Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к способу получения материальных объектов из порошков лазерным плавлением и может быть использовано для получения композиционных изделий сложной конфигурации из различных порошковых материалов, например биметаллические изделия, изделия с каналами из другого материала и т.п.
Из уровня техники известен способ изготовления изделий из порошковых материалов, заключающийся в прессовании порошкового материала в пресс-формах (Кипарисов С.С. и Либенсон Г.А. «Порошковая металлургия». - М.: Металлургия, 1991 г., стр.289).
Недостатком известного способа является тот факт, что для каждого типоразмера изделия необходимо изготавливать индивидуальную пресс-форму сложной конструкции из дорогостоящих инструментальных сталей и твердых сплавов, что повышает стоимость изделий. Конструктивные особенности пресс-формы не позволяют получать изделия сложной конфигурации, имеющие внутренние полости переменного сечения, закрытые полости и т.п. Все это вместе ограничивает технологические возможности известного способа.
Известно также устройство для получения объемных изделий, в котором описан способ, заключающийся в формировании изделия путем подачи порошка приспособлением в рабочее пространство над технологической платформой с дальнейшим его лазерным спеканием (Патент РФ №2299787, B22F 3/105, 2004 г.).
Недостатками известного способа являются также невозможность изготовления композиционных изделий из различных видов порошковых материалов.
Наиболее близким решением по технической сути и достигаемому результату является способ изготовления градиентных материалов из порошков, заключающийся в последовательном нанесении на технологическую платформу слоев из различных материалов и селективном спекании заданной области каждого слоя (Патент РФ №2401180, B22F 3/105, 2008 г.).
Недостатком известного технического решения является невозможность получения изделия, содержащее части из различных материалов в наносимом слое за один проход, что сокращает сортамент получаемых изделий.
Технический результат заявленного способа заключается в обеспечении возможности подачи в заданную область плавления порошковых материалов, различных сортамента и фракции, что в итоге позволяет расширить его технологические возможности по сравнению с известным способом.
Поставленный технический результат достигается посредством того, что в способе изготовления изделий из композиционных порошкообразных материалов, заключающемся в плавлении посредством воздействия лазерного излучения на порошкообразный материал, послойно подаваемого из программно организованного и ортогонально установленного по отношению к плоскости формирования функциональных слоев изделия дозатора-контейнера на заданные участки рабочей поверхности регулируемой технологической платформы, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, согласно изобретению дозатор-контейнер выполняют ячеистым, в каждой ячейке которого формируют выходное отверстие, а подачу порошкообразного материала осуществляют посредством вибрационного воздействия в вертикальном направлении на каждую из ячеек дозатора-контейнера с технологически регламентированной частотой, обеспечивающей в зоне выходного отверстия виброкипящий слой порошкообразного материала, при этом диаметр «D» выходного отверстия выполняют в пределах (3-10)×d, где d - диаметр гранул порошкообразного материала.
Способ изготовления изделий из композиционных порошкообразных материалов поясняется чертежами, где:
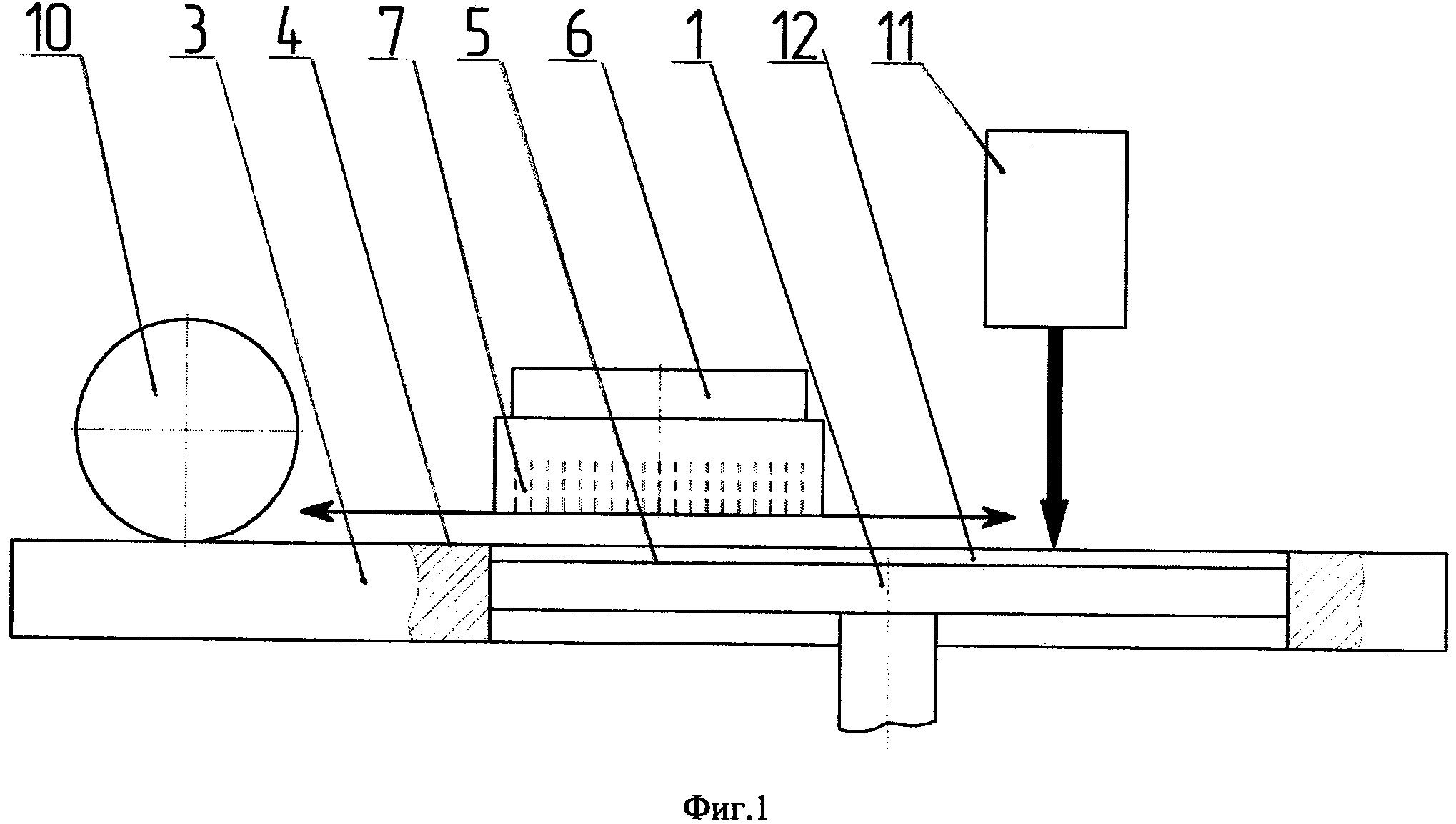
- на фиг.1 схематично изображено устройство для осуществления способа для изготовления изделий из порошкообразных материалов;
- на фиг.2 - вид сверху устройства по фиг.1;
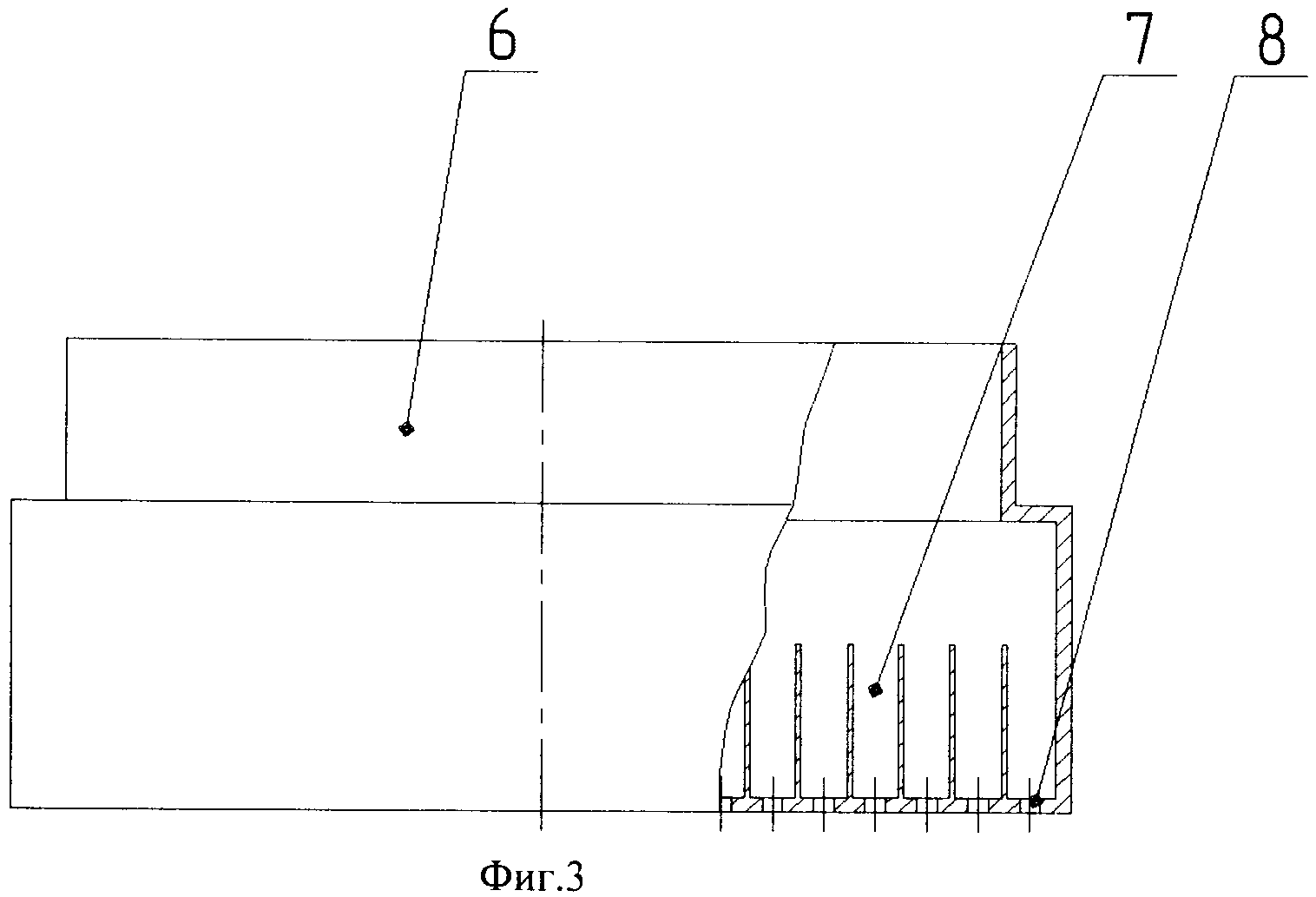
- на фиг.3 изображен дозатор-контейнер;
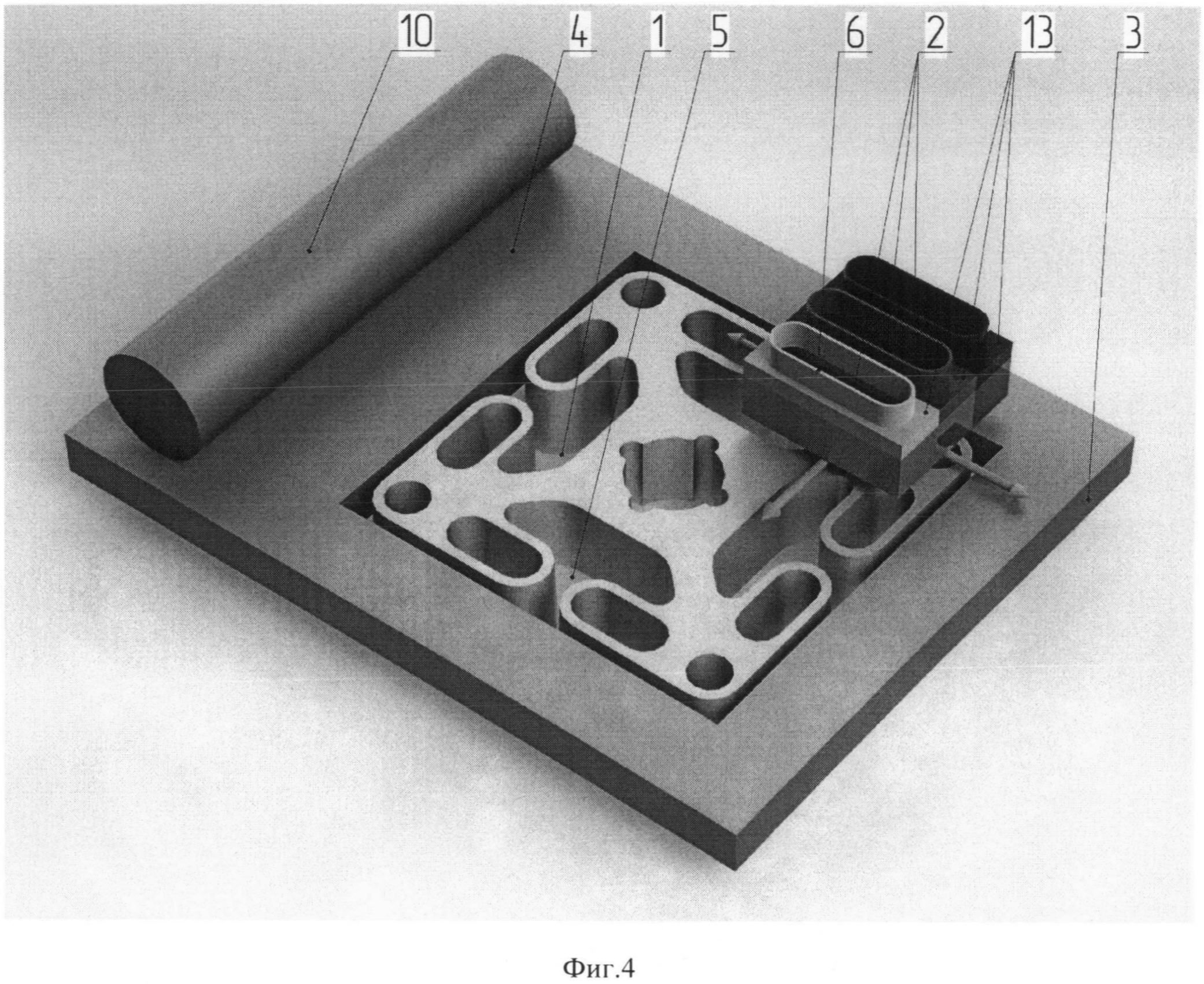
- на фиг.4 изображена общая схема устройства в трехмерном формате для осуществления заявленного способа;
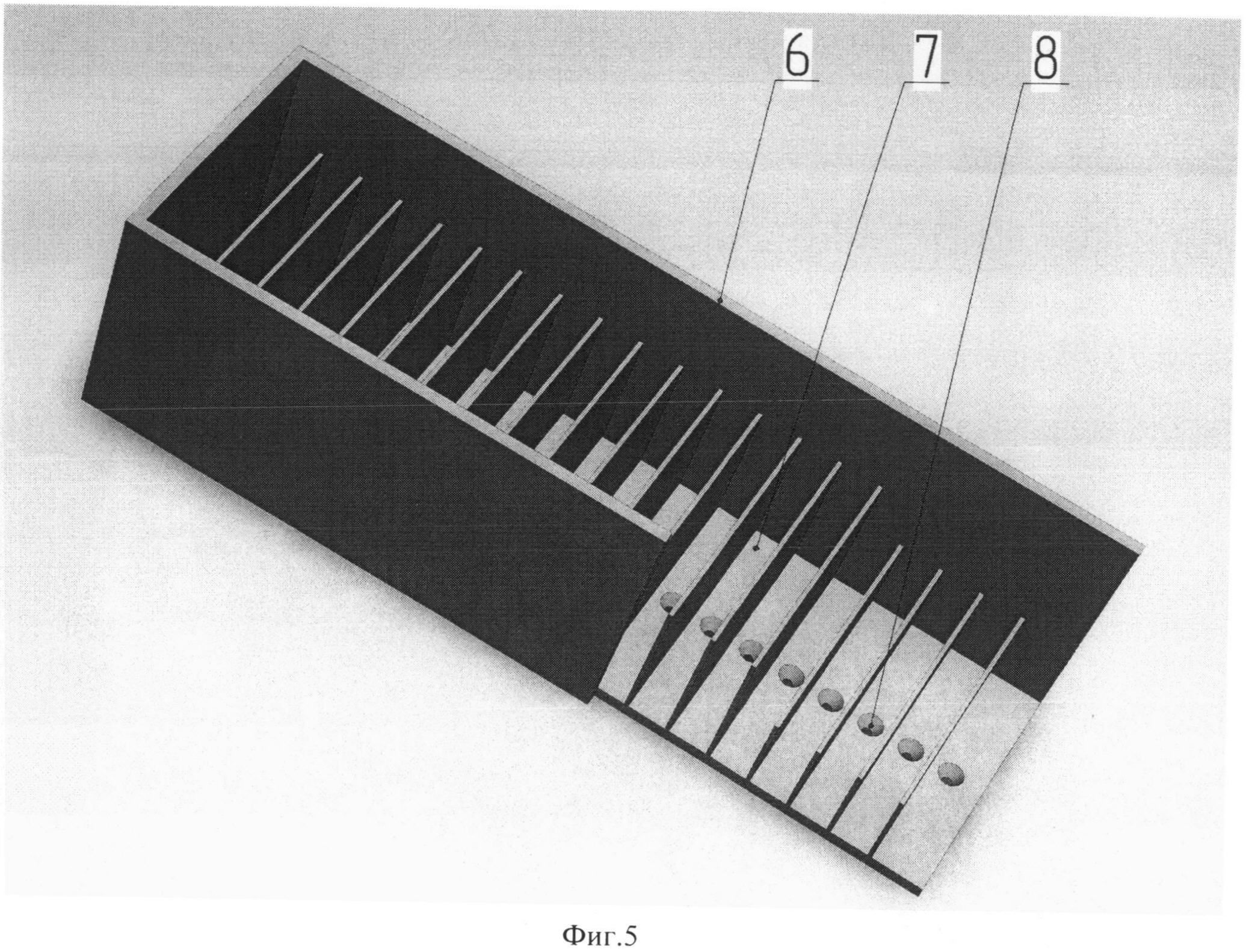
- на фиг.5 изображен дозатор-контейнер в трехмерном формате.
Заявленный способ изготовления изделий из композиционных порошкообразных материалов осуществляется следующим образом.
В начале технологического процесса изготовления изделия посредством заданной программы создается трехмерная компьютерная модель изделия (далее - 3D-модель), разделенная на множество поперечных сечений. Каждое из указанных поперечных сечений соответствует (идентично) функциональному слою изделия в конкретном его сечении, т.е. устанавливаются границы участков на технологической платформе 1, на которые будет наноситься порошкообразный материал 2.
Достигается это процессом следующих взаимосвязанных действий.
Технологическая платформа 1, которую выполняют с возможностью вертикального возвратно-поступательного перемещения, смещают вниз относительно базовой поверхности 3 основания 4 на расстояние, равное толщине наносимого слоя порошкообразного материала 2 в пределах нескольких десятков микрон. Затем порошкообразный материал 2 наносят тонким слоем на соответствующие вышеуказанные участки рабочей поверхности 5 технологической платформы 1. Распределение порошкообразного материала 2 осуществляют дозатором-контейнером 6, который выполняют в виде комплекта ячеек 7 с выходными отверстиями 8, диаметр которых выбирают из условия, исключающего выпадение гранул порошкообразного материала 2 из ячеек 7 за счет сил статического (сухого) трения. Экспериментальным путем установлено, что диаметр "D" выходного отверстия 8 в ячейках 7 дозатора-контейнера 6 необходимо выполнять исходя из следующей зависимости D=(3-10)×d, где d - диаметр гранул порошкообразного материала 2, что подтверждается примерами, представленными в таблице.
Дозировку порошкообразного материала 2 проводят посредством вибрационного воздействия в вертикальном направлении на каждую из ячеек 7 дозатора-контейнера 6 с регламентированной частотой, за счет вибрационного воздействия на порошкообразный материал 2, например пьезокристаллов 9, создавая при этом в зоне выходного отверстия 8 виброкипящий слой порошкообразного материала 2. Вибрационное воздействие в пьезокристаллах 9 проводят в момент, когда соответствующая ячейка 7 дозатора-контейнера 6 расположена над соответствующим участком рабочей поверхности 5 технологической платформы 1. Т.е. происходит процесс дозированной подачи порошкообразного материала 2. Далее дозатор-контейнер 6 перемещают в свое первоначальное положение, и средство уплотнения порошкообразного материала 2 в виде ролика 10 перемещают по базовой поверхности 3, осуществляя при этом прессование порошкообразного материала 2 (с небольшим усилием для увеличения однородности слоя порошкообразного материала 2 и уменьшения его пористости).
Далее лазер 11 в соответствии со сформированной по компьютерной модели траекторией движения перемещают в заданное положение, и он осуществляет плавление порошкообразного материала 2 на соответствующих участках рабочей поверхности 5, формируя при этом функциональный слой 12 изделия заданной толщины. В этих зонах порошкообразный материал 2 плавится и затвердевает. После формирования первого функционального слоя 12 изделия технологическую платформу 1 смещают вниз на расстояние, соответствующее толщине следующего функционального слоя 12 изделия, и соответствующим образом процесс повторяется. Таким образом, из сплавленных функциональных слоев 12 порошкообразного материала 2 формируется изделие в целом.
Для создания композиционных объектов из различных порошкообразных материалов 2 дозаторы-контейнеры 6 объединяют в систему 13 дозирования порошкообразного материала, которая содержит необходимое количество, заданное составом изделия, дозаторов-контейнеров 6.
Примеры реализации способа.
Заявленный способ использовался при изготовлении изделия в форме параллелепипеда размерами 15×20×→10 мм из медного порошкообразного материала 2 марки ПМС-1 и полимер - песчаной смеси (15% полимера, остальное - кварцевый песок). Средний размер гранул медного порошкообразного материала 2 и песка - около 100 мкм. В крайние ячейки 7 дозатора-контейнера 6 засыпался медный порошкообразный материал 2, а в центральную секцию - песок с полимерной связкой. Порошкообразные материалы 2 наносились в состоянии свободной насыпки на рабочую поверхность 5 технологической платформы 1 последовательными слоями. Толщина наносимых функциональных слоев 12 составляла около 200 мкм. Частота вибрации в пьезокристаллах 9-0,2 кГц.
Порядок нанесения функциональных слоев 12 следующий: пять слоев только медного порошкообразного материала 2, сорок слоев, состоящих из двух порошкообразных материалов 2 так, что песок образовал прямоугольник 7×12 мм, в окружении медного порошкообразного материала 2, затем снова пять слоев медного порошкообразного материала 2. Каждый слой облучался вертикально направленным относительно рабочей поверхности 5 технологической платформы 1 параллельным лучом непрерывного Nd:YAG лазера 11 (длина волны 1,06 мкм). Скорость перемещения луча 5 мм/с, диаметр луча 5 мм, мощность излучения 100 Вт.
При использовании заявленного способа было сформировано монолитное изделие, имеющее медную оболочку, внутри которой находится полимерно-песчаная смесь, играющая роль наполнителя.
Так же заявленный способ использовался для изготовления изделия в форме параллелепипеда размерами 5×20×10 мм из порошкообразного материала никелевого сплава, порошкообразных материалов марки ПГ10Н01 и порошкообразного материала железа марки ПЖ. Средний размер частиц - 160 мкм.
В наружные ячейки 7 дозатора-контейнера 6 засыпался порошкообразный материал 2 никеля, а в центральную секцию - железа. Порошкообразные материалы 2 наносились на технологическую платформу 1 таким образом, чтобы граница между насыпанными порошкообразными материалами 2 представляла собой прямую линию и делила зону плавления пополам. Частота вибрации в пьезокристаллах 9-0,4 кГц. Каждый слой облучался вертикально направленным относительно технологической платформы 1 параллельным лучом непрерывного Nd:YAG лазера 11 (длина волны излучения 1,06 мкм). Скорость перемещения луча 5 мм/с, диаметр луча 5 мм, мощность излучения 100 Вт.
В результате плавления было сформировано изделие в виде биметаллической полосы.
|
Таким образом, заявленная совокупность признаков, изложенная в формуле изобретения, позволяет расширить технологические возможности предложенного способа по сравнению с известным способом за счет обеспечения возможности подачи в заданную область плавления порошковых материалов различных сортамента и фракции, что в итоге позволяет изготавливать композиционные изделия сложной конфигурации из различных порошкообразных материалов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для получения материальных объектов из порошкообразных материалов лазерным плавлением и может быть использован для получения композиционных изделий сложной конфигурации из различных видов порошкообразных материалов, в частности монолитное изделие, имеющее медную оболочку, внутри которой находится полимерно-песчаная смесь, играющая роль наполнителя и изделие в виде биметаллической полосы;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ изготовления изделий из композиционных порошкообразных материалов, включающий плавление посредством воздействия лазерным излучением порошкообразного материала, послойно подаваемого из программно-организованного и ортогонально установленного по отношению к плоскости формирования функциональных слоев изделия дозатор-контейнера на технологически заданные участки рабочей поверхности регулируемой технологической платформы, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, отличающийся тем, что дозатор-контейнер выполняют ячеистым, в каждой ячейке которого формируют выходное отверстие, а подачу порошкообразного материала осуществляют посредством вибрационного воздействия в вертикальном направлении на каждую из ячеек дозатор-контейнера с технологически регламентированной частотой, обеспечивающей в зоне выходного отверстия виброкипящий слой порошкообразного материала, при этом диаметр «D» выходного отверстия выполняют в пределах (3-10)×d, где d - диаметр гранул порошкообразного материала.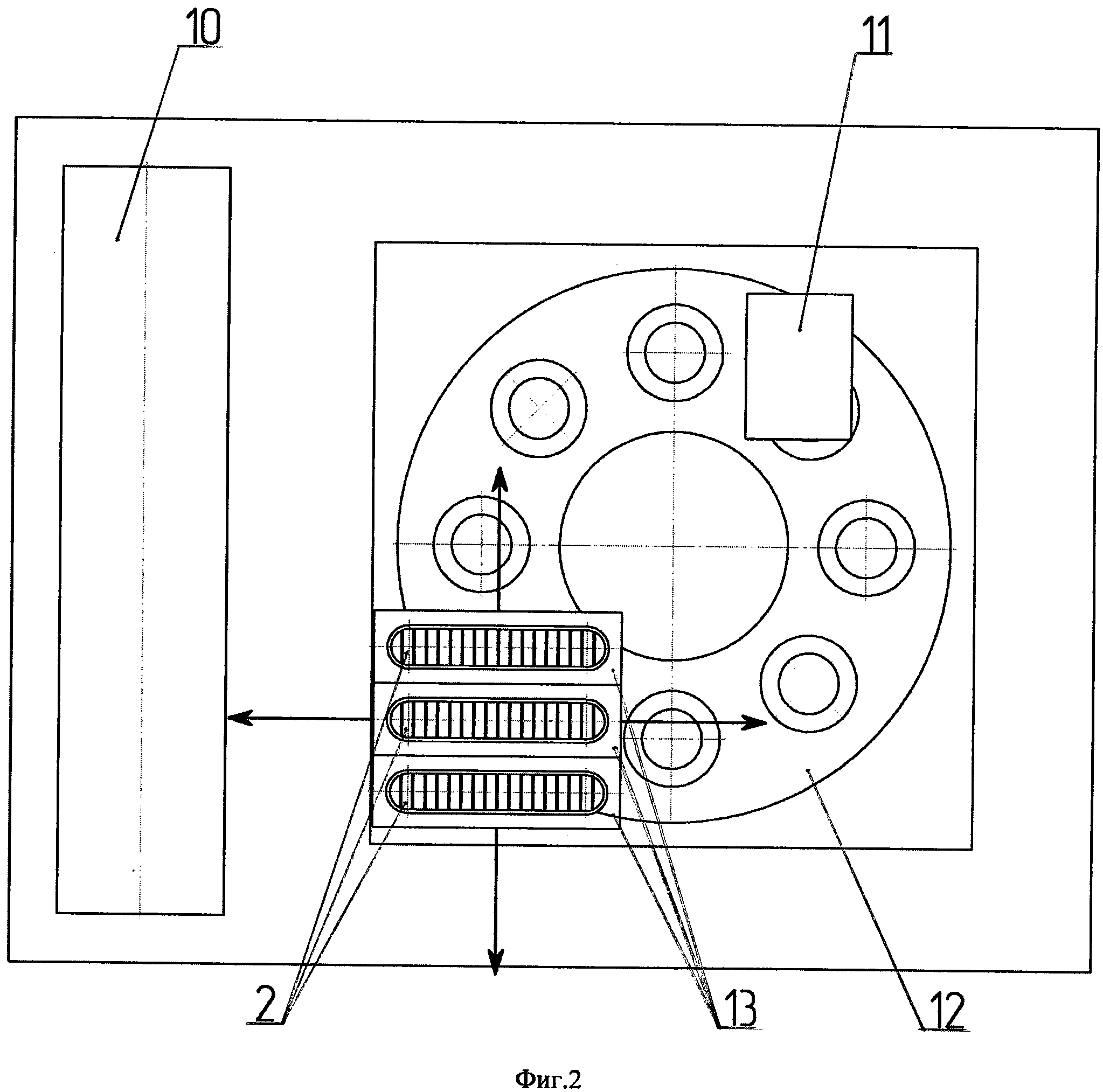
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Захватное устройство
Способ изготовления трубчатых изделий из полимерных композиционных материалов
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Захватное устройство
Способ изготовления трубчатых изделий из полимерных композиционных материалов

