Результат интеллектуальной деятельности: СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ
Вид РИД
Изобретение
Заявленное изобретение относится к области автомобильной промышленности листоштамповочного производства для изготовления коробчатых деталей в плане квадратных небольшой высоты с отверстием в донной части.
Известен способ изготовления полых деталей, согласно которому осуществляют вытяжку тонколистовой заготовки в матрице с образованием гофров на кольцевом участке фланца и их расположением на радиусной кромке матрицы (а.с. 1611511 СССР, МКИ В21D 22/00 - БИ №45, 1990).
Недостатками указанного способа являются гофры, образующиеся по периферии фланца, при этом в процессе вытяжки ограничивается смещение фланца в вертикальном направлении.
Известен способ изготовления полых деталей с отверстием в донной части, согласно которому осуществляют последовательно первую основную и вторую заключительную стадии вытяжки, на первой из них вытяжку ведут от пневматических пружин, усилие прижима которых превышает усилие прижима подушки пресса на протяжении всего процесса вытяжки. После окончания второй заключительной стадии вытяжки производят калибровку вытянутого полуфабриката, при которой усилие калибровки передают через корпусы пневматических пружин (а.с. 959872 СССР, МКИ3 В21D 22/02 - БИ №35, 1982).
Недостатками указанного способа являются использование специализированного технологического оборудования для реализации процесса, ограниченная величина борта из-за возможного появления трещин по краю отверстия при малых радиусах диаметра отверстия при отбортовке. Это ограничивает использование отбортовки.
Известен также способ изготовления полых изделий с отверстием в донной части, согласно которому осуществляют штамповку, включающую вырубку плоской заготовки в донной части отверстием, размеры которого меньше размеров отверстия в донной части готового изделия, вытяжку и отбортовку (SU 1817720 A3, B21D 22/00, 23.05.1993). При этом формообразование боковых поверхностей изделия осуществляется поэтапно: за счет интенсивного деформирования фланцевой части полуфабриката (вытяжки) и донной части, примыкающей к отверстию (отбортовки).
Основной недостаток способа - низкий коэффициент использования металла при изготовлении рассматриваемых деталей, т.к. используемые в современном производстве способы формообразования, не в полной мере используют возможность расширения зоны деформирования при совмещении отбортовки с вытяжкой, что не позволяет рационально использовать металл и приводит к погрешностям формы заготовки и расположения поверхностей изделия.
Технический результат, достигаемый при использовании предложенного изобретения, заключается в повышении коэффициента использования металла и в снижении себестоимости штампованных изделий.
Отмеченный технический результат достигается за счет того, что включающий вырубку плоского листового полуфабриката с предварительно пробитым отверстием, размеры которого меньше размеров отверстия в донной части готовой детали, одновременное осуществление вытяжки и отбортовки листового полуфабриката с обеспечением пластического течения металла с периферийной фланцевой части плоского листового полуфабриката и деформирования внутренней части до достижения предельно допустимой деформации на кромке отверстия, обрезку припуска по контуру отверстия и упрочненного материала краевой части листового полуфабриката, что повышает величину предельно допустимого коэффициента отбортовки за один переход. Предельные возможности формообразования, сократить трудозатраты на изготовление детали и уменьшить расход листового материала на 5-15%.
Изобретение иллюстрируется следующим чертежом. На приведенной схеме совмещенной операции «вытяжки - отбортовки», где материальные частицы в очаге деформации находятся в условиях, характерных для нескольких операций, показан пример реализации заявленного способа изготовления деталей коробчатой формы в плане квадратной с отверстием в донной части, подтверждающий возможность применения в автомобильной промышленности.
Способ осуществляют следующим образом. Первоначально вырубают плоский листовой полуфабрикат 1 с предварительно пробитым отверстием 2, размеры которого меньше размеров отверстия 3 в донной части готового изделия. Полученный плоский листовой полуфабрикат 1 с припуском по контуру устанавливают на матрицу 4. Затем за счет пластического течения металла с периферийной фланцевой части плоского листового полуфабриката 1 и интенсивного деформирования внутренней части, примыкающей к отверстию 3, производят одновременно совмещенную «вытяжку - отбортовку» до достижения предельно допустимой деформации на кромке отверстия 3 и обрезку припуска 5 по контуру и упрочненного материала краевой части листового полуфабриката 1, примыкающего к отверстию 3, при получении готового изделия. С целью исключения течения металла из фланцевой части плоского листового полуфабриката используют прижим 6. Для фиксации донной части плоского листового полуфабриката можно использовать контр-прижим для предотвращения их пластического деформирования.
Способ формообразования коробчатых в плане квадратных деталей с отверстием в донной части, включающий вырубку плоского листового полуфабриката с предварительно пробитым отверстием, размеры которого меньше размеров отверстия в донной части готовой детали, одновременное осуществление вытяжки и отбортовки листового полуфабриката с обеспечением пластического течения металла с периферийной фланцевой части плоского листового полуфабриката и деформирования внутренней части до достижения предельно допустимой деформации на кромке отверстия, обрезку припуска по контуру отверстия и упрочненного материала краевой части листового полуфабриката.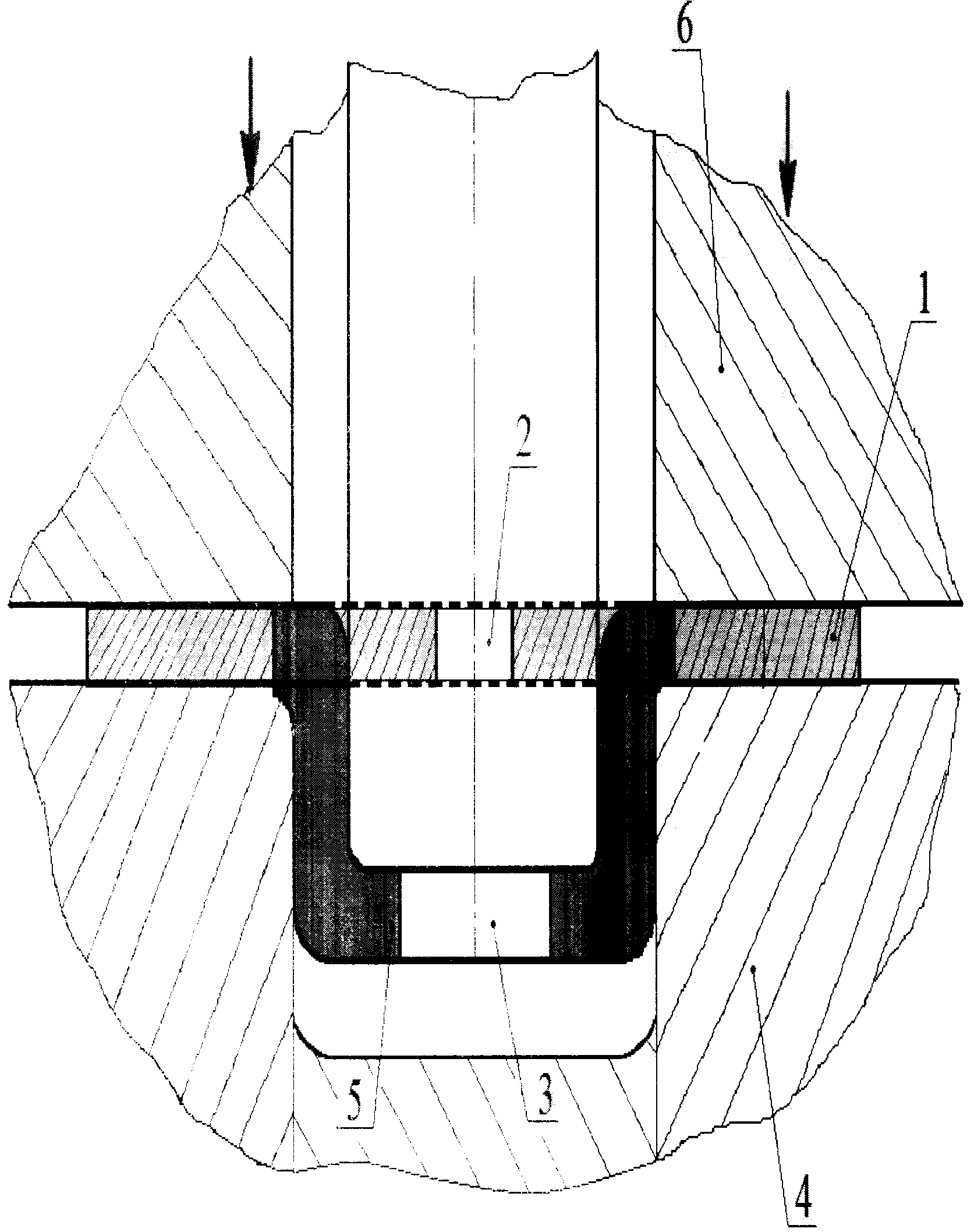
Способ теплоснабжения
Система обеспечения микроклимата
Способ определения адгезии золотистого стафилококка
Воздушная линия электропередачи
Устройство для удаления гололедных отложений с проводов
Устройство для автоматического механического удаления сосулек
Карниз крыши здания
Импульсный селектор
Способ торможения роста усталостных трещин в толстолистовом материале
Обтяжной пуансон, минимизирующий усилие, затраченное на растяжение образца в процессе гибки с растяжением по рабочей части обтяжного пуансона

