Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Основная масса полосового металла в черной металлургии производится на полунепрерывных (3/4 непрерывных) станах горячей прокатки. В последние 20 лет определенное количество горячекатаных полос производят на литейно-прокатных агрегатах.
Различают производство горячекатаного металла на обычных и комбинированных полунепрерывных станах.
Известен способ горячей прокатки полос на полунепрерывном стане, включающий нагрев слябов, черновую прокатку, подогрев подката, чистовую прокатку и смотку полос в рулоны (см., например, JP 58122107 A, B21B 1/46 от 20.07.1983 г.).
Основным недостатком известного способа является отсутствие возможности производства толстых листов пониженной массы (2-4 т) специальных высоколегированных сталей и сплавов.
Известен способ горячей прокатки полос на комбинированном полунепрерывном стане, включающий нагрев слябов, черновую прокатку толстых листов с последующей передачей готовых листов с технологической линии стана на участке промежуточного рольганга для отделки при сохранении производства полос из подката, который сматывают в промежуточный рулон на промежуточном рольганге, затем разматывают, осуществляют чистовую прокатку и готовую полосу сматывают в рулон (см., например, процесс производства проката на комбинированном полунепрерывном стане 2800/1700 ОАО «Северсталь» после установки на нем койлбокс. «О техническом перевооружении прокатного производства Череповецкого металлургического комбината». Журнал «Сталь», 1986, №5, с.57-58).
Основной недостаток известного способа состоит в необходимости полной замены нагревательных печей и черновой группы стана для производства полос в рулонах повышенной массы.
Известен способ горячей прокатки полос на комбинированном полунепрерывном стане, включающий нагрев слябов, черновую прокатку, подогрев подката, чистовую прокатку и смотку полученных полос в рулоны (См., например, Прокатное производство. Учебник для вузов. 3-е изд. Полухин П.И. и др., Металлургия, 1982, с.389-392).
Описанный способ наиболее близок предлагаемому, поэтому принят в качестве прототипа. Однако указанному способу присущи существенные недостатки.
Во-первых, составной частью горячей прокатки на комбинированном стане является производство толстых листов пониженной массы из специальных сталей и сплавов.
Во-вторых, ряд полос углеродистых марок сталей, а также специальных сталей и сплавов прокатывают в чистовой группе клетей и сматывают готовые полосы в рулоны.
Отмеченные особенности реализации известного способа горячей прокатки полос на комбинированном полунепрерывном прокатном стане приводят к существенному снижению производительности комбинированного полунепрерывного стана, так как при производстве толстых листов значительная часть оборудования простаивает (чистовая группа, отводящий рольганг, моталки).
Совокупность отмеченных недостатков известного способа горячей прокатки на комбинированном полунепрерывном стане в предлагаемом способе устраняют, разорвав единую технологическую линию этого стана на независимые две:
- на линию, обеспечивающую горячую прокатку из слябов пониженной массы толстых листов;
- на линию, обеспечивающую из слябов повышенной массы только горячую прокатку тонких полос со сматыванием готовых полос в рулон, и организовав производство горячекатаных полос в обеих технологических линиях.
Реализация предложенного способа горячей прокатки позволяет существенно повысить производительность комбинированного полунепрерывного стана за счет увеличения производства на нем прежде всего тонких полос в рулонах при полном сохранении производства толстых листов.
Важным достоинством технического предложения является также то, что указанный разрыв единой технологической линии стана позволяет полностью сохранить (что необходимо для ряда сталей и сплавов) возможность применения существующего способа прокатки тонких полос в рулонах из слябов пониженной массы, т.е. с использованием чистовой группы, отводящего рольганга и моталок.
Технический результат достигается тем, что в способе горячей прокатки полос на комбинированном полунепрерывном стане, включающем нагрев слябов, черновую прокатку, подогрев подката, чистовую прокатку и смотку полученных полос в рулоны, согласно предложению на чистовую прокатку подают подкат в виде толстых листов после черновой прокатки нагретых слябов или подкат в виде неплотносмотаных рулонов, поступающих с литейно-прокатного агрегата, при сохранении производства толстых листов, которые передают на отделку после черновой прокатки, при этом перед подогревом проката, поступающего с литейно-прокатного агрегата, осуществляют разматывание рулонов.
Известна литейно-прокатная установка для изготовления стальной полосы, содержащая машину непрерывной разливки заготовки, ножницы, тоннельную печь, расположенный в линии с тоннельной печью широкополосовой стан горячей прокатки слябов толщиной 120-400 мм с нагревательными печами и ряд комбинаций расположения перечисленного оборудования (см., например, RU 2301120 C2 (CMC ДЕМАГ АКЦИЕНГЕЗЕЛЛЬШАФТ) от 20.06.2007).
Основной недостаток известной установки состоит в непосредственном расположении машины непрерывной разливки заготовки и проходной тоннельной печью. При наличии проходной подогревательной печи на промежуточном рольганге комбинированного полунепрерывного стана в таком расположении оборудования отпадает необходимость, так как, во-первых, увеличивает капитальные затраты на проходную тоннельную печь, во-вторых, возрастают эксплуатационные расходы на нагрев металла в этой печи.
Известен универсальный литейно-прокатный стан, скомпонованный с последовательно-параллельным размещением заготовительно-чернового оборудования и последовательным размещением чистового и отделочного оборудования (см., например RU 2217247 C2 (ОАО «Артемовский завод по обработке цветных металлов») от 27.11.2003).
Основной недостаток известного универсального литейно-прокатного стана состоит в отсутствии в его компоновке, сразу после литья заготовки, установки для сматывания заготовки в промежуточный рулон, что исключает возможность известного литейно-прокатного стана для решения технической задачи, изложение которой описано в способе горячей прокатки.
Известен (см. указанный учебник, таблица 26 на стр.390, стан 2300/1700 ЧелМЗ) комбинированный полунепрерывный стан, содержащий в технологической линии нагревательные печи, черновую и чистовую группу клетей, соединенные промежуточным рольгангом, отводящий рольганг и моталки, при этом на промежуточном рольганге имеется участок для передачи готовых толстых листов из технологической линии стана для отделки, в состав промежуточного рольганга включена также проходная нагревательная печь, расположенная между участком передачи готовых толстых листов для отделки и чистовой группой клетей и в этом случае технологическую линию стана замыкает отводящий рольганг и моталки.
Описанный известный комбинированный полунепрерывный стан является наиболее близким аналогом, поэтому принят в качестве прототипа. Однако известному комбинированному полунепрерывному стану присущ существенный недостаток, состоящий в невозможности осуществлять на стане одновременное производство толстых листов и тонких полос в рулонах, что существенно снижает эффективность эксплуатации стана в целом. Отмеченное обусловлено тем, что оборудование известного комбинированного полунепрерывного стана исключает возможность разрыва единой технологической линии комбинированного стана на независимые две и организацию в обеих линиях одновременного производства в одной из них толстых листов из слябов пониженной массы, в другой - горячей прокатки из промежуточных рулонов повышенной массы тонких полос со сматыванием их в рулон.
Настоящее техническое предложение предусматривает устранение этого недостатка комбинированного полунепрерывного стана, принятого за прототип.
Технический результат достигается благодаря тому, что комбинированный полунепрерывный стан, содержащий нагревательные печи, черновую и чистовую группу клетей, соединенные промежуточным рольгангом, отводящий рольганг и моталки, при этом на промежуточном рольганге имеется участок для передачи готовых толстых листов из технологической линии стана для отделки, а также проходная нагревательная роликовая печь, расположенная между участком передачи готовых толстых листов для отделки и чистовой группой клетей, согласно предложению между участком передачи толстых листов для отделки и началом нагревательной проходной печи расположен приемник рулонов, соединенный транспортным средством со свертывающей машиной литейно-прокатного агрегата.
Для технической реализации предлагаемого способа горячей прокатки не имеет принципиального значения расположение литейно-прокатного агрегата относительно комбинированного полунепрерывного стана. В то же время отметим четыре варианта этого расположения:
1. Параллельного расположения технологической линии комбинированного полунепрерывного стана и технологической линии литейно-прокатного агрегата (ЛПА) с организацией движения потока металла в ЛПА навстречу потоку металла, прокатываемому в чистовой группе клетей.
2. Аналогично п.1 расположения технологических линий комбинированного стана и ЛПА, но с организацией движения потока металла в ЛПА, совпадающему с движением потока металла, прокатываемого в чистовой группе комбинированного полунепрерывного стана.
3. Перпендикулярного расположения технологической линии комбинированного полунепрерывного стана и технологической линии ЛПА.
4. Наклонного к расположению технологической линии комбинированного полунепрерывного стана расположения технологической линии ЛПА.
Реализация п.2-4 требует наличия поворотного стола рулона, что естественно приводит к усложнению сочленения работы комбинированного стана и ЛПА.
Поэтому предпочтительно сочленение стана и ЛПА по п.1, однако в конечном итоге это определяется расположением цеха с комбинированным полунепрерывным широкополосовым станом на генеральном плане комбината и возможности организации подачи жидкого металла к кристаллизатору литейно-прокатного агрегата.
Способ горячей прокати: и комбинированный полунепрерывный стан для его осуществления пояснены на фиг.1-3.
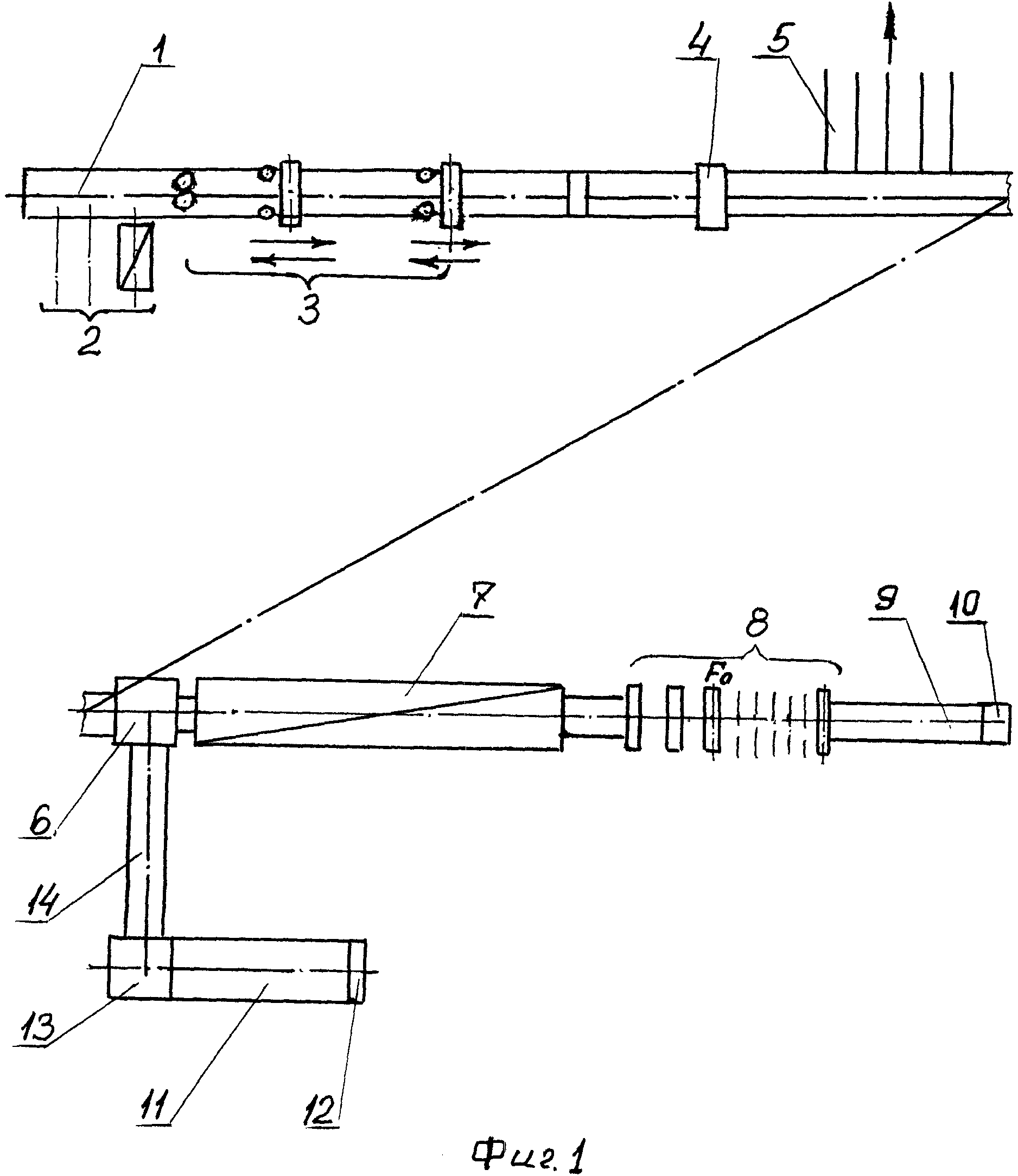
Комбинированный полунепрерывный стан содержит (фиг.1) основную технологическую линию 1, на которой установлено следующее оборудование: 2 - группа нагревательных методических печей, 3 - черновая группа клетей, содержащая вертикальный окалиноломатель и две реверсивные универсальные клети кварто (при этом первая клеть может быть универсальной дуо), 4 - правильная машина, 5 - механизм (шлеппер) передачи готовых толстых листов с линии 1 стана для дальнейшей обработки, 6 - приемник рулонов, 7 - проходная подогревательная роликовая печь с нижним и верхним подогревом, 8 - чистовая группа клетей, содержащая летучие ножницы, чистовой окалиноломатель и шесть чистовых клетей кварто (может быть пять), образующих непрерывную группу, 9 - отводящий рольганг, 10 - группа (может быть одна) моталок. К комбинированному стану примыкает литейно-прокатный агрегат 11, содержащий кристаллизатор 12, свертывающую машину 13, транспортер рулона 14.
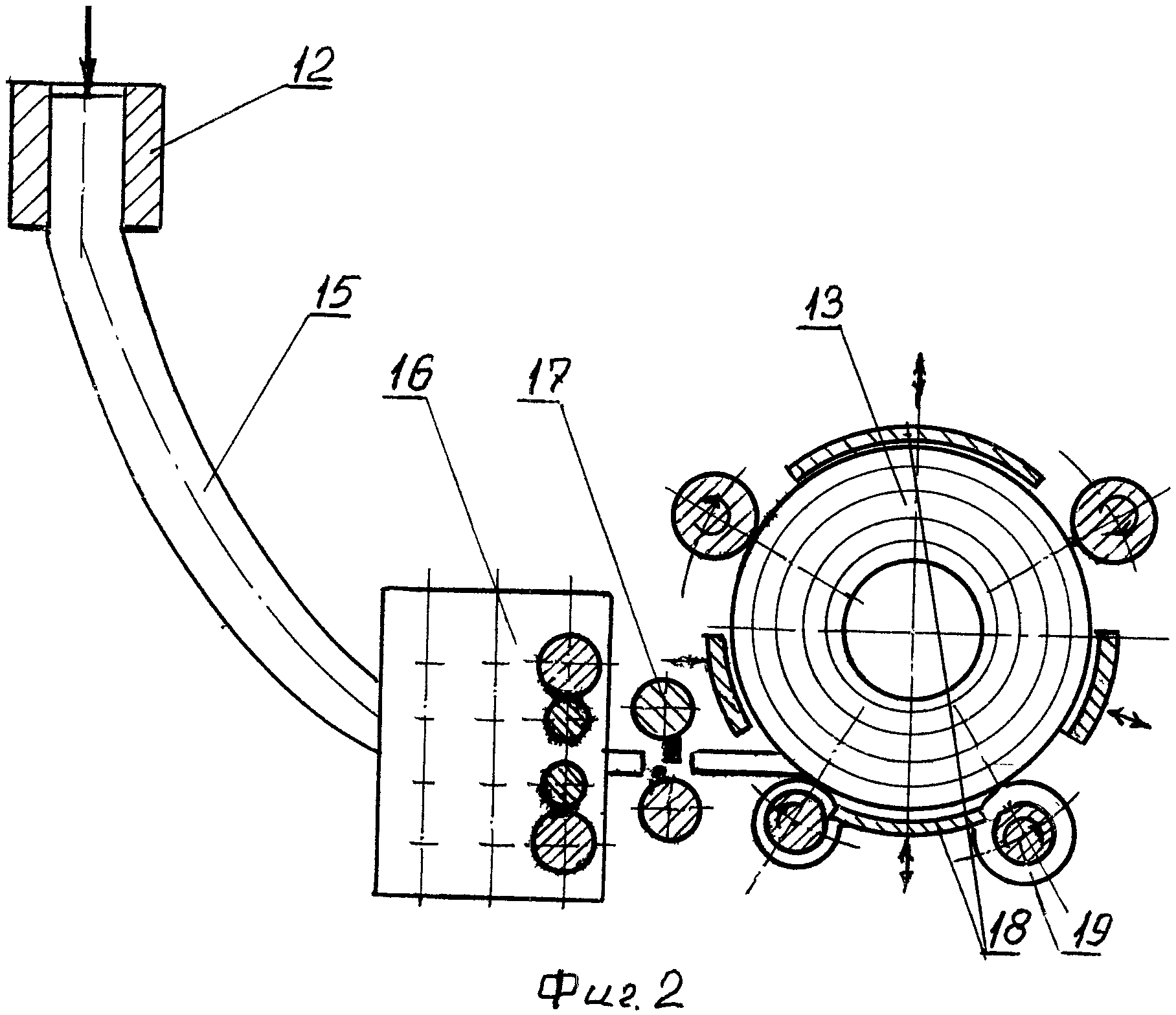
Литейно-прокатный агрегат (фиг.2) наряду с кристаллизатором 12 содержит вторичную зону охлаждения металла 15, реализующую охлаждение металла и мягкое обжатие в прокатных клетях кварто 16 (до 3-х клетей, установленных с минимальным расстоянием по осям), летучие ножницы 17 для резания отливаемого металла поперек, свертывающую машину 13, в которой предусмотрен механизм подъема и опускания рулона в виде охватывающих рулон плит 18 (на фиг.2 и 3 стрелками показано направление действия этого механизма). Механизм подъема и опускания рулона в виде охватывающих рулон плит 18 (фиг.2 и 3) является также составной частью транспортера 14 (фиг.1), на котором обеспечивают устойчивое положение рулона в процессе его передачи с ЛПА. Механизм опускания и подъема рулона в области формирования рулона 13 в ЛПА, в процессе транспортировки по транспортеру 14 и в процессе работы приемника 6 идентичен и содержит ряд охватывающих рулон 13 плит (по форме рулона) 18, которые снабжены приводом их перемещения к/от рулона (показано стрелками на фиг.2 и 3).
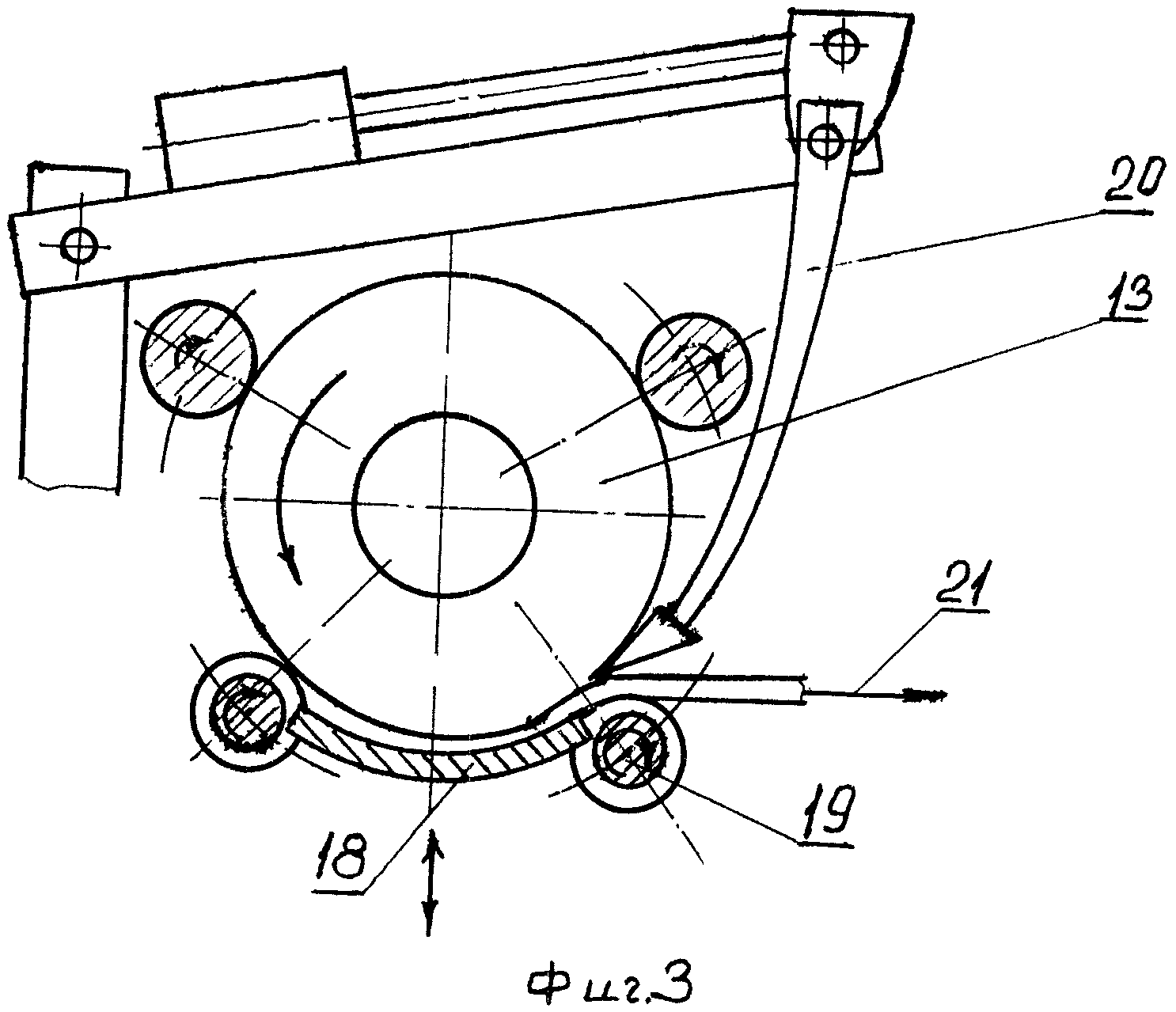
В процессе формирования рулона 13 (фиг.2) и его постепенного разматывания фиг.3 (фиг.1, приемник 6) рулон опирается на ролики 19, которые выполнены приводными.
Составной частью приемника 6 на фиг.3 является отгибатель 20 (известной конструкции) переднего конца рулона для организации движения подката в направлении 21 в проходную печь 7 и в чистовую группу клетей 8 на фиг.1. При этом, как отмечено, рулон 13 опирается на приводные ролики 19.
Способ горячей прокатки на комбинированном полунепрерывном стане осуществляют следующим образом.
Для прокатки толстых листов слябы нагревают в печах 2 (фиг.1) и выгружают в технологическую линию 1 стана, где сляб проходит черновую группу клетей 3, до получения толстого листа требуемой толщины. Полученный готовый лист правят в правильной машине 4 и шлеппером 5 выводят из технологической линии 1 комбинированного стана для дальнейшей обработки, в том числе термообработки.
Для прокатки тонких полос используют нагревательную проходную роликовую печь 7, чистовую группу клетей 8, отводящий рольганг 9 и моталки 10. Подкат для прокатки тонких полос подают в виде рулона 13 транспортером 14 на разматыватель 6 в технологической линии стана 1. Рулон 13 получают на литейно-прокатном агрегате 11 (фиг.1). На этом агрегате жидкий металл подают (см. стрелка на фиг.2) в кристаллизатор 12, после прохождения которого получают слябы толщиной 90…100 (110) мм (но не менее 50 и не более 150 мм). После выхода сляба из кристаллизатора 12 по мере его движения осуществляют известным способом мягкое обжатие сляба 15 в двухфазной области, после чего в твердом состоянии сляб подают в группу прокатных клетей 16, в которой сляб обжимают до 15-25 мм (в пределе до 30-35 мм). Группа прокатных клетей 16 содержит до трех 4-х валковых клетей, установленных вплотную (аналогия техническому решению на заводе г.Кремона фирмы Arvedi). На выходе из группы клетей 16 летучими ножницами 17 осуществляют резку подката на мерные длины (под мерной длиной понимается возможность действующего после ножниц 17 оборудования обрабатывать получаемый рулон металла, в. том числе соответствующей массы). Полученный подкат сматывают в неплотно смотанный рулон 13. Предпочтительно удельную массу получаемого рулона обеспечивают равной максимум 27-28 т/(м ширины). Транспортером 14 рулон 13 передают в технологическую линию 1 стана, при этом для устойчивости рулона используют опоры 18, снабженные приводом перемещения к/от рулона (на фиг. детально не рассматривается, т.к. не определяет сущность предлагаемого способа прокатки). Рулон 13 подают в приемник 6 (фиг.1).
В приемнике 6 рулон 13 с помощью опорных приводных роликов 19 поворачивают (фиг.2 и 3), при этом передний конец подката с использованием отгибателя 20 (фиг.3) отгибают и подают в направлении 21, в сторону проходной роликовой печи 7 и чистовой группы 8 на фиг.1. Опорами 18 и роликами обеспечивают устойчивость рулона 13 (фиг.2 и 3).
При реализации предложенного способа горячей прокатки возможна частичная теплоизоляция рулона 13, что дополнительно сохраняет температуру металла (печь Кремона).
В процессе прохождения проходной печи 7 с роликовым подом (протяженность печи порядка 50 м) скорость движения подката в проходной печи варьируется в пределах скорости подачи подката в первую клеть F0 чистовой группы и резки на летучих ножницах чистовой группы клетей 8.
Так как технологией прокатки на комбинированном полунепрерывном стане может быть предусмотрена прокатка в чистовой группе клетей подката толщиной до 50 мм (см., например, "Технический паспорт" листопрокатного цеха с комбинированным станом 2300/1700 г.Челябинск, 2000 г., с.25), в предложенном способе горячей прокатки и комбинированном полунепрерывном стане для его осуществления предусмотрено сохранение в черновой группе комбинированного полунепрерывного стана производства подката толщиной до 50 мм, его прохождения приемника 6 (фиг.1), поступления в проходную роликовую печь 7 и прокатки в чистовой группе клетей 8.
Аналогично в предложенном способе горячей прокатки полос и комбинированном стане для его осуществления сохранена возможность работы проходной роликовой печи 7 с задержкой подката в печи его "покачиванием". В этом случае в черновой группе 3 комбинированного полунепрерывного стана предусмотрена прокатка подката (на фиг.1), который по промежуточному рольгангу (через приемник 6) поступает в проходную роликовую печь 7, в которой осуществляют подогрев подката с его "покачиванием" и последующую прокатку прогретого подката в чистовой группе клетей 8.
В обоих рассмотренных случаях работы комбинированного полунепрерывного стана на литейно-прокатном комплексе 11 снижают скорость разливки металла, тем самым приемник 6 свободно пропускает подкаты, поступающие из черновой группы комбинированного полунепрерывного стана, при этом подкаты прокатывают в черновой группе клетей из слябов.
Пример 1. Прокатка в чистовой группе комбинированного стана 1700 горячекатаных полос толщиной 2…6 мм. В кристаллизатор 12 ЛПА на фиг.2 разливают жидкую сталь толщиной 90 мм. Во вторичной зоне охлаждения 15 осуществляют обжатие сляба на 16 мм и металл со средней температурой 1140°C поступает в компактную непрерывную группу клетей 16, где его деформируют по высоте до раската толщиной 16…24 мм в зависимости от размеров готовых тонких полос, производимых на выходе из клетей F0-F6, (8 на фиг.1). Из группы клетей 16 металл выходит со средней температурой 980°C.
На летучих ножницах 17 (фиг.17) осуществляют рез переднего конца раската (при необходимости) и готовый раскат при температуре 970°C (зависит от толщины сляба 15 на выходе из вторичной зоны ЛПА) сматывают в неплотно смотанный рулон 13 (фиг.1-3). При сматывании рулон 13 опирают на приводные ролики 19 (фиг.2 и 3) и формируют рулон благодаря действию направляющих плит 18 и механизма их перемещения.
Направляющими 18 поднимают рулон 13 выше роликов 19 и транспортером 14 (цепным или пластинчатым, это не принципиально) передают на приемник рулонов 6, где опускают на ролики 19, вращают и отгибателем 20 отгибают передний конец и раскат подают в направлении 21 (в печь 7 и к чистовой группе 8 на фиг.1). В процессе сматывания рулона и его передачи с ЛПА в технологическую линию 1 (фиг.1) предпочтительно поверхность рулона утепляют (форма утепления рулона здесь не рассматривается).
В печь 7 подкат поступает при температуре порядка 970°C. Проходя печь 7 металл нагревают до 1100…1150°C (уровень нагрева определяет толщина подката 16…24 мм и скорость его прохождения чистовой группы 8 комбинированного стана и соответственно печи 7). В основном температура окончания прокатки полос в чистовой группе 8 составляет 820…870°C (в зависимости от марки стали и толщины готовой полосы). На отводящем рольганге 9 ламинарной системой полосы охлаждают до 680…700°C (определяется маркой прокатываемой стали) и сматывают моталками 10 в готовый рулон.
Пример 2. На комбинированном стане 2300/1700 осуществляют прокатку толстых листов (до 6,0 мм) при этом используют в качестве заготовки слябы, в том числе непрерывнолитые. Для их нагрева применяют печи 2 (на фиг.1), деформацию слябов осуществляют в черновой группе 3 (на фиг.1). Готовый лист шлеппером 5 (фиг.1) удаляют с технологической линии комбинированного стана для отделки. При реализации этой технологии на стане 2300/1700 используют технологические инструкции ТИ-ГЛ1-2008 и ТИ-ГЛ2-2008, ТИ-ГЛ7-2008 и ТИ-ГЛ6-2008, г.Челябинск.
Пример 3. На комбинированном стане 2300/1700 из слябов осуществляют прокатку толстых (до 6,0 мм) полос со сматыванием в рулон. В этом случае снижают скорость разливки стали на ЛПА и прокатанный в черновой группе стана 2300 подкат транспортируют по промежуточному рольгангу вплоть до чистовой группы клетей 8, после прокатки в которой и охлаждения на отводящем рольганге 9 полосу сматывают в рулон на моталке 10.
Таким образом на комбинированном стане горячей прокатки полос сохранены все технологии производства толстых листов и тонких полос. В то же время основное производство тонких полос в рулонах осуществляют с применением предложенного способа горячей прокатки на комбинированном полунепрерывном стане, что существенно повышает производительность стана.
Теплоизоляционный экран стана для прокатки широких балок (рельсов)
Экранирующая панель секции установки сохранения тепла металлом на рольганге полосового стана горячей прокатки
Валок стана винтовой прокатки
Валок прокатной клети листового стана, четырехвалковая и шестивалковая клети с применением этого валка и непрерывная группа четырехвалковых и (или) шестивалковых клетей
Способ производства агломерата с повышенной прочностью на агломерационной ленте и устройство для его осуществления
Способ производства агломерата с повышенной прочностью на агломерационной ленте и устройство для его осуществления
Теплосохраняющая кассета устройства экранирования верхней поверхности движущегося агломерата на выходе агломерационной ленты из зажигательного горна
Способ прокатки полос (листов) в четырёхвалковой клети
Роликовый подшипник качения
Роликовый подшипник качения
Теплоизоляционный экран стана для прокатки широких балок (рельсов)
Экранирующая панель секции установки сохранения тепла металлом на рольганге полосового стана горячей прокатки
Валок стана винтовой прокатки
Валок прокатной клети листового стана, четырехвалковая и шестивалковая клети с применением этого валка и непрерывная группа четырехвалковых и (или) шестивалковых клетей
Способ производства агломерата с повышенной прочностью на агломерационной ленте и устройство для его осуществления
Способ производства агломерата с повышенной прочностью на агломерационной ленте и устройство для его осуществления
Теплосохраняющая кассета устройства экранирования верхней поверхности движущегося агломерата на выходе агломерационной ленты из зажигательного горна
Способ прокатки полос (листов) в четырёхвалковой клети
Роликовый подшипник качения
Роликовый подшипник качения

