Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ)
Вид РИД
Изобретение
Область техники
Изобретение относится к области ракетной техники, в частности, к способам изготовления транспортно-пусковых контейнеров (ТПК), предназначенных для хранения, транспортирования и запуска ракет, и может быть использовано при изготовлении корпусов ТПК трубчатой конструкции из композиционных материалов (КМ) на основе волокнистых армирующих материалов и полимерных связующих.
Уровень техники
На современном этапе развития ракетной техники перспективными представляются разработки корпусов ТПК из КМ многослойной трубчатой конструкции, включающей между намотанными силовыми слоями промежуточный силовой слой из продольных многостеночных профилей, изготовленных из композиционных материалов методом пултрузии (далее: пултрудированные профили).
Трубчатая конструкция подобного типа описана в RU 2287106 C2, МПК F16L 9/12, опубл. 10.11.2006 Бюл. №31. Указанный источник не содержит сведений о технологии ее изготовления.
Известны стеклопластиковые контейнеры, включающие расположенные между внешним и внутренним слоями прессованные стрингеры (SU авторские свидетельства по классу МПК F16L 9/12: №310060, опубл. 26.07.1971. Бюл. №23; №315623, опубл. 01.10.1971. Бюл. №29; 1281803, опубл. 07.01.1987. Бюл. №1). Перечисленные источники также не содержат сведений о последовательности технологических операций при изготовлении контейнеров.
Известен способ изготовления корпуса ТПК из КМ, включающий намотку на цилиндрическую оправку внутреннего силового слоя из стеклопластика, вклеивание промежуточного пенопластового слоя, выполнение в последнем кольцевых пазов для размещения шпангоутов, намотку заодно целое шпангоутов и наружного силового слоя из стеклопластика (RU №2390414, фиг.1-4, МПК B29C 53/60, F16L 9/12, F41F 3/042, опубл. 27.05.2010).
В известном способе пазы под шпангоуты выполняют путем полного разрезания вклеенного пенопластового, не силового, слоя до достижения внутреннего силового слоя, на который и наматывают шпангоуты. Вырезание пазов на вклеенном промежуточном слое связано с угрозой повреждения внутреннего слоя как инструментом, так и крошкой пенопласта, образующейся при резке, а последующая намотка шпангоутов на внутренний слой вызывает в процессе ее осуществления нежелательные избыточные кольцевые нагрузки на этот слой и осевые нагрузки на вклеенный пенопластовый промежуточный слой, недостаточно прочный и несовместимый со стеклопластиками наружного и внутреннего слоев. Вклеивание в известном способе не способно обеспечить необходимую прочность связи промежуточного слоя с силовыми слоями. Все это приводит к низкому качеству изготовленного изделия.
Способ по патенту RU №2390414, фиг.1-4 является наиболее близким по технической сущности к заявленному и выбран в качестве ближайшего аналога (прототипа).
Раскрытие изобретения
Техническая задача, которая ставилась при создании изобретения, заключалась в разработке способа изготовления корпуса ТПК из КМ, исключающего в процессе изготовления заданное или искаженное в результате деформаций изменение структуры слоев корпуса в результате их взаимодействия друг с другом, приводящее к саморасслаиванию корпуса.
Технический результат, который может быть получен при использовании изобретения, заключается в расширении технологических возможностей и в повышении качества корпуса (далее также: изделие).
Для решения поставленной задачи и достижения заявленного результата в способе по первому варианту изготовления корпуса ТПК из КМ на основе волокнистого армирующего материала и полимерного связующего, включающем намотку на оправку внутреннего силового слоя, формирование промежуточного слоя с опорными поясами и пазами под торцевые и/или межторцевые шпангоуты, намотку указанных шпангоутов, намотку наружного силового слоя, термообработку и механическую обработку, согласно изобретению, изделие изготавливают заодно с технологическими «жертвенными» кольцевыми законцовками, аналогичной с изделием формы и структуры, на оправке суммарной длины изделия и указанных «жертвенных» законцовок, намотку наружного и внутреннего силовых слоев выполняют с различным натяжением армирующего материала, определяемым величиной предельных нагрузок для силового промежуточного слоя, для формирования последнего используют набор продольных пултрудированных многостеночных профилей из композиционных материалов, каждый из которых имеет суммарную длину изделия и «жертвенных» законцовок, преимущественно, замкнутое сечение сектора кольца, продольные заполненные или полые полости, образованные их формообразующими, кольцевыми и радиальными, стенками или теми же формообразующими и внутрипрофильными стенками, и в каждом из которых предварительно выполняют, единообразно для всех профилей, кольцевые вырезы под пазы для торцевых и/или межторцевых шпангоутов на глубину до обнажений внутренней кольцевой формообразующей стенки, и в полученных вырезах изолируют полые полости профилей поперечными упорами, при формировании промежуточного слоя путем укладки профилей встык друг с другом их радиальными формообразующими стенками на намотанный внутренний силовой слой осуществляют совмещение соответствующих вырезов и обнажений всех профилей, при этом пазы под торцевые и/или межторцевые шпангоуты образуют из вырезов, а опорные пояса для них - из мест обнажений, при укладке положение уложенных профилей временно фиксируют в фиксирующих устройствах и окончательно закрепляют путем бандажирования по опорным поясам лентами или жгутами из материалов, совместимых с материалами изделия или несовместимых и удаляемых перед намоткой шпангоутов, после чего удаляют упомянутые фиксирующие устройства и выполняют в промежуточном слое на опорные пояса в соответствующих пазах намотку шпангоутов заподлицо с упомянутым слоем, а после намотки наружного силового слоя и термообработки в процессе механической обработки удаляют «жертвенные» законцовки с достижением номинальных размеров изделия.
В частных случаях использования способа намотку внутреннего силового слоя выполняют с большим натяжением, чем намотку наружного силового слоя; вырезы в профилях под пазы для торцевых шпангоутов оформляют с заходом на законцовочные части профиля; укладку профилей производят на «сырой» намотанный внутренний силовой слой; укладку профилей производят после термообработки и промазывания клеем или связующим внутреннего силового слоя; профили, уложенные на внутренний силовой слой, бандажируют по опорным поясам для межторцевых шпангоутов лентами или жгутами из материалов, совместимых или несовместимых с материалами изделия, а по опорным поясам для торцевых шпангоутов - лентами или жгутами из материалов, совместимых с материалами изделия; перед укладкой указанных профилей на намотанный внутренний силовой слой на их радиальные стыковочные стенки наносят слой клея или связующего, а после укладки компенсируют зазор между профилями, в случае его образования, компенсационной пластиной из композиционного материала или клеевой композицией на основе связующего; опорный пояс, по меньшей мере, одного паза перфорируют; по меньшей мере, одну полость одного или нескольких профилей заполняют пенополиуретаном; в качестве устройств, фиксирующих положение профилей на внутреннем слое, используют, например, охватывающие металлические скобы или резиновые жгуты, и временную фиксацию положения профилей осуществляют на длине «жертвенных» законцовок; перед укладкой профилей на намотанный внутренний силовой слой, по меньшей мере, на одном профиле устанавливают маркеры-штыри для определения местоположения полостей в профиле; закладной прессованный, намотанный или пултрудированный элемент вклеивают в полость профиля впритык к ее стенкам с заполнением всего объема полости; наружный и/или внутренний силовые слои корпуса выполняют спиральной, продольно-поперечной или косослойной продольно-поперечной намоткой нити, жгута или ленты, или намоткой мультиаксиальной или текстильной ткани или ленты или нитепрошивного материала типа холста или мата или их комбинации; торцевые и межторцевые шпангоуты выполняют намоткой мультиаксиальной или текстильной ткани, ленты или холста, или косослойной продольно-поперечной или кольцевой намоткой нитей, жгутов или лент или их комбинацией; формообразующие и внутрипрофильные стенки многостеночных пултрудированных профилей выполняют трехслойными с наружными слоями из пересекающихся или переплетающихся волокон мультиаксиальной ткани или текстильной ткани, ленты или холста и внутренним слоем из продольно ориентированных волокон; в качестве волокнистого армирующего материала используют термостойкий материал, преимущественно, стекло-, угле- или базальтоволокнистый материал или их комбинации; в качестве связующего используют полимерные термореактивные смолы, преимущественно, эпоксидную, полиэфирную, винилэфирную, полиуретановую смолу или их комбинации; перед намоткой внутреннего силового слоя или после намотки наружного силового слоя наносят герметизирующее или эрозионностойкое покрытие.
Отличительными признаками заявленного способа изготовления корпуса ТПК из КМ по первому варианту являются следующие признаки:
а) признаки, обеспечивающие получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны:
- изготовление изделия заодно с технологическими «жертвенными» кольцевыми законцовками, аналогичной с изделием формы и структуры, на оправке суммарной длины изделия и указанных «жертвенных» законцовок,
- намотка наружного и внутреннего силовых слоев с различным натяжением армирующего материала, определяемым величиной предельных нагрузок для силового промежуточного слоя,
- использование для формирования промежуточного слоя набора продольных пултрудированных многостеночных профилей из КМ, каждый из которых имеет суммарную длину изделия и «жертвенных» законцовок, преимущественно, замкнутое сечение сектора кольца, продольные заполненные или полые полости, образованные их формообразующими, кольцевыми и радиальными, стенками или теми же формообразующими и внутрипрофильными стенками,
- предварительное выполнение в каждом из указанных многостеночных профилей, единообразно для всех профилей, кольцевых вырезов под пазы для торцевых и/или межторцевых шпангоутов на глубину до обнажений внутренней кольцевой формообразующей стенки,
- изолирование поперечными упорами полых полостей профилей в полученных вырезах,
- осуществление, при формировании промежуточного слоя путем укладки профилей встык друг с другом их радиальными формообразующими стенками на намотанный внутренний силовой слой, совмещения соответствующих вырезов и обнажений всех профилей с образованием пазов под торцевые и/или межторцевые шпангоуты из вырезов, а опорных поясов в пазах - из мест обнажений,
- временное фиксирование положения профилей, уложенных на внутренний слой, в фиксирующих устройствах,
- закрепление положения профилей путем бандажирования по опорным поясам лентами или жгутами из материалов, совместимых с материалами изделия или несовместимых и удаляемых перед намоткой шпангоутов,
- удаление упомянутых фиксирующих устройств по окончании бандажирования,
- выполнение в промежуточном слое на опорные пояса в соответствующих пазах намотки торцевых и/или межторцевых шпангоутов заподлицо с упомянутым слоем,
- удаление (после намотки наружного силового слоя и термообработки) в процессе механической обработки «жертвенных» законцовок с достижением номинальных размеров изделия;
б) признаки, характеризующие изобретение в частных случаях:
- намотка внутреннего силового слоя с большим натяжением, чем намотка наружного силового слоя,
- оформление вырезов в профилях под пазы для торцевых шпангоутов с заходом на законцовочные части профиля,
- укладка профилей на «сырой» намотанный внутренний силовой слой,
- укладка профилей после термообработки и промазывания клеем или связующим внутреннего силового слоя,
- бандажирование профилей, уложенных на внутренний силовой слой, по опорным поясам межторцевых шпангоутов лентами или жгутами из материалов, совместимых или несовместимых с материалами изделия, а по опорным поясам торцевых шпангоутов - лентами или жгутами из материалов, совместимых с материалами изделия,
- нанесение слоя клея или связующего на радиальные стыковочные стенки профилей перед укладкой их на намотанный внутренний силовой слой,
- компенсация зазора между профилями, в случае его образования после укладки всех профилей, компенсационной пластиной из композиционного материала или клеевой композицией на основе связующего,
- перфорирование опорного пояса, по меньшей мере, одного паза,
- заполнение, по меньшей мере, одной полости одного или нескольких профилей пенополиуретаном,
- использование, например, охватывающих металлических скоб или резиновых жгутов, в качестве устройств, фиксирующих положение профилей на внутреннем слое,
- временное фиксирование положения профилей на длине «жертвенных» законцовок,
- установка, по меньшей мере, на одном профиле, маркеров-штырей для определения местоположения полостей в профиле перед укладкой профилей на намотанный внутренний силовой слой,
- вклеивание закладного прессованного, намотанного или пултрудированного элемента в полость профиля впритык к ее стенкам с заполнением всего объема полости,
- выполнение наружного и/или внутреннего силовых слоев корпуса спиральной, продольно-поперечной или косослойной продольно-поперечной намоткой нити, жгута или ленты, или намоткой мультиаксиальной или текстильной ткани или ленты или нитепрошивного материала типа холста или мата или их комбинации;
- выполнение торцевых и межторцевых шпангоутов намоткой мультиаксиальной или текстильной ткани, ленты или холста, или косослойной продольно-поперечной или кольцевой намоткой нитей, жгутов или лент или их комбинацией;
- выполнение формообразующих и внутрипрофильных стенок многостеночных пултрудированных профилей трехслойными с наружными слоями из пересекающихся или переплетающихся волокон мультиаксиальной ткани или текстильной ткани, ленты или холста и внутренним слоем из продольно ориентированных волокон;
- использование термостойкого материала, преимущественно, стекло-, угле- или базальтоволокнистого материала или их комбинации в качестве волокнистого армирующего материала изделия,
- использование в качестве связующего полимерных термореактивных смол, преимущественно, эпоксидной, полиэфирной, винилэфирной, полиуретановой смолы или их комбинации,
- нанесение герметизирующего или эрозионностойкого покрытия на оправку перед намоткой внутреннего силового слоя или на наружный силовой слой после его намотки.
В способе по второму варианту изготовления корпуса ТПК из КМ на основе волокнистого армирующего материала и полимерного связующего, включающем намотку на оправку внутреннего силового слоя, формирование промежуточного слоя с опорными поясами и пазами под торцевые и/или межторцевые шпангоуты, намотку указанных шпангоутов, намотку наружного силового слоя, термообработку и механическую обработку, согласно изобретению, изделие с торцевыми герметизирующими поясками изготавливают заодно с технологическими «жертвенными» кольцевыми законцовками, аналогичной с изделием формы и структуры, на оправке суммарной длины изделия и указанных «жертвенных» законцовок, намотку наружного и внутреннего силовых слоев выполняют с различным натяжением армирующего материала, определяемым величиной предельных нагрузок для силового промежуточного слоя, для формирования последнего используют набор продольных пултрудированных многостеночных профилей из композиционных материалов, каждый из которых имеет длину меньше номинального размера изделия на общую длину торцевых герметизирующих поясков, преимущественно, замкнутое сечение сектора кольца, продольные заполненные или полые полости, образованные их формообразующими, кольцевыми и радиальными, стенками или теми же формообразующими и внутрипрофильными стенками, и в каждом из которых предварительно выполняют, единообразно для всех профилей, кольцевые вырезы под пазы для торцевых и/или межторцевых шпангоутов на глубину до обнажений внутренней кольцевой формообразующей стенки, и в полученных вырезах изолируют полые полости профилей поперечными упорами, при формировании промежуточного слоя путем укладки профилей встык друг с другом их радиальными формообразующими стенками на намотанный внутренний силовой слой осуществляют совмещение соответствующих вырезов и обнажений всех профилей, при этом пазы под торцевые и/или межторцевые шпангоуты образуют из вырезов, а опорные пояса для них - из мест обнажений, при укладке положение уложенных профилей временно фиксируют в фиксирующих устройствах и окончательно закрепляют путем бандажирования по опорным поясам лентами или жгутами из материалов, совместимых с материалами изделия или несовместимых и удаляемых перед намоткой шпангоутов, после чего удаляют упомянутые фиксирующие устройства, выполняют намотку торцевых герметизирующих поясков на внутренний силовой слой встык с опорными поясами для торцевых шпангоутов до набора высоты указанных поясов, выполняют в промежуточном слое на опорные пояса в соответствующих пазах намотку шпангоутов заподлицо с указанным слоем, причем торцевые шпангоуты наматывают на опорные пояса с примыкающими к ним торцевыми герметизирующими поясками, а после намотки наружного силового слоя и термообработки в процессе механической обработки удаляют «жертвенные» законцовки с достижением номинальных размеров изделия.
В частных случаях использования способа намотку внутреннего силового слоя выполняют с большим натяжением, чем намотку наружного силового слоя; укладку профилей производят на «сырой» намотанный внутренний силовой слой; укладку профилей производят после термообработки и промазывания клеем или связующим внутреннего силового слоя; профили, уложенные на внутренний силовой слой, бандажируют по опорным поясам для межторцевых шпангоутов лентами или жгутами из материалов, совместимых или несовместимых с материалами изделия, а по опорным поясам для торцевых шпангоутов - лентами или жгутами из материалов, совместимых с материалами изделия; перед укладкой указанных профилей на намотанный внутренний силовой слой на их радиальные стыковочные стенки наносят слой клея или связующего, а после укладки компенсируют зазор между профилями, в случае его образования, компенсационной пластиной из композиционного материала или клеевой композицией на основе связующего; опорный пояс, по меньшей мере, одного паза перфорируют; по меньшей мере, одну полость одного или нескольких профилей заполняют пенополиуретаном; в качестве устройств, фиксирующих положение профилей на внутреннем слое, используют, например, охватывающие металлические скобы или резиновые жгуты; перед укладкой профилей на намотанный внутренний силовой слой, по меньшей мере, на одном профиле устанавливают маркеры-штыри для определения местоположения полостей в профиле; закладной прессованный, намотанный или пултрудированный элемент вклеивают в полость профиля впритык к ее стенкам с заполнением всего объема полости; наружный и/или внутренний силовые слои корпуса выполняют спиральной, продольно-поперечной или косослойной продольно-поперечной намоткой нити, жгута или ленты, или намоткой мультиаксиальной или текстильной ткани или ленты или нитепрошивного материала типа холста или мата или их комбинации; торцевые и межторцевые шпангоуты выполняют намоткой мультиаксиальной или текстильной ткани, ленты или холста, или косослойной продольно-поперечной или кольцевой намоткой нитей, жгутов или лент или их комбинацией; формообразующие и внутрипрофильные стенки многостеночных пултрудированных профилей выполняют трехслойными с наружными слоями из пересекающихся или переплетающихся волокон мультиаксиальной ткани или текстильной ткани, ленты или холста и внутренним слоем из продольно ориентированных волокон; в качестве волокнистого армирующего материала используют термостойкий материал, преимущественно, стекло-, угле- или базальтоволокнистый материал или их комбинации; в качестве связующего используют полимерные термореактивные смолы, преимущественно, эпоксидную, полиэфирную, винилэфирную, полиуретановую смолу или их комбинации; перед намоткой внутреннего силового слоя или после намотки наружного силового слоя наносят герметизирующее или эрозионностойкое покрытие.
Отличительными признаками заявленного по второму варианту способа изготовления корпуса ТПК из КМ являются следующие признаки:
а) признаки, обеспечивающие получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны:
- изготовление изделия с герметизирующими поясками заодно с технологическими «жертвенными» кольцевыми законцовками, аналогичной с изделием формы и структуры, на оправке суммарной длины изделия и указанных «жертвенных» законцовок,
- намотка наружного и внутреннего силовых слоев с различным натяжением армирующего материала, определяемым величиной предельных нагрузок для силового промежуточного слоя,
- использование для формирования промежуточного слоя набора продольных пултрудированных многостеночных профилей из КМ, каждый из которых имеет длину меньше номинального размера изделия на общую длину герметизирующих поясков, преимущественно, замкнутое сечение сектора кольца, продольные заполненные или полые полости, образованные их формообразующими, кольцевыми и радиальными, стенками или теми же формообразующими и внутрипрофильными стенками,
- выполнение в каждом из указанных многостеночных профилей предварительно, единообразно для всех профилей, кольцевых вырезов под пазы для торцевых и/или межторцевых шпангоутов на глубину до обнажений внутренней кольцевой формообразующей стенки,
- изолирование в полученных вырезах полых полостей профилей поперечными упорами от попадания в них связующего,
- осуществление, при формировании промежуточного слоя путем укладки профилей встык друг с другом их радиальными формообразующими стенками на намотанный внутренний силовой слой, совмещения соответствующих вырезов и обнажений всех профилей с образованием пазов под торцевые и/или межторцевые шпангоуты из вырезов, а опорных поясов в пазах - из мест обнажений,
- временное фиксирование положения уложенных на внутренний слой профилей в фиксирующих устройствах,
- окончательное закрепление положения профилей путем бандажирования по опорным поясам лентами или жгутами из материалов, совместимых с материалами изделия или несовместимых и удаляемых перед намоткой шпангоутов,
- удаление упомянутых фиксирующих устройств по окончании бандажирования,
- намотка торцевых герметизирующих поясков на внутренний силовой слой встык с опорными поясами для торцевых шпангоутов до набора высоты указанных поясов,
- намотка шпангоутов в промежуточном слое на опорные пояса в соответствующих пазах заподлицо с указанным слоем,
- намотка торцевых шпангоутов на опорные пояса с примыкающими к ним торцевыми герметизирующими поясками,
- удаление «жертвенных» законцовок с достижением номинальных размеров изделия в процессе механической обработки после намотки наружного силового слоя и термообработки;
б) признаки, характеризующие изобретение в частных случаях:
- намотка внутреннего силового слоя с большим натяжением, чем намотка наружного силового слоя,
- укладка профилей на «сырой» намотанный внутренний силовой слой,
- укладка профилей после термообработки и промазывания клеем или связующим внутреннего силового слоя,
- бандажирование профилей, уложенных на внутренний силовой слой, по опорным поясам для межторцевых шпангоутов лентами или жгутами из материалов, совместимых или несовместимых с материалами изделия, а по опорным поясам для торцевых шпангоутов - лентами или жгутами из материалов, совместимых с материалами изделия,
- нанесение слоя клея или связующего на радиальные стыковочные стенки профилей перед укладкой их на намотанный внутренний силовой слой,
- компенсация зазора между профилями, в случае его образования, после укладки всех профилей, компенсационной пластиной из композиционного материала или клеевой композицией на основе связующего,
- перфорирование опорного пояса, по меньшей мере, одного паза,
- заполнение, по меньшей мере, одной полости одного или нескольких профилей пенополиуретаном,
- использование, например, охватывающих металлических скоб или резиновых жгутов, в качестве устройств, фиксирующих положение профилей на внутреннем слое,
- установка маркеров-штырей для определения местоположения полостей в профиле перед укладкой профилей на намотанный внутренний силовой слой, по меньшей мере, на одном профиле,
- вклеивание закладного прессованного, намотанного или пултрудированного элемента в полость профиля впритык к ее стенкам с заполнением всего объема полости,
- выполнение наружного и/или внутреннего силовых слоев корпуса спиральной, продольно-поперечной или косослойной продольно-поперечной намоткой нити, жгута или ленты, или намоткой мультиаксиальной или текстильной ткани или ленты или нитепрошивного материала типа холста или мата или их комбинации;
- выполнение торцевых и межторцевых шпангоутов намоткой мультиаксиальной или текстильной ткани, ленты или холста, или косослойной продольно-поперечной или кольцевой намоткой нитей, жгутов или лент или их комбинацией;
- выполнение формообразующих и внутрипрофильных стенок многостеночных пултрудированных профилей трехслойными с наружными слоями из пересекающихся или переплетающихся волокон мультиаксиальной ткани или текстильной ткани, ленты или холста и внутренним слоем из продольно ориентированных волокон;
- использование в качестве волокнистого армирующего материала термостойкого материала, преимущественно, стекло-, угле- или базальтоволокнистого материала или их комбинации,
- использование в качестве связующего полимерных термореактивных смол, преимущественно, эпоксидной, полиэфирной, винилэфирной, полиуретановой смолы или их комбинации,
- нанесение герметизирующего или эрозионностойкого покрытия на оправку перед намоткой внутреннего силового слоя или на наружный силовой слой после его намотки.
Указанные отличительные признаки, каждый в отдельности и все совместно, направлены на решение поставленной задачи и являются существенными. Использование этих признаков в известном уровне техники, аналогах и прототипе не обнаружено. Единая совокупность новых существенных признаков с общими известными позволяет решить поставленную задачу.
Заявленный способ по обоим вариантам обеспечивает повышенное качество изделия, так как позволяет получить корпус ТПК из КМ с высокой прочностью межслойной связи. Достичь такого качества позволяет надежное закрепление нового силового промежуточного слоя на внутреннем силовом слое витками шпангоутов без непосредственного воздействия шпангоутов на внутренний силовой слой. Возможность для подобного закрепления с использованием не только вклеивания, но и намотки предоставляет сам силовой промежуточный слой, состоящий из продольных многостеночных профилей, выполненных методом пултрузии из КМ и подвергнутых предварительной подготовке для создания пазов с опорными поясами единой основы (обнажений внутренних кольцевых стенок всех профилей) для всех шпангоутов корпуса.
Предварительная специальная подготовка профилей обеспечивает сохранение целостности промежуточного слоя в процессе изготовления корпуса.
Повышенное качество изделия обеспечивает и временная фиксация каждого укладываемого на внутренний силовой слой профиля и последующее совместное бандажирование всех профилей по опорным поясам, исключающие нежелательную подвижность профилей при формировании промежуточного слоя.
Повышенное качество корпуса обеспечивает также более слабое натяжение армирующего материала при намотке наружного силового слоя, чем при намотке внутреннего силового слоя, что позволяет избежать деформации промежуточного слоя.
Прочную взаимосвязь всех слоев корпуса обеспечивает и формирование вместе с изделием технологических «жертвенных» законцовок, имеющих аналогичную с изделием форму поперечного сечения и структуру: в данном случае трубчатую форму, например, цилиндрическую или коробчатую, и слоистую структуру. Наличие «жертвенных» законцовок исключает вторжение в структуру изделия в процессе изготовления. Механическое удаление законцовок в конце процесса изготовления позволяет получить изделие, несклонное к саморасслаиванию.
Изготовление корпусов ТПК из КМ производится с учетом климатических и эксплуатационных условий их работы. Корпуса по первому варианту предназначены для работы на суше в относительно благоприятных условиях, а корпуса по второму варианту предназначены для работы в условиях повышенной влажности. В связи с этим на корпусах по второму варианту выполняют намоткой отдельно или за одно целое со шпангоутами герметизирующие пояски.
Для изготовления корпуса используют различные типы намоток, например, намотку наружного и/или внутреннего силовых слоев корпуса выполняют спиральной, продольно-поперечной или косослойной продольно-поперечной намоткой нити, жгута или ленты, или намоткой мультиаксиальной или текстильной ткани или ленты или нитепрошивного материала типа холста или мата или их комбинации, а торцевые и межторцевые шпангоуты выполняют намоткой мультиаксиальной или текстильной ткани или холста, или косослойной продольно-поперечной или кольцевой намоткой нитей, жгутов или лент или их комбинацией.
Формообразующие и внутрипрофильные стенки многостеночных пултрудированных профилей выполняют трехслойными с наружными слоями из пересекающихся или переплетающихся волокон мультиаксиальной ткани или текстильной ткани или ленты и внутренним слоем из продольно ориентированных волокон.
В качестве армирующего волокна нитей, жгутов, лент, холста, мата или тканей используют стеклянное, базальтовое, органическое, углеродное или полимерное волокно или их комбинация, а в качестве полимерного связующего используют связующее на основе полимерных смол, преимущественно, эпоксидной, полиэфирной, винилэфирной, фенольной, полиуретановой или их комбинации.
Представленные преимущества способа при его реализации и многообразие материалов обеспечивают возможность выбора оптимального варианта изготовления корпуса ТПК из КМ.
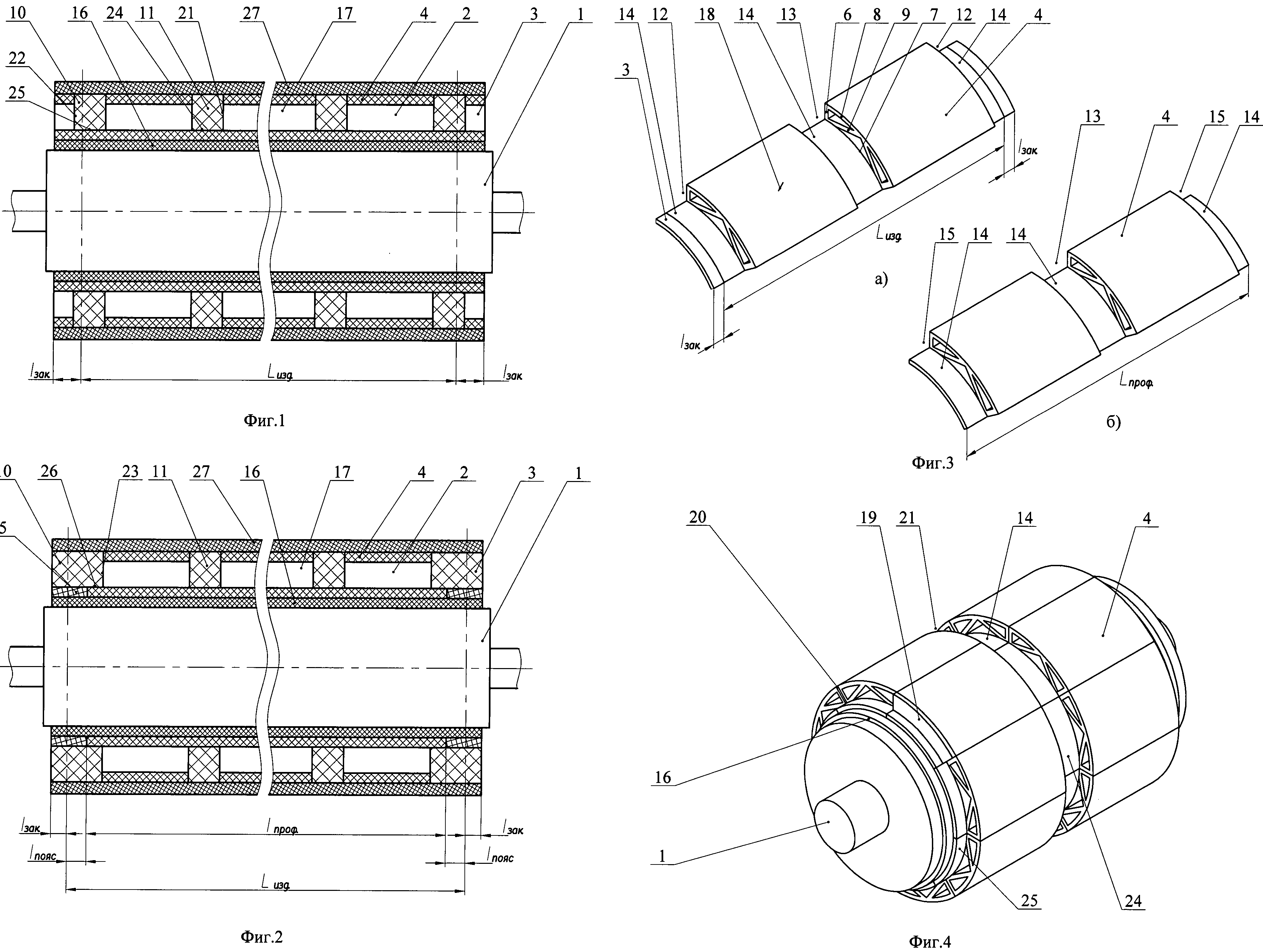
Способ заявлен в двух вариантах. Описание его осуществления поясняется чертежами, где на фиг.1 представлено изделие на оправке с «жертвенными» законцовками по первому варианту способа, поперечный разрез, на фиг.2 - изделие на оправке с герметизирующими поясками и «жертвенными» законцовками по второму варианту способа, поперечный разрез, на фиг.3а и 3б показаны многостеночные профили: на фиг.3а - по первому варианту, на фиг.3б - по второму варианту способа, на фиг.4 показан промежуточный слой из уложенных на внутренний силовой слой профилей, вид в аксонометрии.
Заявленный способ по обоим вариантам осуществляют на оправке 1 суммарной длины Lсум., состоящей из длины изделия 2, обозначенной Lизд., и удвоенной длины «жертвенной» законцовки 3, обозначенной lзак., причем длина lзак. составляет примерно 0,01-0,1 длины Lизд. (фиг.1, 2). Такой же суммарной длины Lсум. нарезают изготовленные методом пултрузии из КМ пултрудированные продольные многостеночные профили 4 по первому варианту способа (фиг.1 и 3а). Аналогичные профили 4 по второму варианту нарезают длиной lпроф., которая меньше длины Lизд. на удвоенную длину торцевого герметизирующего пояска 5, обозначенную lпояс., и составляет примерно 0,7-0,9 длины Lизд. (фиг.2 и 3б).
В каждом из продольных полых многостеночных профилей 4 с поперечным сечением по форме сектора кольца, имеющем радиальные 6 и кольцевые, внутренние 7 и наружные 8, формообразующие стенки и внутрипрофильные стенки 9 (фиг.4), оформляют заданные места под кольцевые торцевые 10 и/или межторцевые 11 шпангоуты (фиг.1, 2). Для этого по первому варианту способа отступают с каждого конца профиля 4 на длину lзак. и на длине, равной длине Lизд., делают кольцевые вырезы 12 и/или 13 до обнажений 14 внутренней кольцевой формообразующей стенки 7 (фиг.3), при этом каждый вырез 12 предназначают для торцевого шпангоута 10 и делают его с превышением заданной ширины шпангоута путем захода на длину lзак., а вырезы 13 предназначают для шпангоутов 11 и их делают точно на ширину соответствующего шпангоута (фиг.3а). В способе по второму варианту выполняют вырезы 13, аналогичные вырезам 13 первого варианта, и вырезы 15 для торцевых шпангоутов 10, каждый из которых имеет ширину меньше заданной ширины шпангоута 10 на ширину герметизирующего пояска 5 (фиг.3б). Одно или несколько обнажений 14 в вырезах 12, 13 или 15 перфорируют во избежание накапливания излишков связующего под профилями 4 в процессе намотки шпангоутов 10 или 11.
Далее, в способах по обоим вариантам на всю длину оправки 1 наматывают внутренний силовой слой 16, например, спиральной намоткой стекловолокна, пропитанного эпоксидным связующим (фиг.1, 2, 4). Затем после термообработки и промазывания связующим слоя 16 или без его термообработки производят на нем формирование промежуточного слоя 17 путем укладки профилей 4. Перед укладкой на одном или нескольких профилях 4 устанавливают маркеры-штыри 18 для определения местоположения полостей в профилях 4, а в вырезах 12, 13 и 15 изолируют открытые, незаполненные полости профилей 4 поперечными упорами 19 от попадания связующего внутрь профилей 4 (фиг.4). Далее на радиальные стенки 6 профилей 4 наносят слой клея или связующего, производят укладку профилей 4, а после укладки компенсируют зазор между профилями 4, в случае его образования, компенсационной пластиной 20 из КМ. Укладку осуществляют с плотным прилеганием профилей 4 их радиальными стенками 6 друг к другу при одновременном совмещении вырезов 12, 13 и обнажений 14 в первом варианте и вырезов 13, 15 и обнажений 14 во втором варианте с образованием из перечисленных вырезов 13 - кольцевых пазов 21, а из вырезов 12 и 15 - кольцевых пазов 22 и 23 с опорными поясами 24 в пазах 21 под шпангоуты 11 и с опорными поясами 25 и 26 в пазах 12 и 15, соответственно, под шпангоуты 10 (фиг.1-4). При укладке положение каждого профиля 4 временно фиксируют, например, металлической скобой (не показано), а затем закрепляют путем бандажирования по опорным поясам 24-26 в пазах 21-23, при этом бандажирование в пазах 22 и 23, предназначенных под шпангоуты 10, выполняют лентами или жгутами из материалов, совместимых с композиционными материалами изделия 2, например, стеклолентами, которые не удаляют перед намоткой шпангоутов 10 и которые позволяют удалить ленты или жгуты, использованные для бандажирования в пазах 21, предназначенных под шпангоуты 11, если они выполнены из материалов, несовместимых с материалами изделия 2.
По окончании укладки профилей 4 на слой 16 в способе по первому варианту выполняют намотку шпангоутов 11 и 10 на опорные пояса 24, 25 в пазах 21, 22, соответственно, а в способе по второму варианту сначала выполняют намотку герметизирующих поясков 5 на внутренний силовой слой 16, начиная от опорных поясов 26 до набора их высоты, а затем выполняют намотку шпангоутов 11 на опорные пояса 24 в пазах 21 и шпангоутов 10 на пояса 26 в пазах 23 с примыкающими к ним герметизирующими поясками 5. Намотку шпангоутов 10 и 11 по обоим вариантам выполняют заподлицо со сформированным из профилей 4 промежуточным слоем 17. Далее производят намотку наружного силового слоя 27 с меньшим натяжением армирующего материала, чем при намотке внутреннего силового слоя 16, чтобы избежать превышения несущей способности промежуточного слоя 17 в окружном направлении, проводят термообработку и механическую обработку. В процессе последней удаляют «жертвенные» законцовки 3 по пунктирным линиям (фиг.1, 2) и получают изделие 2 номинальных размеров.
Заявленный технический результат, заключающийся в расширении технологических возможностей и в повышении качества изделия достигнут за счет эффективного использования для изготовления корпуса ТПК из КМ двух методов: пултрузии для предварительного изготовления из КМ многостеночных профилей со стабильными высокими механическими характеристиками для промежуточного слоя и намотки для обеспечения прочной взаимосвязи всех слоев между собой.
Промышленная применимость
Заявленный способ осуществляют на оборудовании производства профилей, труб и оболочек из КМ методами пултрузии и намотки.
Эпоксидная композиция ангидридного отверждения с применением латентного инициатора и-120у
Многослойный корпус транспортно-пускового контейнера из композиционных материалов (варианты)
Металлокомпозитный баллон высокого давления
Анаэробный реактор
Реактор анаэробной переработки биомассы
Биогазовая установка
Фильтр для очистки жидкости (варианты)
Гибридное эпокситрифенольное связующее с использованием новолачной смолы
Биобарабан для аэробной переработки сырья
Система ускоренной аэробной переработки биомассы
Эпоксидная композиция ангидридного отверждения с применением латентного инициатора и-120у
Многослойный корпус транспортно-пускового контейнера из композиционных материалов (варианты)
Металлокомпозитный баллон высокого давления
Анаэробный реактор
Реактор анаэробной переработки биомассы
Биогазовая установка
Фильтр для очистки жидкости (варианты)
Гибридное эпокситрифенольное связующее с использованием новолачной смолы
Биобарабан для аэробной переработки сырья
Система ускоренной аэробной переработки биомассы

