Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ФАСОННОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при получении стальных фасонных профилей.
Известны способы производства фасонного проката в виде швеллеров, включающие получение стальных заготовок с выплавкой, разливкой стали и обжимной прокаткой, нагрев заготовок и последующее их многопроходное деформирование в горизонтальных и вертикальных валках с калибрами [1, 2].
Недостаток известных способов состоит в том, что получение стального фасонного проката требует высоких трудовых, материальных и энергетических затрат.
Наиболее близким аналогом к предлагаемому изобретению является способ производства фасонного проката, включающий непрерывную разливку выплавленной стали в заготовку сдвоенного поперечного сечения с соединительной перемычкой, разделение сдвоенных заготовок с удалением перемычки, нагрев заготовок до температуры 1200-1300°C и последующую прокатку с суммарной вытяжкой не менее 5 [3].
Реализация этого способа требует больших ресурсозатрат на производство, связанных с выплавкой стали, разливкой и прокаткой заготовок.
Техническая задача, решаемая изобретением, состоит в снижении ресурсозатрат.
Для решения технической задачи в известном способе производства фасонного проката, включающем нагрев заготовок и последующее их многопроходное деформирование в горизонтальных и вертикальных валках с калибрами, согласно изобретению в качестве заготовки используют изношенные рельсы, состоящие из головки, шейки и подошвы, которые в первых одном-трех проходах разрезают по шейке в продольном направлении на две плети, затем плеть с головкой рельса обжимают в полособульбовый профиль с суммарной вытяжкой не менее 2, а плеть с подошвой обжимают в Т-образный профиль с суммарной вытяжкой не менее 1,5, причем нагрев рельсов ведут до температуры 1000-1195°C.
На фигуре изображена последовательность преобразования поперечного профиля рельса по проходам в фасонный прокат. Номера проходов обозначены римскими цифрами. Рельс (Фиг.) содержит головку 1, шейку 2 и подошву 3.
Сущность изобретения состоит в следующем. В процессе эксплуатации рельса происходит преимущественный фрикционный износ его головки 1 и накопление в структуре металла головки 1, шейки 2 и подошвы 3 усталостных явлений в виде зародышевых трещин. По этой причине изношенные рельсы периодически заменяют на новые.
Нагрев изношенного стального рельса (т.е. заготовки) до температуры 1000-1195°C обеспечивает его разупрочнение, снятие эксплуатационного наклепа. Последующее разрезание рельса в первых одном-трех проходах на две плети обеспечивает формирование двух полуфабрикатов, приближенных по форме поперечного сечения к готовым фасонным профилям -полособульбовому и Т-образному (тавровому), что в известных способах достигается только после обжатия квадратной заготовки в черновых проходах.
Разделение рельса вдоль на две плети более чем за 3 прохода, усложняет технологию и увеличивает ресурсозатраты на осуществление процесса.
Экспериментально установлено, что многопроходное обжатие плети с головкой 1 рельса, которая имеет износ и усталостные повреждения, с вытяжкой λа не менее 2, обеспечивает устранение усталостных явлений и полное восстановление исходных механических и функциональных свойств стали. При вытяжке λа менее 2 не достигается высокое качество полособульбового фасонного проката.
Аналогичное восстановление механических и эксплуатационных свойств стали для плети с подошвой 3 достигается после многопроходного обжатия с меньшим значением допустимой вытяжки λб - не менее 1,5, так как шейка 2 и подошва 3 рельса в процессе его эксплуатации повреждаются меньше, чем головка 1. При вытяжке λб менее 1,5 снижается качество Т-образного фасонного проката.
Экспериментально установлено, что нагрев рельса до температуры выше 1195°C не оказывает влияния на качество фасонных профилей, но увеличивает энергозатраты. Снижение температуры нагрева рельса менее 1000°C приводит к потере пластичности стали в заключительных проходах и невыполнению формы и размеров фасонных профилей.
Примеры реализации способа
Изношенные рельсы железнодорожные типа Р 75 с головкой 1 размерами 75×60 мм, шейкой 2 высотой 104,4 мм и подошвой 3 шириной 150 мм загружают в методическую печь с шагающим подом и нагревают до температуры Т=1100°C.
Очередной нагретый рельс выдают на печной рольганг и транспортируют к двухниточному крупносортному стану 800.
В первом проходе в горизонтальных валках производят надрез шейки 2 рельса на половину ее толщины (профиль I), после чего во втором проходе осуществляют разделение рельса на две плети (профиль II). Левую (на Фиг.) плеть с головкой 1 обжимают в вертикальных валках (профиль IIIa), затем в предчистовой клети с горизонтальными валками (профиль IVa) и завершают обжатие в чистовой клети с получением готового полособульбового профиля Va для изготовления дверной петли.
Суммарную вытяжку полосы в проходах IIIa-Va поддерживают равной λа=2,8, что превышает 2,0. Благодаря этому обеспечивается высокое качество полособульбового фасонного проката.
Одновременно с этим на второй, параллельной нитке крупносортного стана 800, осуществляют прокатку таврового профиля. Для этого плеть с подошвой 3 задают в вертикальные валки и обжимают в профиль IIIб.
Выходящую полосу затем обжимают в предчистовой горизонтальной клети (профиль IVб). Завершают прокатку второй плети в чистовой горизонтальной клети с получением готового таврового профиля Vб. Суммарная вытяжка полосы в калибрах IIIб-Vб составляет λб=3,4, что превышает минимально допустимую, равную 1,5.
От готового полособульбового и Т-образного фасонного проката отбирают пробы и производят испытание механических свойств.
В таблице представлены варианты реализации способа производства фасонного проката и потребные ресурсозатраты Q (относительная себестоимость производства тонны проката).
|
Из данных, представленных в таблице следует, что при реализации предложенного способа (варианты №2-4) обеспечивается снижение ресурсозатрат. При запредельных значениях заявленных параметров (варианты №1 и №5) ресурсозатраты возрастают, а также ухудшаются механические свойства готовых фасонных профилей. Наибольшие ресурсозатраты требуются для реализации известного способа [3] (вариант №6) с предварительными выплавкой стали, непрерывной разливкой и прокаткой слитков в заготовки.
Технико-экономические преимущества предложенного способа состоят в том, что использование в качестве заготовок для прокатки изношенных рельсов позволяет исключить расходы, связанные с выплавкой, разливкой и прокаткой литого металла в заготовки, а также сократить потребное число проходов при прокатке, так как разделение рельса по шейке на две плети обеспечивает получение полуфабрикатов, близких по форме к готовому фасонному прокату и с мелкодисперсной микроструктурой стали. Прокатка плети с головкой рельса при вытяжке не менее 2, а также прокатка плети с подошвой рельса при вытяжке не менее 1,5 с температурой нагрева 1000-1195°C обеспечивает полное «залечивание» зародышевых усталостных микротрещин, благодаря чему механические свойства фасонного проката не уступают свойствам фасонного проката, полученного с использованием сталеплавильного передела.
Побочным эффектом от использования предложенного способа является повышение экологической безопасности производства за счет исключения сталеплавильного передела.
В качестве базового объекта принят ближайший аналог [3]. Использование предложенного способа обеспечит повышение рентабельности производства стального фасонного проката на 40-50%.
Литературные источники, использованные при составлении описания изобретения:
1. Патент РФ №2169050, МПК В21В 1/08, 2001.
2. Патент РФ №2272683, МПК В21В 1/08, 2006.
3. Патент РФ №2208483, МПК В21В 1/16, 2003.
Способ производства фасонного проката, включающий нагрев заготовки и последующее ее многопроходное деформирование в горизонтальных и вертикальных валках с калибрами, отличающийся тем, что в качестве заготовки используют изношенный рельс, состоящий из головки, шейки и подошвы, причем в первых одном - трех проходах рельс разрезают по шейке в продольном направлении на две плети, затем плеть с головкой рельса обжимают в полособульбовый профиль с суммарной вытяжкой не менее 2, а плеть с подошвой рельса обжимают в Т-образный профиль с суммарной вытяжкой не менее 1,5, причем нагрев рельса ведут до температуры 1000-1195°С.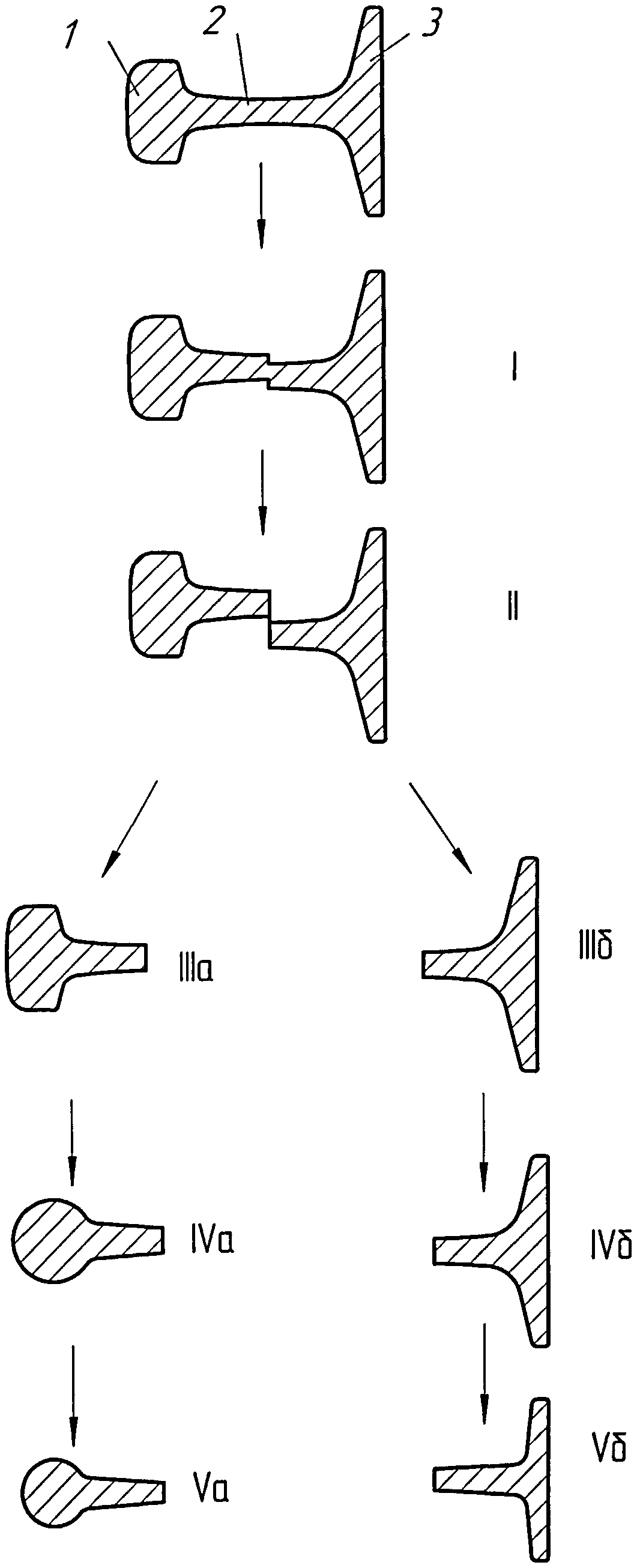
Способ холодной прокатки полос
Способ производства бескремнистой листовой динамной стали
Способ производства низкоуглеродистой стали
Способ производства стальных сортовых профилей
Сталь для прокатных валков
Способ термического улучшения инструмента
Способ управления охлаждением слитка в машине непрерывного литья
Способ холодной прокатки полос на реверсивном стане
Способ получения листового композиционного материала системы титан-алюминий
Листопрокатная клеть
Способ получения наночастиц магнетита, стабилизированных поливиниловым спиртом
Способ вскрытия перовскитового концентрата
Устройство для нанесения покрытий на малогабаритные изделия
Кремниевый многопереходный фотоэлектрический преобразователь с наклонной конструкцией и способ его изготовления
Устройство нагрева газов
Способ получения сплавов на основе титана
Способ переработки вторичного свинецсодержащего сырья с извлечением серебра
Функционально-интегрированная ячейка фоточувствительной матрицы
Способ нагрева газов
Способ получения тонкопленочных полимерных нанокомпозиций для сверхплотной магнитной записи информации

