фиг.4, фальцевальное устройство 78 содержит опорную пластину 79, у которой размещается передняя краевая зона 40 каждой заготовки подгузника типа трусов для ударного воздействия. Как будет разъяснено ниже более подробно, фальцевальное устройство 78 взаимодействует со вторым транспортирующим устройством 84 для обеспечения перемещения первых и вторых частей 24, 28; 26, 30 боковых панелей вдоль каждой боковой краевой зоны 46, 48 заготовок 36 подгузников в положение, в котором они перекрывают друг друга. Воздуходувный узел, схематически показанный и обозначенный ссылочной позицией 85, может быть использован для вдувания воздуха на перекрывающиеся части боковых панелей заготовки, чтобы способствовать выравниванию частей боковых панелей до тех пор, пока заготовки 36 не достигнут станции 86 образования швов. Оборудование на станции образования швов соответствует оборудованию, упомянутому выше в связи с устройством по фиг.3.
Для реализации способа по настоящему изобретению обрабатывающее устройство 58 выполнено с возможностью функционирования следующим образом.
Непрерывный холст 62 с заданной шириной W в направлении, поперечном относительно направления движения в машине, временно фиксируется относительно первого транспортирующего устройства 60 при одновременном поддержании в основном заданной ширины непрерывного холста. Затем составляющие компоненты заготовок подгузников типа трусов прикрепляются к непрерывному холсту на различных станциях 64, 66, 68, 70. В способе по изобретению это включает прикрепление частей 24, 26; 28, 30 боковых панелей к непрерывному холсту, например, на второй станции 66 и прикрепление эластичных элементов, образующих поясной эластичный элемент 56, к непрерывному холсту, например, на третьей станции 68. Эластичные элементы прикрепляются под натяжением в направлении, поперечном относительно направления движения в машине, к выбранным зонам непрерывного холста при одновременном поддержании в основном заданной ширины W непрерывного холста. Как схематически проиллюстрировано на фиг.5А и 5В, данные выбранные зоны соответствуют, по меньшей мере, заданной краевой зоне 44 заготовки подгузника типа трусов.
Дополненный таким образом, непрерывный холст разрезается на станции 72 резки вдоль линий разрезания, показанных пунктирными линиями l на фиг.5А и 5В. Это выполняется при поддержании в основном заданной ширины W непрерывного холста 62, чтобы тем самым образовать множество заготовок 36 подгузников типа трусов.
В обрабатывающем устройстве, проиллюстрированном на фиг.3, отдельные заготовки подгузников типа трусов перемещаются вперед посредством первого передаточного барабана 74 и второго передаточного барабана 76 к фальцевальному устройству 78. В фальцевальном устройстве передняя краевая зона 40 заготовки подгузника отделяется от второго передаточного барабана 76 первого транспортирующего устройства 60, например, посредством прерывания воздействия источника вакуума, находящегося внутри барабана, в данном месте, и при этом задняя краевая зона 44 остается зафиксированной относительно барабана 76. Валик 80 фальцевального устройства, входящий в контакт с верхним листом, захватывает переднюю краевую зону 40 и перемещает ее по направлению к валику 82, входящему в контакт с задним листом. Поскольку задняя краевая зона будет по-прежнему зафиксирована относительно второго передаточного барабана 76, когда передняя краевая зона 40 входит в контакт с валиком 82, входящим в контакт с задним листом, заготовка подгузника будет стремиться к сгибанию относительно ее поперечной оси Т так, что первые и вторые части 24, 26; 28, 30 боковых панелей переводятся в положение, в котором они будут перекрываться. Затем заготовки 36 подгузников типа трусов перемещаются ко второму транспортирующему устройству 84, на котором задняя краевая зона 44 временно фиксируется относительно второго транспортирующего устройства. Швы 32, 34 затем образуются вдоль краевых участков первых и вторых частей боковых панелей на станции 86 образования швов для образовании, тем самым, подгузника 10 типа трусов.
Аналогичным образом, в обрабатывающем устройстве по фиг.4 отдельные заготовки 36 подгузников типа трусов перемещаются вперед посредством первого передаточного барабана 74 к фальцевальному устройству 78. В фальцевальном устройстве передняя краевая зона 40 заготовки подгузника отделяется от первого передаточного барабана 74 первого транспортирующего устройства 60, например, посредством прерывания воздействия источника вакуума, находящегося внутри барабана, в данном месте, и при этом задняя краевая зона 44 остается зафиксированной относительно барабана 74. Передняя краевая зона 40 «сталкивается» с опорной пластиной 79, и задняя краевая зона 44 отделяется от первого транспортирующего устройства и переносится на второе транспортирующее устройство 84. Заготовка подгузника будет стремиться к сгибанию относительно ее поперечной оси Т так, что первые и вторые части 24, 26; 28, 30 боковых панелей переводятся в положение, в котором они будут перекрываться. Затем заготовки 36 подгузников типа трусов перемещаются вдоль второго транспортирующего устройства 84 к станции 86 образования швов, на которой швы 32, 34 образуются вдоль краевых участков первых и вторых частей боковых панелей для образования, тем самым, подгузника 10 типа трусов.
В соответствии с изобретением этап прикрепления эластичных элементов 56, находящихся под натяжением в направлении, поперечном относительно направления движения полуфабриката в машине, к выбранным зонам непрерывного холста 62 при одновременном поддержании в основном заданной ширины W непрерывного холста выполняют так, чтобы получить подгузник 10 типа трусов, в котором имеет место разность усилий, определяемая между усилием, необходимым для обеспечения того, чтобы задняя краевая зона 44 достигла заданной ширины W, и усилием, необходимым для обеспечения того, чтобы передняя краевая зона 40 достигла заданной ширины, при этом усилие для задней краевой зоны превышает усилие для передней краевой зоны.
Как было разъяснено ранее, поскольку передняя краевая зона 40 заготовки подгузника типа трусов будет отделена от транспортирующего устройства в течение сравнительно продолжительного промежутка времени для обеспечения возможности сгибания заготовки подгузника относительно ее поперечной оси при одновременном удерживании задней краевой зоны 44 на транспортирующих устройствах в течение по существу всего данного промежутка, то обстоятельство, что существует разность усилий, определяемая между усилием, необходимым для обеспечения того, чтобы задняя краевая зона 44 достигла заданной ширины W, и усилием, необходимым для обеспечения того, чтобы передняя краевая зона 40 достигла заданной ширины, при этом усилие для задней краевой зоны превышает усилие для передней краевой зоны, означает, что степень стягивания или сужения передней краевой зоны и задней краевой зоны, когда они не опираются на транспортирующее устройство, будет по существу одинаковой, даже несмотря на то, что передняя краевая зона не будет иметь опоры в течение значительно более продолжительного промежутка времени по сравнению с задней краевой зоной. По существу, первые и вторые зоны боковых панелей будут иметь тенденцию достичь станции образования швов при их надлежащем перекрывании для образования швов.
Фактическая величина разности усилий для обеспечения надлежащего расположения с перекрыванием будет в значительной степени зависеть от производительности обрабатывающего устройства. Для типовой производительности, составляющей, например, до 400 изделий в минуту, разность усилий составляет от 1,0 Н до 5,0 Н, предпочтительно от 1,5 Н до 4,0 Н, более предпочтительно - от 2,0 Н до 4,0 Н.
Неограничивающие способы, в которых вышеописанная разность усилий может быть достигнута, будут разъяснены в дальнейшем со ссылкой на фиг.5А и 5В.
На фиг.5А показано, что одна полоска поясного эластичного элемента 56 прикреплена к непрерывному холсту 62 в том месте, в котором поясной эластичный элемент перекрывает линию l разрезания. Полоску прикрепляют в таком растянутом состоянии, что ее длина будет приблизительно на 90% превышать ее длину в нерастянутом состоянии. Таким образом, при длине полоски в нерастянутом состоянии, составляющей 60 мм, полоска поясного эластичного элемента будет иметь длину в растянутом состоянии, составляющую 114 мм. Место выбрано так, что в задней краевой зоне 44 заготовки подгузника, находящейся позади по ходу движения, будет находиться более широкая часть поясного эластичного элемента по сравнению с частью эластичного элемента, находящейся в передней краевой зоне 40 соседней заготовки подгузника, находящейся впереди по ходу движения. После разрезания непрерывного холста вдоль линий l разрезания каждая заготовка подгузника будет иметь поясной эластичный элемент в задней краевой зоне 44, который создает большее стягивающее усилие по сравнению с поясным эластичным элементом в передней краевой зоне 40. Это, в свою очередь, означает то, что усилие, необходимое для того, чтобы обеспечить достижение задней краевой зоной 40 полученного таким образом подгузника 10 типа трусов заданной ширины W непрерывного холста, будет больше по сравнению с равнозначным усилием в передней краевой зоне. За счет соответствующего выбора взаимосвязанных значений ширины поясного эластичного элемента в передней и задней краевых зонах может быть обеспечена заданная разность усилий.
На фиг.5В показано, что отдельные эластичные элементы служат в качестве поясного эластичного элемента в передней и задней краевых зонах. Как проиллюстрировано на фиг.5В, заданная разность усилий достигается посредством использования более узкой полоски поясного эластичного элемента в передней краевой зоне 40 по сравнению с задней краевой зоной. В непоказанном альтернативном варианте заданная разность усилий может быть достигнута посредством закрепления поясного эластичного элемента в задней краевой зоне, который находится под большим натяжением по сравнению с поясным эластичным элементом в передней краевой зоне. Дополнительный способ обеспечения заданной разности усилий заключается в обеспечении наличия поясного эластичного элемента только в задней краевой зоне. Еще один дополнительный возможный способ состоит в использовании разных материалов поясных эластичных элементов в передней и задней краевых зонах.
Поскольку поясной эластичный элемент 56 прикрепляют к плоскому непрерывному холсту 62 в состоянии, когда эластичный элемент находится под натяжением, заданная ширина, которая должна быть достигнута для того, чтобы удостовериться в том, что усилие в задней краевой зоне больше усилия в передней краевой зоне, будет соответствовать плоскому состоянию заднего листа подгузника 10 типа трусов, то есть состоянию, когда задний лист не собран в сборки. Фактические усилия измеряют следующим образом.
Первый образец для испытаний вырезают из задней краевой зоны 44 вдоль первой линии реза, параллельной поперечной оси Т. Второй образец для испытаний вырезают из передней краевой зоны 40 вдоль второй линии реза, параллельной поперечной оси Т. Каждый образец для испытаний должен включать в себя весь поясной эластичный элемент 56 в соответствующей ему, краевой зоне. Обычно поясной эластичный элемент имеет ширину, не превышающую 30 мм, и, таким образом, рекомендуемая ширина образца, то есть расстояние от первой линии реза до заднего края 42 и от второй линии реза до переднего края 38, составляет 40 мм. В том случае, когда поясной эластичный элемент простирается на длине, превышающей 40 мм, образец для испытаний должен включать в себя весь поясной эластичный элемент. Вырезанный таким образом образец для испытаний размещают затем в зажимах прибора для испытаний на растяжения, например, прибора Lloyd LRX™, и при этом поясной эластичный элемент центрируют относительно зажимов. В материале, который фактически зажимается зажимами, не должно быть поясного эластичного элемента. Вместо этого зажимаемый материал должен представлять собой не собранный в сборки, задний лист и верхний лист.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии нагрузки), отрегулированы до следующих значений:
Скорость ползуна: 500 мм/мин
Расстояние между зажимами: адаптировано к длине образца для испытаний
Предварительная нагрузка: 0,08 Н (0,02 Н/10 мм ширины)
Прибор для испытаний на растяжение запускают, и определяют усилие, при котором задний лист становится не собранным в сборки, то есть достигает плоского состояния непрерывного холста 62. Данное усилие может быть легко считано с получающейся в результате кривой зависимости деформации от напряжения, и данное усилие соответствует точке на кривой, в которой угол наклона резко увеличивается, когда материал, включающий в себя задний лист и верхний лист, достигнет своей длины в не собранном в сборки состоянии и начнет противодействовать деформированию. Данное усилие соответствует усилию, необходимому для того, чтобы обеспечить достижение образцом для испытаний заданной ширины непрерывного холста 62. Посредством сравнения результатов для первого и второго образцов для испытаний может быть определено, превышает ли усилие, необходимое для обеспечения того, чтобы первый образец для испытаний достиг заданной ширины, усилие, необходимое для обеспечения того, чтобы второй образец для испытаний достиг заданной ширины. Аналогичным образом, посредством вычитания величины усилия для второго образца для испытаний из усилия для первого образца для испытаний можно определить, достигли ли разности усилий значений, указанных в приложенном пункте 2 формулы изобретения. Очевидно то, что, если в передней краевой зоне 40 отсутствует поясной эластичный элемент, разность усилий будет соответствовать величине усилия, необходимой для обеспечения того, чтобы первый образец для испытаний достиг заданной ширины.
Изобретение было описано выше только в качестве примера, и специалисту будет понятно, что многие изменения могут быть выполнены в пределах объема приложенной формулы изобретения. Например, несмотря на то, что заготовка 36 была проиллюстрирована с передней краевой зоной 40, соответствующей, по меньшей мере, части передней панели 12 готового подгузника, следует понимать, что способ в равной степени применим для заготовки, в которой передняя краевая зона соответствует части задней панели 14 готового подгузника. Кроме того, специалисту будет понятно, что присасывание представляет собой только один способ, посредством которого заготовка подгузника типа трусов может быть временно зафиксирована относительно транспортирующих устройств, и что зажимы, прижимные пластины и тому подобное могут быть использованы в дополнение к присасыванию или вместо него.
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации

