Результат интеллектуальной деятельности: СОТОВЫЙ ЭЛЕМЕНТ С ИМЕЮЩИМИ РАЗНОЕ В РАДИАЛЬНОМ НАПРАВЛЕНИИ ИСПОЛНЕНИЕ МЕСТАМИ СОЕДИНЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к сотовому элементу, который по меньшей мере имеет корпус и сотовую структуру со множеством каналов. Сотовая структура образована при этом по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, который образует с самим собой и/или с соседними слоями места соединения, фиксирующие сотовую структуру. Подобные сотовые элементы используются, например, в качестве носителей каталитических нейтрализаторов в устройствах для снижения токсичности отработавших газов (ОГ) в автомобильных или нестационарных системах их выпуска.
Преимущество сотовых элементов, используемых для снижения токсичности ОГ, образующихся при работе двигателей внутреннего сгорания (ДВС), таких, например, как дизельные двигатели или двигатели с принудительным воспламенением рабочей смеси, состоит в том, что такие сотовые элементы имеют поверхность особо большой площади, благодаря чему обеспечивается очень тесный контакт проходящего через сотовый элемент потока ОГ со стенками каналов. На такую поверхность, образуемую в принципе стенками каналов, обычно наносят покрытия из приемлемых, в некоторых случаях разных катализаторов, которые обеспечивают возможность превращения содержащихся в ОГ вредных веществ в безвредные.
Подобные сотовые элементы в принципе могут быть изготовлены из керамического или металлического материала. Однако в последнее время наиболее широкое распространение получили металлические носители каталитических нейтрализаторов благодаря возможности изготовления таких носителей из исключительно тонких материалов, например, из фольги толщиной менее 80 мкм или даже менее 50 мкм. Использование такой фольги для изготовления носителей каталитических нейтрализаторов позволяет обеспечить наличие исключительно большой по своей площади геометрической поверхности, а также позволяет значительно уменьшить по сравнению с керамическими носителями потерю давления потока ОГ при его прохождении через сотовый элемент. В качестве еще одного преимущества металлических сотовых элементов можно назвать также возможность исключительно простого их соединения с остальными компонентами системы выпуска ОГ (например, с выпускным трубопроводом), поскольку в каждом случае между собой комбинируются металлические материалы.
Однако подобная сотовая структура на протяжении срока своей службы в автомобильной системе выпуска ОГ подвергается воздействию множества различных нагрузок. При этом необходимо также учитывать, что именно наложение таких отчасти экстремальных нагрузок друг на друга оказывает длительное отрицательное влияние на выносливость подобных сотовых элементов. Так, в частности, важным фактором может являться термическая нагрузка, такая, например, как воздействие экстремально высоких температур (превышающих 1000°С), значительная скорость изменения температуры при нагреве и охлаждении, а также распределение температур во входящем в сотовый элемент потоке ОГ. То же самое равным образом относится и к механической нагрузке, а именно: например, к максимальной величине ускорения, к диапазону частот возбуждения собственных колебаний, а также к газодинамической нагрузке, обусловленной пульсацией потока газа. Из сказанного со всей очевидностью следует, что именно зоны или места соединения между собой отдельных компонентов (листов фольги, корпуса и т.д.) подобного сотового элемента подвержены воздействию особо высоких нагрузок и должны как можно дольше выдерживать воздействие постоянно изменяющихся термических и/или динамических нагрузок.
Из уровня техники известны способы соединения, предусматривающие помещение твердого припоя (в виде паяльной фольги, паяльного порошка и/или паяльной пасты) в определенные зоны подобного сотового элемента для соединения между собой его металлических компонентов. Между корпусом и листами фольги сотового элемента обычно образуют полосовидные круговые зоны, которые могут проходить на части или по всей протяженности или длине сотового элемента, соответственно корпуса. Для соединения листов фольги между собой в качестве известного равным образом можно рассматривать способ, предусматривающий их соединение между собой по всему поперечному сечению сотового элемента по длине некоторого его осевого участка. Дополнительно к этому и/или вместо этого возможно также образование зон (если смотреть со стороны торца), охватывающих множество каналов с выполненным в них соединением. Таким путем паяные соединения можно располагать, если смотреть со стороны торца, по различным схемам, например, по типу концентрических колец, полосок, треугольников и иных плоских фигур.
Несмотря на существование уже целого ряда предложений по расположению паяных соединений по определенным схемам они, однако, оказываются не способны удовлетворить всем требованиям касательно обеспечения достаточной выносливости сотового элемента в условиях, преобладающих на сегодня в автомобильной системе выпуска ОГ. При разработке схемы расположения паяных соединений в подобном сотовом элементе можно рассматривать множество различных критериев для обеспечения достаточной гибкости сотовой структуры, с одной стороны, и ее выносливости, с другой стороны. Помимо этого при разработке подобной схемы расположения паяных соединений должна также учитываться возможность их воспроизводимой реализации, точного позиционирования и технологически надежного выполнения.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично решить рассмотренные выше в описании уровня техники проблемы. Задача изобретения состояла прежде всего в разработке сотового элемента, который в условиях воздействия экстремальных термических и динамических нагрузок в автомобильных системах выпуска ОГ обладал бы гораздо более длительным сроком службы. При этом главным образом расположение мест соединения друг относительно друга должно быть таким, чтобы целенаправленно обеспечить наличие гибких зон внутри сотового элемента, например, для возможности целенаправленного регулирования характеристик радиального расширения сотовой структуры. Тем самым сотовый элемент должен, например, обладать также явно лучшей термоударной стойкостью и/или улучшенными виброакустическими характеристиками.
Указанные задачи решаются с помощью сотового элемента, заявленного в п.1 формулы изобретения. Различные предпочтительные варианты выполнения предлагаемого в изобретении сотового элемента представлены в соответствующих зависимых пунктах формулы изобретения. Необходимо отметить, что представленные по отдельности в зависимых пунктах формулы изобретения отличительные особенности изобретения могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения. Изобретение более подробно рассмотрено в последующем описании, прежде всего во взаимосвязи с прилагаемыми к нему чертежами, в котором представлены также другие особенно предпочтительные варианты осуществления изобретения.
Предлагаемый в изобретении сотовый элемент имеет по меньшей мере корпус и сотовую структуру со множеством каналов, образованную по меньшей мере одним по меньшей мере частично профилированным металлическим слоем, который образует точки соединения, фиксирующие сотовую структуру, в поперечном сечении которой имеются радиальные зоны с местами соединения, в по меньшей мере одной из которых, кроме того, от по меньшей мере 1 до максимум 20% внутренних точек контакта по меньшей мере одного по меньшей мере частично профилированного металлического слоя образуют в поперечном сечении сотовой структуры одно место соединения, при этом места соединения имеют измеряемую в направлении профильной структуры металлического слоя длину, которая в одной из по меньшей мере двух радиальных зон отлична от длины мест соединения в другой из по меньшей мере двух радиальных зон.
Касательно количества каналов следует отметить, что сотовый элемент предпочтительно выполнять с плотностью их расположения от 100 до 1000 каналов на кв.дюйм, прежде всего от 200 до 600 каналов на кв.дюйм. Предпочтительно далее использовать для изготовления сотового элемента несколько гладких и несколько профилированных (например, гофрированных) металлических слоев (например, листов фольги). В принципе такие металлические слои можно, например, свертывать в рулон со спиральной навивкой, однако более предпочтительно изгибать их с приданием им в поперечном сечении сотового элемента иной формы, например, S-образной, V-образной, W-образной, U-образной или иной аналогичной формы. В этом случае подобные металлические слои располагают друг относительно друга таким образом, чтобы в конечном итоге они равномерно заполняли собой (круглое, овальное или иное аналогичное) поперечное сечение сотового элемента. Такие металлические слои соединены между собой (с силовым замыканием) в разных местах, в так называемых местах соединения. В предпочтительном варианте речь при этом идет о паяном соединении, прежде всего о соединении, получаемом путем высокотемпературной пайки в вакууме. Тем самым такими местами соединения положение металлических слоев друг относительно друга определяется таким образом, что сотовая структура оказывается в основном зафиксирована в охватывающем ее корпусе.
Сотовый элемент можно подразделить на несколько радиальных зон, в по меньшей мере одной из которых места соединения выполнены лишь в очень ограниченном количестве. Так, в частности, в такой радиальной зоне (имеющей форму, например, кругового кольца) имеется множество внутренних точек контакта по меньшей мере одного металлического слоя. Обычно такие точки контакта образуются в результате прилегания участка профилированного металлического слоя к участку другого, соседнего с ним (гладкого и/или профилированного) металлического слоя. Подобные точки контакта, таким образом, представляют собой обычно проходящие в направлении профильной структуры линии контакта участков соседних между собой металлических слоев. В такой по меньшей мере одной зоне, таким образом, для образования мест соединения, фиксирующих сотовую структуру, используются лишь максимум 20% этих точек контакта, а остальные точки контакта (по меньшей мере в рассматриваемом поперечном сечении) не образуют ни одного места соединения. В предпочтительном варианте на долю мест соединения приходится менее 10% или даже 5% от всего количества точек контакта.
Помимо этого подобные места соединения согласно изобретению предлагается располагать вдоль профильной структуры, а именно; вдоль внутренних точек контакта, и выполнять места соединения с длиной, которая в одной из по меньшей мере двух радиальных зон отлична от длины мест соединения в другой из по меньшей мере двух этих радиальных зон. При этом места соединения предпочтительно выполнять с длиной, которая всегда меньше длины линии контакта в целом. Очевидно, что в данном случае всегда имеется в виду состояние, в котором сотовая структура вставлена в корпус и находится при комнатной температуре. Радиальные зоны предпочтительно при этом выбирать таким образом, чтобы они пересекали несколько металлических слоев, например, охватывали по меньшей мере пять металлических слоев. Различие между длиной мест соединения в разных радиальных зонах может проявляться в скачкообразном изменении длины мест соединения при переходе от одной радиальной зоны к другой, т.е., например, длина мест соединения в первой радиальной зоне может быть многократно больше/меньше, чем в другой радиальной зоне. Вместе с тем места соединения можно также выполнять с непрерывно увеличивающейся и/или непрерывно уменьшающейся длиной в соседних радиальных зонах.
В особенно предпочтительном варианте длина мест соединения в одной радиальной зоне меньше, чем в удаленной в направлении радиуса сотовой структуры на большее расстояние от ее центра радиальной зоне. Сказанное означает, что длина мест соединения увеличивается, т.е. становится больше, в направлении радиально наружу. При этом между двумя радиальными зонами в принципе может быть также предусмотрена еще одна радиальная зона, длина мест соединения в которой меньше, чем в радиально внутренней зоне, однако далее в направлении радиально наружу в конечном итоге еще имеется радиальная зона с большей длиной мест соединения в ней.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента длина мест соединения в центре сотовой структуры является наименьшей, а в радиально наружной зоне - наибольшей. Подобный сотовый элемент рассчитан прежде всего на эффективное восприятие термической знакопеременной нагрузки. Противоположный вариант был бы предпочтительным, например, в том случае, когда первостепенное значение имели бы виброакустические характеристики сотового элемента.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента места соединения в по меньшей мере одной радиальной зоне выполнены длиной, меньшей по сравнению с длиной мест соединения в обеих соседних зонах. Подобный вариант относится прежде всего к сотовому элементу, подразделенному на три или более радиальных зон, при этом места соединения в радиальной зоне, соседней с радиально наружной зоной, предпочтительно выполнять уменьшенной длины. Таким путем удается получить гибкий участок, который позволяет компенсировать прежде всего различия в характеристиках теплового расширения сотовой структуры в осевом направлении из-за воздействия на нее разных по своей величине термических нагрузок. Таким путем при необходимости можно также уменьшить теплопроводность в радиальном направлении. Равным образом выполнение мест соединения большой длины в радиально наружной зоне обеспечивает надежное соединение сотовой структуры, например, с корпусом.
Помимо этого в следующем варианте выполнения предлагаемого в изобретении сотового элемента каждое место соединения имеет центр, при этом центры мест соединения в одной радиальной зоне смещены в направлении профильной структуры металлического слоя относительно центров мест соединения в другой радиальной зоне. Обычно профильная структура профилированного металлического слоя располагается в основном параллельно оси сотового элемента, и поэтому в данном случае длину мест соединения, соответственно положение их центров при определенных условиях можно также рассматривать относительно этой оси. Сказанное означает также, что места соединения различаются между собой не только своей длиной, которая изменяется при переходе от одной радиальной зоны к другой, но и своим осевым положением в сотовой структуре. Так, например, центры мест соединения расположены ближе к одному или другому торцу сотовой структуры.
Особенно предпочтителен при этом вариант в котором, сотовая структура предлагаемого в изобретении сотового элемента имеет центральную ось и торцы, при этом центры мест соединения в одной радиальной зоне, расположенной вблизи оси сотовой структуры, расположены ближе к одному торцу сотовой структуры, чем центры мест соединения в по меньшей мере одной удаленной на большее расстояние от оси сотовой структуры радиальной зоне. Сказанное означает, например, что места соединения, расположенные вблизи центра сотовой структуры, находятся рядом с одним и/или другим ее торцом. Удаленные же на большее радиальное расстояние от центра сотовой структуры места соединения, которые прежде всего имеют большую длину, расположены ближе к середине между обоими торцами сотовой структуры.
Подобный, предлагаемый в изобретении сотовый элемент наиболее предпочтительно использовать в устройстве для снижения токсичности ОГ, прежде всего в таковом, применяемом на автомобиле.
Ниже изобретение, а также необходимые для его реализации технические средства более подробно рассмотрены на примере особенно предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что представленные на этих чертежах варианты осуществления изобретения не ограничивают его объем. На прилагаемых к описанию схематичных чертежах, в частности, показано:
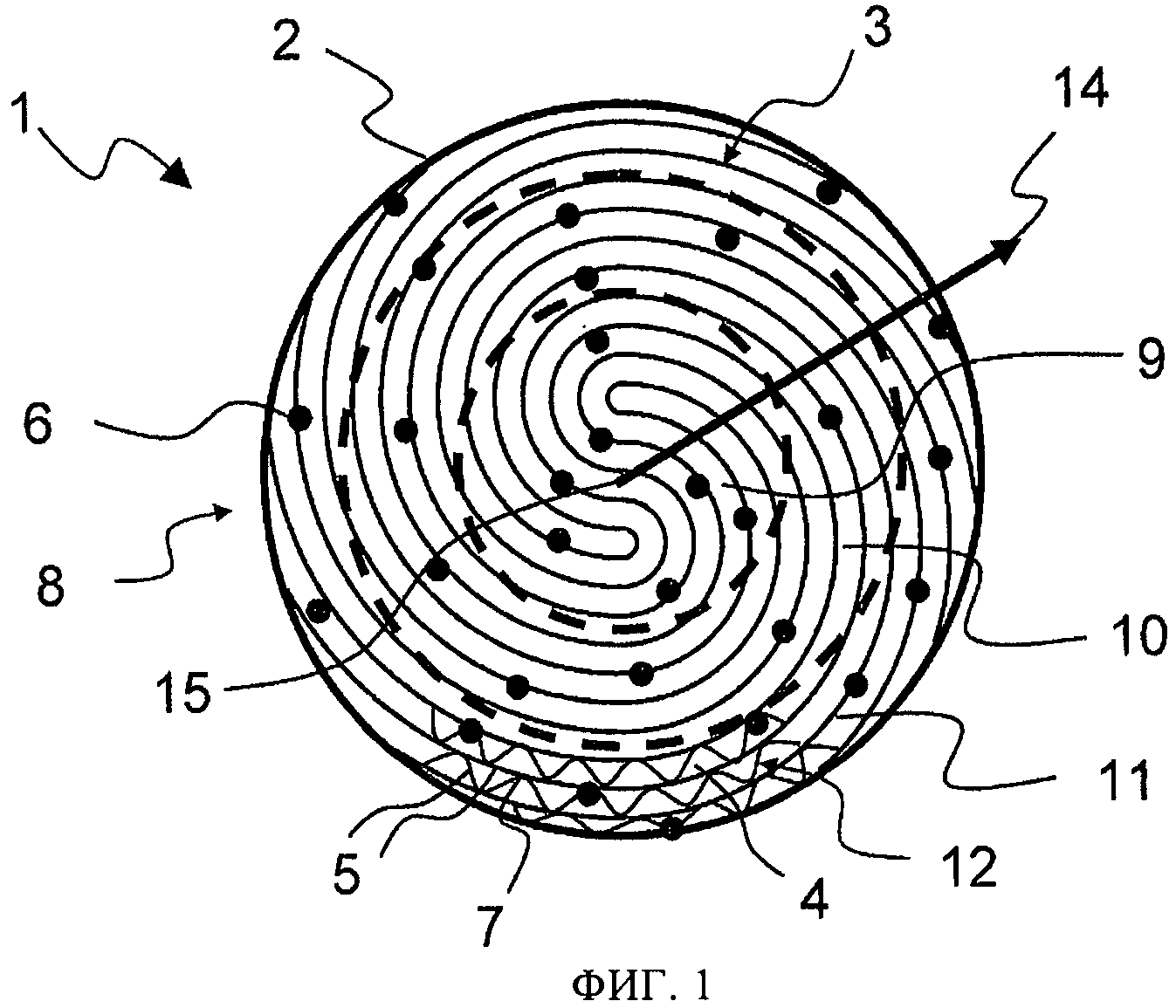
на фиг.1 - вид в поперечном сечении сотового элемента, выполненного по одному из вариантов,
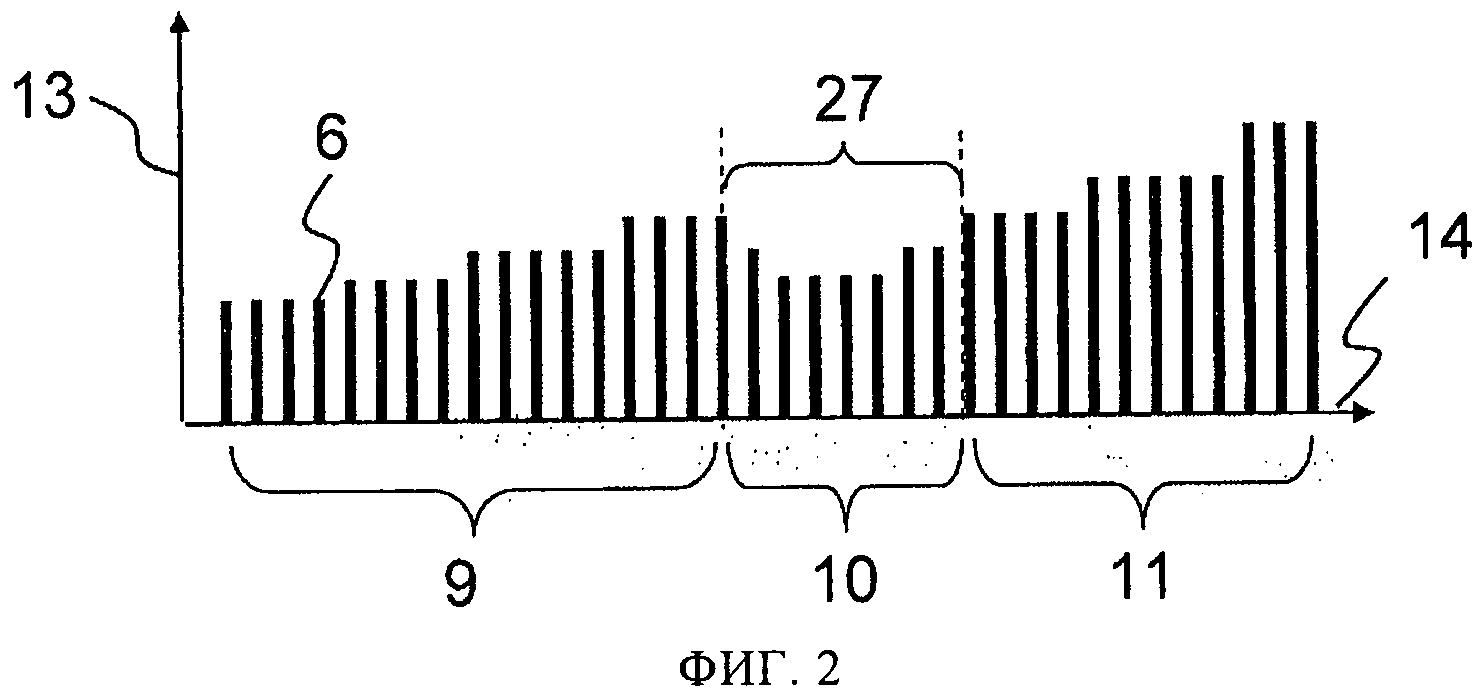
на фиг.2 - диаграмма, иллюстрирующая изменение длины мест соединения в радиальном направлении,
на фиг.3 - еще одна диаграмма, иллюстрирующая другое изменение длины мест соединения в радиальном направлении,
на фиг.4 - вид в продольном разрезе предлагаемого в изобретении сотового элемента, выполненного по одному из вариантов,
на фиг.5 - диаграмма, иллюстрирующая расположение мест соединения в осевом направлении,
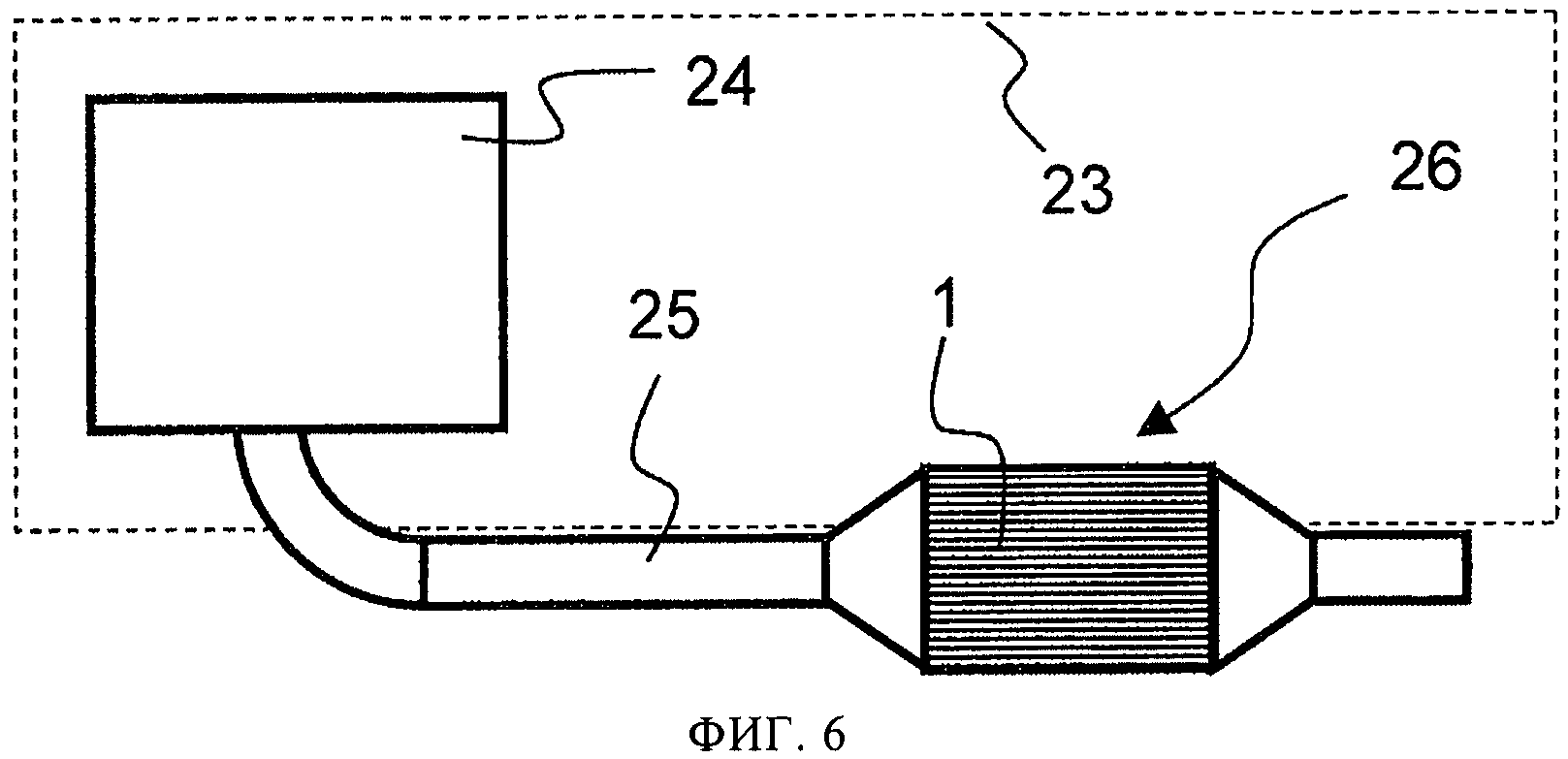
на фиг.6 - автомобиль с системой выпуска ОГ,
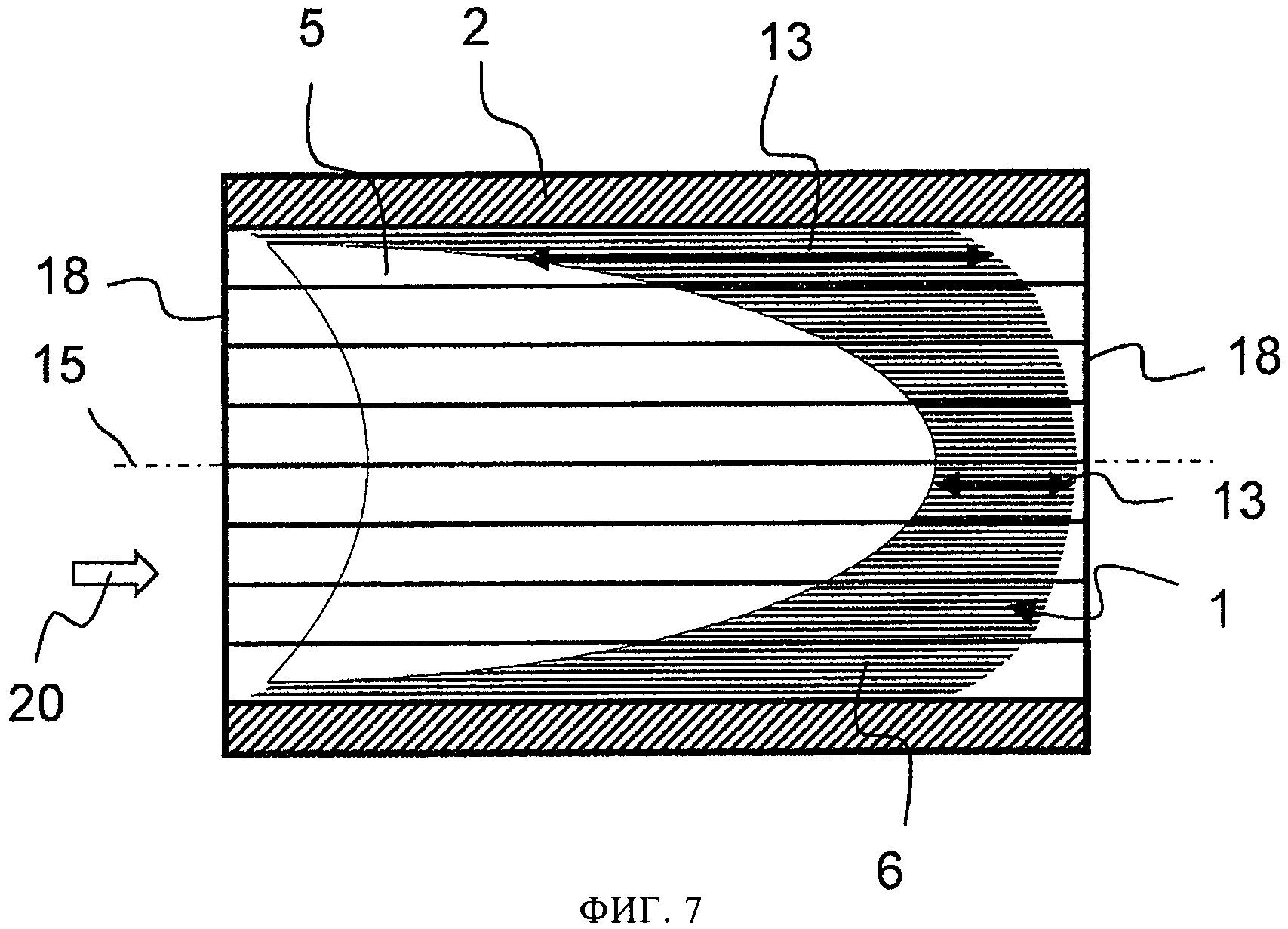
на фиг.7 - вид в продольном разрезе предлагаемого в изобретении сотового элемента, выполненного по другому варианту,
на фиг.8 - первый фрагмент набранного из листов фольги пакета для изготовления предлагаемого в изобретении сотового элемента, и
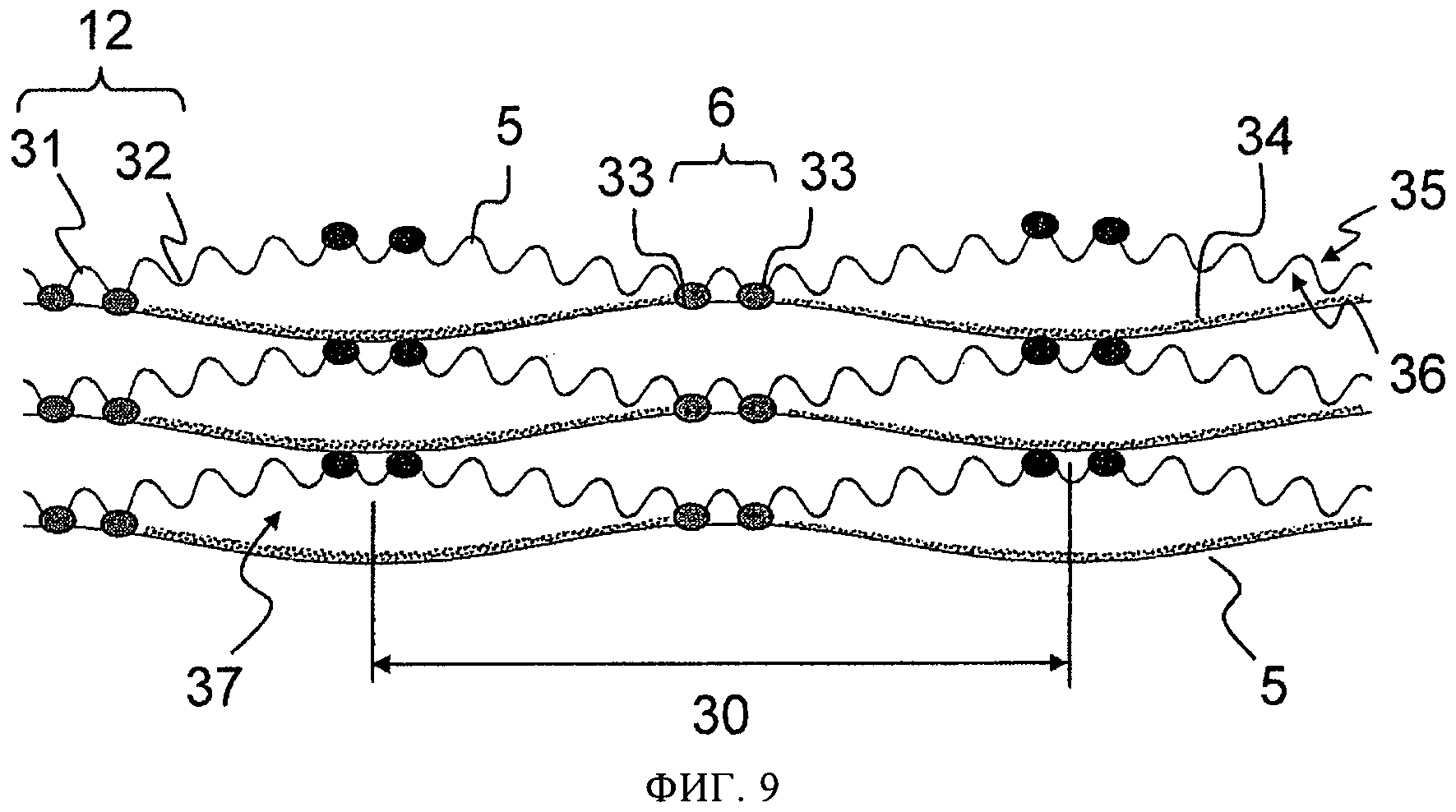
на фиг.9 - еще один фрагмент выполненного по другому варианту набранного из листов фольги пакета для изготовления предлагаемого в изобретении сотового элемента.
На фиг.1 показан сотовый элемент 1, изображенный в виде с торца в поперечном сечении 8. Такой сотовый элемент 1 имеет при этом корпус 2 круглого сечения, выполненный в виде металлической трубы, и расположенную в нем сотовую структуру 3. Сотовая структура 3 образована множеством гладких и гофрированных металлических слоев 5, которые в данном случае свернуты в рулон с S-образной скруткой. Подобные металлические слои 5 образуют множество каналов 4, которые прежде всего образованы благодаря гофрированной профильной структуре 12 профилированного металлического слоя 5. Каналы 4, равно как и профильная структура 12 проходят при этом в основном перпендикулярно радиусу 14 сотового элемента 1, т.е. в данном случае перпендикулярно плоскости чертежа.
Сотовый элемент в его поперечном сечении 8 можно подразделить, например, начиная от его центра 15 на несколько зон, например, на первую радиальную зону 9, вторую радиальную зону 10 и третью радиальную зону 11. Такие зоны в данном случае имеют форму кругов, соответственно круговых колец, однако равным образом могут иметь и иную форму. Как схематично показано в нижней части поперечного сечения сотового элемента, такие зоны охватывают в направлении радиуса 14 по несколько металлических слоев 5. Металлические слои 5, охватываемые одной зоной, в данном случае в качестве примера показано для третьей зоны 11, образуют ряд точек 7 контакта, которые прежде всего линейно расположены вдоль экстремумов профильной структуры 12. Как (лишь схематично) показано на чертеже, по поперечному сечению сотового элемента выполнено очень малое количество мест 6 соединения. В показанном на фиг.1 варианте во всех зонах от по меньшей мере 1 до максимум 20% точек 7 контакта металлических слоев 5 между собой образуют одно место 6 соединения.
На фиг.2 показана диаграмма, на которой в качестве примера в графическом виде представлена длина 13 мест 6 соединения в отдельных зонах. По оси абсцисс при этом отложен радиус 14, а по оси ординат указана длина 13 мест 6 соединения. Начиная от центра сотового элемента, т.е. слева на диаграмме, сначала указана длина 13 мест 6 соединения в первой зоне 9. В данном случае она ступенчато увеличивается в направлении радиально наружу. Далее показано изменение длины 13 мест 6 соединения во второй зоне 10. Такая зона представляет собой гибкую зону 27, в которой места соединения выполнены меньшей длины 13, чем в непосредственно примыкающей к ней части первой зоны 9. Равным образом и в следующей, радиально удаленной на еще большее расстояние от центра сотовой структуры третьей зоне 11 места 6 соединения вновь выполнены большей длины 13. В пределах этой третьей зоны 11 длина 13 мест 6 соединения вновь увеличивается ступенчато, при этом в данной зоне места 6 соединения имеют также наибольшую длину, если рассматривать все поперечное сечение сотового элемента. Лишь для полноты описания необходимо отметить, что различия в длине мест соединения представлены в данном случае только схематично и могут быть также явно большими или при определенных условиях меньшими.
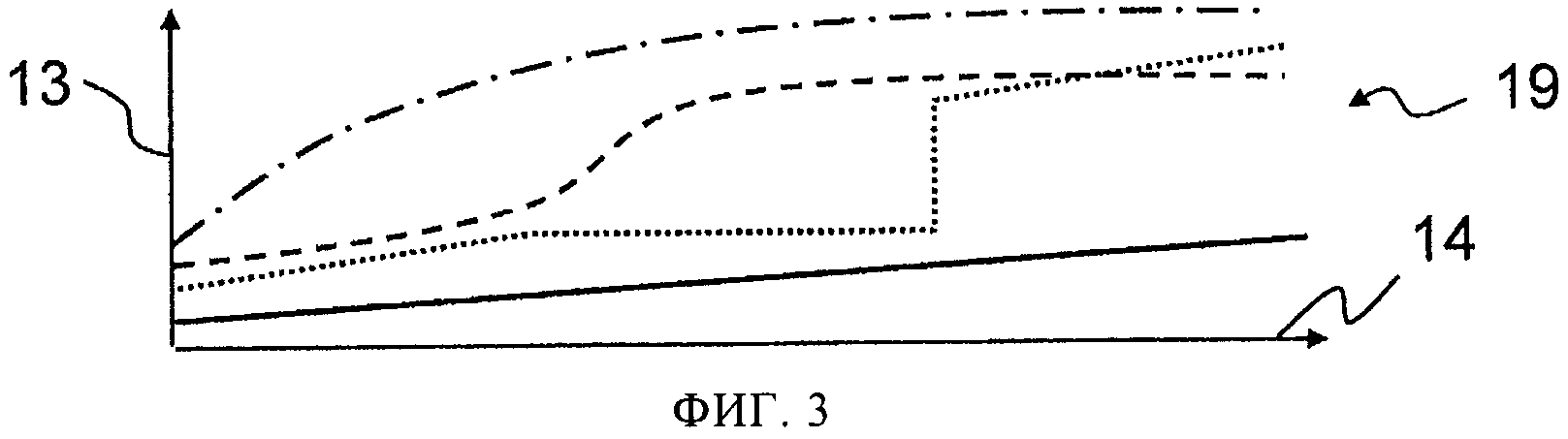
Соединив между собой на приведенной на фиг.2 диаграмме вершины вертикальных отрезков, отражающих длину отдельных мест 6 соединения, можно получить воображаемую огибающую линию, которую можно рассматривать как график изменения длины 13 мест соединения в направлении радиуса 14. На фиг.3 в качестве примера показано множество таких возможных графиков 19 изменения длины мест соединения в направлении радиуса 14. Первый график 19 изменения длины мест соединения показан сплошной линией. Такой график имеет вид непрерывной, монотонно поднимающейся прямой. При такой форме графика 19 изменения длины мест соединения возможно образование любого количества радиальных зон, при этом, однако, соблюдается условие, согласно которому места соединения имеют различающуюся между собой, соответственно увеличивающуюся в направлении радиуса длину. Выше пунктирной линией показан еще один график 19 изменения длины мест соединения. При этом в первой зоне, например, длина 13 мест соединения увеличивается, во второй зоне она остается постоянной, после чего при переходе к третьей зоне длина 13 мест соединения скачкообразно возрастает и продолжает далее увеличиваться в радиальном направлении. Еще выше штриховой линией показан следующий график 19 изменения длины мест соединения, при этом хотя длина 13 мест соединения и увеличивается во всех зонах, тем не менее в разных зонах она увеличивается с разной величиной приращения. В завершение на самом верху диаграммы штрихпунктирной линией показан последний график 19 изменения длины мест соединения, который представляет собой своего рода кривую насыщения.
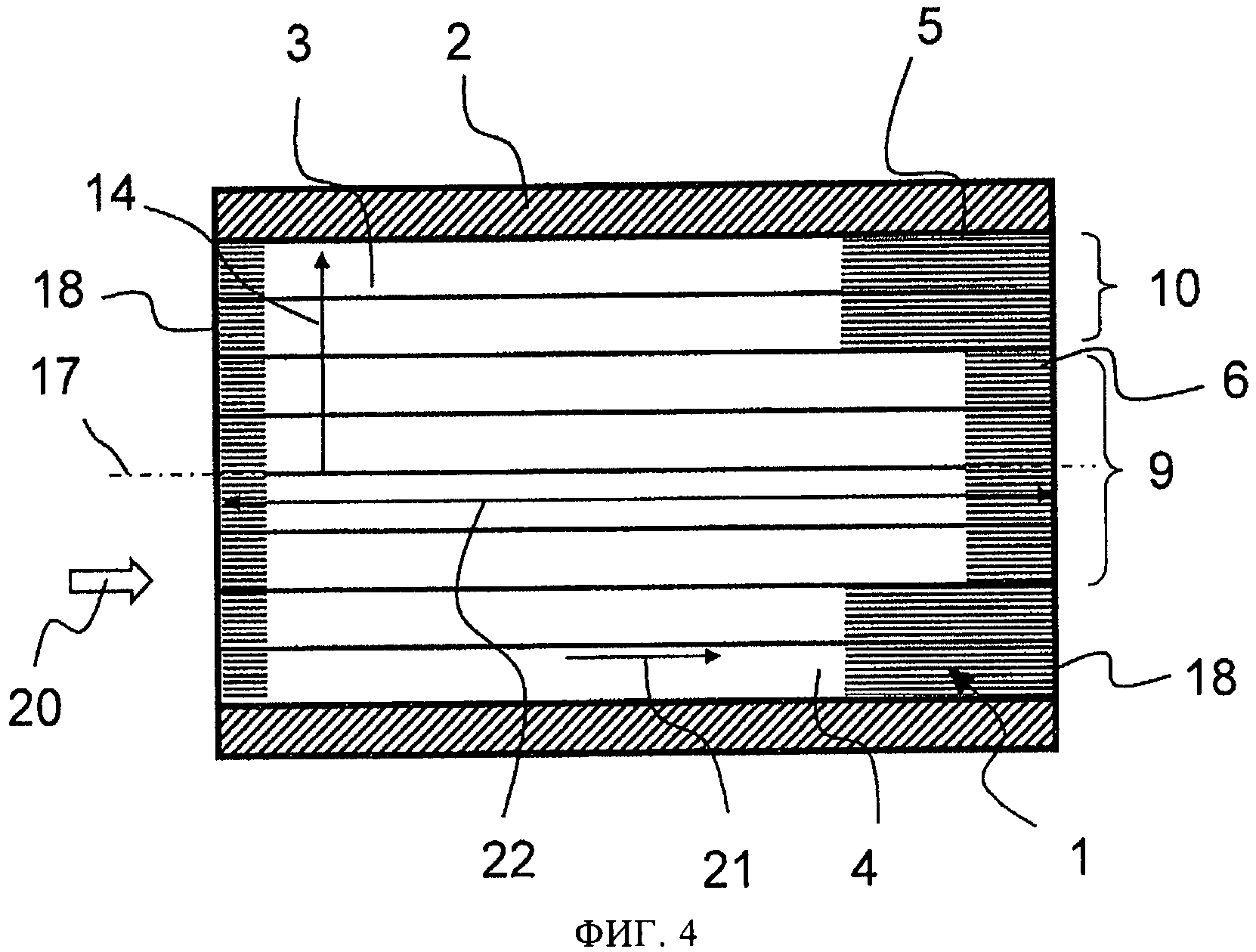
На фиг.4 схематично в продольном разрезе показан рассмотренный выше сотовый элемент 1, выполненный по одному из вариантов. Такой сотовый элемент 1 снаружи также ограничен корпусом 2, в котором расположена сотовая структура 3. Сотовая структура 3 имеет множество каналов 4, проходящих между ее торцами 18. Расстоянием между торцами 18 сотовой структуры 3 определяется также ее протяженность 22. В показанном на чертеже варианте направление 21 продольной протяженности каналов 4 параллельно центральной оси 17 сотовой структуры 3. Перпендикулярно этой оси 17 обозначен радиус 14.
На приведенном на чертеже виде в продольном разрезе проиллюстрировано расположение отдельных мест 6 соединения относительно оси 17 сотовой структуры, ее торцов 18 и/или ее протяженности 22. В данном случае в зоне того торца 18 сотовой структуры, со стороны которого в нее в направлении 20 поступает поток ОГ, выполнен начинающийся от этого торца участок соединения, на котором места 6 соединения выполнены сравнительно короткими, например, длиной менее 10 мм или даже менее 5 мм. Со стороны противоположного торца 18 сотовой структуры в пределах первой зоны 9, расположенной концентрично вокруг оси 17 сотовой структуры, имеется множество мест 6 соединения первой длины. Вокруг первой зоны 9 расположена охватывающая ее в виде кругового кольца вторая зона 10, в пределах которой места 6 соединения выполнены большей длины, что на чертеже обозначено удлиненными штрихами. Для пояснения необходимо отметить, что в данном случае отсутствуют соединения большой площади, т.е. штрихи, которыми условно обозначены места 6 соединения, носят исключительно схематичный характер. В принципе в данном случае выполнены лишь линейные места 6 соединения в пересчете на заданное количество мест контакта между собой соседних металлических слоев 5.
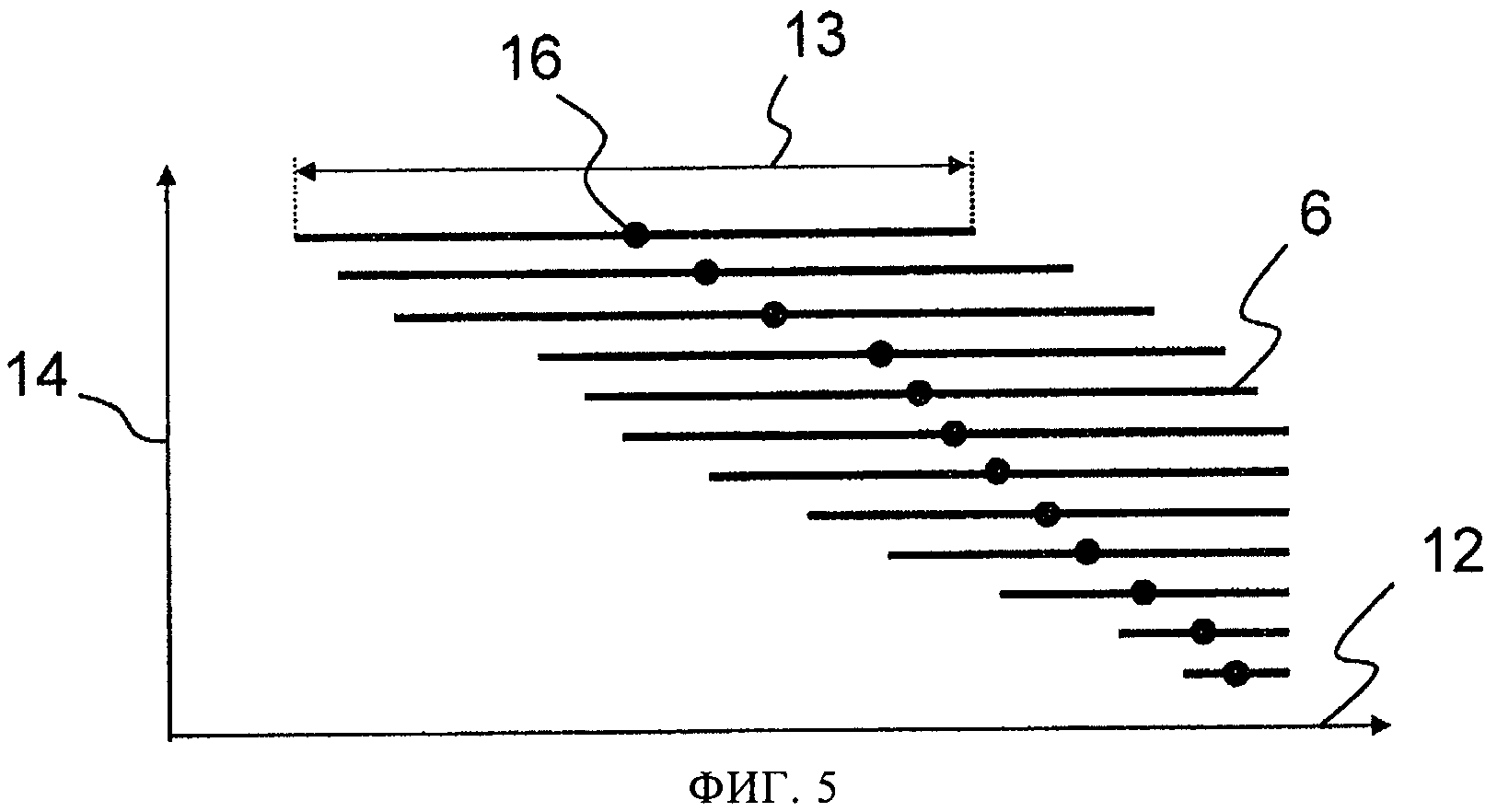
На фиг.5 для при определенных условиях фрагмента подобного продольного разреза сотовой структуры в качестве примера схематично показаны длина и положение мест 6 соединения. На приведенной на фиг.5 диаграмме ось абсцисс совпадает с осью 17 сотовой структуры, а ось ординат совпадает с ее радиусом 14. Места 6 соединения, расположенные вблизи оси 17 сотовой структуры, выполнены при этом меньшей длины 13, чем другие, радиально удаленные от оси 17 сотовой структуры места 6 соединения. На диаграмме для каждого места 6 соединения обозначен также его центр 16. Из приведенной на чертеже диаграммы следует, что расположенные в радиально разных положениях места 6 соединения имеют центры 16, которые смещены также друг относительно друга в направлении оси 17 сотовой структуры.
На фиг.6 схематично показан автомобиль 23 с ДВС 24, например, с дизельным двигателем или двигателем с принудительным воспламенением рабочей смеси. ОГ, образующиеся в ДВС 24 при сгорании в нем топлива, по системе 25 их выпуска поступают в по меньшей мере одно устройство 26 для снижения их токсичности, которое в данном случае выполнено с предлагаемым в изобретении сотовым элементом 1. В качестве примера подобного устройства для снижения токсичности ОГ можно прежде всего назвать каталитические нейтрализаторы, адсорберы, фильтры, улавливатели твердых частиц, риформеры, нагреватели и иные устройства аналогичного назначения.
На фиг.7 в продольном разрезе показан выполненный по другому варианту сотовый элемент 1. В этом варианте места 6 соединения выполнены таким образом, что те из них, которые расположены вблизи центра 15 сотовой структуры 1, выполнены меньшей длины 13, чем места 6 соединения, расположенные вблизи корпуса 2. Помимо этого места 6 соединения, расположенные вблизи центра 15 сотовой структуры, своими центрами находятся ближе к тому ее торцу 18, через который ОГ выходят из сотового элемента в направлении 20 своего потока. В отличие от этого в радиально краевой части картина иная, поскольку в этой части места 6 соединения расположены скорее посередине между обоими торцами 18 сотовой структуры.
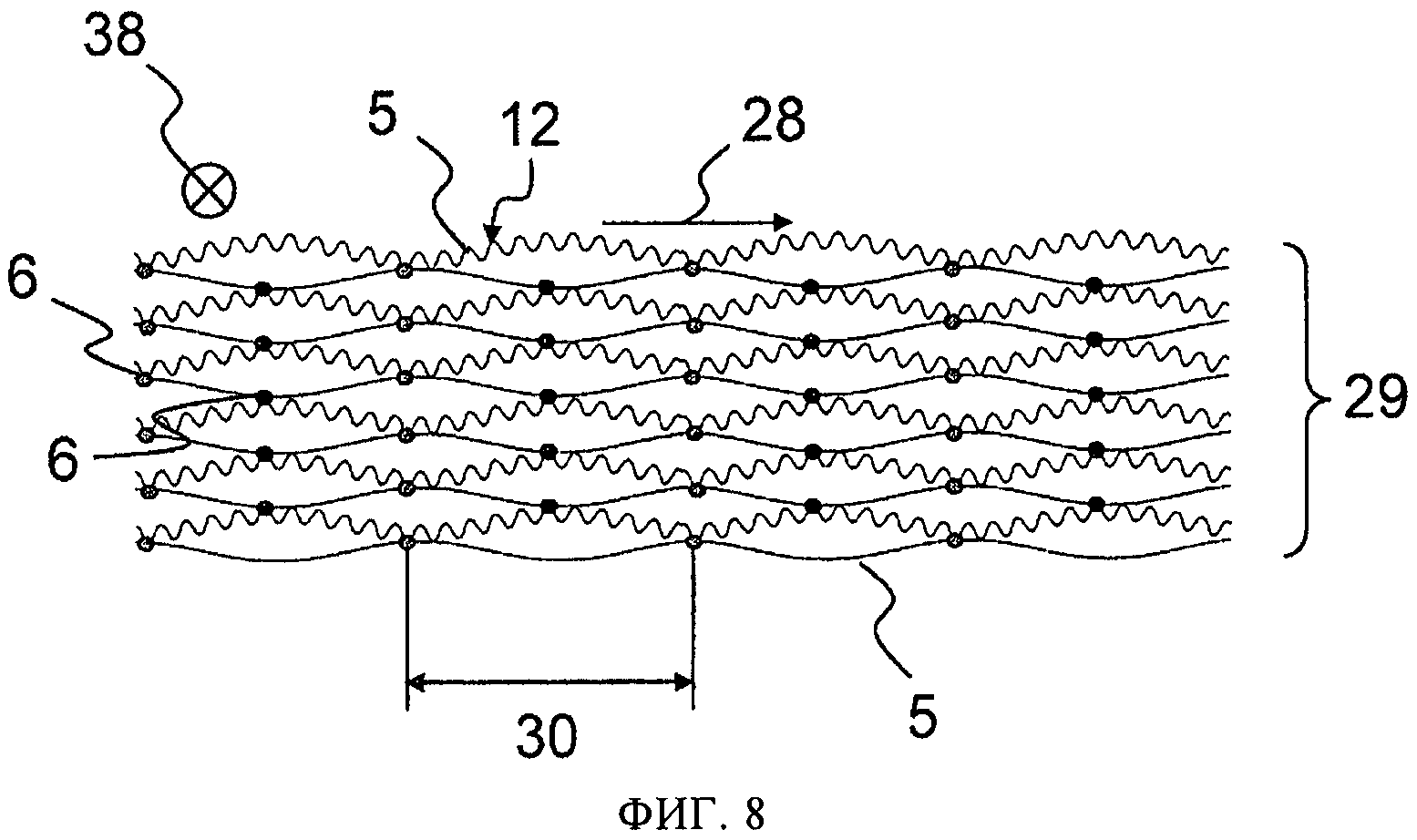
На фиг.8 показан пакет 29, набранный из множества профилированных и гладких металлических слоев 5 (образованных, например, листами фольги и/или металлическими неткаными материалами из тончайшей проволоки). Пакет 29 показан при этом в еще не свернутом в рулон состоянии, т.е. имеет в основном прямолинейный вид в направлении 28 поперечной протяженности слоев, соответственно в направлении их (будущего) изгиба. Помимо этого разными цветами обозначено расположение друг относительно друга мест 6 соединения металлических слоев. Учитывая тот факт, что подобные места 6 соединения (паяные соединения) образуются лишь в собранном состоянии сотового элемента, т.е. в свернутом в рулон и помещенном затем в корпус состоянии пакета, на фиг.8 показаны прежде всего места расположения адгезива, на который по завершении процесса свертывания пакета в рулон наносится, например, порошковый припой, который в конечном итоге и образует условно показанные в данном случае в качестве примера расположенные с верхней стороны профилированных металлических слоев 5 места соединения (обозначены темным цветом) и расположенные с его нижней стороны места соединения (обозначены светлым цветом). Наносить адгезив и/или припой в требуемых положениях можно прежде всего методом печатания, например, по типу метода струйной печати.
Внизу на фиг.8 обозначено расстояние 30, на которое в направлении 28 поперечной протяженности слоев друг от друга отстоят однотипные места соединения, расположенные с нижней стороны профилированного слоя, т.е. в данном случае места соединения, обращенные к нижнему гладкому слою 5, и которое составляет, например, по меньшей мере 20 мм и/или охватывает множество экстремумов профильной структуры (образующих ее возвышений и впадин между ними, например, по меньшей мере 20 возвышений). Несмотря на показанное на чертеже регулярное расположение мест 6 соединения такое их расположение не является строго обязательным. Обычно каждый гофрированный металлический слой 5 своей профильной структурой 12 прилегает к одному и другому расположенным по обе стороны от него гладким металлическим слоям 5, и поэтому профильная структура 12 гофрированного металлического слоя образует в направлении 38 своей продольной протяженности, т.е. перпендикулярно направлению 28 поперечной протяженности слоев, линии контакта, соответственно точки соприкосновения с гладким слоем 5. Из приведенного на фиг.8 изображения следует, что при приложении усилия к металлическим слоям 5 перпендикулярно направлению 28 их поперечной протяженности при последующей работе могут образовываться компенсационные промежутки 37, которые тем самым значительно повышают гибкость сотовой структуры и обеспечивают лучшую ее приспособляемость к термическим и динамическим нагрузкам.
На фиг.9 показан иной вариант, в котором каждое место 6 соединения образовано двумя точками 33 спая на соседних экстремумах профильной структуры (на возвышениях 31 или на впадинах 32 между соседними возвышениями). Между местами 6 соединения расположено по множеству экстремумов профильной структуры профилированного металлического слоя 5. В этом отношении необходимо отметить, что обычно количество экстремумов профильной структуры между однотипными (обозначенными одним и тем же цветом) местами 6 соединения в направлении 28 поперечной протяженности слоев существенно больше того, которое в качестве примера показано на чертеже, например, составляет не менее пятнадцати (15).
Как показано далее на фиг.9, гладкие металлические слои 5 снабжены покрытием 34, которое препятствует прежде всего (нежелательному) диффузионному соединению между собой соседних, обычно прилегающих друг к другу при работе металлических слоев 5. Несмотря на то, что в предпочтительном варианте такое покрытие предусмотрено с верхней стороны 35 и нижней стороны 36 гладких и/или гофрированных металлических слоев 5, в исключительных ситуациях вполне может также оказаться достаточным предусматривать, например, оксидный слой только с одной их стороны. В любом случае таким путем должно исключаться соединение между собой металлических слоев вне мест соединения, например, вследствие диффузии, и тем самым должна обеспечиваться возможность образования под нагрузкой сравнительно больших компенсационных промежутков 37. Иными словами, в качестве основополагающего можно придерживаться того правила, что подобный компенсационный промежуток 37 образован, например, участком гладкого металлического слоя 5 и участком профилированного металлического слоя 5 и ограничен двумя однотипными местами соединения (в данном случае показано для расположенных с нижней стороны мест соединения), а также расположенным между ними участком профилированного металлического слоя 5 с по меньшей мере пятнадцатью (15-ю) экстремумами его профильной структуры. При соблюдении подобного условия обеспечивается особо высокая деформируемость компенсационного промежутка 37, соответственно гибкое расположение соседних металлических слоев (листов фольги), а именно: в направлении 28 поперечной протяженности слоев, с одной стороны, и в поперечном ему направлении, с другой стороны. Максимальное количество точек спая из расчета на одно место 6 соединения ограничено тремя, прежде всего даже двумя, а в наиболее предпочтительном варианте одно место 6 соединения образовано только одной точкой спая.
Способ и устройство для сварки металлических волокон в нетканый материал путем многократного проведения процесса сварки, а также нетканый материал из соединенных сваркой металлических волокон
Носитель каталитического нейтрализатора для двухколесных или дизельных транспортных средств
Электронагреваемый сотовый элемент с зонами повышенного электрического сопротивления
Способ и устройство для испарения жидкости
Сотовый элемент преимущественно для применения в системе выпуска отработавших газов двигателя внутреннего сгорания
Способ позиционирования датчика в сотовом элементе, соответствующий сотовый элемент и транспортное средство
Ловушка для твердых частиц и способ отделения твердых частиц от потока текучей среды
Изготовление сотовых элементов, прежде всего крупных сотовых элементов, используемых для обработки отработавших газов, образующихся при работе нестационарных двигателей внутреннего сгорания
Способ нанесения припоя на конструкцию
Способ изготовления помещаемого в кожух сотового элемента
Соединение тонких проволочек в нетканый материал для изготовления сотовых элементов
Способ и устройство для сварки металлических волокон в нетканый материал путем многократного проведения процесса сварки, а также нетканый материал из соединенных сваркой металлических волокон
Электронагреваемый сотовый элемент с зонами повышенного электрического сопротивления
Способ и устройство для испарения жидкости
Способ позиционирования датчика в сотовом элементе, соответствующий сотовый элемент и транспортное средство
Ловушка для твердых частиц и способ отделения твердых частиц от потока текучей среды
Элемент для нейтрализации или снижения токсичности отработавших газов и способ его изготовления
Устройство каталитической нейтрализации отработавших газов и соответствующий компенсационный слой прежде всего для транспортных средств
Сотовая конструкция с кожухом и многослойная структура для сотовой конструкции
Экструдированный сотовый элемент, в частности корпус-носитель катализатора, с усиленной структурой стенок

