Результат интеллектуальной деятельности: ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ
Вид РИД
Изобретение
Изобретение относится к области зуборезных инструментов, а именно к червячно-модульным фрезам на основе эвольвентного червяка с положительными передними углами, и может быть использовано для нарезания зубчатых цилиндрических колес с повышенной точностью профиля рабочей стороны зубьев.
Известна червячно-модульная фреза на основе архимедового червяка с положительными передними углами, содержащая зубья с плоской передней поверхностью, параллельной оси фрезы, и прямолинейными режущими кромками [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (с.53)].
К причине, препятствующей достижению указанного ниже технического результата, относится то, что при любых положительных значениях передних углов точность профиля обеих сторон зубьев колеса меньше, чем при использовании червячно-модульной фрезы с передними углами, равными нулю, причем с увеличением значения передних углов точность профиля обеих сторон зубьев колеса (в том числе и рабочей стороны зубьев) снижается [см. Иноземцев Г.Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. - Саратов: Изд. Саратовского университета, 1961. - 224 с. (с.116-129)].
Наиболее близким по технической сущности к заявленному изобретению по совокупности признаков является червячно-модульная фреза на основе эвольвентного червяка с положительными передними углами, содержащая зубья с плоской передней поверхностью, параллельной оси фрезы, и прямолинейными режущими кромками и принятая за прототип [см. Иноземцев Г.Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. - Саратов: Изд. Саратовского университета, 1961. - 224 с. (с.116-129)].
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячно-модульной фрезы, принятой за прототип, относится то, что при положительных значениях передних углов точность профиля противоположных сторон зубьев колеса изменяется по-разному и зависит от значений передних углов фрезы [В.В. Демидов, Е.В. Гуськова, Ю.В. Полянсков Точность профиля зубьев колес, обработанных червячно-модульными фрезами с положительными передними углами // Технология машиностроения. 2011. №12. С.29-33].
Точность профиля тех сторон зубьев колеса, которые обработаны левой стороной зубьев правозаходных или правой стороной зубьев левозаходных червячно-модульных фрез, изменяется следующим образом (левая или правая стороны зубьев червячно-модульной фрезы определяются при виде на переднюю поверхность зубьев и вершине зубьев вверху): с увеличением передних углов с нуля до значений, определяемых по зависимости (1), точность профиля указанных сторон зубьев колеса повышается; при дальнейшем увеличении передних углов точность профиля указанных сторон зубьев колеса понижается. Значения передних углов фрезы, при которых точность профиля указанных сторон зубьев колеса максимальна:
где rb - радиус основного цилиндра эвольвентного червяка;
Ra - радиус вершин зубьев фрезы,
Точность профиля тех сторон зубьев колеса, которые обработаны правой стороной зубьев правозаходных или левой стороной зубьев левозаходных червячно-модульных фрез, с увеличением передних углов с нуля до больших значений монотонно понижается, причем существенно ниже точности профиля противоположных сторон зубьев колеса.
Для зубчатых колес, передающих вращение только одной стороной зубьев (рабочей стороной зубьев) [Каргин П.А. Зубчатые эвольвентные передачи с несимметричными профилями зубьев колес: применение, синтез, изготовление // Вестник машиностроения. 2009. №11. С.3-6], естественно в качестве рабочей стороны зубьев необходимо использовать те стороны, которые обработаны с большей точностью профиля, т.е. стороны зубьев колеса, которые обработаны левой стороной зубьев правозаходных или правой стороной зубьев левозаходных червячно-модульных фрез, причем для получения максимально возможной точности профиля рабочей стороны зубьев колеса передние углы фрез должны быть выполнены в соответствии с зависимостью (1).
Таким образом, назначая произвольно значения передних углов червячно-модульных фрез, нельзя обеспечить максимально возможную точность профиля рабочей стороны зубьев колеса. Возможно лишь случайное совпадение назначенной величины передних углов фрезы с оптимальным значением, определяемым по зависимости (1). Но даже при случайном совпадении назначенной величины передних углов фрезы с оптимальным значением при последующей переточке фрезы из-за наличия затылования ее зубьев изменится радиус вершин зубьев фрезы Ra и, следовательно, изменится оптимальное значение передних углов фрезы [см. зависимость (1)].
Сущность изобретения заключается в следующем. Из теории известно, что самые точные зубчатые колеса с эвольвентным профилем зубьев могут быть изготовлены червячно-модульной фрезой, спрофилированной на основе эвольвентного червяка [см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. - 2-е изд. доп. М.: Машиностроение, 2005. - 528 с. (С.319)]. Несовпадение профиля зубьев (профиля режущих кромок зубьев) червячно-модульной фрезы с соответствующей боковой поверхностью витков основного эвольвентного червяка приводит к снижению точности профиля соответствующей стороны зубьев колеса.
Эвольвентная винтовая поверхность червяка, на основе которого профилируется червячно-модульная фреза, образована вращением прямой линии, касательной к винтовой линии на основном цилиндре червяка. По этой причине в сечении эвольвентной винтовой поверхности червяка плоскостью, касательной к его основному цилиндру, на одной из боковых сторон витка червяка получается прямая линия, т.е. прямая режущая кромка зуба фрезы: у правозаходных фрез - на левой стороне зубьев фрезы, у левозаходных фрез - на правой стороне зубьев фрезы [см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. - 2-е изд. доп. М.: Машиностроение, 2005. - 528 с. (С.322 и рис.10.18, д, е)]. Выполнение режущей кромки зубьев червячно-модульной фрезы в виде прямой линии существенно упрощает контроль точности профиля этой стороны зубьев и повышает точность профиля рабочей стороны зубьев колеса.
Таким образом, для получения прямолинейной режущей кромки на одной из сторон зубьев фрезы, которая обрабатывает рабочую сторону зубьев колеса, необходимо переднюю поверхность зубьев фрезы выполнить в виде плоскости, касательной к основному цилиндру эвольвентного червяка, на основе которого профилируется данная червячно-модульная фреза. Плоскость передней поверхности зубьев фрезы будет касательной к основному цилиндру эвольвентного червяка только тогда, когда значения передних углов будут выполнены в соответствии с зависимостью:
 ,
,
где rb - радиус основного цилиндра эвольвентного червяка;
Ra - радиус вершин зубьев фрезы.
Только при выполнении этого условия обеспечивается достижение указанного технического результата.
Технический результат - повышение точности профиля рабочей стороны зубьев колеса.
Указанный технический результат при осуществлении изобретения достигается тем, что у известной червячно-модульной фрезы на основе эвольвентного червяка с положительными передними углами, содержащей зубья с плоской передней поверхностью, параллельной оси фрезы, и прямолинейными режущими кромками.
Особенность заключается в том, что передние углы выполнены в соответствии с зависимостью
 ,
,
где rb - радиус основного цилиндра эвольвентного червяка;
Ra - радиус вершин зубьев фрезы.
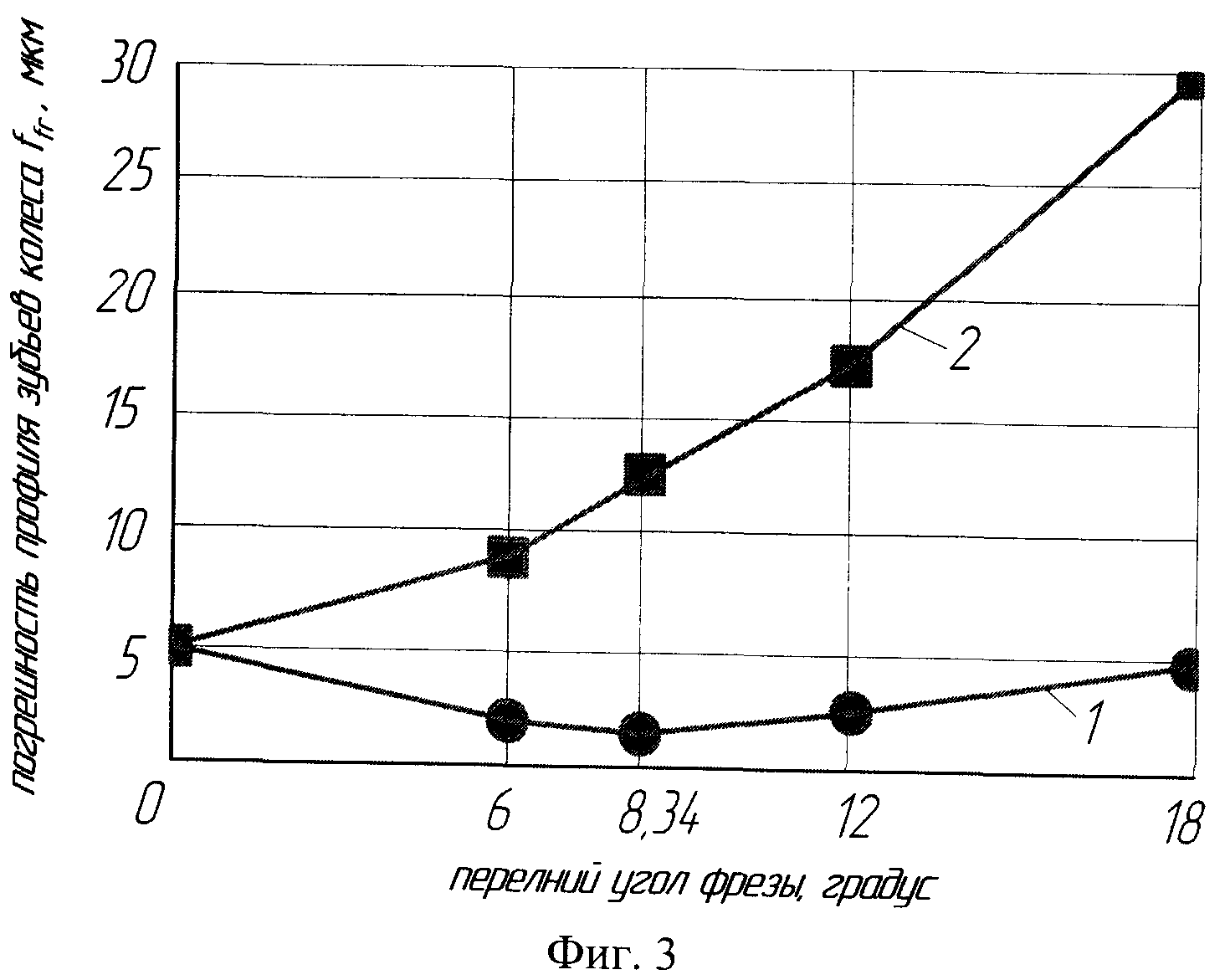
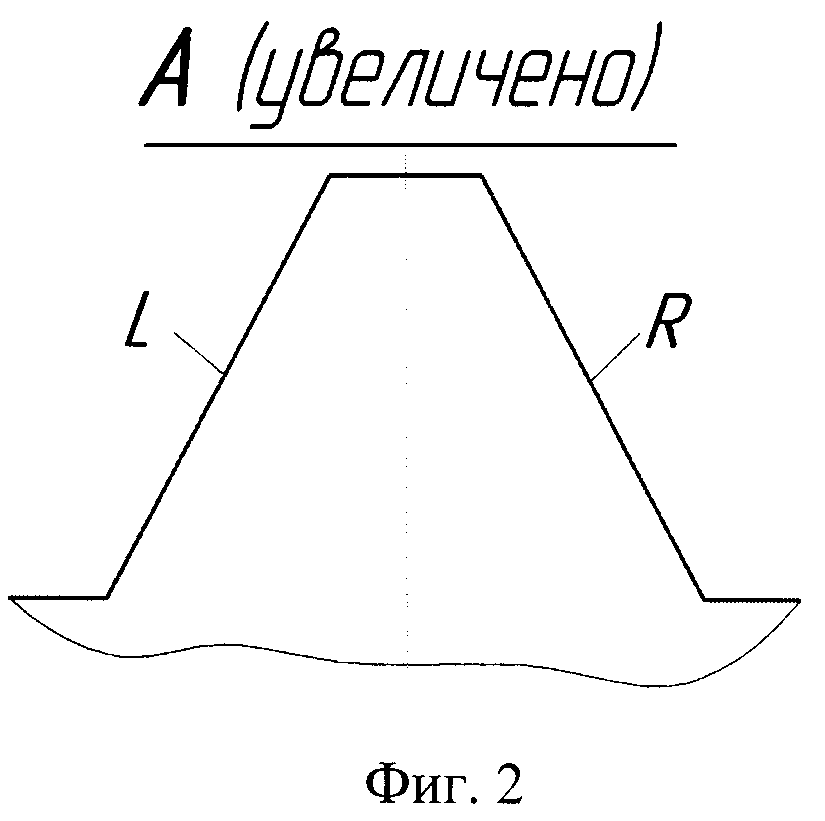
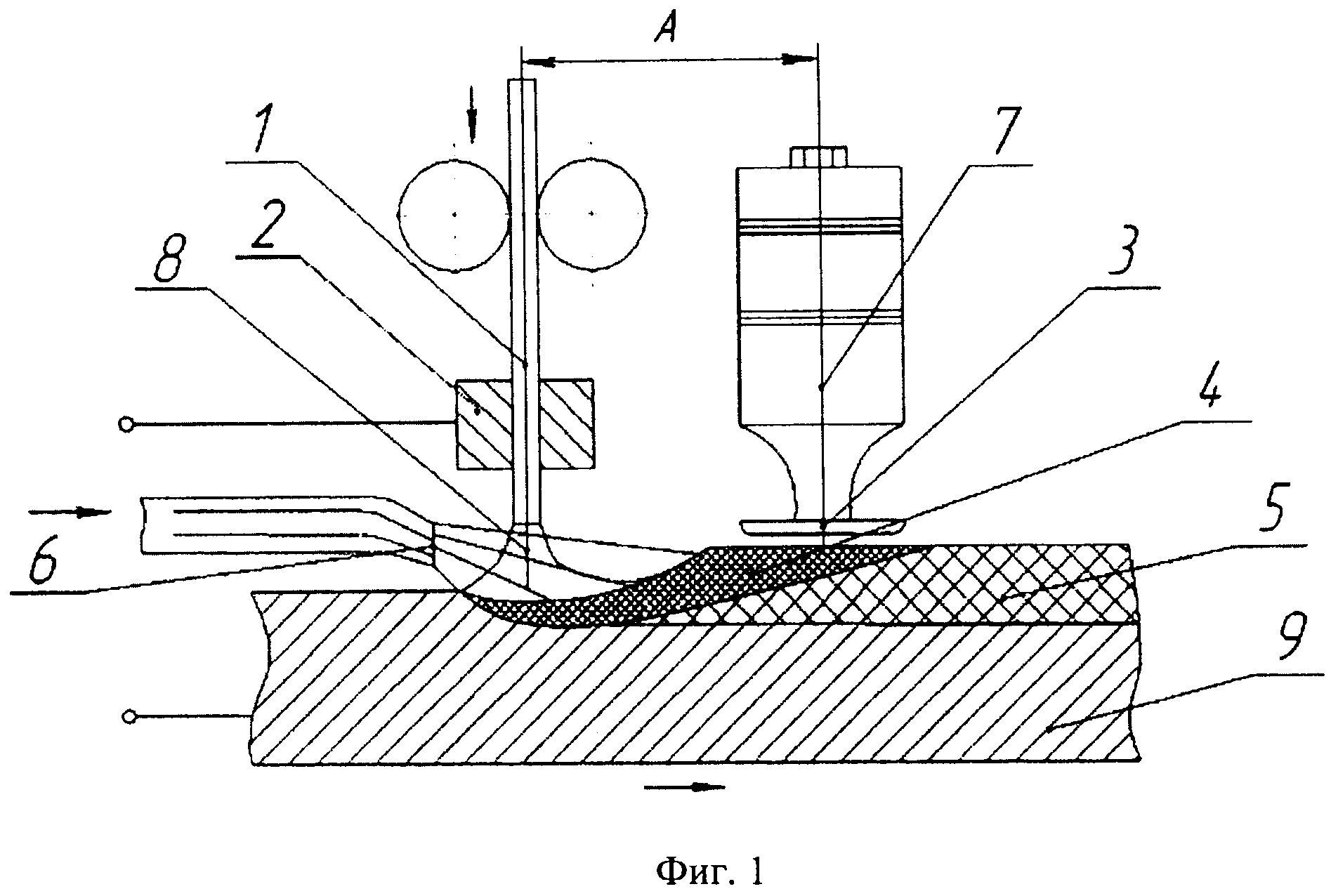
На чертежах представлено: на фиг.1 изображен профиль зубьев червячно-модульной фрезы в плоскости, перпендикулярной ее оси; на фиг.2 изображен профиль зубьев червячно-модульной фрезы в плоскости передней поверхности (вид А на фиг.1); на фиг.3 изображен график зависимости погрешности профиля ffr противоположных сторон зубьев колес, обработанных червячно-модульными фрезами на основе эвольвентного червяка с различными значениями положительных передних углов.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячно-модульная фреза на основе эвольвентного червяка с положительными передними углами γа содержит зубья с плоской передней поверхностью, параллельной оси фрезы О0 (фиг.1), и прямолинейными левой L и правой R режущими кромками (фиг.2). Плоскость передней поверхности зубьев фрезы является касательной к основному цилиндру эвольвентного червяка с радиусом rb. Радиус вершин зубьев фрезы равен Ra. Передние углы фрезы γа выполнены в соответствии с зависимостью, приведенной в формуле изобретения. Радиус основного цилиндра эвольвентного червяка rb определен по известной зависимости [см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В. Кирсанова. - 2-е изд. доп. М.: Машиностроение, 2005. - 528 с. (С.324)]:

где m - модуль зубчатого колеса;
i - число заходов витков основного эвольвентного червяка;
α0 - угол профиля исходного контура зубчатой рейки;
γm0 - угол подъема винтовой линии зубьев фрезы на делительном цилиндре в расчетном сечении.
Для правозаходной червячно-модульной фрезы прямолинейные левые L режущие кромки зубьев совпадают с поверхностью основного эвольвентного червяка (погрешность профилирования этих сторон зубьев фрезы равна нулю), а прямолинейные правые R режущие кромки зубьев не совпадают с поверхностью основного эвольвентного червяка (погрешность профилирования этих сторон зубьев фрезы не равна нулю).
Для левозаходной червячно-модульной фрезы прямолинейные правые R режущие кромки зубьев совпадают с поверхностью основного эвольвентного червяка (погрешность профилирования этих сторон зубьев фрезы равна нулю), а прямолинейные левые L режущие кромки зубьев не совпадают с поверхностью основного эвольвентного червяка (погрешность профилирования этих сторон зубьев фрезы не равна нулю).
Работа предлагаемой червячно-модульной фрезы осуществляется следующим образом.
При использовании правозаходной червячно-модульной фрезы рабочая сторона зубьев колеса обрабатывается левой стороной зубьев фрезы, а при использовании левозаходной червячно-модульной фрезы - правой стороной зубьев фрезы. При значениях передних углов фрезы, определяемых по зависимости, приведенной в формуле изобретения, обеспечивается наибольшая точность профиля рабочей стороны зубьев колеса (точность профиля противоположной стороны зубьев колеса существенно ниже).
Указанные выше теоретически обоснованные закономерности подтверждаются результатами исследований, проведенных методом имитационного компьютерного моделирования [Свидетельство №2008612202 РФ о государственной регистрации программы на ЭВМ. Подпрограмма для моделирования процесса зубофрезерования червячной фрезой в рабочей среде пакета Unigraphics NX4.0 / B.В. Демидов, А.В. Попович; УлГТУ. - 2008], по влиянию значения передних углов червячно-модульных фрез на точность профиля зубьев колеса. В частности, на фиг.3 приведена погрешность профиля ffr противоположных сторон зубьев колес, обработанных однозаходными червячно-модульными фрезами на основе эвольвентного червяка с различными значениями положительных передних углов, содержащими зубья с плоской передней поверхностью, параллельной оси фрезы, и прямолинейными режущими кромками: радиус вершин зубьев фрезы Ra=56 мм, модуль m=6 мм, количество стружечных канавок 14, угол профиля исходного контура зубчатой рейки 20°, количество зубьев прямозубого колеса 45, подача осевая встречная 1 мм/об, скорость резания 25 м/мин, радиус основного цилиндра эвольвентного червяка rb, равный 8,12 [определен по зависимости (2)], передние углы фрез γа=0; 8,34 (определен по зависимости, приведенной в формуле изобретения); 6; 12; 18°. На фиг.3 кривая Соответствует погрешности профиля ffr тех сторон зубьев колеса, которые обработаны левой стороной зубьев правозаходных или правой стороной зубьев левозаходных червячно-модульных фрез, а кривая 2 соответствует погрешности профиля ffr тех сторон зубьев колеса, которые обработаны правой стороной зубьев правозаходных или левой стороной зубьев левозаходных червячно-модульных фрез. Как видно из приведенных на фиг.3 графиков, погрешность профиля ffr противоположных сторон зубьев колеса существенно отличается как по характеру поведения, так и по величине; наименьшее значение ffr получено для рабочей стороны зубьев колеса при передних углах фрезы, выполненных в соответствии с зависимостью, приведенной в формуле изобретения.
Червячно-модульная фреза на основе эвольвентного червяка с положительными передними углами, содержащая зубья с плоской передней поверхностью, параллельной оси фрезы, и прямолинейными режущими кромками, отличающаяся тем, что плоскость передней поверхности зубьев фрезы расположена по касательной к основному цилиндру эвольвентного червяка, а величины передних углов определены по зависимости: где r - радиус основного цилиндра эвольвентного червяка;R - радиус вершин зубьев фрезы.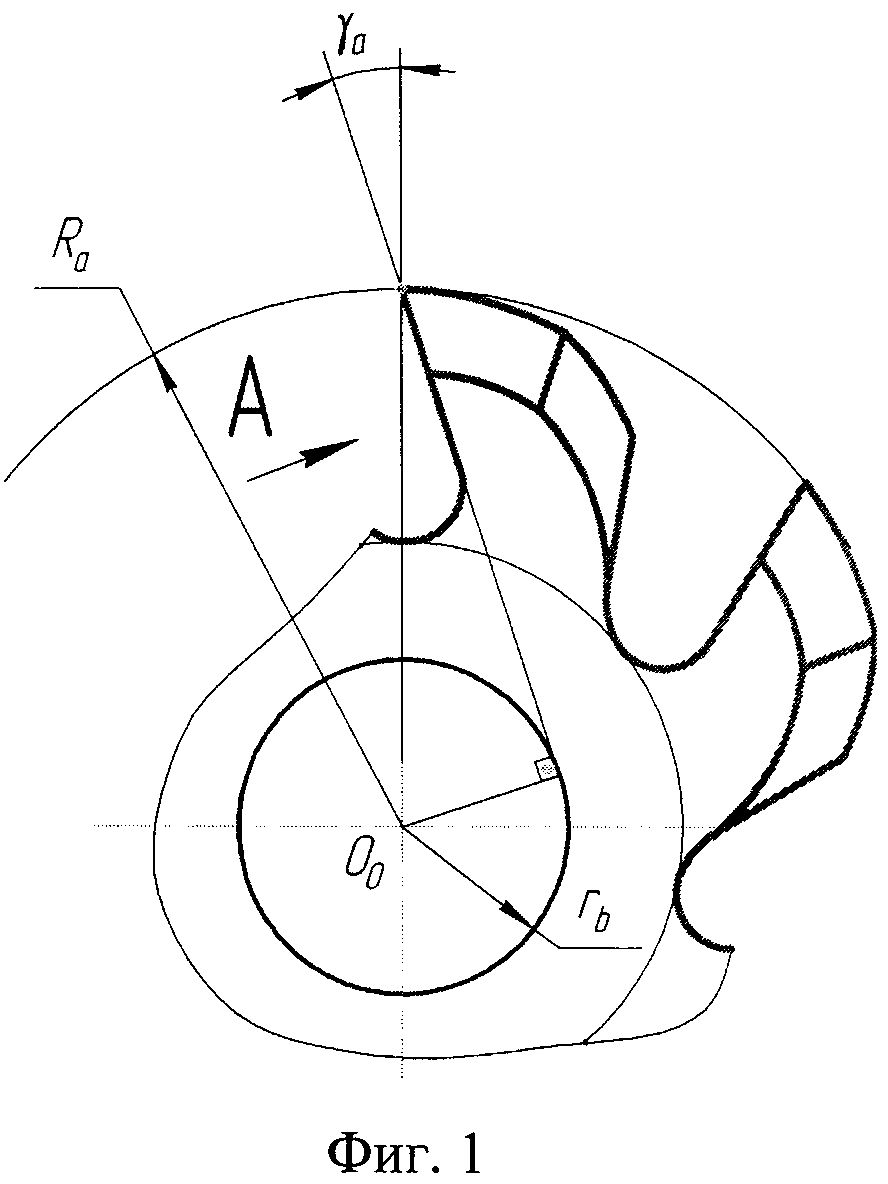
Логический модуль
Функциональный формирователь
Способ конвективной сушки керамических изделий с регенерацией сушильного агента в трубе газодинамической температурной стратификации
Способ работы тепловой электрической станции
Способ работы тепловой электрической станции
Способ работы тепловой электрической станции
Способ комбинированной обработки точением и поверхностным пластическим деформированием
Устройство для микроподачи заготовок при шлифовании
Шлифовальный круг
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей

