Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к производству проката на толстолистовых одноклетьевых реверсивных станах горячей прокатки.
При толстолистовой горячей прокатке происходит переход металла с боковых и торцевых граней непрерывнолитого сляба на широкие поверхности листа. Поскольку ребровые зоны сляба имеют более низкую температуру, то процесс перехода металла на широкие грани раската сопровождается образованием трещин и разрывов. После прокатки трещины расположены по кромкам листа на участках шириной, соответствующей ширине полосок перехода. В результате увеличивается норма обрези боковых кромок и, соответственно, возрастает расходный коэффициент.
Известен способ листовой прокатки (см. патент РФ №2232062), согласно которому для повышения качества готовой полосы за счет снижения числа и глубины поверхностных дефектов на ее краях используют прокатный стан, содержащий несколько универсальных черновых клетей с горизонтальными и вертикальными валками на участке черновой группы, причем каждый прокатный валок содержит цилиндрическую бочку, шейку и треф, при этом на рабочей поверхности цилиндрической бочки одной или нескольких пар вертикальных валков первых универсальных черновых клетей выполняют две или более кольцевые проточки глубиной 0,01-0,05 диаметра цилиндрической бочки валка, шириной по дну каждой проточки 0,01-0,05 длины цилиндрической бочки валка, с наклоном боковых стенок каждой проточки под углом 30-50° к оси валка, причем проточки располагают вдоль оси валка с шагом 0,1-0,3 длины цилиндрической бочки валка. Реализация данного способа позволяет уменьшить переход металла с боковых граней сляба на широкие поверхности листа.
К недостаткам известного способа относится то, что полосы, полученные в соответствии с данным способом, характеризуются наличием значительного числа поверхностных дефектов, расположенных преимущественно вблизи их боковых кромок, что негативно сказывается на качестве продукции. Это связано с тем, что, во-первых, использование вертикальных валков с кольцевыми проточками не позволяет предотвратить возможное попадание одной из проточек валка на верхний край боковой грани при изменении толщины сляба. В этом случае происходит мгновенное захолаживание формуемого данной проточкой ребра, сопровождающееся его отслоением от поверхности прокатываемой заготовки и образованием дефектов «усы», закатываемых в поверхность раската при его обжатии в последующих клетях черновой группы. Во-вторых, при последовательных обжатиях по ширине и толщине непрерывнолитого сляба происходит перетекание содержащих дефекты поверхностных слоев металла с боковых граней заготовки на ее верхнюю и нижнюю грани в зоне боковых кромок.
Известен также способ (см. патент РФ №1024127), согласно которому повышение качества поверхности листов за счет снижения поверхностных дефектов обеспечивается тем, что согласно изобретению, включающему нагрев слябов до 1100-1300°С, последующее их подстуживание при прокатке в клетях черновой и чистовой группы, подстуживание слябов начинают перед задачей в первую клеть черновой группы со скоростью охлаждения 50-200°С/сек, охлаждая поверхностные слои сляба на глубину 0,01-3,0% его толщины до достижения в них среднемассовой температуры в интервале 1000-1200°С. Это позволяет создать условия неравномерной высотной деформации слябов, способствующей завариванию несплошностей структуры приповерхностных слоев листового металла, а именно при снижении абсолютных вытяжек приповерхностных слоев относительно вытяжки центральных слоев улучшается прорабатываемость металла по сечению за счет благоприятной схемы напряженного состояния. Применение предлагаемого способа позволяет в процессе прокатки устранять внутренние несплошности структуры сляба за счет неравномерной деформации по сечению (толщине) в очаге деформаций.
Недостатком известного способа является то, что прокатка заготовки с температурным градиентом по толщине приводит к образованию наклона боковых и торцевых граней раската, в результате чего увеличивается переход металла на широкие поверхности. При этом из-за подстуживания поверхности и, в особенности, ребер заготовки, увеличивается образование трещин при переходе металла с боковых и торцевых граней на широкие поверхности.
Наиболее близким по технической сущности является способ (см. патент РФ №1696016), согласно которому для повышения качества металла путем исключения дефекта «рваная кромка» после разбивки ширины и кантовки на 90° производят проглаживание раската в горизонтальных валках, а прокатку в вертикальных валках ведут с суммарным обжатием, определяемым из расчетной формулы.
В известном способе прокатки толстых листов с катаной кромкой эффект устранения боковой обрезки, вследствие исключения нарушения сплошности боковых граней раската, достигается за счет формирования в первых после разбивки ширины проходах в вертикальных валках боковых граней прямоугольной формы. Способ позволяет предотвратить трещинообразование боковых граней и снизить расход металла с боковой обрезью.
К недостаткам известного способа относится то, что в нем не учитывается влияние степени деформации при прокатке в горизонтальных валках и коэффициента суммарной вытяжки при разбивке ширины на переход металла с боковых и торцевых граней заготовки на широкие поверхности листа.
Технический результат изобретения - уменьшение боковой обрези при производстве толстых листов за счет значительного снижения образования прикромочных трещин.
Указанный технический результат достигается тем, что в способе прокатки толстых листов на реверсивном стане, включающем разбивку ширины, кантовку, прокатку в горизонтальных и вертикальных валках, согласно изобретению, прокатку проводят в горизонтальных валках в интервале толщин 300-80 мм с относительными обжатиями при соблюдении следующего соотношения:
 ,
,
где R - радиус рабочих валков, мм;
H - толщина листа перед обжатием, мм;
ε - относительное обжатие за проход, %;
при этом допустимый коэффициент суммарной вытяжки при разбивке ширины находится в диапазоне:
1,0<µ≤[0,0125(80+0,5h)k],
где µ=b/B - коэффициент суммарной вытяжки при разбивке ширины;
В - ширина листа до разбивки ширины, мм;
b - ширина листа после разбивки ширины, мм;
h - конечная толщина листа, мм;
k - коэффициент влияния начальной толщины сляба.
Приведенные зависимости - эмпирические и получены в результате обработки опытных данных производства толстых листов на стане «5000» горячей прокатки ОАО «Магнитогорский металлургический комбинат».
Образование и смещение трещин от кромок листов при толстолистовой прокатке происходит в результате перехода металла с боковых и торцевых граней заготовки на широкие поверхности листа. После прокатки дефекты расположены в прикромочной зоне на участках, соответствующих ширине полосок перехода. Ширина полосок перехода зависит от деформационных параметров прокатки.
В случае выполнения вышеописанных соотношений, боковые и торцевые поверхности раската приобретают вогнутость (см. фиг.1), в результате этого снижается переход металла с боковых и торцевых граней сляба на широкие поверхности листа и, как следствие, уменьшается вероятность образования и смешения трешин от кромок.
Коэффициент вытяжки при разбивке ширины минимизируется, поскольку ширина полосок перехода увеличивается прямо пропорционально данному коэффициенту.
Если же при обжатии раската соотношение  , то это приводит к неудовлетворительной деформационной проработке раската по толщине, ухудшению микроструктуры по толщине листа и, как следствие, снижению уровня механических свойств готового проката.
, то это приводит к неудовлетворительной деформационной проработке раската по толщине, ухудшению микроструктуры по толщине листа и, как следствие, снижению уровня механических свойств готового проката.
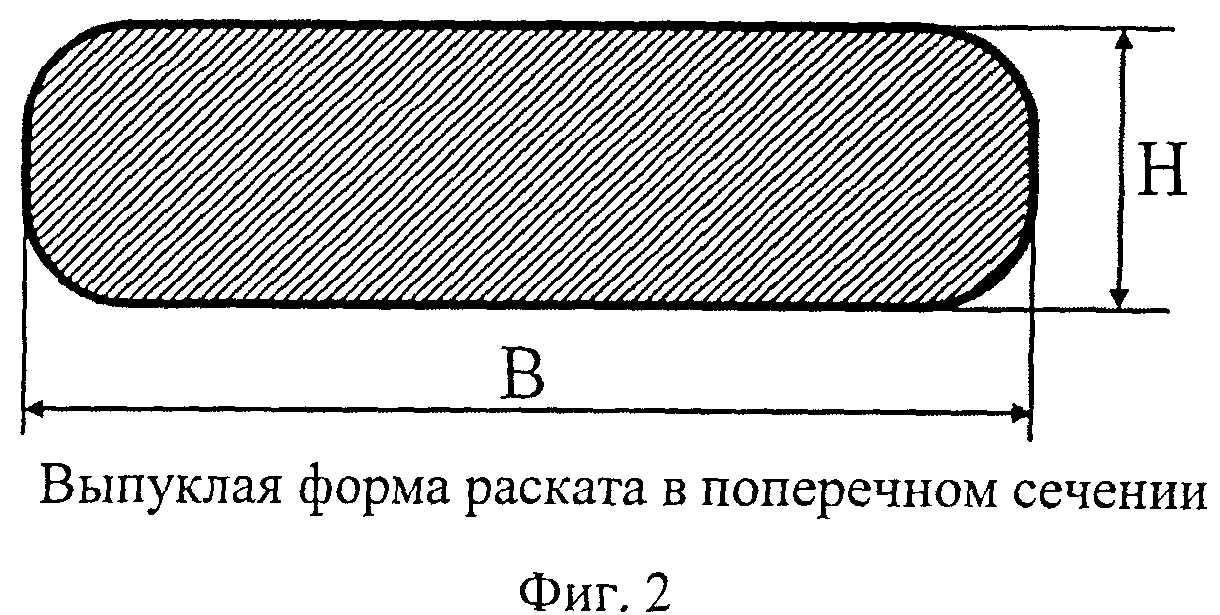
Если при обжатии раската соотношение  , то боковые и торцевые поверхности раската приобретают выпуклость (см. фиг.2), в результате этого увеличивается переход металла с боковых и торцевых граней сляба на широкие поверхности листа и, как следствие, возрастает вероятность образования и смещения трещин от кромок.
, то боковые и торцевые поверхности раската приобретают выпуклость (см. фиг.2), в результате этого увеличивается переход металла с боковых и торцевых граней сляба на широкие поверхности листа и, как следствие, возрастает вероятность образования и смещения трещин от кромок.
Т.к. ширина полосок перехода увеличивается прямо пропорционально этому коэффициенту вытяжки µ, то в случае, если при разбивке ширины коэффициент суммарной вытяжки µ>[0,0125(80+0,5h)k], то трещины смещаются на значительное расстояние от кромок листа, а это увеличивает норму обрези, причем k=1,0 при толщине сляба более 200 мм; k=1,1 при толщине сляба менее 200 мм.
Если при разбивке ширины коэффициент суммарной вытяжки µ≤1, то увеличивается разноширинность листа и, соответственно, боковая обрезь также возрастает.
Пример осуществления способа.
Непрерывнолитую заготовку сечением 300×2600 мм из стали марки 09Г2С нагревают в методической печи до температуры 1200°С, затем на одноклетьевом реверсивном толстолистовом стане с диаметром рабочих валков 1200 мм осуществляют реверсивную прокатку заготовки до сечения конечных размеров 40×3050 мм в соответствии с технологическими параметрами (см. табл.1, табл.2).
В интервале толщин раската 80-300 мм относительные обжатия по проходам выбираются таким образом, чтобы выполнялось соотношение  (см. табл.1).
(см. табл.1).
Определяется коэффициент вытяжки при разбивке ширины:
µ=b/B=3050/2600=1,173.
Проверяется выполнение соотношения:
1,0<µ≤[0,0125(80+0,5h)k],
[0,0125(80+0,5h)k]=0,0125×(80+0,5×40)×1,0=1,25.
Условие 1,0<µ≤[0,0125(80+0,5h)k] выполняется.
Варианты производства толстых листов, по которым, в соответствии с заявляемым способом и по прототипам, осуществлялась прокатка на стане 5000 ОАО «ММК», представлены в таблице 3. Соблюдение технологии прокатки толстых листов на реверсивных станах в соответствии с предлагаемым способом обеспечивает снижение смещения трещин от кромок листов и, следовательно, снижает расходный коэффициент и норму боковой обрези.
На основании вышеизложенного, можно сделать вывод о том, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипах.
Заявляемый способ может найти широкое применение на толстолистовых реверсивных станах горячей прокатки, а значит, соответствует условию патентоспособности «промышленная применимость».
|
|
|
 мм
мм (толщина раската в диапазоне 300-80 мм)
(толщина раската в диапазоне 300-80 мм)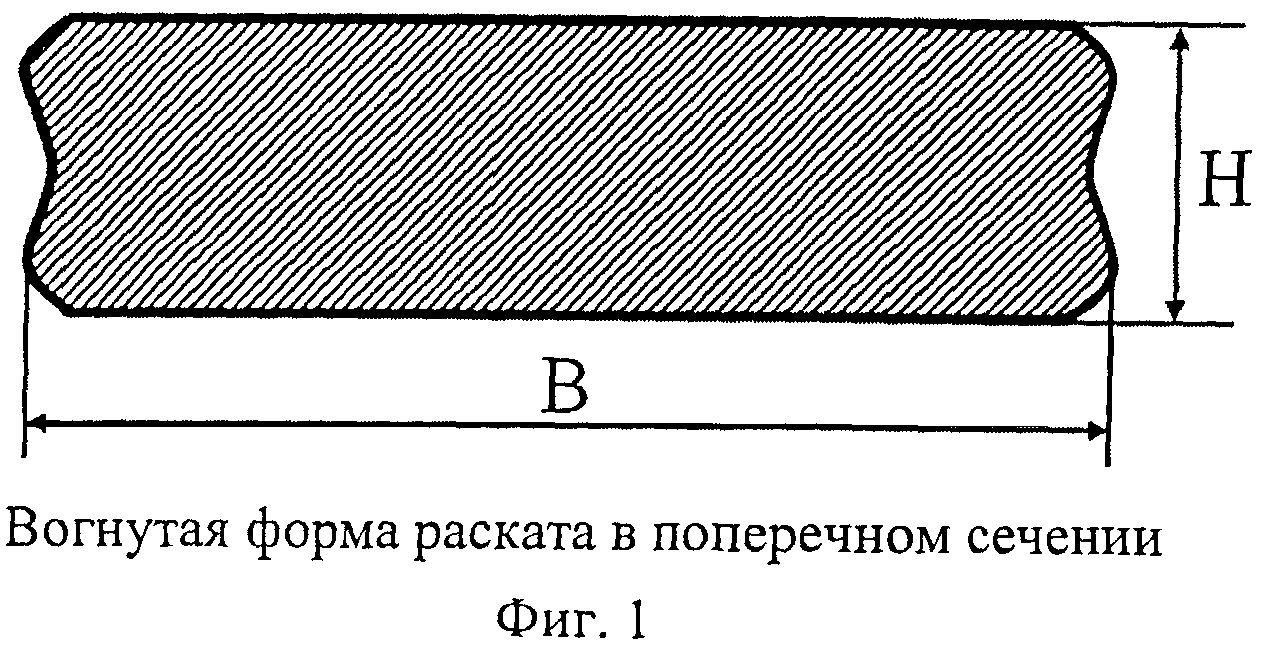

Листовой профиль с продольными ребрами жесткости
Способ выплавки стали в кислородном конвертере
Способ тонколистовой прокатки алюминиевых сплавов
Способ холодной прокатки металлических профилей
Способ прокатки металлических листов
Способ тонколистовой прокатки алюминиевых сплавов
Способ прокатки деталей с криволинейной поверхностью
Способ прокатки деталей с криволинейной поверхностью
Способ производства холоднокатаной стальной ленты
Способ микролегирования стали азотом
Листовой профиль с продольными ребрами жесткости
Способ выплавки стали в кислородном конвертере
Способ тонколистовой прокатки алюминиевых сплавов
Способ холодной прокатки металлических профилей
Способ прокатки металлических листов
Способ тонколистовой прокатки алюминиевых сплавов
Способ прокатки деталей с криволинейной поверхностью
Способ прокатки деталей с криволинейной поверхностью
Способ выплавки стали в кислородном конвертере
Полупродукт для сталеплавильного производства

