Результат интеллектуальной деятельности: МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ
Вид РИД
Изобретение
Изобретение относится к области получения металлических покрытий на керамических изделиях и может найти применение в электронной, электротехнической и радиотехнической промышленности при производстве металлизированных подложек силовых модулей, теплоотводящих элементов мощных транзисторов и сверхярких светодиодов.
Основным элементом конструкции электронного силового модуля является металлизированная керамическая подложка, на которой расположены силовые полупроводниковые кристаллы, при этом она выполняет две основные функции: во-первых осуществляет электрическую изоляцию токоведущих шин топологического рисунка, расположенных на одной стороне, друг от друга, а также от токоведущих шин на другой стороне; во-вторых передает тепло, выделяемое активными элементами электронного силового модуля, на теплоотводы и радиаторы.
Для получения топологического рисунка электронного силового модуля керамические подложки металлизируют, для чего осаждают проводящие слои толщиной более 300 мкм, из которых формируют многослойную металлизацию (А. Колпаков. О термоциклах и термоциклировании. Силовая электроника, 2006, №2).
В процессе изготовления и эксплуатации металлизационные структуры силовых модулей подвергаются воздействию термических и механических напряжений. Серьезными проблемами является обеспечение высокой адгезии пленочных покрытий к подложке, качественной пайки кристаллов полупроводниковых приборов (ППП) к подложке и последующей приварки соединительных выводов к контактным площадкам на кристалле ППП и пленочным покрытиям на подложке.
Известна металлизированная керамическая подложка для электронных силовых модулей, состоящая из керамической пластины, выполненной из оксида или нитрида алюминия, установленных на ней с двух сторон, пластин медной фольги с адгезионными слоями. Пластины медной фольги имеют равную толщину около 300 мкм. При этом на одной стороне пластина медной фольги имеет топологический рисунок, а на другой стороне подложки пластина медной фольги выполнена сплошной, она отводит избыточное тепло с помощью прижима или пайки к радиатору (Юрген Шульц-Хардер. Медно-керамические подложки - основа современной силовой электроники. Новые возможности технологии DBC, перспективы и проблемы создания нового поколения изделий силовой электроники. Компоненты и технологии, 2005, №3).
Данная металлизированная керамическая подложка обладает низким коэффициентом температурного расширения, высокой электропроводностью, высокой адгезией, малым тепловым сопротивлением, что обеспечивает эффективную передачу излишнего тепла на радиатор. Недостатком такой подложки является недостаточное качество соединений при монтаже силовых ППП.
Наиболее близким к предлагаемому решению - металлизированной керамической подложке для электронных силовых модулей является медно - керамический элемент, изготовленный способом нанесения медных покрытий на керамический элемент, описанным в патенте RU №2010784, приоритет 28.02.1991 г., МКИ C04B 41/88. Медно-керамический элемент, изготовленный данным способом, состоит из керамического элемента (пластины), адгезионного слоя (металлизационная молибден - марганцевая паста) и медных пластин. Металлизационная молибден - марганцевая паста наносится через определенный трафарет заданной топологии.
Достоинствами данного медно - керамического элемента, предназначенного для силовых гибридных схем, являются низкий коэффициент температурного расширения, адгезионная прочность, высокая электропроводность, благодаря толстому слою меди, высокая адгезия, малое тепловое сопротивление многослойной структуры, что обеспечивает эффективную передачу излишнего тепла на радиатор.
Однако при монтаже силовых ППП, их необходимо припаивать к металлизированным площадкам, выполненным из толстой медной пластины, используя многоступенчатую пайку. Кроме того, проволочные или балочные выводы ППП также необходимо приваривать или припаивать к медной пластине. Эти процессы требуют неоднократного локального нагрева до высоких температур, превышающих 500°C. При этом разрушается переходный слой, что приводит к исчезновению контакта между медной пластиной и керамикой, а также к прекращению тепловой передачи между ними. Что, следовательно, вызывает нежелательный перегрев элементов электрической схемы, и последующий выход силового модуля из строя.
Известен способ металлизации керамики, включающий нанесение на керамическую пластину адгезионного слоя, а именно слоя молибден - марганцевого состава, и слоя порошкообразной меди, с последующим одновременным их вжиганием при 800-1100°C (А.с. СССР №564293, МКИ C04B 41/14, заявл. 27.12.71, опубл. 05.07.77, прототип способа). С помощью вжигания обеспечивается расплавление меди и проникновение ее между зернами молибден - марганцевого состава. Медь, образуя с марганцем активный расплав, взаимодействует с керамикой. На поверхности подложки образуется покрытие, прочно сцепленное с керамикой, позволяющее осуществлять пайку различными припоями.
Данный способ существенно упрощает процесс металлизации, сокращает трудоемкость изготовления металлизированной керамики, однако он не позволяет получать толстый (более 300 мкм) слой медной металлизации с высокой электропроводностью, необходимый для крепления силовых ППП. Толщина адгезионного слоя ограничена толщиной слоя наносимой пасты (до 30-40 мкм) методом трафаретной печати и большой пористостью пасты.
Техническим результатом изобретения является возможность использования многоступенчатой пайки при монтаже кристаллов ППП на металлизированной керамической подложке при температурах свыше 500°C, расширенный температурный диапазон и срок эксплуатации.
В результате использования предложенного способа металлизации керамики достигается нанесение толстых слоев меди, более 300 мкм, с повышенной электропроводностью, адгезией и термомеханической прочностью.
Технический результат достигается за счет того, что в способе металлизации керамики на керамическую пластину сверху и снизу наносят адгезионный слой на основе молибдена и марганца и проводят его вжигание при температуре 1320-1350°C, затем методом холодного газодинамического напыления наносят слой порошкообразной меди, после чего проводят отжиг при температуре 900-1100°C, кроме того, дополнительно устанавливают пластины медной фольги толщиной 100-700 мкм и проводят отжиг при температуре 850-1000°C.
Технический результат достигается за счет того, что у металлизированной керамической подложки для электронных силовых модулей, состоящей из керамической пластины и размещенных на ней сверху и снизу пластин медной фольги с адгезионными слоями, адгезионные слои нанесены на керамическую пластину и выполнены из молибдена и марганца, а между адгезионными слоями и пластинами медной фольги размещен слой порошкообразной меди.
Пластины медной фольги, слои порошкообразной меди и адгезионные слои могут иметь единый топологический рисунок, либо только пластины медной фольги могут иметь топологический рисунок.
Метод холодного газодинамического напыления описан в литературе (Холодное газодинамическое напыление: Теория и практика. / А.П. Алхимов и др., под ред. В.М. Фомина. - М.: Физматлит, 2010, с.326).
После формирования слоя порошкообразной меди на них с обеих сторон устанавливают пластины медной фольги толщиной 100-700 мкм и проводят отжиг при температуре 850-1000°C. Отжиг может проводиться под давлением 0,7-1,6 кгс/мм2 в среде водорода или в вакууме. Для обеспечения необходимого давления во время отжига подложка может находиться в специальной фиксирующей оправке.
Из полученной многослойной металлизации формируют необходимый топологический рисунок, например, методом фотолитографии, лазерного или механического гравирования.
Возможно, также предварительное формирование топологического рисунка на пластине медной фольги с последующим выполнением фотолитографии по адгезионному слою, после отжига.
Топологический рисунок на верхней медной пластине может быть выполнен с боковыми выводами, выходящими за края подложки, в виде одиночной полосы, группы полос или рамки с отверстиями для совмещения рисунков в процессе сборки.
Изобретение поясняется чертежами.
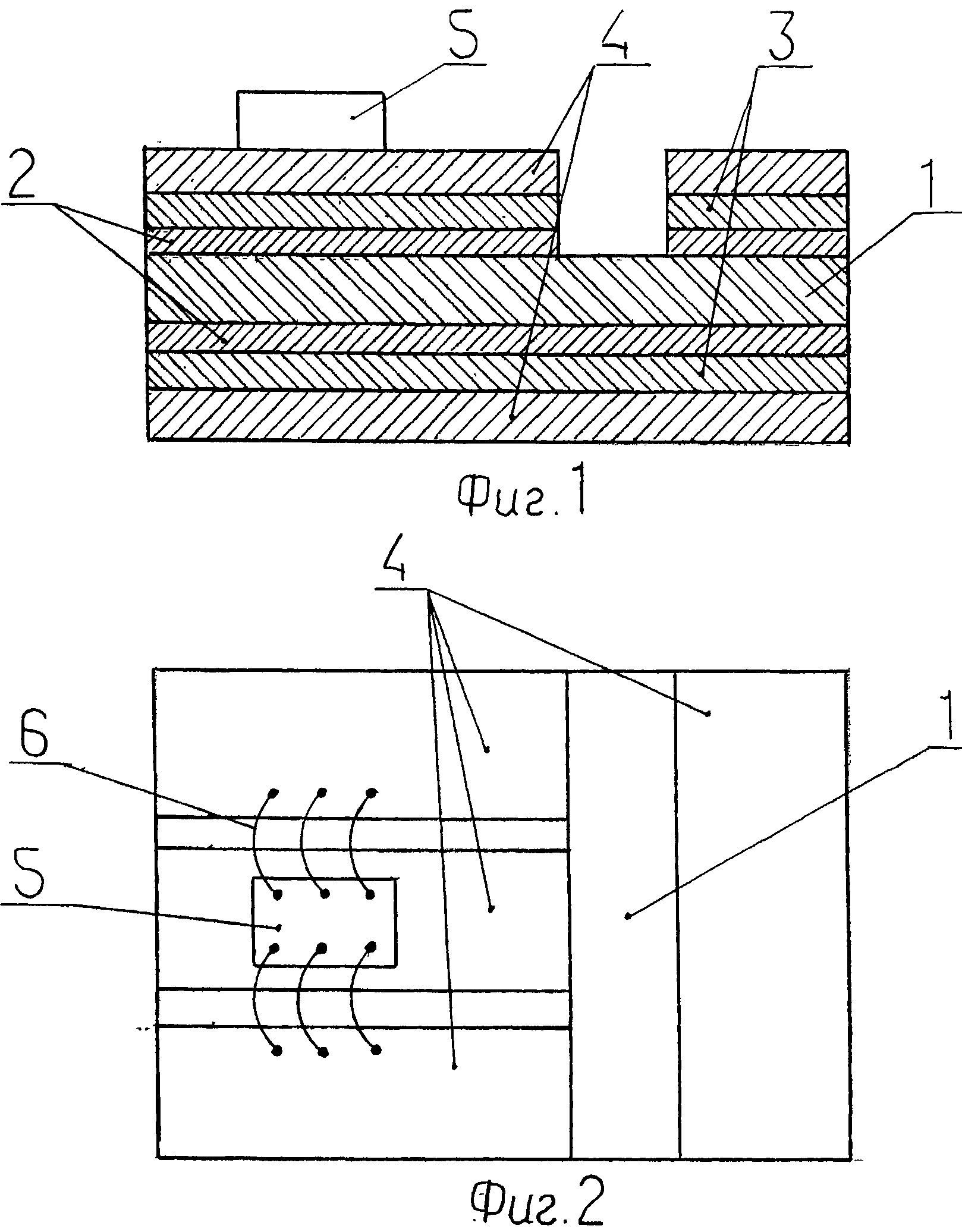
На фиг.1 изображен вид металлизированной керамической подложки в поперечном сечении.
На фиг.2 изображен вид сверху металлизированной керамической подложки с расположенным на ней кристаллом ППП.
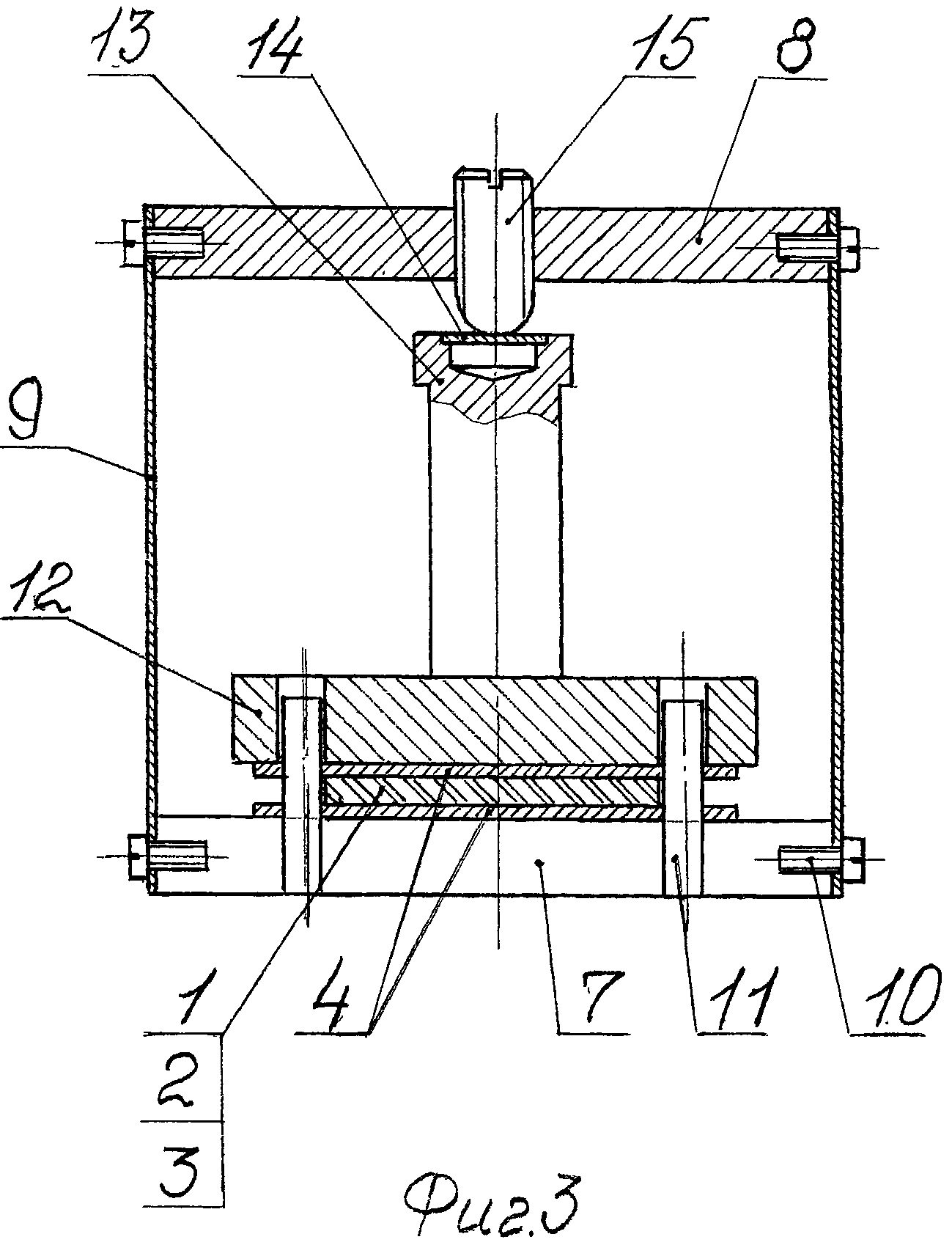
На фиг.3 изображен вид фиксирующей оправки, используемой в процессе отжига металлизированной подложки под давлением.
Керамическая подложка (фиг.1 и фиг.2) содержит керамическую пластину 1 и расположенные на ней сверху и снизу последовательно адгезионные слои 2, слои порошкообразной меди 3 и пластины медной фольги 4, к верхней пластине медной фольги припаян мощный силовой ППП 5, проволочные выводы 6 которого соединены с топологическим рисунком пластины медной фольги 4 посредством сварки.
Фиксирующая оправка (фиг.3) состоит из нижнего основания 7, соединенного с верхней планкой 8 с помощью стяжек 9 и винтов 10. Нижнее основание 7 снабжено шпильками 11, с помощью которых фиксируется пластина медной фольги 4. На нее размещают керамическую пластину 1 с нанесенными адгезионными слоями 2 и слоями порошкообразной меди 3. Затем совмещают с топологическим рисунком вторую пластину медной фольги. Сверху накладывают плиту 12, которую прижимают с помощью стержня 13, пружинной шайбы 14 и винта 15.
Тепло, выделяемое мощным силовым ППП 5 (фиг.1), нагревает пластину медной фольги 4, распределяется по ней и проходит последовательно через слои 3, 2 и керамическую пластину 1, затем через расположенные на тыльной стороне керамики слои 2 и 3, пластину медной фольги 4 и далее на теплоотвод (не показан), контактирующий с пластиной медной фольги 4.
Изготовление металлизированной керамической подложки из оксида или нитрида алюминия иллюстрируется следующими примерами.
Пример №1.
Керамическая пластина вначале подвергается окислению в кислороде на установке СДОМ, для получения на поверхности тонкой пленки окисла. Затем поверхности керамической пластины очищают и наносят адгезионный слой - слой металлизационной пасты толщиной 20-30 мкм, состоящей из металлических порошков Мо и Mn, после чего осуществляют вжигание нанесенного слоя в печи при температуре 1320°C и получают металлизационное покрытие. Далее на установке холодного газодинамического напыления (ХГН) в сформированный высокоскоростной воздушный поток с помощью дозатора вводят порошок меди с размером частиц 40 мкм, обеспечивая нужную плотность расхода частиц. Введенные в поток ускоренные частицы образуют газопорошковую смесь, которая направляется на керамическую пластину с нанесенным слоем Мо-Mn состава. Затем устанавливают полученные слои подложки в фиксирующую оправку, зажимают между основанием и плитой. Оправку помещают в вакуумную печь с температурой 900°C и выдерживают в течение 60 минут. За счет воздействия давления и высокой температуры происходит усиление металлической связи, как между частицами меди, так и между слоем порошкообразной меди и слоем Mo-Mn состава, а также уплотнение всего медного слоя. После этого на лицевую сторону полученной металлизированной подложки наносят фоторезист и проводят операцию фотолитографии, в результате чего получают топологический рисунок. К полученным контактным площадкам припаивают кристалл мощного ППП при температуре около 500°С. Затем осуществляют приварку выводов ППП и его пайку к металлическому основанию.
Пример №2.
На очищенные поверхности керамической пластины наносят адгезионный слой - слой металлизационной пасты толщиной 20-30 мкм, состоящей из металлических порошков Mo и Mn, после чего его вжигают в водородной печи при температуре 1320°C и получают металлизационное покрытие, на которое методом ХГН, наносят слой порошкообразной меди толщиной 300 мкм. Обжиг проводят при температуре 900°C. Затем на металлизированную таким образом керамическую пластину с обеих сторон размещают пластины медной фольги из бескислородной меди, и устанавливают в специальную фиксирующую оправку, зажимают и помещают в азотно-водородную печь, с температурой 850°C. Время выдержки при максимальной температуре составляет 40 мин. За счет воздействия давления и высокой температуры происходит активное взаимодействие слоя порошкообразной меди с пластиной медной фольги. Тонкие поверхностные слои диффундируют друг в друга, образуя переходные области, при этом образуется прочная металлическая связь между пластиной медной фольги и слоем порошкообразной меди. Затем на лицевую сторону металлизированной подложки наносят фоторезист и проводят операцию фотолитографии, в результате чего получают топологический рисунок. Далее к полученному рисунку припаивают мощный ППП при температуре около 500°С и осуществляют приварку алюминиевых выводов методом ультразвуковой сварки.
Пример №3.
На очищенные поверхности керамической пластины наносят адгезионный слой - слой металлизационной пасты толщиной 20-30 мкм, состоящей из металлических порошков Mo и Mn, после чего его вжигают в водородной печи при температуре 1320°C и получают металлизационное покрытие. Затем на лицевую сторону керамической пластины с покрытием молибден - марганцевым составом наносят фоторезист и проводят операцию фотолитографии. В результате выполнения которой, получают топологический рисунок на адгезионном слое. Далее методом ХГН, наносят слой порошкообразной меди толщиной 300 мкм и проводят отжиг при температуре 900°C. После этого на лицевую сторону керамической пластины с нанесенной на нее многослойной структурой из меди, и находящимся под ней рисунком на адгезионном слое, снова наносят фоторезист и проводят еще раз операцию фотолитографии. В результате получают топологический рисунок на слое порошкообразной меди, совпадающий с рисунком на адгезионном слое. Далее к контактной площадке с полученным топологическим рисунком при температуре около 500°C припаивают мощный ППП, после чего осуществляют приварку алюминиевых выводов.
Пример №4.
На очищенные поверхности керамической пластины наносят адгезионный слой - слой металлизационной пасты толщиной 20-30 мкм, состоящей из металлических порошков Mo и Mn, после чего его вжигают в водородной печи при температуре 1320°C. Получают металлизационное покрытие, на которое методом ХГН, наносят слой порошкообразной меди толщиной 300 мкм и проводят обжиг при температуре 900°C. Отдельно на две пластины медной фольги из бескислородной меди, предназначенных для размещения в керамической подложке, наносят фоторезист и проводят операцию фотолитографии, в результате которой получают два различных топологических рисунка. Затем на верхней и нижней сторонах керамической пластины с уже нанесенными на обе ее стороны адгезионными слоями Mo-Mn состава и слоями порошкообразной меди (полученными методом ХГН), размещают пластины медной фольги из бескислородной меди со сформированными на них топологическими рисунками. Далее устанавливают в специальную оправку, слои подложки зажимают с давлением 0,7 кгс/мм. Оправку помещают в азотно-водородную печь с температурой 850°C и с временем выдержки при максимальной температуре 40 минут. За счет воздействия давления и высокой температуры происходит активное взаимодействие слоя напыленной порошкообразной меди с пластиной медной фольги. После этого на лицевую сторону керамической пластины с многослойной структурой из меди и находящимся под ней рисунком на пластинах медной фольги снова наносят фоторезист и проводят еще раз операцию фотолитографии, для получения топологических рисунков на адгезионных слоях и слоях порошкообразной меди, совпадающих с топологическими рисунками, выполненными ранее на пластинах из медной фольги. Далее к полученной металлизации на верхней стороне подложки припаивают кристалл мощного ППП, после чего осуществляют приварку выводов.
В процессе соударений ускоренных частиц меди с керамической пластиной и нанесенным на нее адгезионным слоем реализуется холодное напыление, т.е. частицы пластически деформируемой меди закрепляются на пластине при температуре существенно ниже температуры их плавления, формируя слой меди 300-1000 мкм с повышенными значениями плотности и адгезии. Это обеспечивает отсутствие существенного нагрева частиц и керамической пластины и, как следствие, эффектов высокотемпературного окисления, испарения, плавления, кристаллизации и газовыделения.
Нанесение порошковой меди методом ХГН сделало возможным протекание процессов формирования прочного соединения с адгезионым слоем из молибден - марганцевого состава и с керамической пластиной. Термообработка слоя порошкообразной меди при 900-1100°С обеспечила, во-первых, расплавление и уплотнение слоя меди и, во-вторых, проникновение меди в промежутки между зернами слоя молибден - марганцевого состава, который имеет молибденовый каркас, заполненный межзерновым веществом неметаллического характера (стеклофаза керамики и алюмо-марганцевая шпинель), шероховатую поверхность и закрытую капиллярную пористость (7-8%). При контакте адгезионного слоя - слоя молибден - марганцевого состава с расплавленной медью наблюдается вытеснение медью межзернового вещества из молибденового каркаса. При температуре 900-1100°C медь взаимодействует с молибден - марганцевым составом, образуя с марганцем активный расплав, что приводит к образованию прочного соединения и повышению термостойкости металлизации керамики молибден - марганцевым составом с последующим напылением порошковой меди методом ХГН. Образование марганцем во взаимодействии с керамикой алюмо-марганцевой шпинели и меди с марганцем активного расплава позволило максимально снять напряжения, возникающие на границе керамика - металл, и тем самым обеспечить высокие значения прочности соединения к керамике нанесенного покрытия из комбинации слоя молибден - марганцевого состава и слоя порошкообразной меди, а также увеличить термомеханическую прочность и надежность соединения.
Исследования показали, что металлизация керамики согласно предложенному способу молибден - марганцевым составом с последующим напылением порошковой меди методом ХГН выдерживает без разрушения 100 циклов в режиме 20-600-20°C, что в 1,6 раза больше по сравнению с 60 циклами, выдержавшими керамикой, металлизированной по способу, изложенному в прототипе. Таким образом, предложенный способ металлизации керамики позволил увеличить термомеханическую прочность и обеспечить повышение надежности паяных соединений с нею элементов конструкций изделий силовой электроники.
Существенным преимуществом предложенного способа металлизации керамики является возможность повторных нагревов металлизированной керамики до температуры 800°C без потери адгезии и разрушения металлизационного покрытия. Это позволяет производить последующую многоступенчатую пайку на такой металлизированной керамике различных навесных элементов, как твердыми, так и мягкими припоями.
Выбранные толщины слоев молибден - марганцевого состава не более 30 мкм и меди более 300 мкм позволили обеспечить высокую теплопроводность и минимальное тепловое сопротивление.
Высокая теплопроводность и электропроводность описанной структуры металлизированной керамики позволили улучшить не только тепловые характеристики электронных силовых модулей, но и получить более высокие значения допустимой плотности тока и рассеиваемой мощности ППП.
Способ получения пористой структуры керамического материала
Способ напыления покрытия на изделие из натурального камня или из металлического материала и устройство для его осуществления
Устройство для стабилизации сегментов позвоночника
Поглотитель электромагнитных волн и радиопоглощающий материал для его изготовления
Устройство газодинамического нанесения покрытий на внутреннюю цилиндрическую поверхность изделий
Устройство газодинамического нанесения покрытий на внешние цилиндрические поверхности изделий
Способ получения медного покрытия на керамической поверхности газодинамическим напылением
Композиционный керамический материал
Шихта на основе оксида алюминия и способ получения прочной керамики
Способ получения керамического композитного материала на основе оксидов алюминия и циркония
Способ получения пористой структуры керамического материала
Способ напыления покрытия на изделие из натурального камня или из металлического материала и устройство для его осуществления
Устройство для стабилизации сегментов позвоночника
Поглотитель электромагнитных волн и радиопоглощающий материал для его изготовления
Устройство газодинамического нанесения покрытий на внутреннюю цилиндрическую поверхность изделий
Устройство газодинамического нанесения покрытий на внешние цилиндрические поверхности изделий
Способ получения медного покрытия на керамической поверхности газодинамическим напылением
Композиционный керамический материал
Шихта на основе оксида алюминия и способ получения прочной керамики
Способ получения керамического композитного материала на основе оксидов алюминия и циркония

