Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для контроля компонента при помощи ультразвука.
Уровень техники
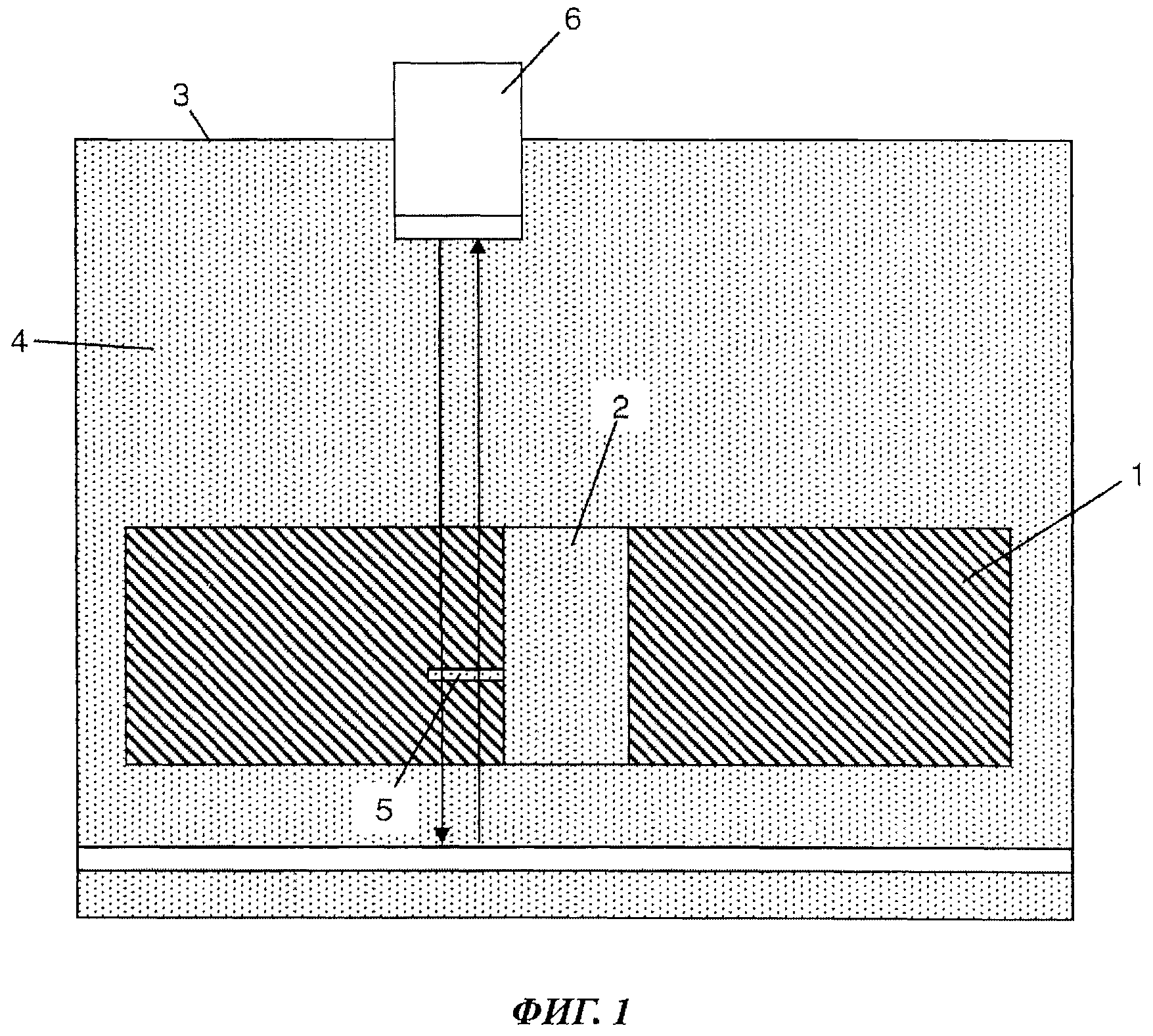
На фигуре 1 показан традиционный способ контроля композитного компонента 1 с отверстием 2. Компонент 1 погружают в резервуар 3, содержащий воду 4. Ультразвуковая энергия поступает от излучателя 6 сквозь воду 4 в компонент 1. После прохождения через компонент 1 ультразвуковая энергия возвращается от рефлектора обратно через компонент к излучателю 6. Принятая ультразвуковая энергия обрабатывается ультразвуковой системой контроля (не показана) для того, чтобы получить картину внутренней структуры компонента.
Дефект расслоения исходит из отверстия 2. Когда компонент 1 помещают в резервуар 3, вода 4 протекает в отверстие 2 и заполняет дефект расслоения. В результате дефект становится сложным для обнаружения ультразвуковой системой контроля. По этой причине традиционный ультразвуковой способ погружения может быть ненадежным для обнаружения таких дефектов.
Одно из традиционных решений этой задачи состоит том, чтобы создать прямой контакт излучателя с панелью, что исключает потребность в жидкой связующей среде. Однако этот способ может быть трудоемким и длительным. Другое традиционное решение заключается в применении ультразвукового устройства с фазированной решеткой, также в прямом контакте с панелью, что также исключает потребность в жидкой связующей среде. Однако этот способ может быть дорогостоящим и требует участия специально обученного оператора.
Раскрытие изобретения
Первый аспект настоящего изобретения обеспечивает способ контроля компонента, снабженного отверстием с входом, включающий следующие этапы: направляют ультразвук в компонент через жидкую связующую среду, принимают ультразвук от компонента через жидкую связующую среду, обрабатывают принятый ультразвук для определения характеристик компонента и закрывают вход отверстия лентой для предотвращения протекания жидкой связующей среды во вход отверстия, при этом указанная лента имеет акустический импеданс в пределах 40% от акустического импеданса жидкой связующей среды.
Второй аспект изобретения обеспечивает устройство для контроля компонента, снабженного отверстием с входом, содержащее устройство ультразвукового контроля, ленту для закрытия входа отверстия, которая имеет акустический импеданс в пределах 40% от акустического импеданса воды, т.е., лента имеет акустический импеданс в пределах 40% от 1,49×106 кг·с-1·м-2, и клеящее вещество для присоединения ленты к поверхности компонента.
Выбор ленты с акустическим импедансом, относительно близким к акустическому импедансу жидкой связующей среды, которая в большинстве случае представляет собой воду, обеспечивает относительно высокую проницаемость ленты для ультразвука и тем самым позволяет определять по меньшей мере наличие или отсутствие дефекта в стенке отверстия.
Обычно лента имеет акустический импеданс в пределах 30% от акустического импеданса жидкой связующей среды. Предпочтительно лента имеет акустический импеданс в пределах 20% от импеданса жидкой связующей среды.
Обычно скорость распространения продольных волн в ленте лежит в пределах 40% от скорости продольных волн в жидкой связующей среде, предпочтительно - в пределах 30%, наиболее предпочтительно - в пределах 20%.
Обычно лента ослабляет ультразвук, направляемый к компоненту, менее чем на 6 дБ, предпочтительно - менее чем на 4 дБ.
Обычно компонент изготовлен из слоистого материала, в частности, из композитного материала, армированного волокном. В этом случае способ согласно изобретению можно использовать для определения наличия или отсутствия дефектов расслоения в указанном компоненте, и, в частности, дефектов расслоения в стенке отверстия.
Отверстие может представлять собой сквозное отверстие с двумя входами или глухое отверстие только с одним входом. В случае сквозного отверстия оба входа обычно закрывают лентой.
Краткое описание чертежей
Далее приведено описание вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых представлены:
фигура 1 - компонент с отверстием в традиционной конфигурации ультразвукового контроля с погружением,
фигура 2 - компонент с отверстием, закрытым лентой,
фигура 3 - способ контроля компонента с фигуры 2, и
фигура 4 - альтернативный способ контроля компонента с фигуры 2.
Осуществление изобретения
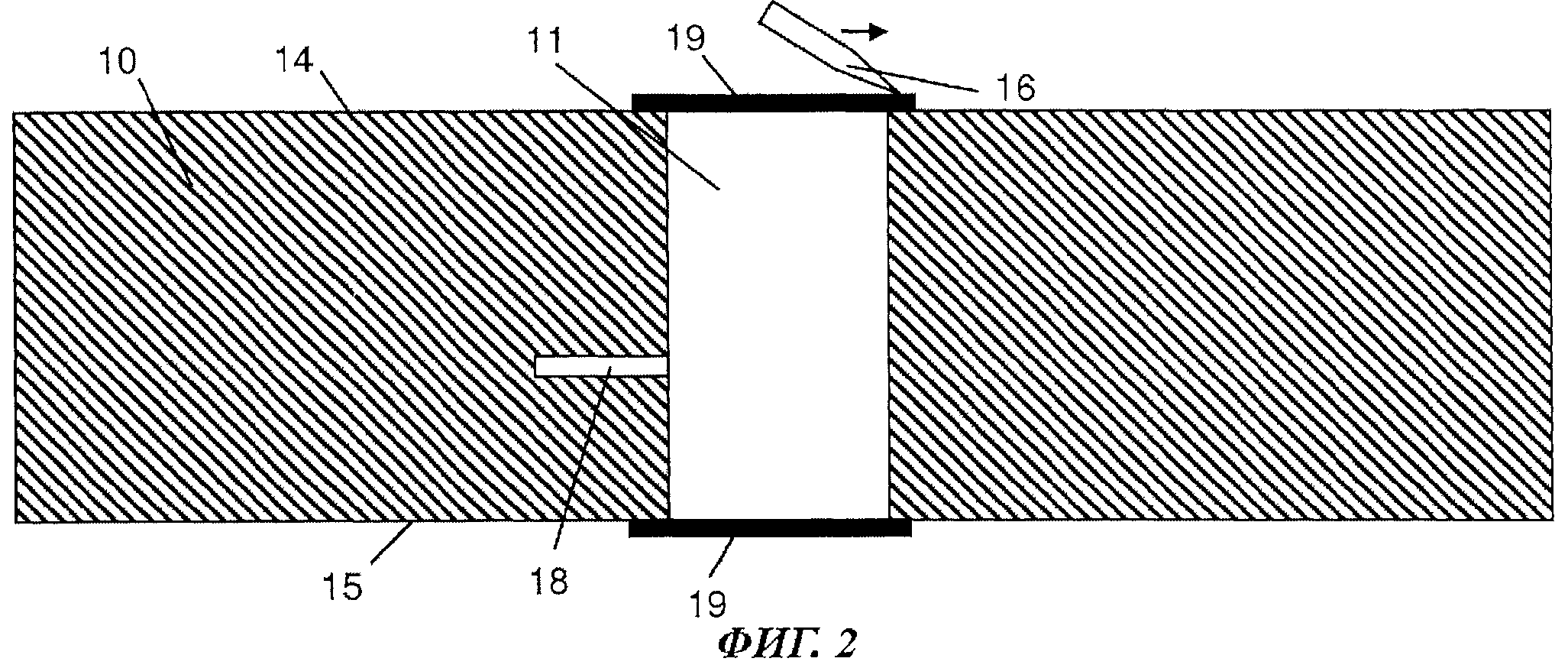
На фигуре 2 показан композитный компонент 10, содержащий просверленное отверстие 11, которое проходит вертикально сквозь компонент, проникая через его верхнюю и нижнюю поверхности 14, 15 и образуя верхний и нижний входы. Компонент 10 выполнен из композитного материала, представляющего собой пластик, армированный углеродным волокном (Carbon Fibre Reinforced Plastic, CFRP), при этом слои материала оканчиваются в отверстии 11. Дефект 18 расслоения показан исходящим из боковой стенки отверстия 11.
Ленту 19 накладывают для того, чтобы закрыть верхний и нижний входы отверстия 11. Ленту 19 присоединяют к верхней и нижней поверхностям 14, 15 композитного материала при помощи тонкого слоя водостойкого клеящего вещества (не показан). Клеящее вещество, используемое для присоединения ленты 19 к поверхности компонента, отверждается при комнатной температуре, что обеспечивает простоту нанесения ленты 19. После нанесения ленты 19 ее обрабатывают ракелем 16, как показано на фигуре 2, для того, чтобы удалить воздушные пузыри. Ракель 16 является прозрачным, чтобы оператор мог видеть воздушные пузыри.
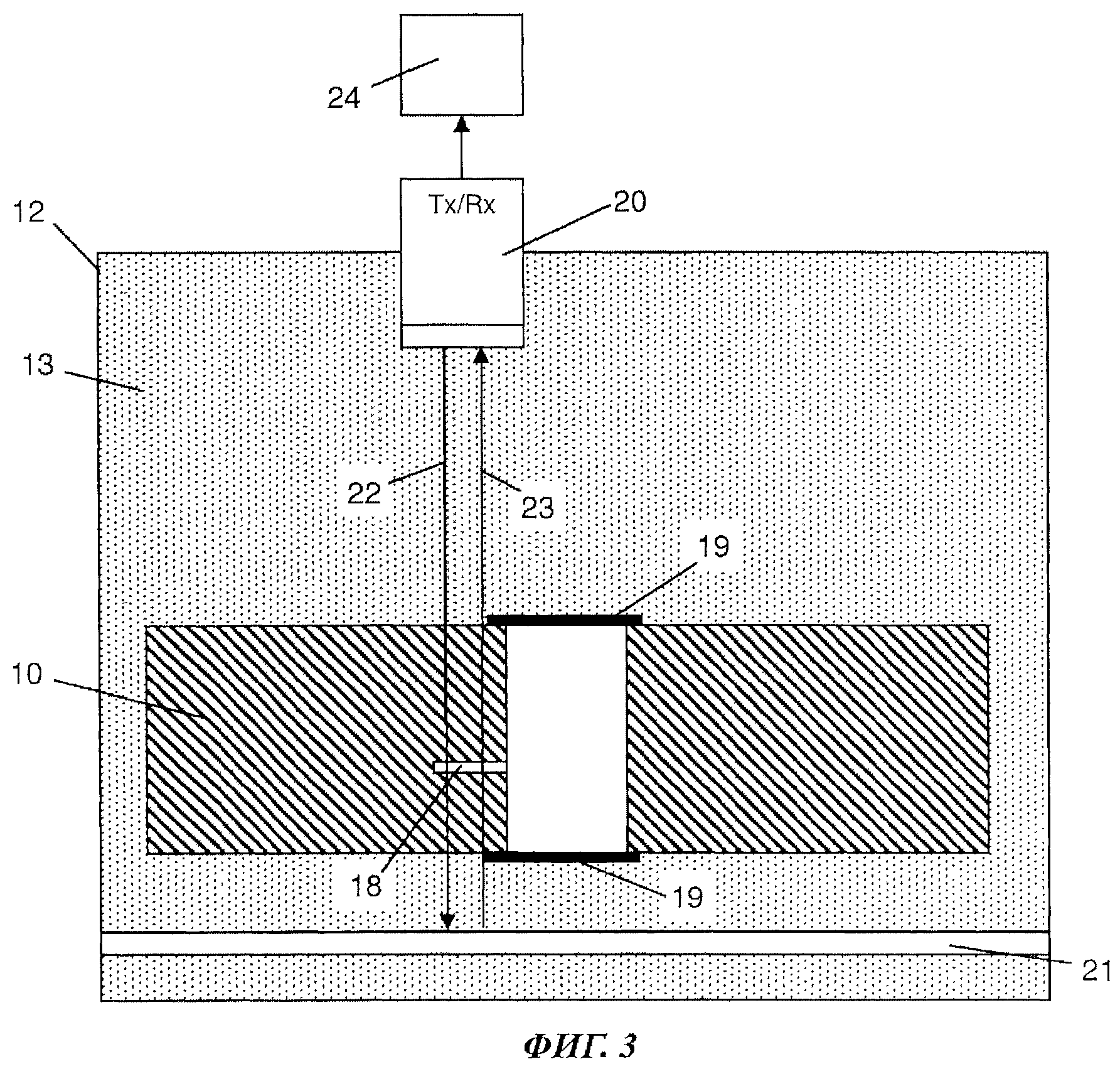
Затем компонент 10 погружают в резервуар 12 с водой, как показано на фигуре 3, при этом лента 19 предотвращает попадание воды 13 в отверстие 11 через верхний или нижний входы.
Ультразвуковая энергия 22 излучается ультразвуковым излучателем и направляется в компонент сквозь воду 13. После прохождения сквозь компонент 10 энергия отражается стеклянной отражательной пластиной 21, проходит обратно сквозь компонент 10 и воду 13 к ультразвуковому излучателю. Затем принятый ультразвук 23 обрабатывается системой 24 контроля для определения характеристик компонента 10.
Излучатель передает короткий импульс ультразвуковой энергии и принимает ряд отраженных импульсов, которые образуются: а) отражением от передней поверхности компонента, б) отражением от дефектов компонента, в) отражением от задней поверхности компонента и г) отражением от пластины 21. Система 24 может анализировать эти импульсы различными способами. Так, например, система 24 может измерять время прихода импульса б) от дефекта компонента. Это дает информацию о наличии или отсутствии дефекта и его глубине в компоненте. Альтернативно можно измерять амплитуду импульса г). Поскольку этот импульс дважды проходит сквозь компонент, его амплитуда является показателем общей потери на затухание в компоненте и, следовательно, показателем наличия или отсутствия дефектов. Излучатель сканируется в растровой схеме параллельно с компонентом для того, чтобы построить двухмерное изображение компонента. Обычно данные представляются в виде цветного изображения, в котором цвет каждого пикселя отображает глубину дефекта или потерю на затухание в компоненте.
Вода 13 в резервуаре 12 действует в качестве связующей среды, сквозь которую ультразвуковая энергия может проходить с относительно низким и равномерным затуханием. Поскольку лента 19 предотвращает втекание воды 13 в отверстие 11, дефект расслоения 18 заполняется воздухом. Воздух имеет значительно больший акустический импеданс, чем водная связующая среда и композитный материал компонента. Поэтому ультразвук затухает более интенсивно, когда он проходит сквозь дефект 18. Это позволяет отделять дефект 18 от его окружающей среды при помощи системы 24 контроля.
Сочетание слоя клеящего вещества и ленты 19 ослабляет ультразвук 22, направляемый в компонент, менее чем на 6 дБ (предпочтительно - менее чем на 4 дБ) в каждом направлении. Это позволяет возвращать на излучатель ультразвуковую энергию в достаточном количестве, чтобы обеспечить контроль внутренней конструкции компонента в пределах участка, закрытого лентой.
Ленту 19 и клеящее вещество изготавливают из материалов, которые имеют акустические импедансы, близкие к акустическому импедансу воды, который составляет 1,49×106 рейл = 1,49×106 кг·с-1·м-2. Это является выгодным, поскольку не требуется производить никакой работы или производить лишь небольшую дополнительную работу для того, чтобы учитывать ленту 19 или клеящее вещество в интерпретации ультразвуковых изображений, которые генерирует система контроля.
Для изготовления ленты пригодны такие материалы, как полиуретанмочевина NUWC XP-1, PR-1547 или PR-1592 производства PRC-Desoto, или Conathane EN-7 производства Cytech. Они имеют акустические импедансы около 1,71×106 рейл - т.е., примерно на 15% выше, чем акустический импеданс воды. Ожидается, что такой материал для ленты обеспечит потери на затухание ниже, чем 3 дБ в каждом направлении.
Ленту изготавливают простым способом экструзии или способом каландрирования.
Клеящее вещество наносят на ленту способом распыления или окунания. В качестве клеящего вещества пригодным материалом является, в частности, эпоксидный клей DP-190. Поскольку для приклеивания ленты к компоненту требуется только тонкий слой клеящего вещества, акустический импеданс клеящего вещества не является критичным.
Скорость распространения продольных волн в ленте 19 предпочтительно близка скорости распространения продольных волн в воде, которая составляет 1430 м/с. Это позволяет системе контроля использовать времяпролетный алгоритм (в частности, эхо-импульсный метод) для обработки принятых ультразвуковых сигналов без введения дополнительных компенсаций результатов измерений.
Полиуретанмочевина NUWC XP-1, PR-1547 или PR-1592 производства PRC-Desoto, или Conathane EN-7 производства Cytech имеют плотности, которые сравнимы с плотностью чистой воды при комнатной температуре (так, например, PR 1547 имеет плотность 1.05 г/см3 по сравнению с плотностью воды, которая составляет 1 г/см3). Поскольку акустический импеданс рассчитывается как (плотность × скорость), можно видеть, что скорости распространения продольных волн в этих материалах сравнимы со скоростью распространения продольных волн в воде.
На фигуре 3 показана ультразвуковая система контроля с двукратным прохождением ультразвука, однако, можно использовать и другие режимы контроля, включая контроль с однократным прохождением ультразвука.
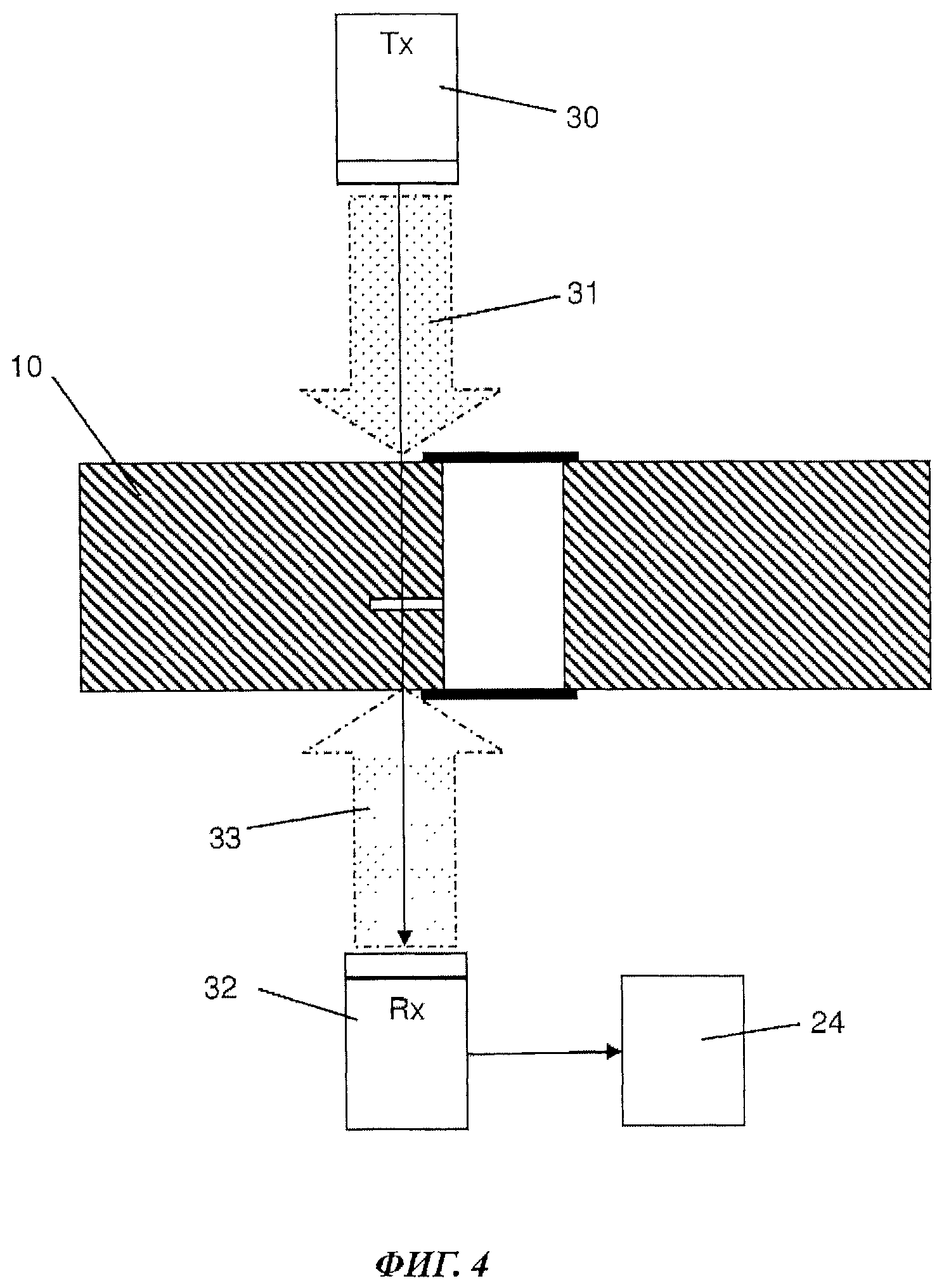
Кроме того, водный участок, обеспечивающий соединение между ультразвуковым излучателем и компонентом можно получить путем подачи струи воды на компонент вместо полного погружения компонента в воду. На фигуре 4 показан пример, в котором излучатель 30 направляет ультразвук на компонент посредством распыления водной струи 31 на компонент сверху, а приемник 32 принимает ультразвук от компонента посредством распыления водной струи 33 на компонент снизу.
В описанных примерах используется водная связующая среда, однако, можно применять любую другую пригодную жидкую связующую среду. В этом случае ленту и клеящее вещество предпочтительно выбирают с акустическим импедансом и скоростью распространения продольных волн, сходными соответствующим параметрам альтернативной связующей среды.
Настоящее изобретение описано выше со ссылками на один или более предпочтительных вариантов осуществления, однако, следует понимать, что различные изменения или модификации могут быть внесены в него без отклонения от объема изобретения, который определяется прилагаемой формулой.
Способ сборки и придания формы многослойной панели
Способ повышения жесткости нервюры
Аэродинамическая конструкция, имеющая аэродинамический профиль, с гофрированным усиливающим элементом
Способ изготовления композитного элемента
Узел соединения
Способ соединения первого компонента со вторым компонентом с наклонной ориентацией соединительных выступов и узел из двух указанных компонентов
Способ и устройство для измерения остаточных напряжений в детали
Способ сборки и придания формы многослойной панели
Способ повышения жесткости нервюры
Уплотнительный элемент
Аэродинамическая конструкция, имеющая аэродинамический профиль, с гофрированным усиливающим элементом
Способ изготовления композитного элемента
Узел соединения
Способ соединения первого компонента со вторым компонентом с наклонной ориентацией соединительных выступов и узел из двух указанных компонентов
Способ и устройство для измерения остаточных напряжений в детали

