Результат интеллектуальной деятельности: ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ ДИФФУЗИОННОГО СОЕДИНЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК НА СДВИГ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПЫТАНИЯ
Вид РИД
Изобретение
Изобретение относится к испытательной технике, в частности, позволяет испытывать на прочность методом сдвига неразъемные соединения, полученные преимущественно диффузионной сваркой, при выполнении стандартных механических испытаний, и может быть использовано в самолетостроении, двигателестроении и других отраслях машиностроения для осуществления контроля режимов операции диффузионной сварки в процессе изготовления деталей летательных аппаратов, а также узлов и агрегатов современных авиационных двигателей.
Известен образец для выполнения механических испытаний (в соответствии с РД26-11-08-86 «Руководящий документ. Соединения сварные, механические испытания»), предназначенный для оценки прочности сварного соединения, а также способ испытания образцов (ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств», утвержден Госстандартом СССР 03.03.1966). В настоящее время он является основным руководящим документом, регламентирующим выполнение разрушающего контроля неразъемных соединений, полученных сваркой в жидкой, а также в твердой фазе.
Недостатки известных образца и способа его испытания заключаются в следующем. При получении твердофазного соединения, например, при диффузионной сварке, с прочностью соединения, близкой к прочности основного материала, в зоне соединения остается некоторое количество дефектов сварного соединения, форма которых близка к сферической или равновесной форме. Размер дефектов в этом случае обычно не превышает значение 0,1…1,0 мкм.
При выполнении механических испытаний такого сварного соединения на отрыв в условиях деформирования образцов одноосным растяжением прочность соединения оказывается выше прочности основного материала. В этом случае результаты механических испытаний сварного соединения не отражают реальной ситуации с точки зрения дефектности сварного соединения, и их нельзя считать достоверными.
Известен образец для испытания сварного соединения на сдвиг (авторское свидетельство СССР №1188574, МПК G01N 3/24, опубл. 30.10.85).
В соответствии с данным техническим решением образец для испытания соединения на сдвиг представляет собой сваренные внахлест две пластины и четыре усиливающие накладки. Пластины изготавливают из одного материала, а накладки из другого. Накладки располагают по обе стороны пластин таким образом, что между общим торцом каждой пластины и прилегающей к ее поверхности накладкой и торцом накладки, прилегающей к обращенной в ту же сторону поверхностью другой пластины, имеется зазор.
Согласно способу изготовления данного образца для испытания соединения на сдвиг первоначально располагают две пластины так, чтобы образовывался нахлест, далее две пластины сваривают, а соединение накладок с пластинами осуществляют диффузионным методом при температуре не менее, чем на 50°C ниже температуры соединения пластин.
Известная конструкция образцов, состоящая из 2-х основных пластин, изготовленных из одного материала, и 4-х технологических накладок, изготовленных из другого материала, не обеспечивает возможность получения точного результата испытания прочности диффузионного соединения, поскольку результат испытания при такой конструкции образца зависит от количества пластин и накладок. В этом случае при сборке пластин и накладок в пакет сложно учесть отклонения в размерах пластин, необходимую точность их взаимного позиционирования, а также механические характеристики материала пластин и технологических накладок.
Недостатком данного технического решения является также и то, что исследуемое диффузионное соединение формируется при сварке установленных внахлест пластин. Эксперименты показывают, что при формировании нахлесточного соединения при сварке с краев диффузионного соединения, примыкающего к торцам пластин, образуются концентраторы напряжений в виде подрезов. При этом угол при вершине подрезов будет зависеть от многих факторов:
- от точности позиционирования пластин, образующих нахлест, и от точности позиционирования усиливающих накладок;
- от величины фаски при снятии заусенцев с кромки, прилегающей к краю соединения;
- от толщины свариваемых пластин;
- от величины приложенного сварочного давления.
Очевидно, что эти подрезы будут оказывать влияние на результат испытаний, которое также трудно учесть.
Другим недостатком рассматриваемого технического решения является тот факт, что процесс получения образцов разбит на 2 ступени. На первой ступени формируют испытуемое соединение путем изготовления нахлеста, а затем осуществляют приварку усиливающих пластин. Такая 2-ступенчатая схема изготовления образцов неизбежно окажет влияние на свойства исследуемого диффузионного соединения повторного нагрева. Особенно заметно это влияние в случае сварки материалов, которые при нагреве претерпевают фазовые превращения, например, при сварке титановых сплавов, что приведет к неоднозначному толкованию режимов сварки на результаты эксперимента.
В соответствии с известным техническим решением образец, имеющий нахлесточное соединение, полученное диффузионной сваркой, и изготовленный в соответствии с 2-ступенчатой схемой сварки далее подвергается механическим испытаниям путем деформирования методом одноосного растяжения. Заявленная конструкция образца позволяет выполнять механические испытания соединения на сдвиг путем установки их в клиновые захваты машины за счет приложения растягивающих усилий к их поверхностям, находящимся за нахлестом, образующим исследуемое диффузионное соединение, либо перпендикулярно, либо параллельно ему.
Такая схема нагружения приводит к формированию в зоне соединения сложной схемы напряженного состояния, с превалирующей растягивающей компонентой, что делает невозможным выполнение сравнительного анализа результатов испытания на сдвиг с результатами испытаний основного материала или сварного соединения на отрыв по соответствующему ГОСТу.
Кроме этого, выполнение испытаний с применением клиновых захватов сопряжено с риском перекоса образца при установке в захватах и несовпадению плоскости исследуемого соединения с осью приложения усилий (осью испытательной машины), что также будет влиять на вид формирующегося при этом напряженного состояния в зоне соединения и как результат - на достоверность результатов испытания. Влияние несоосности на достоверность результата испытания усиливается с уменьшением длины образца, которая при формировании диффузионного соединения обычно имеет ограниченный размер.
Наиболее близким к предлагаемому техническому решению является образец для испытания металлического соединения на сдвиг и способ его изготовления и испытания (авторское свидетельство СССР №1619112, МПК5 G01N 3/24, опубл. 07.01.91).
В данном техническом решении образец для испытания металлического соединения на сдвиг содержит соединенные внахлест две одинаковые пластины и связанные с их противоположными поверхностями две пары одинаковых накладок, установленные так, что накладки каждой пары разделены зазором, расположенным у торца соответствующей пластины, при этом длину нахлеста устанавливают из соотношения: C=bσ/4τ, где b - сумма толщин пластины и накладки образца, σ и τ - соответственно, предел текучести при растяжении и предел прочности при сдвиге основного материала свариваемых пластин.
Конструкция образца в соответствии с рассматриваемым техническим решением позволяет повысить точность результатов испытания за счет учета пластической деформации в начале разрушения соединения. Однако она не исключает появление разброса в результатах испытаний, связанного с отсутствием регламента на длину зазора и трудностью обеспечения необходимой точности изготовления его длины в образцах, которая также отвечает за формирование в зоне соединения одинаково воспроизводимого деформированного состояния. Кроме этого, заявленная конструкция не учитывает толщину пластин, образующих исследуемое диффузионное соединение, толщину накладок и ширину образцов, что также влияет на формирование в зоне соединения того или иного вида напряженного состояния. Конструкция образца дает возможность испытывать образцы только одноосным растяжением, что затрудняет оценку стойкости сварного соединения тонколистовых материалов к динамическим воздействиям.
Кроме этого, заявленная конструкция образца не учитывает связи вида нагружения с видом напряженного состояния, формируемого в зоне диффузионного соединения, что затрудняет выполнение сравнительного анализа результатов испытаний диффузионного соединения на сдвиг с результатами испытаний основного материала и сварного соединения на отрыв, выполненных одноосным растяжением образцов в соответствии с ГОСТ. Эта информация является чрезвычайно важной в связи с развитием работ по созданию полой широкохордной рабочей лопатки первой ступени компрессора двигателя пятого поколения.
Задачей изобретения является повышение точности, достоверности результатов испытаний диффузионного соединения листовых заготовок и возможности однозначного сравнения результатов испытаний с результатами механических испытаний основного материала на разрыв, а также обеспечение возможности проводить испытания в условиях динамического нагружения.
Поставленная задача решается образцом для испытания диффузионного соединения листовых заготовок на сдвиг, состоящим из рабочей и технологической частей, содержащим две соединенные внахлест пластины, образующие диффузионное соединение и имеющие совмещенные с ними накладки, расположенные с противоположных от соединения сторон. В отличие от прототипа, сумма толщин первой пластины и совмещенной с ней первой накладки равна сумме толщин второй пластины и совмещенной с ней второй накладки, причем длина рабочей части образца равна длине нахлеста, составляющей не менее четверти высоты образца, длина технологической части образца составляет половину разницы между общей длиной образца и длиной нахлеста, а толщина технологической части образца не превышает разницу между половиной высоты образца и радиусом перехода между торцом нахлеста и прилегающей поверхностью соответствующей технологической части образца, причем ширина образца равна не менее половины длины нахлеста.
Задача решается также способом изготовления образца для испытания диффузионного соединения листовых заготовок на сдвиг, заключающимся в том, что две пластины накладывают одна на другую с образованием диффузионного соединения, на противоположные соединению поверхности пластин устанавливают накладки, образованный пакет сваривают диффузионной сваркой, прикладывая усилие сварки к поверхностям накладок перпендикулярно диффузионному соединению, после сварки из пакета вырезают образцы. В отличие от прототипа, из сваренного пакета вырезают блок, по крайней мере, из трех образцов, связанных между собой перемычкой, длину которой устанавливают не менее ширины блока, после чего изготавливают рабочую и технологическую части образцов, а перемычку удаляют.
Согласно изобретению пакет сваривают, прикладывая усилие сварки ко всем свободным поверхностям.
Поставленная задача решается также способом испытания диффузионного соединения путем деформирования одноосным нагруженном описанного выше образца. В отличие от прототипа, усилия нагружения прикладывают к торцам образца, прилегающим к испытуемому диффузионному соединению. Согласно изобретению образцы деформируют одноосным растяжением или сжатием.
Технический результат изобретения достигается благодаря следующему.
Предложенная конструкция образца обеспечивает совмещение оси образца, которая лежит в плоскости испытуемого диффузионного соединения, с осью прилагаемой нагрузки, учитывая размеры пластин и накладок. При выполнении этого условия повышается точность результатов испытаний за счет исключения изгиба образца при испытании.
Длина рабочей части образца, равная длине нахлеста, которая составляет не менее четверти высоты образца, позволяет исключить влияние пластической составляющей при приложении нагрузки к соответствующим торцам образца на первичную диаграмму механических испытаний. Т.е. данное условие позволяет при разрушении образца по диффузионному соединению исключить появление пластической деформации торцов при воздействии на них усилием от деформирующего инструмента.
Длина технологической части образца, составляющая половину разницы между общей длиной образца и длиной нахлеста, обеспечивает симметрию образца относительно середины рабочей части образца и также способствует снижению возникновения изгибной деформации при деформировании образца.
Выбор толщины технологической части образца, не превышающей разницу между половиной высоты образца и радиуса перехода между торцом образованного нахлеста и прилегающей поверхностью соответствующей технологической части образца, направлен на повышение точности и достоверности результатов эксперимента за счет того, что в такой конструкции линия диффузионного соединения и поверхность торца перпендикулярны.
Условие превышения ширины образца над длиной нахлеста позволяет сформировать в зоне диффузионного соединения при испытании условия, близкие к условиям плоско-деформированного состояния, что позволяет с большей точностью сравнивать результаты испытания диффузионного соединения на сдвиг со свойствами основного материала, которые получены при испытании цилиндрических образцов в соответствие с ГОСТ.
Предложенный способ изготовления образца для испытания диффузионного соединения листовых заготовок на сдвиг, когда из сваренного пакета вырезают блок, состоящий из трех и более образцов, связанных между собой перемычкой, после чего изготавливают рабочую и технологическую части образцов, а перемычку удаляют, позволяет изготавливать образцы за одну установку, обеспечивая высокую точность изготовления рабочей зоны (нахлеста), что позволяет снизить разброс в результатах испытаний, вызванный неточностью изготовления.
Выполняя диффузионную сварку пакета, прикладывая усилия сварки ко всем свободным поверхностям пакета, моделируются условия получения диффузионного соединения при изготовлении многослойных ячеистых конструкций, например, полых широкохордных вентиляторных лопаток газотурбинного двигателя пятого поколения. В этом случае, когда при диффузионной сварке пакета напряженное состояние совпадает с напряженным состоянием при изготовлении заготовки полой лопатки, повышается достоверность оценки качества диффузионного соединения пакета.
При выполнении механических испытаний одноосным нагруженном, в которых присутствует испытуемое диффузионное соединение, путем приложения усилия нагружения к торцам образца заявленной конструкции, прилегающим к испытуемому диффузионному соединению, создаются условия для формирования в зоне соединения напряженного состояния, близкого к простому сдвигу. Это обстоятельство дает возможность приводить полученные результаты к результатам испытаний основного материала, используя стандартные цилиндрические образцы и испытания их по ГОСТ.
Кроме этого повышение достоверности результатов испытаний обеспечивается созданием при выполнении испытаний в рабочей зоне образца напряженного состояния, близкого к простому сдвигу. Это дает основание с достаточной степенью достоверности принимать напряжения среза равными касательным напряжениям, т.е.

В представленной формуле P - это усилие нагружения, S - площадь нахлеста, или диффузионного соединения, равная произведению длины нахлеста 1 на ширину образца h, S=1×h, σ1 - это главные напряжения, возникающие в рабочей части цилиндрического образца при одноосном растяжении.
Очевидно, что возможность создания при испытании в рабочей зоне образца напряженного состояния, близкого к простому сдвигу, появляется в случае, когда нагрузку прикладывают к паре торцов образца, прилежащих к входной и выходной кромкам нахлеста, формирующего исследуемое диффузионное соединение.
При нагружении образцов одноосным сжатием появляется возможность динамического нагружения (проведение испытаний образцов на удар на копрах с вертикально падающим грузом), что расширяет спектр методов испытаний диффузионного соединения листовых материалов, добавляя к ним динамический метод нагружения. Известно, что динамические испытания являются более объективными методами оценки несущей способности диффузионного соединения и дают более достоверные результаты испытаний.
Заявляемое техническое решение поясняется следующими чертежами.
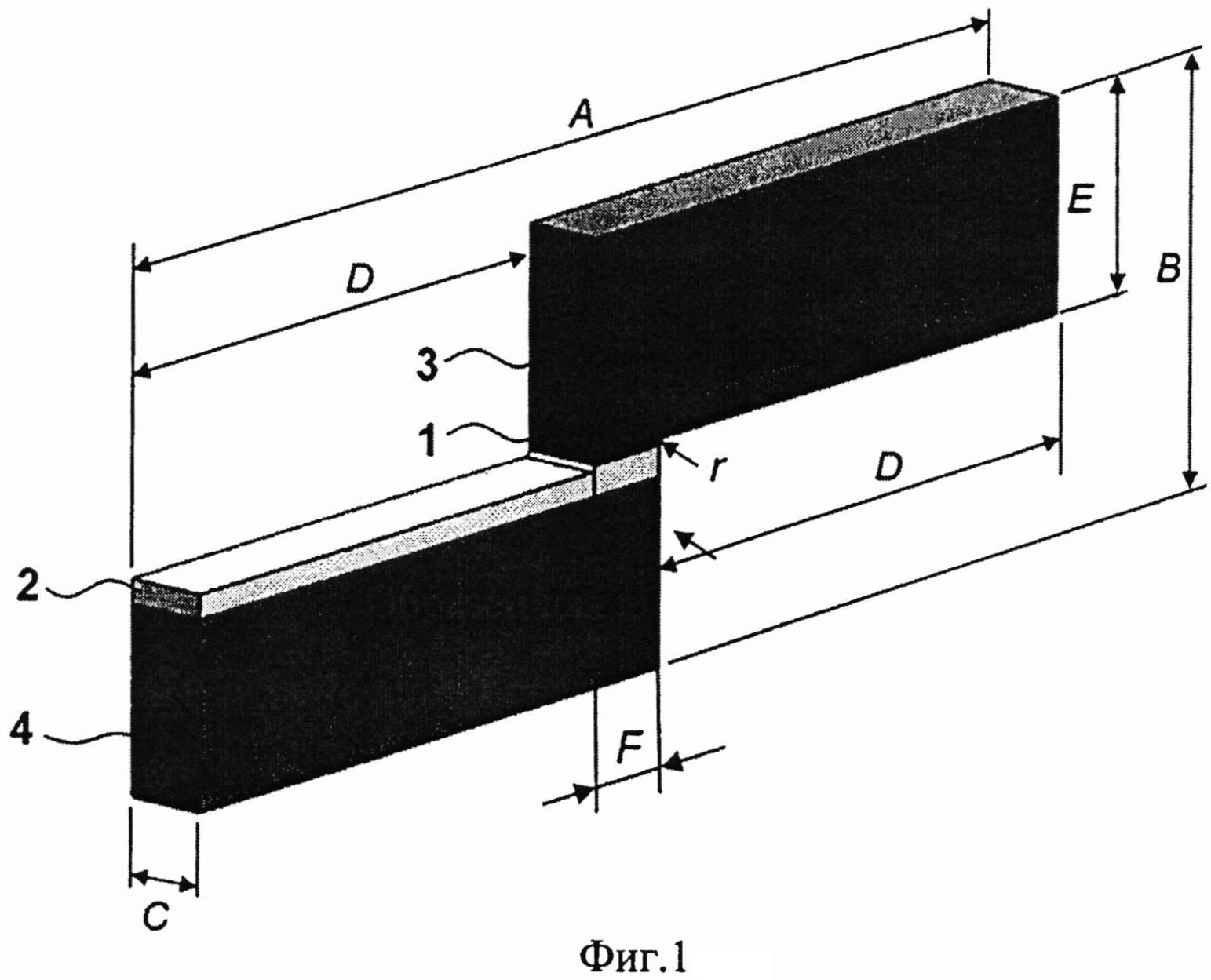
Фиг.1. Образец для испытания диффузионного соединения на сдвиг.
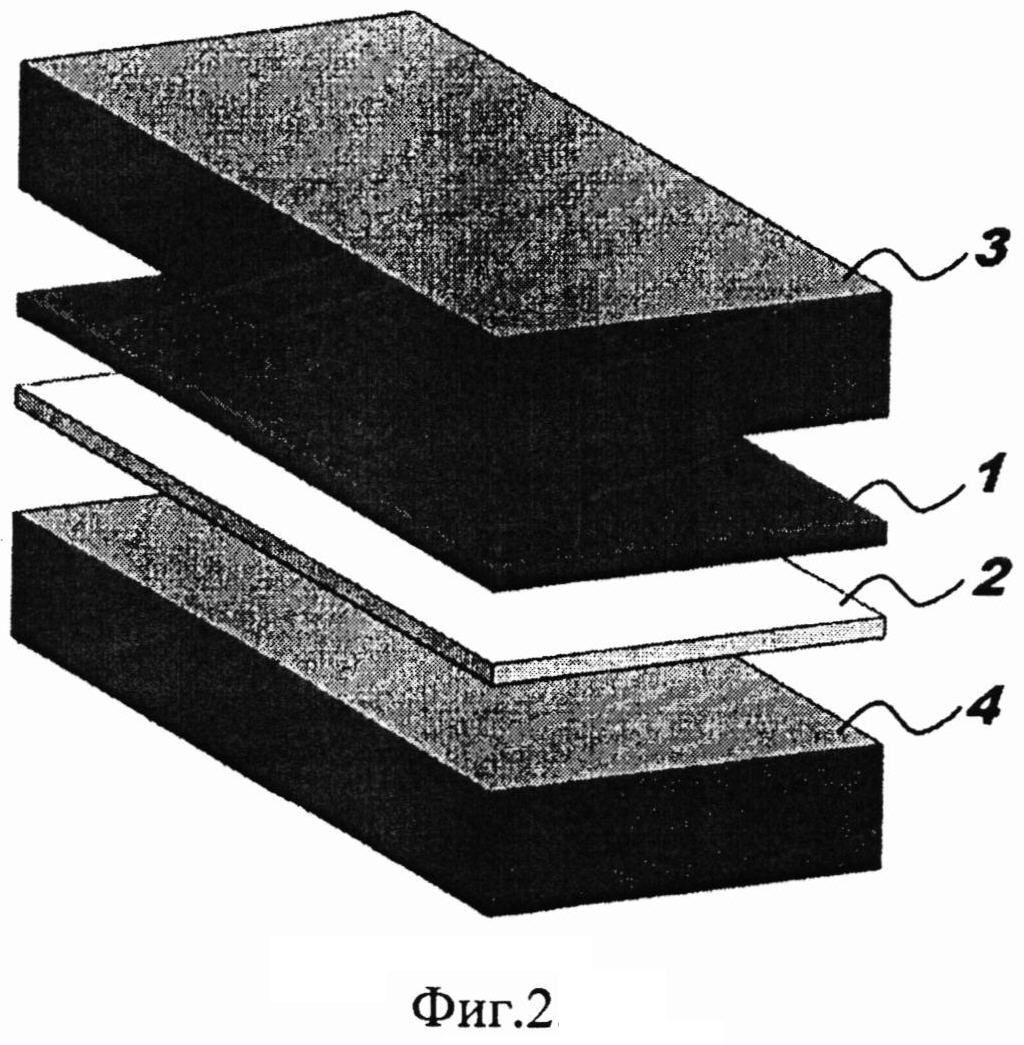
Фиг.2. Схема совмещения пластин и накладок, образующих пакет.
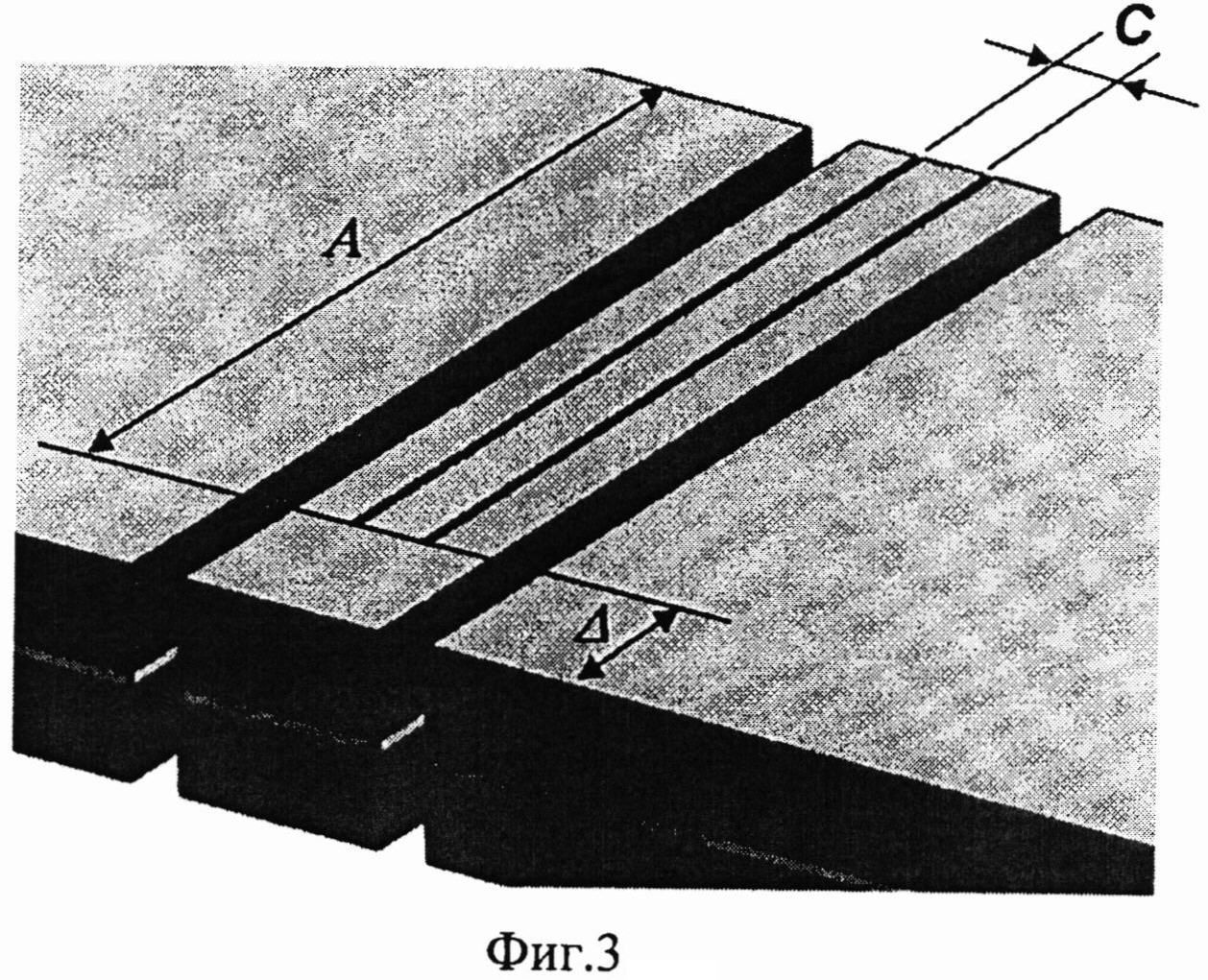
Фиг.3. Схема вырезки блока образцов для испытания диффузионного соединения из пакета пластин и накладок.
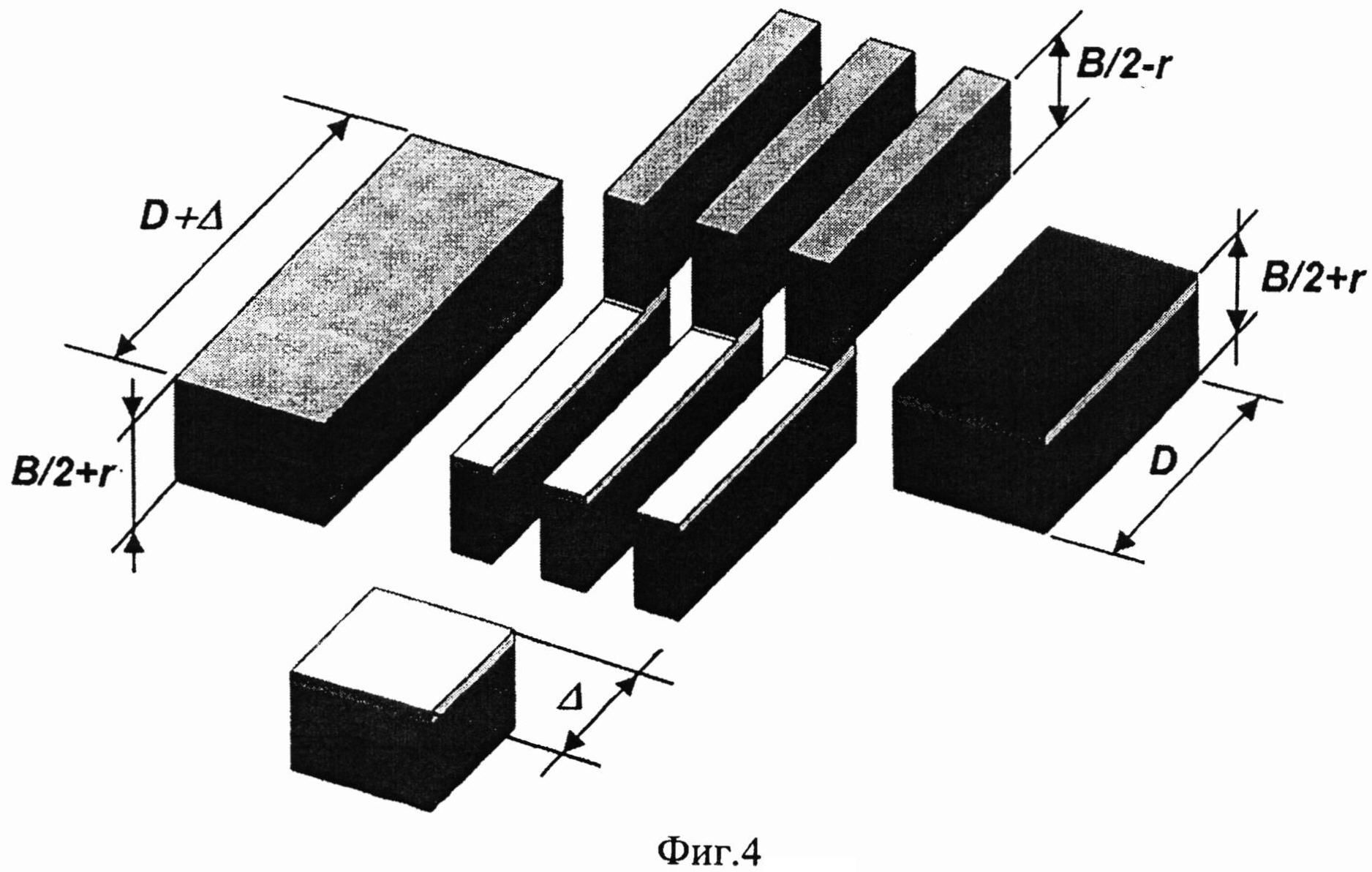
Фиг.4. Блок образцов для испытания диффузионного соединения после удаления технологической части.
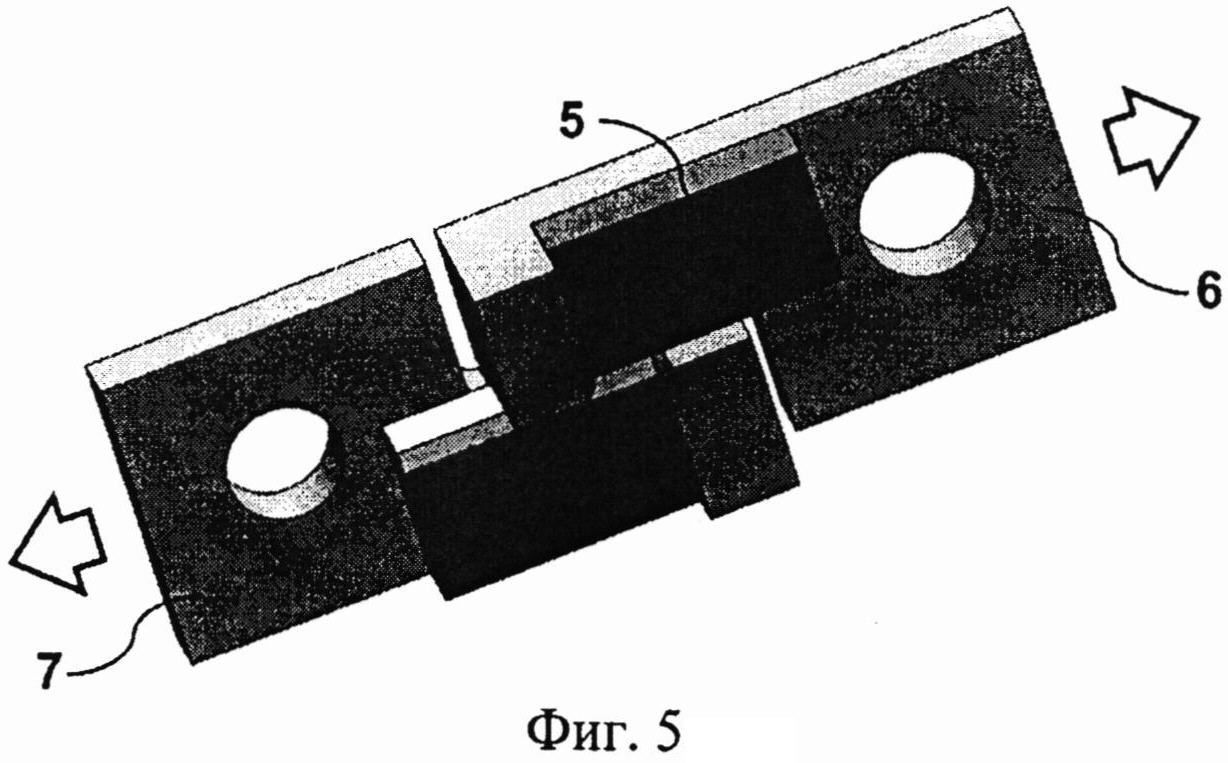
Фиг.5. Образец, установленный в захватах для выполнения механических испытаний одноосным растяжением.
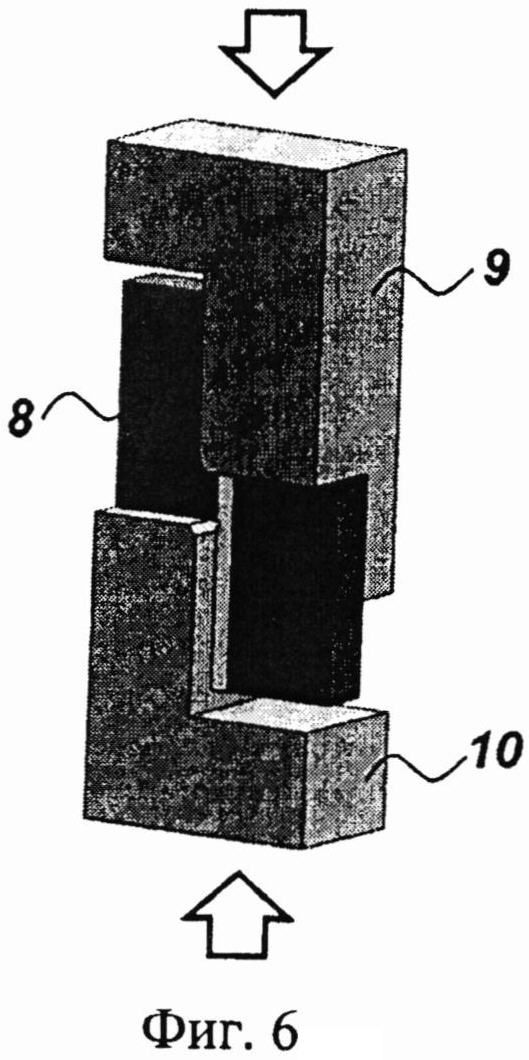
Фиг.6. Образец, установленный в захватах для выполнения механических испытаний одноосным сжатием.
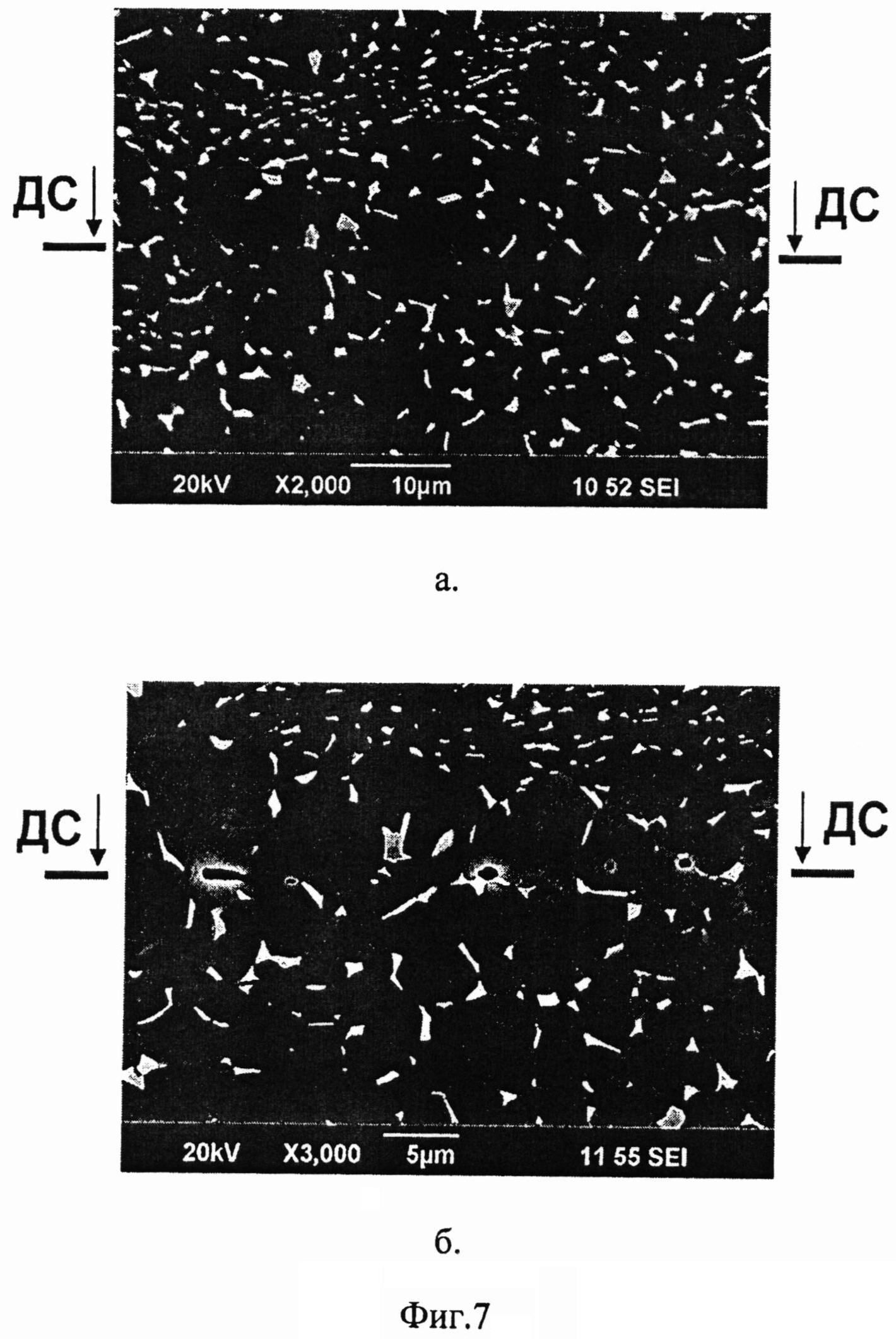
Фиг.7. Зона диффузионного соединения листовых заготовок титанового сплава ВТ6С. a - увеличение ×2000. б - увеличение ×3000.
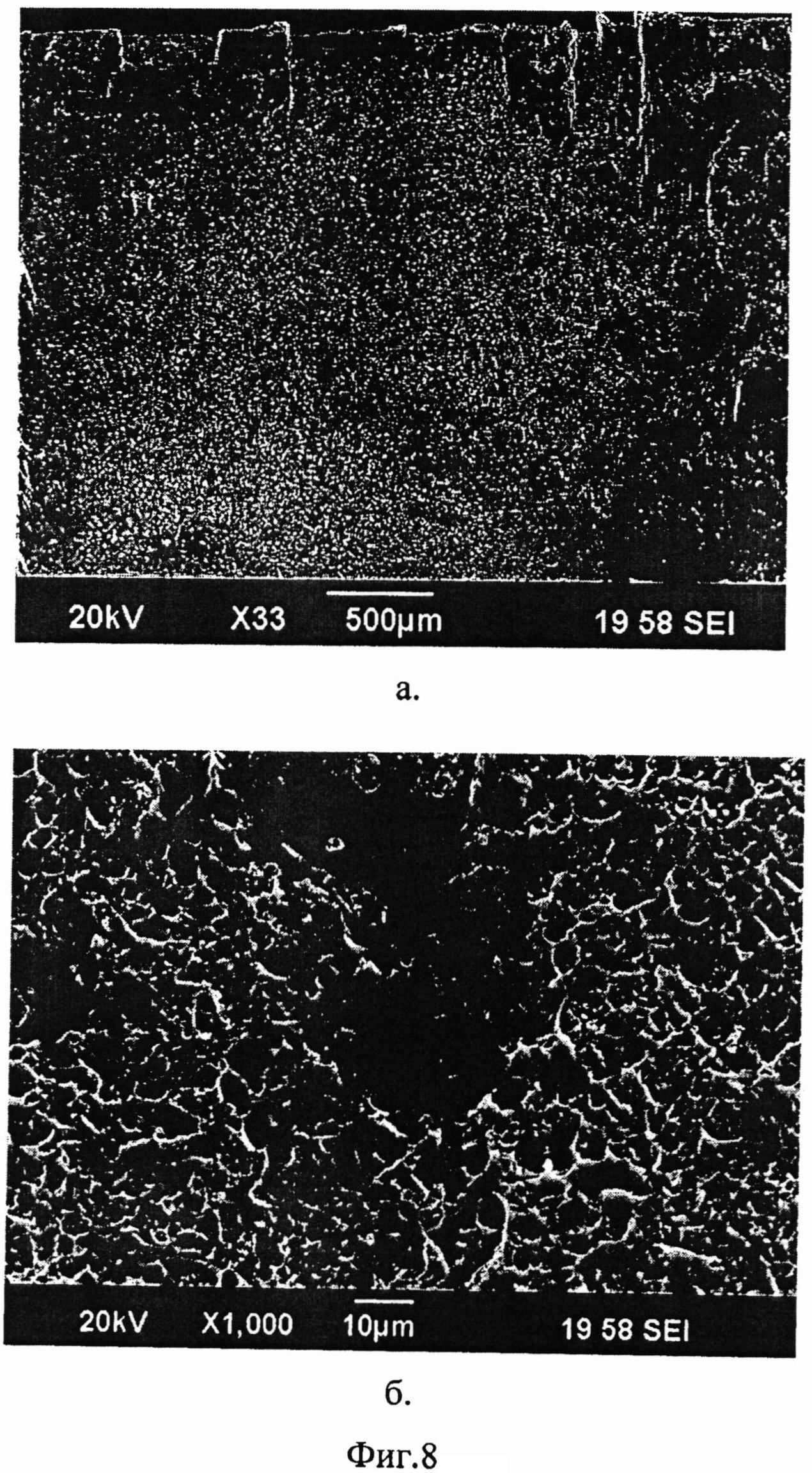
Фиг.8. Поверхность диффузионного соединения листовых заготовок титанового сплава ВТ6С после испытаний на срез. а - увеличение ×33. б - увеличение ×1000.
Образец (Фиг.1) состоит из двух сваренных внахлест пластин 1, 2 и усиливающих накладок 3, 4. Буквой A обозначена общая длина образца, B - высота образца, C - ширина образца, D - длина технологической части, F - рабочая часть образца или нахлест, E - высота технологической части, r - радиус перехода между торцом нахлеста и прилежащей поверхностью технологической части образца. Пластины 1 и 2 образуют исследуемое диффузионное соединение. Пластины могут иметь различную толщину, в этом случае различной будет и толщина усиливающих накладок. Соотношение толщин пластин и накладок направлено на обеспечение условия расположения сварного соединения посередине высоты образца В. Выбор величины нахлеста F равной 1/4 высоты образца B в сочетании с регламентированной шириной образца C, равной не менее половины длины нахлеста F, определяет формирование при испытании в зоне сварного соединения напряженного состояния, близкого к простому сдвигу.
Высота технологической части E выбрана таким образом, чтобы обеспечить формирование в зоне соединения заданную величину сдвиговой деформации.
Образец изготавливают из пакета листовых заготовок, совмещенных внахлест и сваренных диффузионной сваркой, длину или ширину свариваемых пластин 1, 2 и накладок 3, 4, собранных в пакет (Фиг.2), выбирают из условия равенства сумме длины образца A и технологического припуска Δ (Фиг.3). Длину припуска Δ задают равной не менее ширины образца C (Фиг.1).
Из сваренного диффузионной сваркой пакета вырезают блок - сборку (Фиг.3), состоящую из не менее трех пластин шириной C (Фиг.1), связанных друг с другом технологическим припуском Δ. При этом плоскости реза располагают перпендикулярно плоскости диффузионного соединения, длину реза устанавливают равной длине образца A. Изготовление рабочей (нахлест) и технологической частей выполняют одновременно во всей сборке образцов (Фиг.4), путем частичного удаления технологической части образца толщиной G=B/2+r и длиной D и D+Δ. соответственно. Перемычку Δ. отрезают после изготовления рабочей и технологической частей.
Полученные образцы испытывают деформированием, прикладывая усилия к торцам свариваемых пластин, прилежащих к нахлесту, образующему испытуемое соединение, как показано на фиг.5, где изображен образец 5, установленный в захваты 6 и 7, которые через отверстия соединяются с тягами испытательной машины для исключения возникновения перекосов при растяжении.
Установленные в захваты образцы деформируют одноосным растяжением, которое инициирует в зоне диффузионного соединения сдвиговую деформацию.
Установив образцы в захваты другой формы (Фиг.6), можно проводить их испытания одноосным сжатием. Механические испытания образцов методом одноосного сжатия рациональнее выполнять при динамических испытаниях диффузионного соединения на сдвиг на инструментированных копрах с вертикально падающим грузом.
При проведении испытаний образцов такой конструкции в зоне соединения формируется напряженное состояние, близкое к простому сдвигу.
Для подтверждения этого утверждения заявляемое техническое решение было подвергнуто проверке. Для этих целей использовали современные методы математического анализа, которые полностью подтвердили это утверждение.
Заявляемое техническое решение было опробовано на примере испытания диффузионного соединения листовых заготовок из 2-фазного (α+β) титанового сплава ВТ6.
Пример иллюстрирует образец, способ изготовления и способ испытания диффузионного соединения двух одинаковых по толщине пластин.
Две пластины 100,0 мм × 50,0 мм × 1,0 мм вырезали из листа. Пластины обезжиривали, протирая бязью, смоченной в технически чистом ацетоне. Затем со свариваемых поверхностей пластин удаляли окисную пленку, зачищая их металлической щеткой. После удаления с поверхности окисной пленки пластины подвергали обезжириванию методом ультразвуковой обработкой последовательно в техническом ацетоне и спирте.
По завершении операции обезжиривания пластины 1 и 2 накладывали одна на другую так, чтобы совпали края пластин (Фиг.2). В таком положении пластины фиксировали, прихватывая их аргонодуговой сваркой по краям.
На свободные поверхности пластин (противоположно совмещенным под диффузионную сварку) накладывали две накладки 3 и 4 (Фиг.2), размерами 100,0 мм × 50,0 мм × 5,0 мм. Предварительно заготовки также подвергли операции зачистки и обезжиривания.
Накладки фиксировали относительно двух пластин прихваткой аргонодуговой сваркой.
После этого полученный пакет, состоящий из 2-х пластин и 2-х накладок, устанавливали в специальную оснастку, которая обеспечивала приложение к пакету пластин и накладок равномерного усилия сжатия, и осуществляли диффузионную сварку. Режим диффузионной сварки был выбран следующим: окружающая среда - вакуум, глубиной 10-3 Па; температура сварки - 925×1,0°C; рабочее давление сварки - 3,0 МПа; время сварки - 3,0 часа.
По завершении процесса диффузионной сварки из пакета вырезали блок, состоящий из 3-х, скрепленных между собой перемычкой образцов толщиной 3,0 мм каждый (Фиг.3). Разрезку пакета на образцы выполняли методом электроэрозионной резки проволокой диаметром 0,3 мм. Длину реза выбирали равной 40,0 мм, а длина перемычки была соответственно равна 10,0 мм. Затем изготавливали технологическую часть (Фиг.4) длинной 19,0 мм и высотой 5,85±0,01 мм. При изготовлении технологической части была сформирована рабочая часть - нахлест длиной 2,0 мм. После операции изготовления технологической и рабочей частей перемычку отрезали, получая таким образом 3 образца для проведения механических испытаний по одному из режимов сварки.
Образцы испытывали на универсальном динамометре фирмы Instron (модель 5095). Образцы устанавливали в захваты, схема которых приведена на Фиг.5. Захваты закрепляли штифтами на тягах испытательной машины. Далее осуществляли механические испытания образцов, деформируя их одноосным растяжением со скоростью перемещения подвижной траверсы 1,0 мм/мин.
В таблице сведены экспериментальные значения механических испытаний трех образцов. Из результатов испытаний следует, что прочность диффузионного соединения составляет величину, примерно равную 91% от прочности основного материала.
Разрушенные образцы подвергали металлографическим и фрактографическим исследованиям. Для выполнения исследований использовали сканирующий электронный микроскоп JSM 840.
На фиг.7а, б и фиг.8а, б приведены фотографии зоны диффузионного соединения, а также поверхности разрушения при различных увеличениях.
Результаты металлогафических и фрактографических исследований подтвердили то, что прочность диффузионного соединения, равная ~91% от прочности основного материала, обусловлена наличием в зоне диффузионного соединения дефектов, в виде пор размером 1…2 мкм.
|
Полученные экспериментальные результаты показали, что предложенное техническое решение повышает точность, снижает разброс результатов эксперимента, а также повышает достоверность полученных результатов механических испытаний.
Способ оценки силы и коэффициента трения при холодной обработке металлов давлением и устройство для его реализации
Способ бессенсорного управления положением ротора в бесконтактных подшипниках
Гибридный магнитный подшипник с осевым управлением
Способ определения толщины покрытия в ходе процесса плазменно-электролитического оксидирования
Высокоскоростная электрическая машина с вертикальным валом
Плазменная полупроводниковая свеча зажигания
Способ получения толстослойных износостойких покрытий методом микродугового оксидирования
Мобильный взлетно-посадочный комплекс
Способ диагностирования электрической машины
Волновая электростанция (варианты)
Заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки
Электрическое устройство приготовления пищи (варианты)
Автономное зарядное устройство
Способ комплексной оценки эффекта геомагнитной псевдобури
Способ диагностики помпажа компрессора газотурбинного двигателя
Ветроэнергетическая установка
Магнитогидродинамическое устройство (варианты)
Намагничивающая установка (варианты)
Способ локальной обработки материала с эффектом полого катода при ионном азотировании
Высокоскоростная бесконтактная электрическая машина (варианты)

