Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МИКРОЛЕГИРОВАННОЙ СТАЛИ, В ЧАСТНОСТИ ТРУБНОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к способу получения микролегированной стали, в частности, трубной стали, причем литой сляб проводится через установку, которая в направлении перемещения сляба содержит, в указанной последовательности: разливочную машину, первую печь, по меньшей мере один черновой прокатный стан, вторую печь, по меньшей мере один чистовой прокатный стан и участок охлаждения. Кроме того, изобретение относится к установке получения микролегированной стали.
Для получения полосы в уровне техники описаны различные возможности, которые действуют по общему способу. Например, можно сослаться на документы US 2005/0115649 A1, WO 2009/012963 A1, WO 2007/073841 A1, WO 2009/027045 A1, EP 0 611610 B1 и EP 1 860204 A1.
Одним общепризнанным способом является термомеханическая прокатка. В последнее время все большее значению приобретают микролегированные стали. При этом трубные стали (согласно спецификации API 5L) составляют одну из важнейших подгрупп среди микролегированных сталей. Потребность в этих сталях постоянно растет.
Трубные стали производят по большей части на толстолистовых прокатных станах. Разумеется, трубные стали, в частности, при не очень большой конечной толщине и конечной ширине, можно производить также на широкополосных станах горячей прокатки, так называемых CSP-установках, и на другом оборудовании горячей прокатки.
Особое внимание при получении микролегированных сталей вообще и трубных сталей в частности следует направить на изменение температуры как функции времени (или как функции места в производственной установке). Это изменение, в комбинации с распределением обжатия при прокатке, в решающей степени влияет на формирование микроструктуры и, тем самым, определяет механические и технологические свойства стали. По этой причине за чистовым прокатным станом применяют, например, мощные системы охлаждения, чтобы с их помощью можно было установить желаемый профиль температуры.
Недостатком является то, что известное технологическое оборудование и способы не являются оптимально подходящими, чтобы при получении микролегированных сталей, в частности, трубных сталей, гибко реагировать на фактические исходные условия и требования, чтобы производить эти сорта стали с по существу свободно выбираемым температурным профилем по времени или по пути движения. Поэтому невозможно оптимально контролировать формирование структуры в стали и влиять на нее. Поэтому гибкость производства указанной стали в части ее химического состава и размеров, ограничена.
В основе настоящего изобретения стоит задача разработать способ и соответствующее устройство, с которыми можно устранить указанные недостатки. Соответственно, это должно позволить лучшее управление ходом температуры согласно желаемому профилю по времени или по пути движения, чтобы таким образом можно было лучше контролировать и управлять формированием структуры. Кроме того, это должно позволить гибкое производство микролегированных сталей, в частности, трубных сталей.
Решение этой задачи согласно изобретению в части способа заключается в том, что способ, характеризуется последовательностью следующих этапов:
a) определение желаемого температурного профиля для сляба по ходу его движения через установку;
b) размещение в производственной линии установки по меньшей мере одного воздействующего на температуру элемента для поддержания температуры сляба в соответствии с определенным температурным профилем, причем воздействующий на температуру элемент вводится между первой печью и по меньшей мере одним черновым прокатным станом и/или между второй печью и по меньшей мере одним чистовым прокатным станом;
c) получение сляба или полосы в сформированной так установке, причем по меньшей мере один воздействующий на температуру элемент работает так, чтобы определенный температурный профиль выдерживался по меньшей мере в основном.
При этом в качестве воздействующего на температуру элемента, согласно одному воплощению изобретения, может применяться дополнительная печь. Это может быть индукционная печь или печь, которая нагревает сляб посредством прямого действия пламенем (кислородно-топливная печь с непосредственным газовым обогревом -DFI-Oxyfuel). В последнем случае предпочтительно предусмотреть, чтобы воздействие пламенем на сляб осуществлялось посредством газовой струи с содержанием кислорода по меньшей мере 75%, в которую добавлено газообразное или жидкое топливо. В качестве дополнительной печи может также применяться печь гомогенизации, печь с роликовым подом или печь с шагающими балками или методическая печь.
В качестве воздействующего на температуру элемента может применяться также дополнительный участок охлаждения. Это может быть, например, участок интенсивного охлаждения или участок ламинарного охлаждения полосы.
Наконец, в качестве воздействующего на температуру элемента может применяться также теплоизолирующий элемент (кожух рольганга).
При этом температурный профиль устанавливается предпочтительно на основе модели структуры. При этом модель структуры предпочтительно устанавливает и/или отслеживает следующие параметры: температурный профиль по времени или по числу проходов, распределение обжатия по времени или по числу проходов, времена удержания или качания, скорости прокатки и скорости транспортировки и/или интенсивности нагревания и охлаждения.
Одно усовершенствование предусматривает, что в результате применения воздействующего на температуру элемента в форме охлаждения на входе в по меньшей мере один чистовой прокатный стан достигается настолько низкая температура, что рекристаллизация и рост зерен по существу не имеют места, причем уровень температуры между входом в по меньшей мере один черновой прокатный стан и входом в воздействующий на температуру элемент в форме охлаждения либо:
a) снижается, в частности, для трубных сталей с низким содержанием микролегирующих элементов и при малой толщине сляба, посредством воздействующего на температуру элемента в форме средства охлаждения, чтобы уменьшить размер зерна при входе в чистовой прокатный стан, либо
b) повышается, в частности, для трубных сталей с высоким содержанием микролегирующих элементов и при большой толщине сляба, посредством влияющего на температуру элемента в форме средства нагревания, чтобы обеспечить полную рекристаллизацию при черновой прокатке, либо
c) только выравнивается, а в остальном остается неизменным.
Далее, согласно одному усовершенствованию возможно, чтобы в результате применения воздействующего на температуру элемента в форме средства нагревания достигалась настолько высокая температура на входе в по меньшей мере один чистовой прокатный стан, чтобы рекристаллизация там проходила полностью, и либо
a) из-за высоких температур и обжатий она идет уже во время первого чистового прохода и затем в результате накопления деформации протекает при последнем чистовом проходе, либо
b) из-за умеренных температур и обжатий она протекает только во время последнего чистового прохода, после того, как предварительно была накоплена деформация.
Установка получения микролегированной стали, в частности, трубной стали, которая в направлении движения сляба содержит, в указанном порядке: разливочную машину, первую печь, по меньшей мере один черновой прокатный стан, вторую печь, по меньшей мере один чистовой прокатный стан и участок охлаждения, согласно изобретению отличается тем, что между первой печью и по меньшей мере одним черновым прокатным станом, и/или между второй печью и по меньшей мере одним чистовым прокатным станом по выбору может быть введен воздействующий на температуру элемент для поддержания температуры сляба в производственной линии, причем воздействующий на температуру элемент может быть выбран из одного из элементов: дополнительная печь, дополнительный участок охлаждения, теплоизолирующий элемент.
Одно усовершенствование предусматривает, что по меньшей мере один из воздействующих на температуру элементов: дополнительная печь, дополнительный участок охлаждения и теплоизолирующий элемент, могут быть установлены с возможностью сдвига поперек направлению движения сляба таким образом, чтобы в производственную линию можно было ввести один из этих элементов по выбору.
При этом, по меньшей мере, один из элементов: дополнительная печь, дополнительный участок охлаждения и теплоизолирующий элемент, могут быть установлены с возможностью отклонения от ориентированной в направлении перемещения оси вращения таким образом, чтобы в производственную линию можно было ввести один из элементов по выбору.
Благодаря предложенному решению можно улучшить производство микролегированных сталей, в частности, трубных сталей (как, например, стали X52, …, X120), что ведет к благоприятной комбинации свойств. Оптимальные значения прочности и вязкости, а также максимальная гибкость в отношении применяющихся химических составов, а также в отношении размеров конечного продукта, достигаются путем целенаправленного управления температурным режимом. Благодаря предложениям, согласно изобретению, можно по существу устранить ограничения, имеющиеся при обычном до настоящего времени ведении процесса. Очень выгодным образом благодаря управлению достигается желаемый временной ход температуры при получении стали, что позволяет получать трубную сталь наивысшего качества.
Согласно предложенному способу действия, температуру можно повышать, удерживать постоянной или снижать как перед черновым станом, так и между черновым станом и чистовым станом. Таким образом, достигается максимальная гибкость в отношении температурного режима, что не только открывает принципиальную возможность получения трубных сталей, но и, кроме того, позволяет, в зависимости от требований, устанавливать различные режимы процесса для получения этих сортов стали и получения различных свойств материала.
Кроме того, можно без заметных проблем получать много других сортов стали, для которых важную роль играет изменение температуры, причем в определенных случаях с улучшенными свойствами, как это имеет место, например, для многофазных сталей и всех сортов микролегированных сталей.
Наконец, с помощью варьирования профиля изменения температуры могут применяться измененные распределения обжатия и, в частности, может проводиться более сильное обжатие. Следствием этого являются низкие конечные толщины, достижимые для всех сортов сталей, или же дополнительные свободные площади при определении параметров установки.
Применение эффективного нагрева (индуктивный нагрев или печь согласно способу DFI-Oxyfuel) и/или использование регулируемого интенсивного охлаждения (например, вместо выведения черновых полос на воздух) повышает, кроме того, общую производительность установки или упрощает производственный процесс.
Таким образом, предложенный способ или устройство позволяют целенаправленно влиять на температуру сляба перед черновой прокаткой в зависимости от состава материала, размеров материала и свойств материала. Равным образом, возможно целенаправленное влияние на температуру черновой полосы перед чистовой прокаткой в зависимости от состава материала, размеров материала и свойств материала.
Целенаправленное управление температурным режимом на отдельных технологических этапах осуществляется предпочтительно путем применения или внедрения модели структуры. При этом, как уже упоминалось, модель структуры устанавливает и отслеживает изменение следующих параметров:
- температурный профиль по времени или по числу проходов,
- распределение обжатия по времени или по числу проходов,
- времена удержания или качания,
- скорости прокатки и скорости транспортировки для воздействия на температурный профиль,
- интенсивности нагревания и охлаждения.
Кроме того, возможно целенаправленное управление различными типами процессов разупрочнения на отдельных технологических этапах и связанное с этим управление свойствами материала.
Способ может применяться для разных термомеханических обработок.
Охлаждение сляба может проводиться перед черновым обжатием сляба в черновой клети. Равным образом, встраивание индукционного нагрева или нагрева способом DFI-Oxyfuel может проводиться перед черновым обжатием в черновой клети.
Разные охлаждающие и нагревательные агрегаты могут заменять друг друга путем смещения или поворота.
Влиять на максимально достижимое обжатие и суммарное распределение обжатия становится возможным благодаря целенаправленному повышению температуры перед черновой и чистовой прокаткой, воздействуя на размеры и свойства продукта и параметры установки.
Таким образом, производительность прокатной установки повышается благодаря целенаправленному (дополнительному) охлаждению и/или нагреванию.
На чертежах представлены примеры осуществления изобретения. Показано:
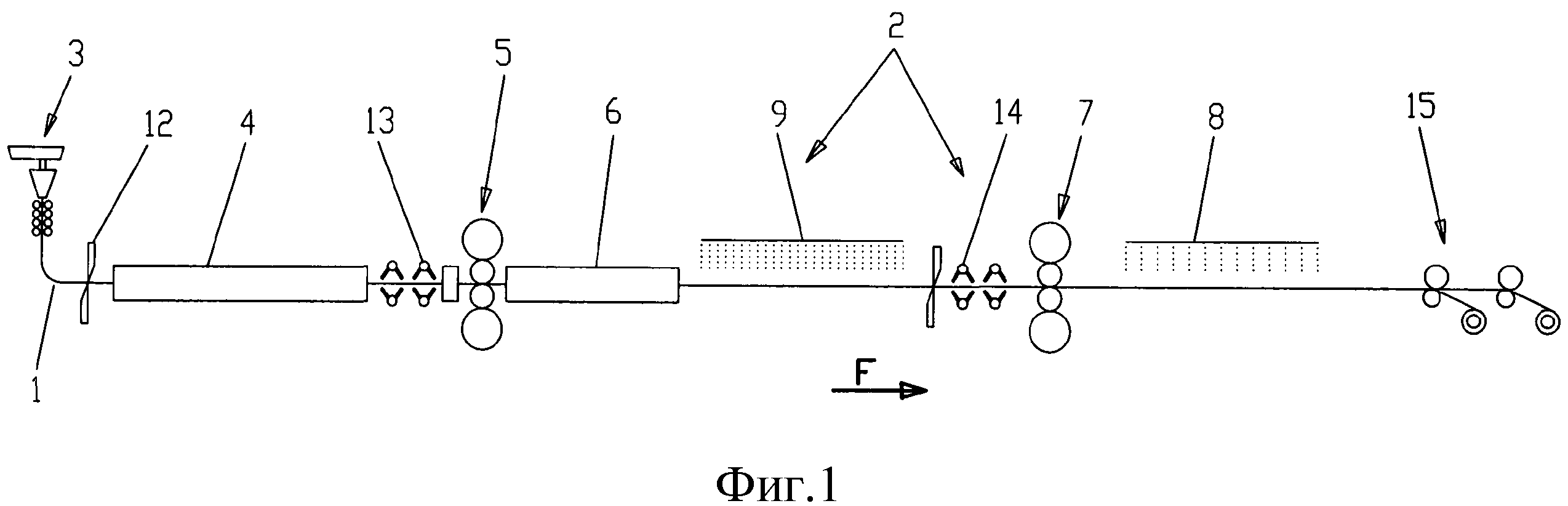
фиг.1 схема литейно-прокатной установки на виде сбоку, согласно первой конструктивной форме изобретения, с разливочной машиной, первой печью, черновым станом, второй печью, чистовым станом и участком(участками) охлаждения,
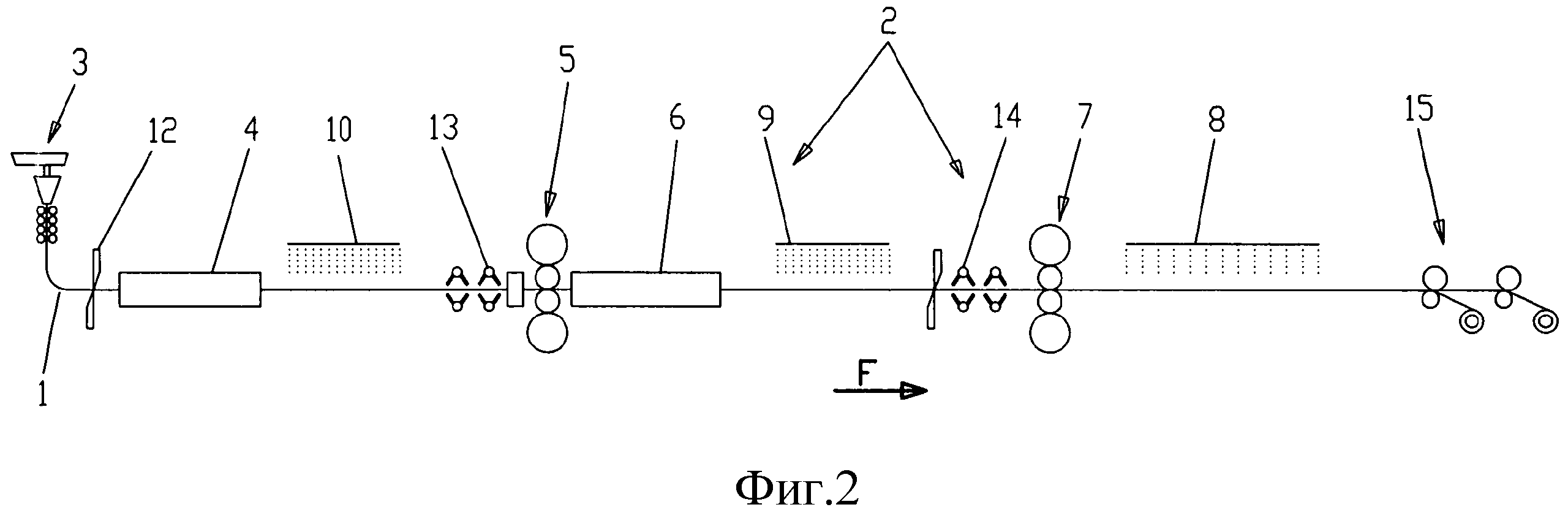
фиг.2 альтернативное фиг.1 выполнение литейно-прокатной установки согласно второму примеру осуществления,
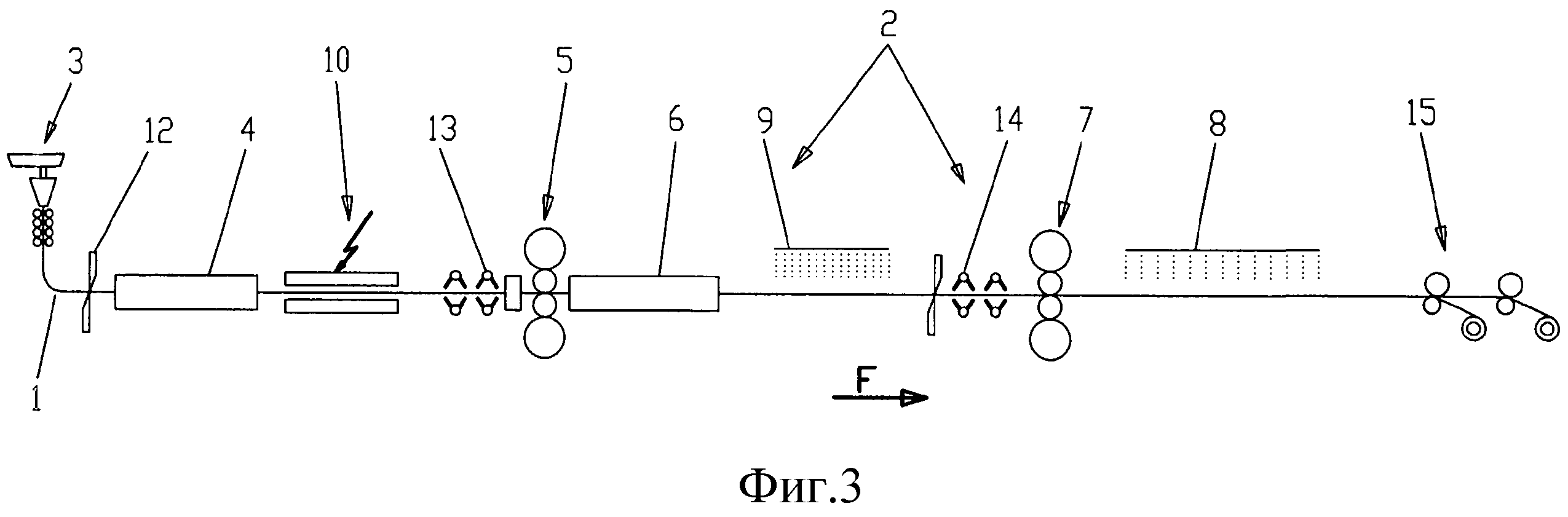
фиг.3 следующее альтернативное фиг.1 выполнение литейно-прокатной установки согласно третьему примеру осуществления,
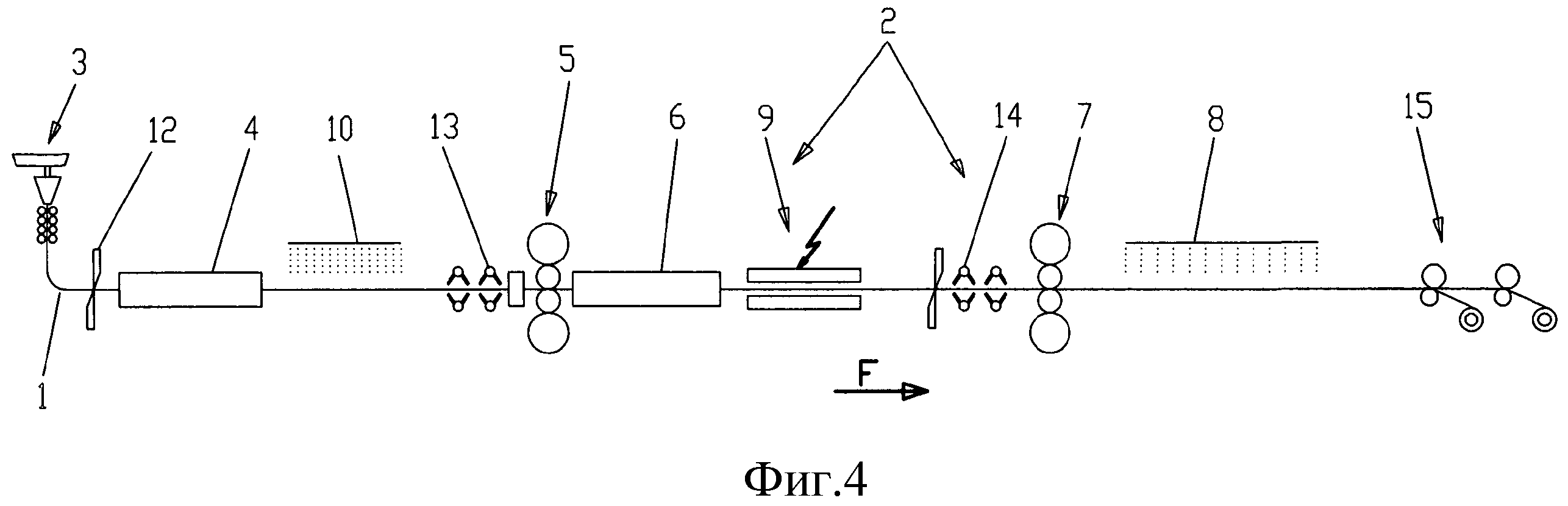
фиг.4 следующее альтернативное фиг.1 выполнение литейно-прокатной установки согласно четвертому примеру осуществления,
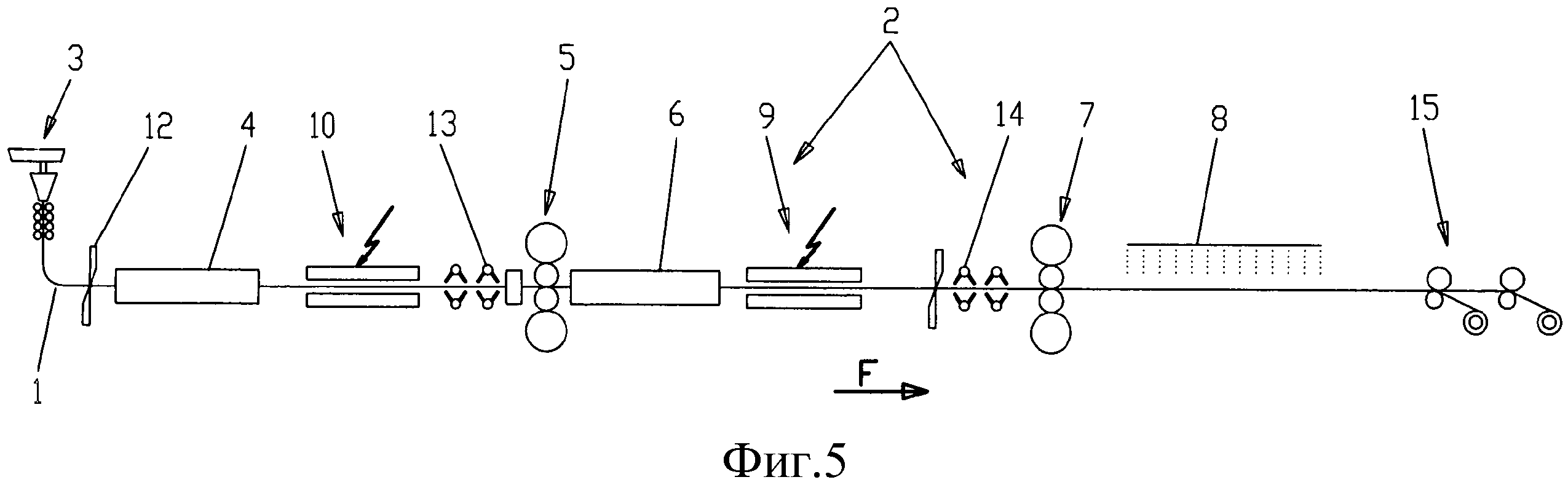
фиг.5 следующее альтернативное фиг.1 выполнение литейно-прокатной установки согласно пятому примеру осуществления,
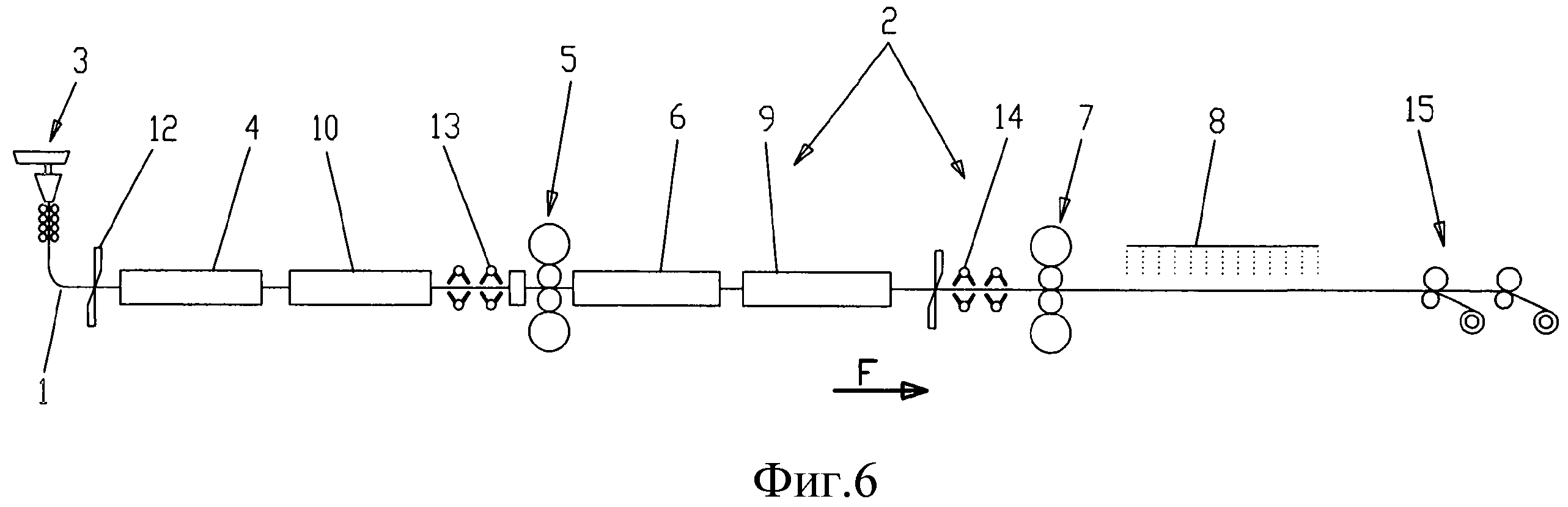
фиг.6 следующее альтернативное фиг.1 выполнение литейно-прокатной установки согласно шестому примеру осуществления,
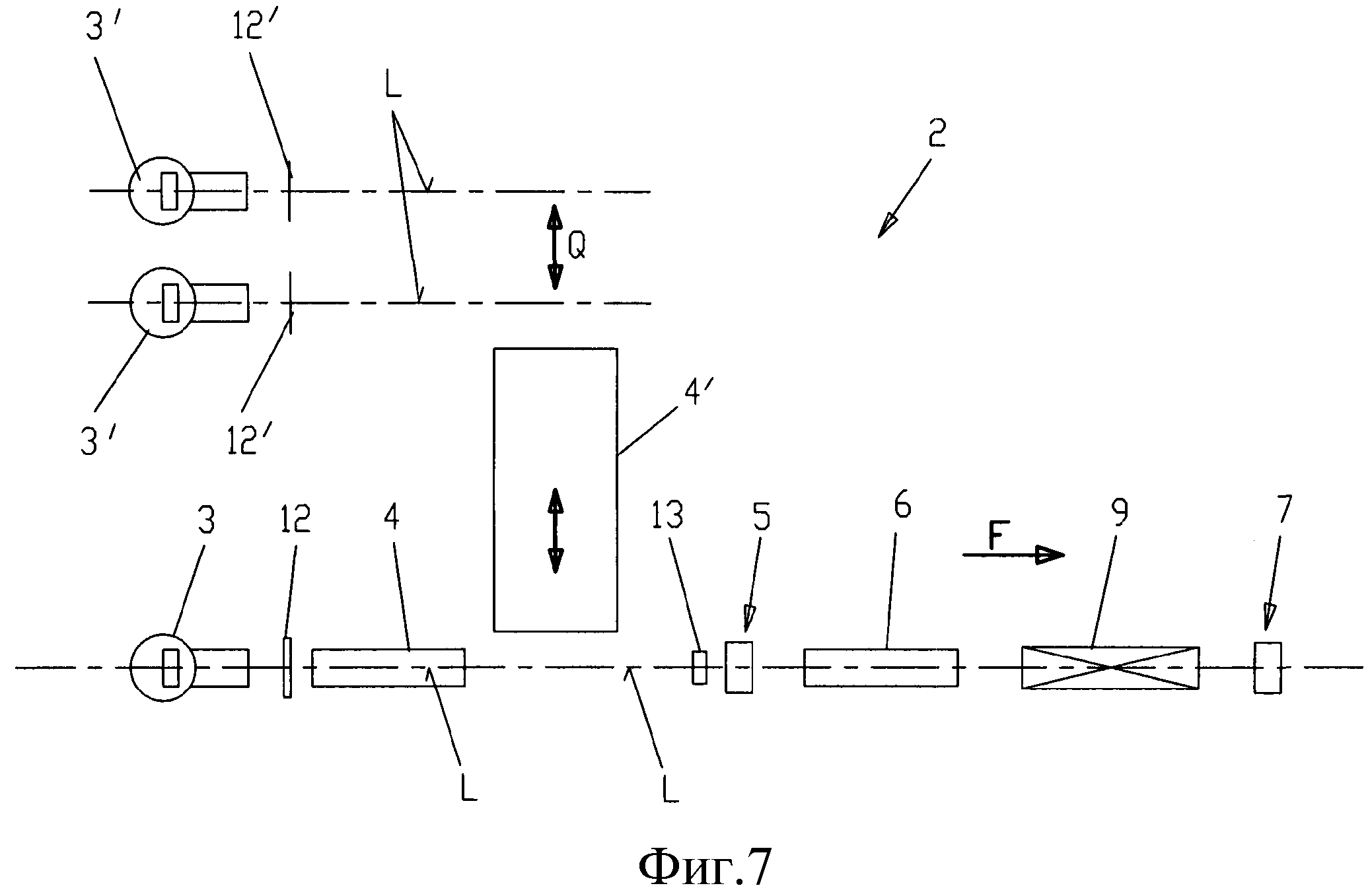
фиг.7 схема литейно-прокатной установки на виде сверху, согласно следующей конструктивной форме,
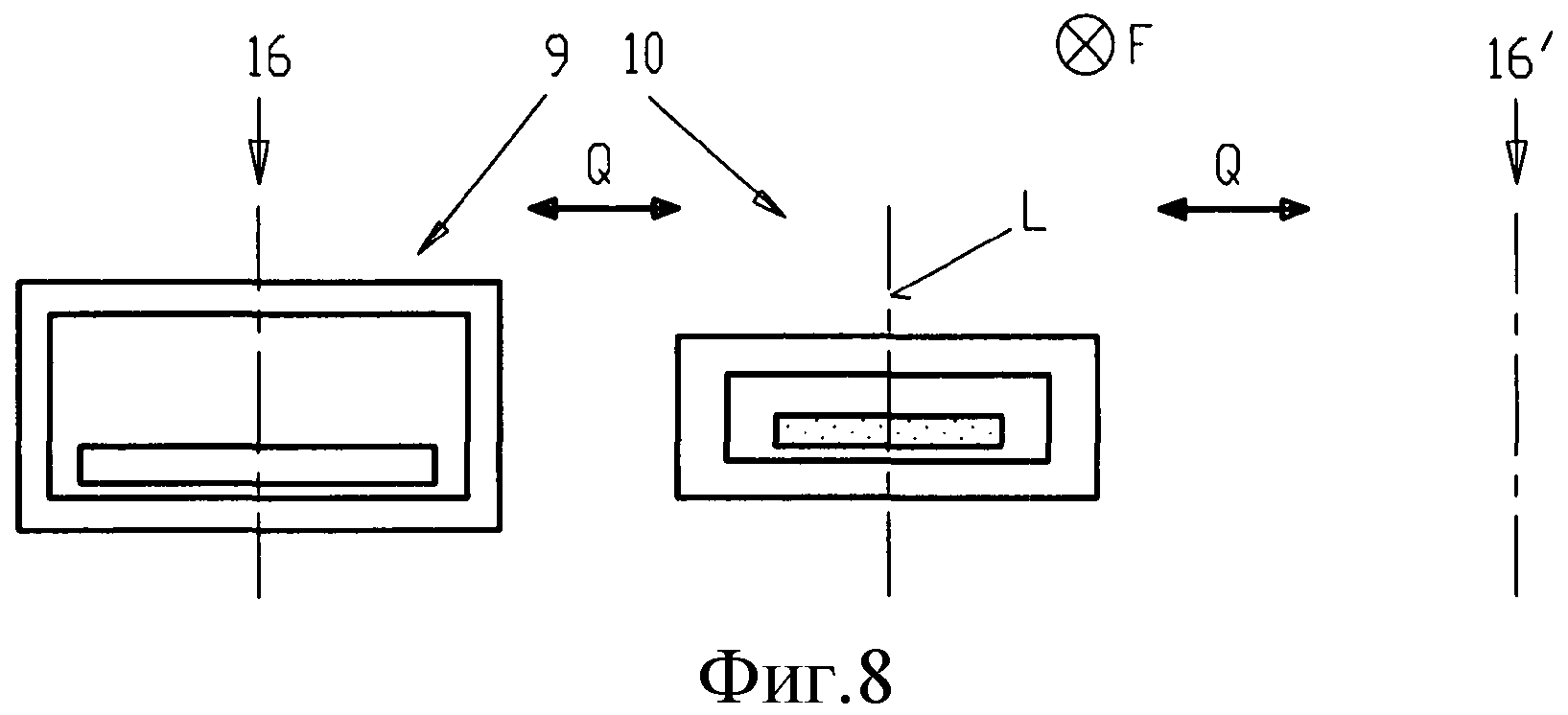
фиг.8 схематическое представление воздействующих на температуру элементов литейно-прокатной установки, вид в направлении перемещения сляба, согласно первой конструктивной форме изобретения,
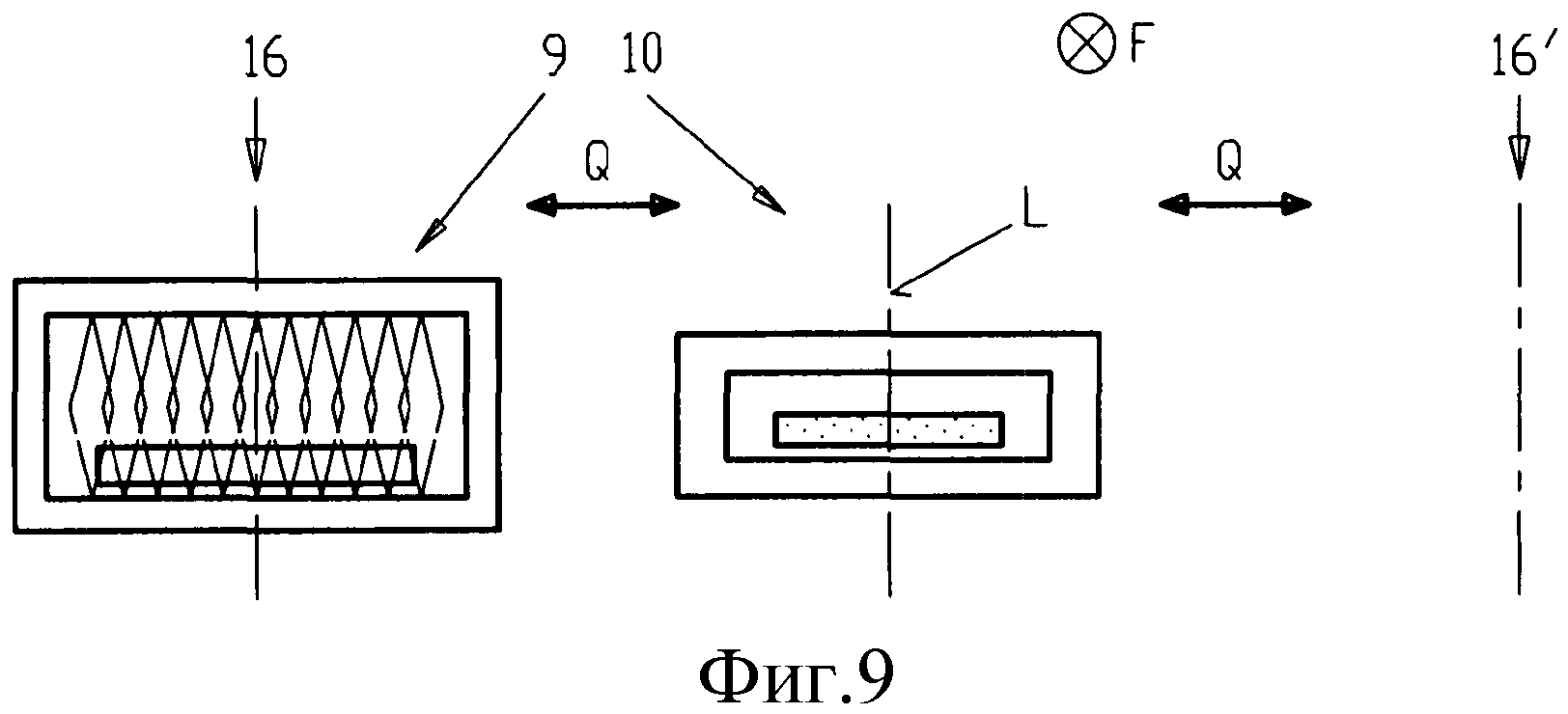
фиг.9 следующее альтернативное фиг.8 выполнение воздействующих на температуру элементов, согласно второй конструктивной форме изобретения,
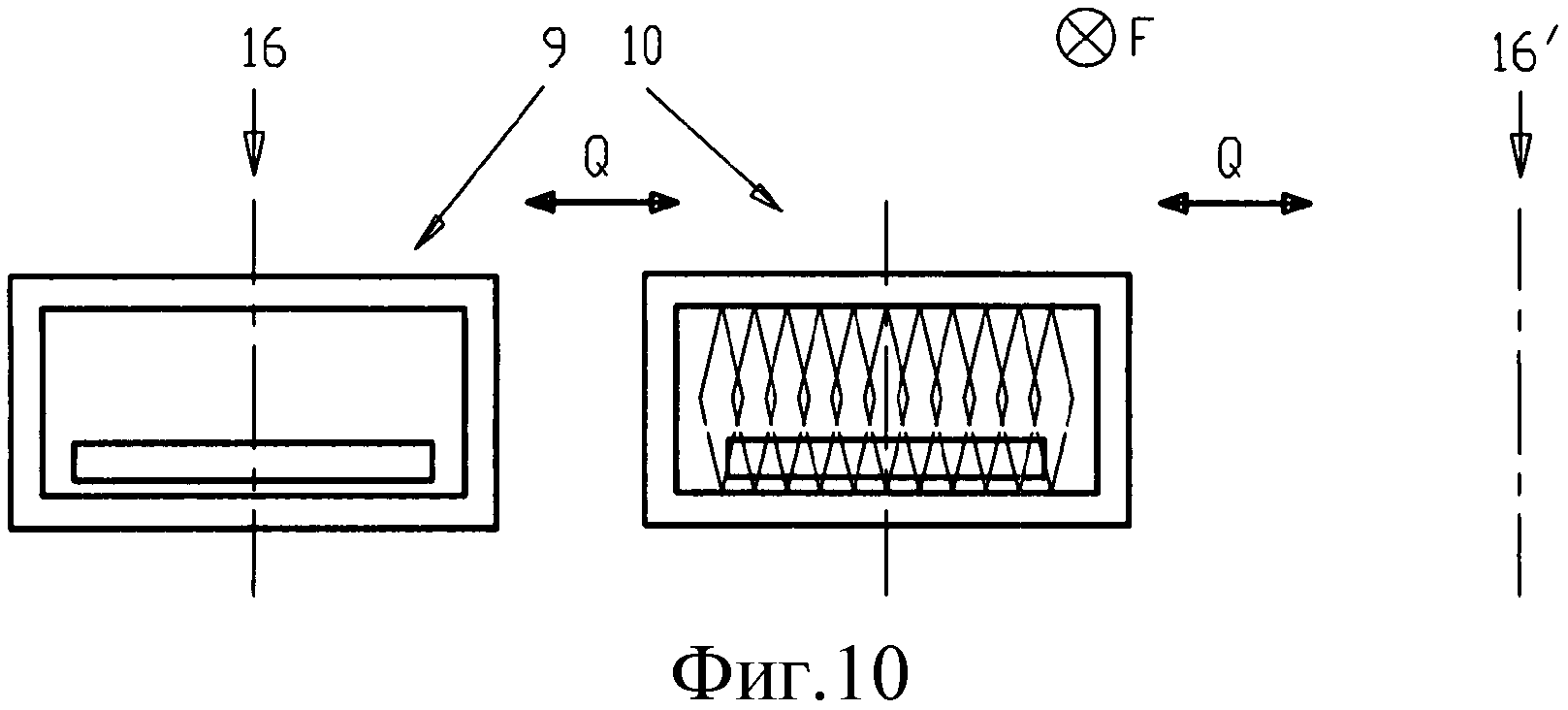
фиг.10 следующее альтернативное фиг.8 выполнение воздействующих на температуру элементов, согласно третьей конструктивной форме изобретения, и
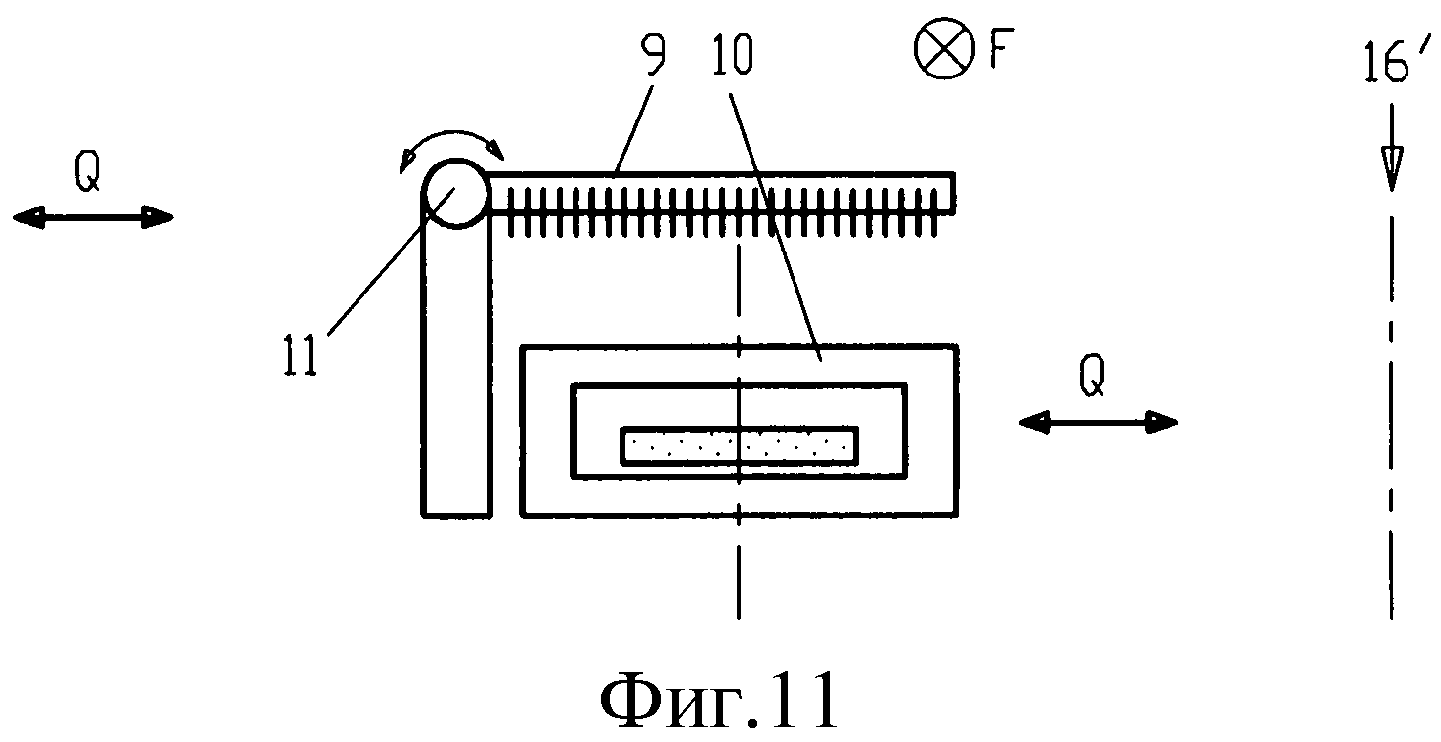
фиг.11 следующее альтернативное фиг.8 выполнение воздействующих на температуру элементов, согласно четвертой конструктивной форме изобретения.
На фиг.1 в виде сбоку показана установка 2 для разливки и прокатки в линии трубной стали (согласно спецификации 5L API). Она содержит разливочную машину 3 (вертикальную разливочную установку или криволинейную установку непрерывной разливки), в которой известным образом методом непрерывной разливки получают сляб 1. Типичные размеры сляба могут составлять в толщину от 50 до 150 мм и в ширину от 900 до 3000 мм. В направлении перемещения F за разливочной машиной 3 расположены первая печь 4, черновой стан для прокатки сляба, причем показан всего один черновой прокатный стан 5 (иногда предусматривается также несколько черновых прокатных станов), вторая печь 6, чистовой стан для прокатки сляба или полосы, причем показан всего один чистовой прокатный стан 7 (чаще всего предусматривается несколько чистовых прокатных станов) и участок охлаждения 8.
Имеются также дополнительные элементы, которые не важны в отношении температурного режима или имеют лишь второстепенное значение. Между разливочной машиной 3 и первой печью 4 находятся ножницы 12, которыми сляб 1 можно нарезать на желаемые длины (альтернативно может использоваться также установка газовой резки). Между первой печью 4 и черновым прокатным станом 5 расположено устройство 13 удаления окалины. Следующее устройство 14 удаления окалины находится также непосредственно перед чистовым прокатным станом 7. За участком охлаждения 8 предусматривается, как известно, моталка 15, которая сматывает готовую полосу.
Для трубных сталей имеются повышенные требования к температурному режиму сляба или полосы при движении через установку 2.
Перед изготовлением полосы сначала определяется желаемый температурный профиль по времени или по пути следования в направлении перемещения F. Для этого предпочтительно применяется автоматизированная модель структуры, которая сама по себе известна и которая устанавливает на основе экспертных данных, как должна меняться температура сляба 1 или полосы, чтобы можно было получить оптимальный продукт. Типичные сведения о таком ходе температуры можно найти ниже, где для особых мест производственной установки 2 указываются диапазоны температур сляба 1 или полосы.
Затем, в зависимости от заданного температурного профиля необходимо подготовить установку 2 таким образом, чтобы можно было реализовать желаемый профиль. Согласно изобретению, это осуществляется таким образом, что в производственную линию установки 2 вводят по меньшей мере один воздействующий на температуру элемент для поддержания температуры сляба 1 в соответствии с определенным температурным профилем, причем воздействующий на температуру элемент введен между первой печью 4 и, по меньшей мере одним, черновым прокатным станом 5 и/или между второй печью 6 и, по меньшей мере одним, чистовым прокатным станом 7.
В примере осуществления с фиг. 1 воздействующий на температуру элемент 9 представляет собой участок охлаждения, который эффективно введен в производственную линию за второй печью 6. Это может быть интенсивное охлаждение или ламинарное охлаждение, в зависимости от необходимого теплосъема, который требуется для достижения желаемого температурного профиля.
После охлаждения и прохождения через устройство 14 удаления окалины проводится непрерывная или реверсивная чистовая прокатка в по меньшей мере одном чистовом прокатном стане 7, причем предпочтительно предусматривается ряд чистовых прокатных станов, то есть линия клетей чистовой прокатки. Чистовая прокатка проводится до желаемой толщины и температуры готовой полосы, после чего идет охлаждение полосы на участке охлаждения 8. В качестве последнего этапа проводится намотка полосы на моталку 15. Вместо намотки прокатанной начисто полосы альтернативно можно также провести ее сразу на адъюстаж.
Для чистовой прокатки трубной стали в рамках классической термомеханической обработки предусмотрен диапазон температур от 850 до 950°C за печью 6 и охлаждение 9. Низкая температура на входе гарантирует, что во время почти изотермической прокатки в чистовом стане по существу не будут происходить рекристаллизация и рост зерен, и почти вся деформация будет накапливаться, так что при следующем преобразовании возникнет очень мелкозернистая структура. Следующими условиями являются достаточно низкая конечная температура прокатки, типично ниже 820°C, и достаточно высокая скорость охлаждения на участке охлаждения.
Разумеется, может оказаться необходимым, в дополнение к описанному выше охлаждению в зоне между черновым прокатным станом 5 и чистовым прокатным станом 7, воздействовать на температуру полосы уже перед входом в черновой прокатный стан 5. Для этого на фиг. 2 показана установка 2 производства трубных сталей согласно API, у которой задняя часть первой печи 4 была заменена на охлаждение 10 полосы. Точнее говоря, здесь в качестве воздействующего на температуру элемента 10 в производственную линию был введен дополнительный участок охлаждения 10.
Охлаждением сляба можно еще больше усилить масштаб термомеханической обработки и ограничить рост зерен в зоне между черновым и чистовым прокатным станом. При этом, тем не менее, должна обеспечиваться полная рекристаллизация, почему этот способ действий подходит, в частности, для трубных сталей с низким содержанием микролегирующих элементов и с низкой толщиной слябов.
Напротив, при особенно высоком содержании легирующих элементов и при больших толщинах слябов может быть целесообразным даже нагрев до более высоких температур, чтобы позволить более высокую степень деформации и гарантировать полную динамическую или статическую рекристаллизацию. Кроме того, повышенная температура может благоприятно действовать на состояние раствора микролегирующих элементов. Одна конструктивная форма изобретения, которая позволяет осуществить это особенно выгодным способом, показана на фиг. 3. Здесь за первой печью 4 и перед черновым прокатным станом 5 в производственную линию введен воздействующий на температуру элемент 10 в форме индуктивного нагрева.
Фиг.4, 5 и 6 показывают концепции построения установки, в которых, особенно в сравнении с решением согласно фиг.2 и 3, расположенное перед чистовой прокаткой средство охлаждения полосы было заменено индукционным нагревом или печью.
Если до настоящего времени стремились к классической термомеханической обработке, целью которой является максимально аккумулировать деформацию, для определенных сталей должны применяться другие способы. Вместо того, чтобы после полной рекристаллизации за черновой прокаткой отказаться от дополнительного разупрочнения в зоне чистового стана, стремятся к новой рекристаллизации. Эта рекристаллизация требует высоких температур, которых особенно выгодно можно достичь посредством индукционного нагрева или с помощью печи DFI-Oxyfuel. При этом рекристаллизация при особенно высоких температурах и степенях деформации может происходить уже во время первого чистового прохода и, благодаря последующему накоплению деформации, в последних чистовых проходах, или же динамическая рекристаллизация возникает при менее высоких температурах и степенях деформации только во время последнего чистового прохода, после того как произошло накопление деформации в первых чистовых проходах. В обоих случаях повышение температуры по сравнению с классической термомеханической обработкой, например, в соответствии с решениями согласно фиг.1, 2 и 3, ведет к тому, что повышается максимально возможная степень деформации, тогда как степень деформации, необходимая для начала рекристаллизации, снижается, так что заметно повышается тенденция к разупрочнению.
В результате предлагаемого изобретением расширения возможностей воздействия на температуру можно удовлетворить считавшиеся до сих пор противоречивыми требования к изменению температуры в отдельных зонах установки, так что в каждой отдельной зоне возможен оптимальный, с точки зрения свойств продукта, режим процесса, т.е. ход оптимально выбранного изменения температуры сляба или полосы вдоль направления перемещения F. Этим дается возможность гибкой подстройки к желаемым свойствам или размерам материала или к различному составу материала.
В то же время воздействие на температурный режим является мощным инструментом влияния на распределение нагрузки и обжатия в черновых и чистовых клетях, что можно использовать для того, чтобы снизить минимальные достижимые конечные толщины, или же при расчете параметров конструкции вернуться к агрегатам меньшего размера.
Описание различных воздействий изменения температуры на микроструктуру иллюстрирует, что всегда необходим контроль за формированием структуры, и что прокатка трубных сталей согласно предложенному способу ведет к желаемым механическим свойствам, в частности, тогда, когда процесс отслеживается, и/или управляется, соответственно, регулируется подходящей структурной моделью.
При прокатке стандартной стали на такой же установке перед чистовым станом обычно применяются температуры примерно от 1000 до 1150°C, а в особых случаях также более высокие или более низкие. Необходимость регулирования температур повышается со сложностью состава сплава. Для многофазных сталей и различных микролегированных сталей этот способ действия особенно выгоден. При предложенной концепции установки в большинстве случаев можно довести сляб, тонкий сляб, заготовку полосы, полосу и лист до требуемого уровня температуры, так что не имеется никаких ограничений в отношении требуемых свойств материала.
Для оптимальной подстройки к соответствующим режимам процесса предусматривается, что охлаждение 9 полосы (на фиг.1, 2 и 3) и индукционный нагрев 10 (на фиг.3 и фиг. 5) или 9 (на фиг.4) можно проводить с поперечным сдвигом или отклонением от направления перемещения F, и можно активировать тот или иной из агрегатов 9, 10.
Аналогично, согласно фиг.6, можно, альтернативно фиг.4, вместо охлаждения полосы 10 или индукционного нагрева 9 ввести в производственную линию обычную печь 9, 10 гомогенизации. Это справедливо для различных агрегатов перед и за установкой черновой прокатки.
Разливочная машина 3 может располагаться в производственной линии вместе с прокатным станом 5 или быть пространственно отделена от него. В этой связи сошлемся на фиг.7, где на виде сверху показан соответствующий пример. Здесь две верхние разливочные машины 3' расположены параллельно друг другу, за ними сляб режется машиной 12' для газовой резки на желаемые длины. Посредством печи 4' с шагающими балками или методической печи сляб 1 можно переместить с двух верхних производственных линий L на нижнюю производственную линию L в направлении Q, поперечном направлению перемещения F; в нижней производственной линии находятся дополнительные части установки производства полосы. Нижняя производственная линия L также содержит разливочную машину 3, за которой располагаются ножницы 12.
Проходя через печь 4, 4', сляб 1 нагревается до температуры черновой прокатки, примерно 1100-1200°C. За устройством 13 удаления окалины проводится черновая прокатка на одном или, альтернативно, на нескольких черновых прокатных станах 5, непрерывно или реверсивно до промежуточной толщины.
Выбором скорости прокатки в черновой клети 5 можно также воздействовать на температуру входа в печь.
За черновой клетью 5 находится вторая печь 6 как выдерживающая печь. Выдерживающая печь 6 дает достаточно места, чтобы можно полностью вместить деформированный в черновом прокатном стане 5 тонкий сляб. Могут также проводиться короткие маятниковые движения (качания) деформированного тонкого сляба в печи 6.
Вместо выдерживающей печи 6 здесь может также находиться кожух рольганга или обычный рольганг. Следом за печью 6 или кожухом рольганга в производственной линии L установлен воздействующий на температуру элемент 9 в форме участка охлаждения, который может довести сляб 1 до желаемой температуры перед чистовой прокаткой в чистовом прокатном стане 7. Альтернативно охлаждение 9 полосы может также находиться перед выдерживающей печью или перед кожухом рольганга.
Детали замены различных агрегатов путем сдвига вбок или поворота воздействующих на температуру элементов 9, 10 внутрь или наружу, показаны на фиг.8-11. При необходимости можно, кроме того, путем подходящих технологических устройств позаботиться о том, чтобы в производственной линии делили место три разных агрегата.
На фиг.8 показано, как альтернативно дополнительная печь (слева на фиг.8) или индукционная печь (справа на фиг.8) может быть введена в производственную линию L путем сдвига в поперечном направлении Q. Позиции смещения 16, 16' по обеим сторонам производственной линии L позволяют одновременно сдвинуть обе печи из показанного положения направо и обратно.
Аналогичная ситуация показана на фиг. 9 для альтернативно вводимых в производственную линию L воздействующих на температуру элементов 9, 10 в форме охлаждения (слева на фиг.9) и в форме индукционной печи (справа на фиг.9). Снова справедлива аналогия с фиг.10 для печи с роликовым подом (слева) и охлаждением сляба (справа).
На фиг.11 видно, что воздействующий на температуру элемент 9 в форме плитового холодильника можно поворачивать вокруг оси вращения 11, чтобы ввести его в зацепление или вывести из зацепления. Тем временем индукционная печь 10 снова оказывается сдвинутой поперек в направлении Q, чтобы (если ее нужно вывести из зацепления) переместить ее в положение смещения 16'.
Список позиций для ссылок:
1 сляб (полоса)
2 установка
3 разливочная машина
3' разливочная машина
4 первая печь
4' печь с шагающими балками или методическая печь
5 черновой прокатный стан
6 вторая печь
7 чистовой прокатный стан
8 участок охлаждения
9 воздействующий на температуру элемент
10 воздействующий на температуру элемент
11 ось качаний
12 ножницы
12' установка газовой резки
13 устройство удаления окалины
14 устройство удаления окалины
15 моталка
16 положение смещения
16' положение смещения
F направление движения
Q направление поперечного смещения
L производственная линия
Способ и устройство для смазки валков
Устройство для измерения ширины и/или положения металлической полосы или сляба
Способ и устройство для монтажа и функциональной проверки прокатной арматуры в прокатных клетях или в прокатных станах, таких как, например, прокатные станы тандем
Устройство для проводки полосы
Способ и устройство для сматывания металлической ленты
Способ и устройство для анализа слоя вспомогательного материала на деформируемом изделии
Кристаллизатор для непрерывной разливки с устройством качания
Прокатный стан для прокатки металлических изделий
Способ нанесения охлаждающего средства
Способ и устройство для смазки валков
Способ прокатки полос в прокатной клети
Способ горячей прокатки и термообработки стальной полосы
Способ и устройство для смазки валков и прокатываемой полосы в прокатной клети
Способ и устройство для охлаждения и смазывания валков прокатной клети
Способ придания формы щетке для чистки валков и чистящая щетка, формованная согласно данному способу

