Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при прокатке сортовых профилей из труднодеформируемых сталей для изделий ответственного назначения.
Известен способ производства проката, включающий получение непрерывно литых заготовок, нагрев заготовок до температуры аустенитизации 1150-1280°C, черновую прокатку с суммарной степенью обжатия 40-92%, и чистовую прокатку с суммарной степенью обжатия 50-70% и температурой конца прокатки 680-1050°C [1].
Недостатки известного способа состоят в том, что он не обеспечивает высокого качества профилей из труднодеформируемых сталей, следствием чего является снижение выхода годного.
Наиболее близким аналогом к предлагаемому изобретению является способ производства сортовых профилей, включающий нагрев, непрерывно литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированной суммарной вытяжкой от 4 до не менее 15 (в зависимости от группы стали) и температурой конца прокатки 860-1000°C [2].
Недостатки известного способа состоят в низком качестве сортовых профилей из труднодеформируемых сталей, что проявляется в виде трещин, разрывов, невыполнений профиля. В результате снижается выход годного.
Техническая задача предлагаемого изобретения состоит в повышении качества и выхода годных профилей из труднодеформируемых сталей.
Для решения поставленной технической задачи в известном способе прокатки сортовых профилей из труднодеформируемых сталей, включающем нагрев непрерывно литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированными суммарной вытяжкой и температурой конца прокатки, согласно изобретению, прокатку в черновых проходах ведут в температурном диапазоне от 1140-1290°C до 1000-1100°C с суммарной вытяжкой λ=2,2-8,4 при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6.
На фигуре 1 в качестве примера изображена схема преобразования поперечного профиля заготовки в системе калибровки «квадрат»-«овал». Заготовка квадратного сечения изображена пунктирной линией. На фигуре 2 показана эпюра распределения относительных обжатий е по ширине В овального калибра при обжатии по схеме на фиг.1.
Сущность изобретения состоит в следующем. Непрерывно литая заготовка из труднодеформируемой стали структурно состоит из крупных кристаллитов и характеризуется низкой технологической пластичностью. Для подавления негативного влияния литой структуры на качество готовых сортовых профилей необходимо увеличивать вытяжку в черновых проходах. Однако увеличение вытяжек приводит к появлению трещин и поперечных разрывов в прокатываемом металле, имеющего низкую технологическую пластичность.
В процессе экспериментов были определены условия деформирования в черновых проходах заготовок из труднодеформируемых непрерывно литых сталей, при которых одновременно обеспечивалось как разрушение кристаллитов и диспергирование микроструктурных составляющих, так и исключалось образования трещин и разрывов в металле. Установлено, что в температурном интервале от 1140-1290°C до 1000-1100°C при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6, за счет появления дополнительной сдвиговой компоненты деформации регламентированной величины интенсифицируется механическое измельчение кристаллитов без необходимости увеличения вытяжки, приводящей к появлению дефектов. В то же время, при указанном деформационно-термическом воздействии в стали протекают процессы динамической и статической рекристаллизации деформированных аустенитных зерен. Границы рекристаллизованных зерен сохраняют высокую прочность и не подвержены образованию зародышевых трещин и разрывов. Чередующаяся по черновым проходам многоцикловое деформационно-термическое воздействие со сдвиговыми компонентами деформации обеспечивает последовательное диспергирование и гомогенизацию исходной микроструктуры. В результате после достижения при черновых проходах суммарной вытяжки λ=2,2-8,4 труднодеформируемая сталь приобретает повышенную технологическую пластичность. Благодаря этому имеет место повышение качества и выхода годных профилей.
Экспериментально установлено, что если температура начала черновой прокатки Тн будет выше 1290°C, то это не исключает окисления межкристаллитных границ литой труднодеформируемой стали. Это приводит к образованию трещин и разрывов при прокатке. При температуре Тн ниже 1140°C в стали сохраняются нерастворенные в аустените крупные неметаллические включения, что снижает ее пластичность и механические свойства сортовых профилей.
При температуре окончания черновых проходов Ткч ниже 1000°C труднодеформируемая сталь имеет низкую технологическую пластичность, что приводит к невыполнению профиля в калибрах. Повышение Ткч более 1100°C способствует увеличению разнобалльности микроструктуры, снижению комплекса механических свойств сортовых профилей.
Если суммарная вытяжка λ после черновых проходов будет менее 2,2, то в микроструктуре стали готовых профилей сохранятся фрагменты литых кристаллитов, произойдет ухудшение их качества. При λ более 8,4 не исключается появление на заготовке трещин и разрывов.
В случаях, когда соотношение величин максимальных εmax и минимальных εmin относительных обжатий в калибре будет менее 1,2, сдвиговые деформации не достаточны для разрушения фрагментов кристаллитов. При отношении εmax к εmin более 1,6, неравномерность деформации в калибре приведет к образованию трещин и разрывов заготовки, снижению качества и выхода годного.
Примеры реализации способа
Непрерывно литую заготовку квадратного сечения 150×150 мм из труднодеформируемой жаропрочной стали марки 40X10C2M (ГОСТ 5945-95) нагревают в методической печи с газовым отоплением до температуры аустенитизации Тн=1215°C и выдают на печной рольганг сортопрокатного стана 350. Затем нагретую заготовку транспортируют к черновой 5-клетевой группе осуществляют ее многократное обжатие в валках с системой калибров «квадрат»-«овал» (Фиг.1) с суммарной вытяжкой λ=5,3. В каждом из овальных и квадратных калибров заготовку прокатывают с переменным обжатием ε по ширине В калибра. Величина максимального обжатия в калибре составляет εmax=14%, а минимального εmin=10%. При этом соотношение максимального и минимального относительных обжатий заготовки равно:
εmax:εmin=1,4
Требуемые значения εmax и εmin задают глубиной врезов ручьев на валках, образующих калибр.
Переменная величина обжатия λ, по ширине B калибра обеспечивает рост сдвиговой компоненты пластической деформации заготовки, которая способствует механической проработке литой структуры, измельчению и гомогенизации структурных составляющих.
Черновую прокатку завершают при температуре Ткч=1050°C. В температурном диапазоне черновой прокатки от Тн=1215°C до Ткч=1050°C за счет измельчения микроструктуры от действия сдвиговой деформации и управляемой рекристаллизации обеспечивается повышение технологической пластичности труднодеформируемой жаропрочной стали, исключается образование трещин и разрывов, достигается выполнение заданного профиля.
После завершения черновой прокатки полученную полосу овального сечения задают в чистовую группу клетей, в которых обжимают в системе калибров «овал»-«круг» в полосу круглого поперечного сечения диаметром 20 мм.
Готовая полоса характеризуется высокой точностью размеров, отсутствием дефектов в виде трещин и закатов, высокими механическими свойствами, обусловленными мелкозернистой гомогенной микроструктурой трудно-деформируемой стали. В результате достигается повышение выхода годного до величины Y=99,6%.
Варианты реализации предложенного способа прокатки профилей из труднодеформируемых сталей и показатели их эффективности приведены в таблице.
|
Сортовые профили, не удовлетворяющие по механическим свойствам требованиям, предъявляемым к жаропрочной стали марки 40X10C2M, используют для изделий менее ответственного назначения.
Из данных, представленных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение качества и выхода годных профилей из труднодеформируемых сталей. При запредельных значениях заявленных параметров (варианты №1 и №5), а также в способе-прототипе (вариант №6) имеет место снижение качества и выхода годного.
Технико-экономические преимущества предложенного способа состоят в том, что реализация предложенных деформационно-термических режимов с применением экспериментально определенных значений неравномерности обжатия по ширине калибра, способствует появлению дополнительных регламентированных сдвиговых деформаций, улучшающих проработку литой структуры стали, что повышает качество сортовых профилей из труднодеформируемых сталей и выход годного. Побочным эффектом является расширение сортамента прокатываемых профилей из непрерывно литых заготовок в сторону увеличения площади поперечного сечения готовых профилей.
В качестве базового объекта принят известный способ [2]. Использование предложенного способа обеспечит повышение рентабельности производства сортовых профилей ответственного назначения на 15-20%.
Литературные источники
1. Патент РФ №2041962, МПК B21B 1/46, 1995;
2. Патент РФ №2243834, МПК B21B 1/46, 2005.
Способ прокатки сортовых профилей из труднодеформируемых сталей, включающий нагрев непрерывно-литой заготовки до температуры аустенитизации, многопроходное обжатие в валках с калибрами при черновых и чистовых проходах с регламентированными суммарной вытяжкой и температурой конца прокатки, отличающийся тем, что прокатку в черновых проходах ведут в температурном диапазоне от 1140-1290°С до 1000-1100°С с суммарной вытяжкой 2,2-8,4 при соотношении величин максимального и минимального относительных обжатий заготовки в каждом из проходов, составляющем не менее 1,2 и не более 1,6.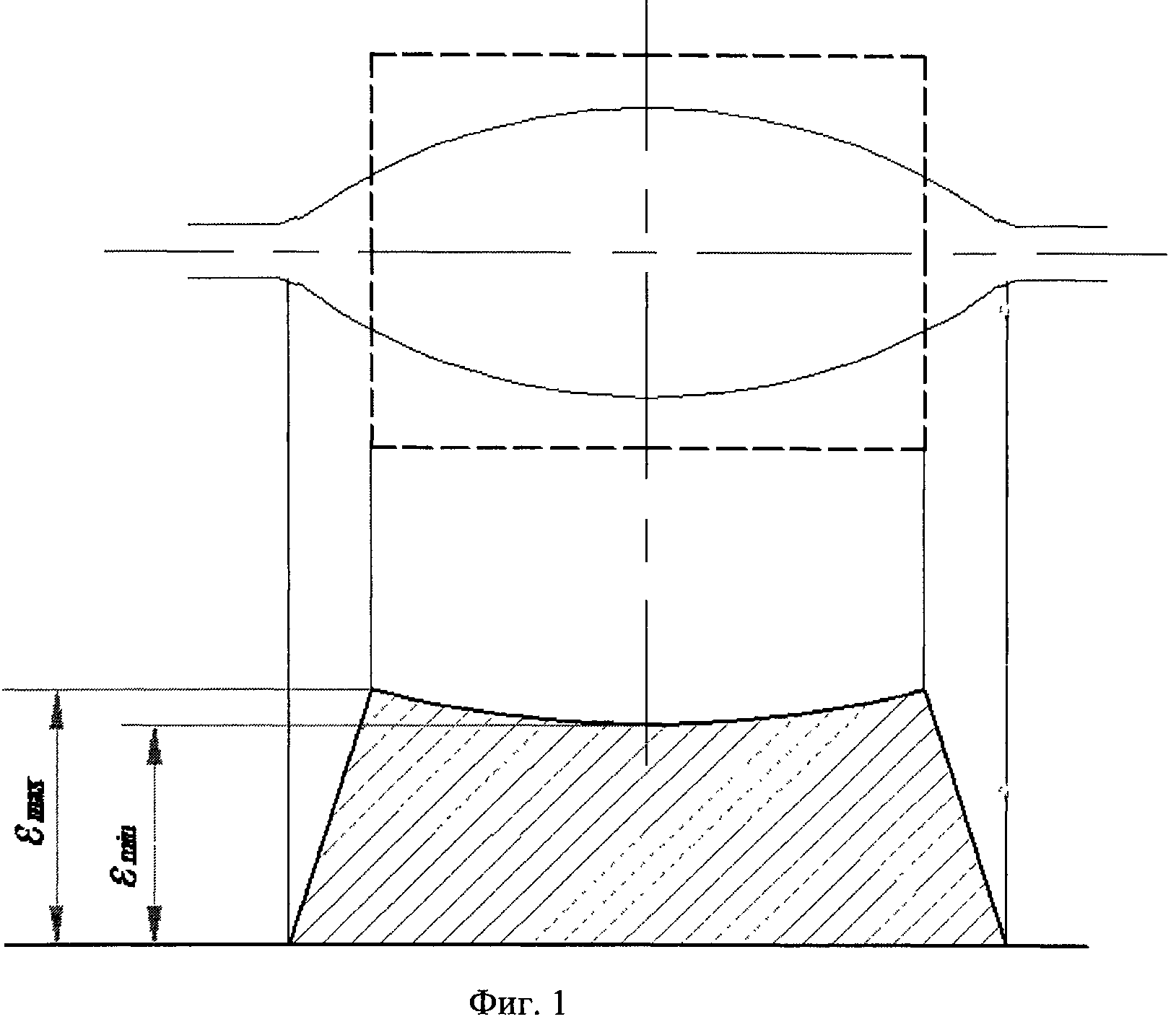
Способ дрессировки стальных отожженных полос
Способ эксплуатации валков листопрокатного стана
Способ производства броневых листов
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ производства тонкой горячекатаной листовой стали
Способ производства холоднокатаной листовой стали
Способ производства толстолистовой стали
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ производства броневых листов
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ производства тонкой горячекатаной листовой стали
Способ производства холоднокатаной листовой стали
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ прокатки металлических полос
Способ производства штрипсов
Способ производства листовой стали

