Результат интеллектуальной деятельности: КАНТОВАТЕЛЬ ПРЯМОУГОЛЬНОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к области прокатного производства, а точнее к кантователю прямоугольного проката и наиболее эффективно может быть использовано при кантовании в линии рольганга прямоугольного проката и труб прямоугольного профиля с отношением высоты и ширины более чем 1:3 и длиной до 12 метров.
Известен кантователь прямоугольного проката, см. а.с. СССР №545520, кл. В65В 27/00, заявл. 24.12.75 г., опубл. 05.02.77 г.
Известный кантователь содержит раму, поворотный кантующий сегмент, установленный на опорных катках с возможностью поворота в вертикальной плоскости. На наружной поверхности кантователя смонтирован шток силового цилиндра для его поворота, а опорные катки установлены на кронштейне, закрепленном на штоке силового цилиндра.
Недостатком известной конструкции кантователя являются ограниченные технологические возможности, так как он не может кантовать прямоугольный прокат с большим отношением высоты к ширине (более, чем 1:3) и неустойчиво стоящим на узкой грани. Такие изделия при кантовке будут опрокидываться и падать, что приводит к порче поверхности проката и поворотного кантующего сегмента, при этом штоки силовых цилиндров, жестко связанных с кронштейнами, воспринимают ударные нагрузки и могут сломаться, что отрицательно сказывается на надежности конструкции кантователя.
Следующим недостатком является то, что при кантовке прямоугольного проката, оси окантованного проката смещаются, не совпадают с осью рольганга, с которого они поднимаются для кантовки, и требуются дополнительные операции для перемещения кантуемого проката на ось рольганга. Это также ограничивает технологические возможности кантователя.
Недостатком известной конструкции кантователя являются недостаточная надежность его и долговечность. Это объясняется тем, что поворотный кантующий сегмент и кронштейн, закрепленный на штоке силового цилиндра и несущий опорный катки для поворотного сегмента, не имеют ограничителей от осевых смещений и перемещения вверх с опорных роликов при кантовке. Кроме того кронштейн может заклинить в направляющих, что приведет к износу уплотнений силового цилиндра, деформации его штоков и их поломке.
Из известных кантователей прямоугольного проката наиболее близким по технической сущности является кантователь, описанный в а.с. СССР №679274, кл. В21В 39/14, заявл. 07.01.77 г., опубл. 15.08.79 г.
Этот кантователь прямоугольного проката содержит раму, поворотный кантующий сегмент, опирающийся на катки подъемной платформы и фиксируемый относительно нее боковыми дорожками качения, взаимодействующими с направляющими роликами, установленными на подъемной платформе. Кантующий сегмент соединен с рамой через тягу с регулируемыми упорами. Тяга одним концом шарнирно соединена с сегментом, а другим через поворотную направляющую с рамой. Перемещение платформы осуществляется реечным механизмом, включающим шестерню и направляющие рейки.
Недостатком известной конструкции кантователя прямоугольного проката являются ограниченные технологические возможности, так как он не может кантовать прямоугольный прокат с большим отношением его высоты к ширине (а именно 1:3) и неустойчиво стоящим на узкой грани. При кантовке такой прокат будет опрокидываться и падать, что приведет к порче кантуемого проката и поворотного сегмента, а также направляющей реечного механизма подъема.
Другим недостатком известного кантователя является то, что при кантовке прямоугольного проката с отношением высоты и ширины более, чем 1:3, оси окантованного проката смещаются и не совпадают с осью рольганга, с которого его поднимали для кантовки, что также ограничивает технологические возможности кантователя. Для перемещения проката на ось рольганга требуются дополнительные операции.
Следующим недостатком конструкции этого кантователя является его недостаточная надежность и долговечность, так как поворотный кантующий сегмент имеет ненадежную фиксацию от проворота во время подъема. Сегмент может начать поворот при заклинивании тяги, но не дойдет до кантуемого проката. Кроме того реечный механизм подвержен быстрому износу, это связано с тем, что направляющие рейки воспринимают все нагрузки при кантовании, а шестерня держит вес проката и механизма поворота.
Задача настоящего изобретения состоит в создании кантователя прямоугольного проката, позволяющего расширить технологические возможности за счет обеспечения кантовки прямоугольного проката и труб прямоугольного профиля с отношением высоты и ширины более, чем 1:3 и длиной до 12 м, и повысить его надежность и долговечность.
Поставленная задача достигается тем, что кантователь прямоугольного проката, содержащий раму, поворотный кантующий сегмент, опирающийся на катки подъемной платформы и фиксируемый относительно нее боковыми дорожками качения, взаимодействующими с направляющими роликами, расположенными на подъемной платформе, согласно изобретению, снабжен установленными на раме реечным толкателем с приводом и приводным поворотным укладчиком, а также расположенной на подъемной платформе приводной шестерней, взаимодействующей с выполненным на кантующем сегменте зубчатым зацеплением, рама и подъемная платформа выполнены с направляющими и снабжены опирающимися на них роликами с ребордами, кроме того привод подъема платформы выполнен в виде силового цилиндра, шарнирно соединенного с ней, а направляющие ролики подъемной платформы выполнены с эксцентриситетом.
Такое конструктивное выполнение кантователя прямоугольного проката позволяет расширить технологические возможности за счет обеспечения кантовки прямоугольного проката и труб прямоугольного профиля с отношением высоты и ширины более, чем 1:3 и длиной до 12 м, и повысить его надежность и долговечность.
Расширение технологических возможностей достигается установкой на раме кантователя приводного поворотного укладчика, который удерживает прокат от падения, и реечного толкателя с приводом, который позволяет устанавливать прямоугольный прокат любого поперечного сечения и трубы прямоугольного профиля по оси кантователя и оси рольганга.
Повышение надежности и долговечности достигается выполнением привода вращения кантующего сегмента в виде зубчатого зацепления, а привода подъема в виде силового цилиндра, что обеспечило необходимо точное перемещение кантующего сегмента и подъем платформы.
Кроме того, выполнение подъемной платформы с направляющими, перемещающимися по направляющим рамы, и снабжение опирающимися в направляющие роликами с ребордами позволяет перемещать платформу без перекосов, что также повышает надежность и долговечность кантователя. Выполнение направляющих роликов подъемной платформы с эксцентриситетом обеспечивает постоянный контакт роликов с боковыми дорожками поворотного кантующего сегмента и повышает надежность и долговечность кантователя.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
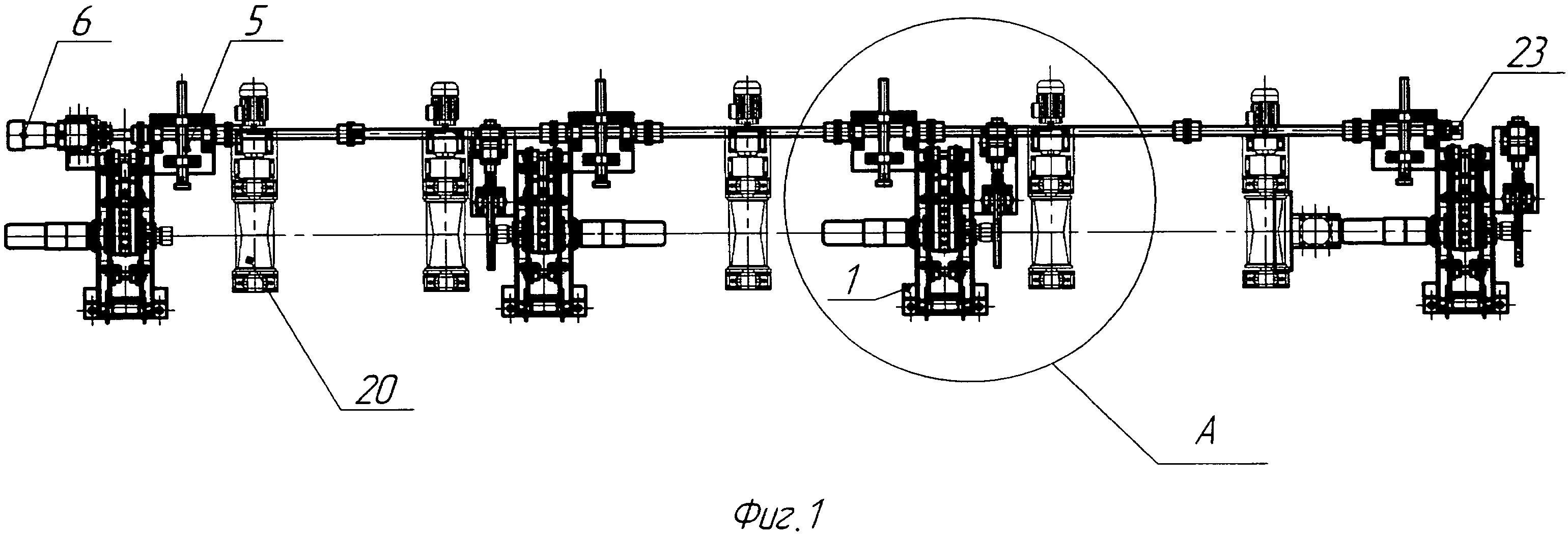
на фиг.1 - изображено расположение кантователя прямоугольного проката в линии рольганга;
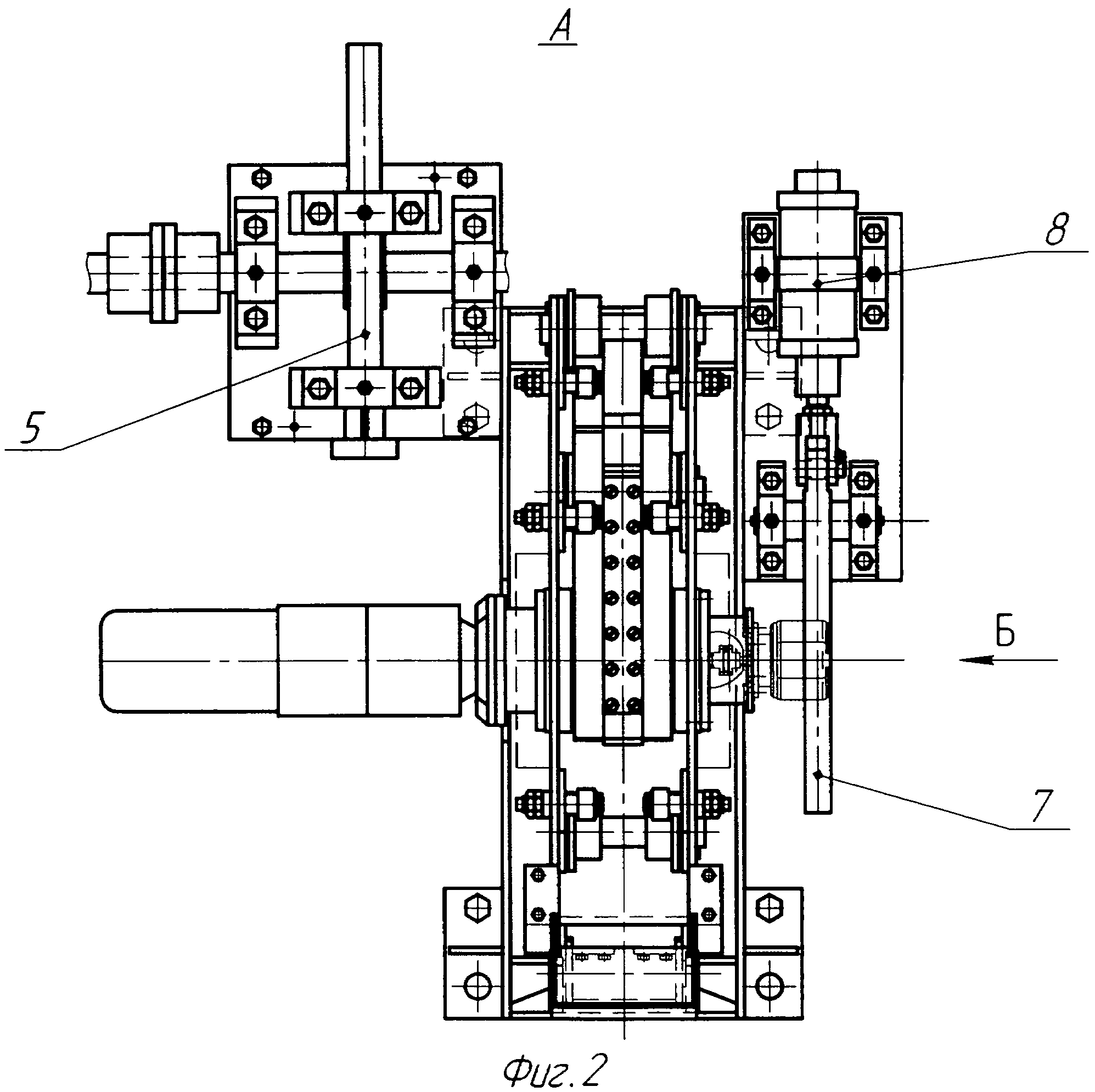
на фиг.2 - вид А на фиг.1;
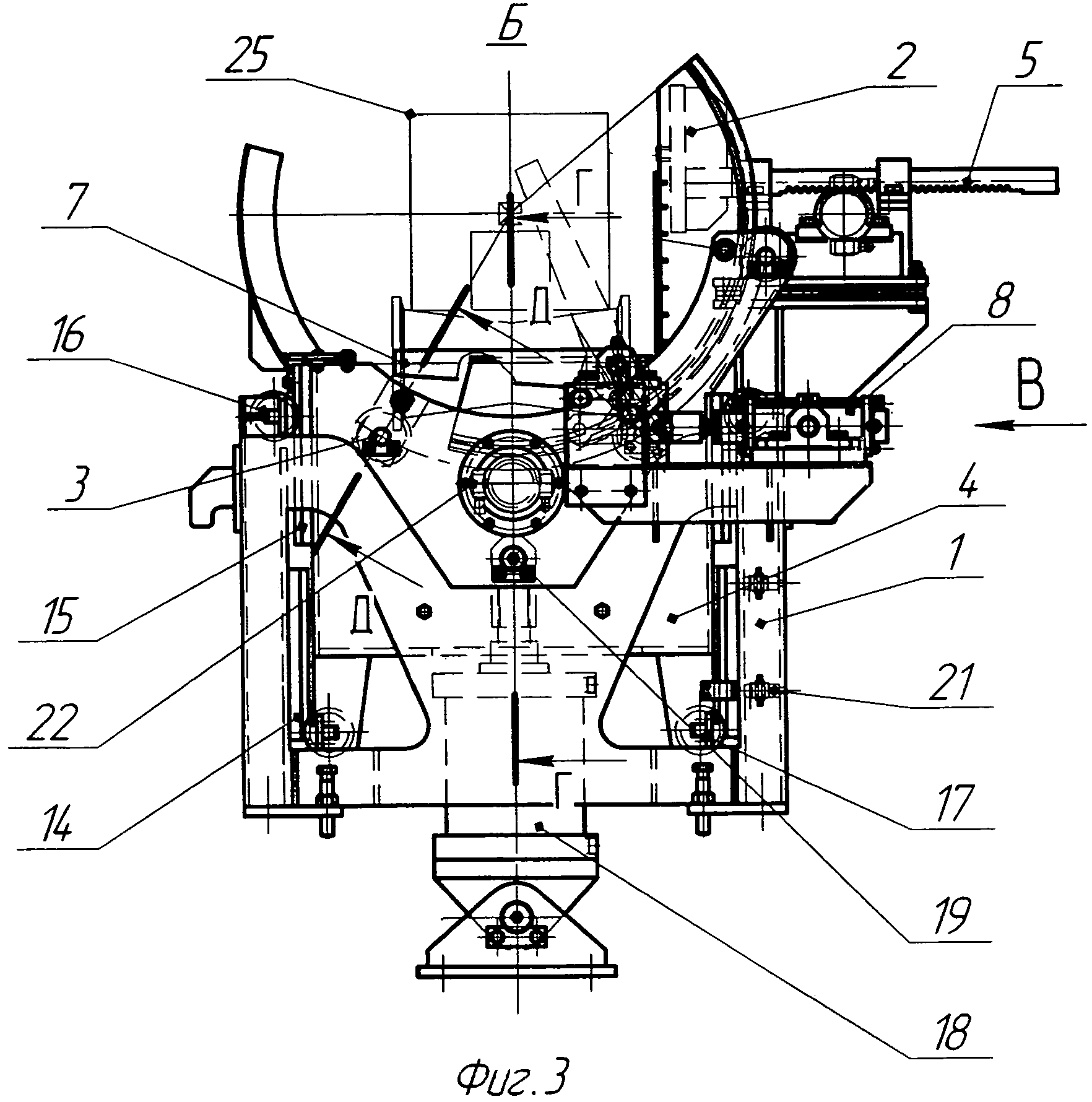
на фиг.3 - вид по стрелке Б на фиг.2;
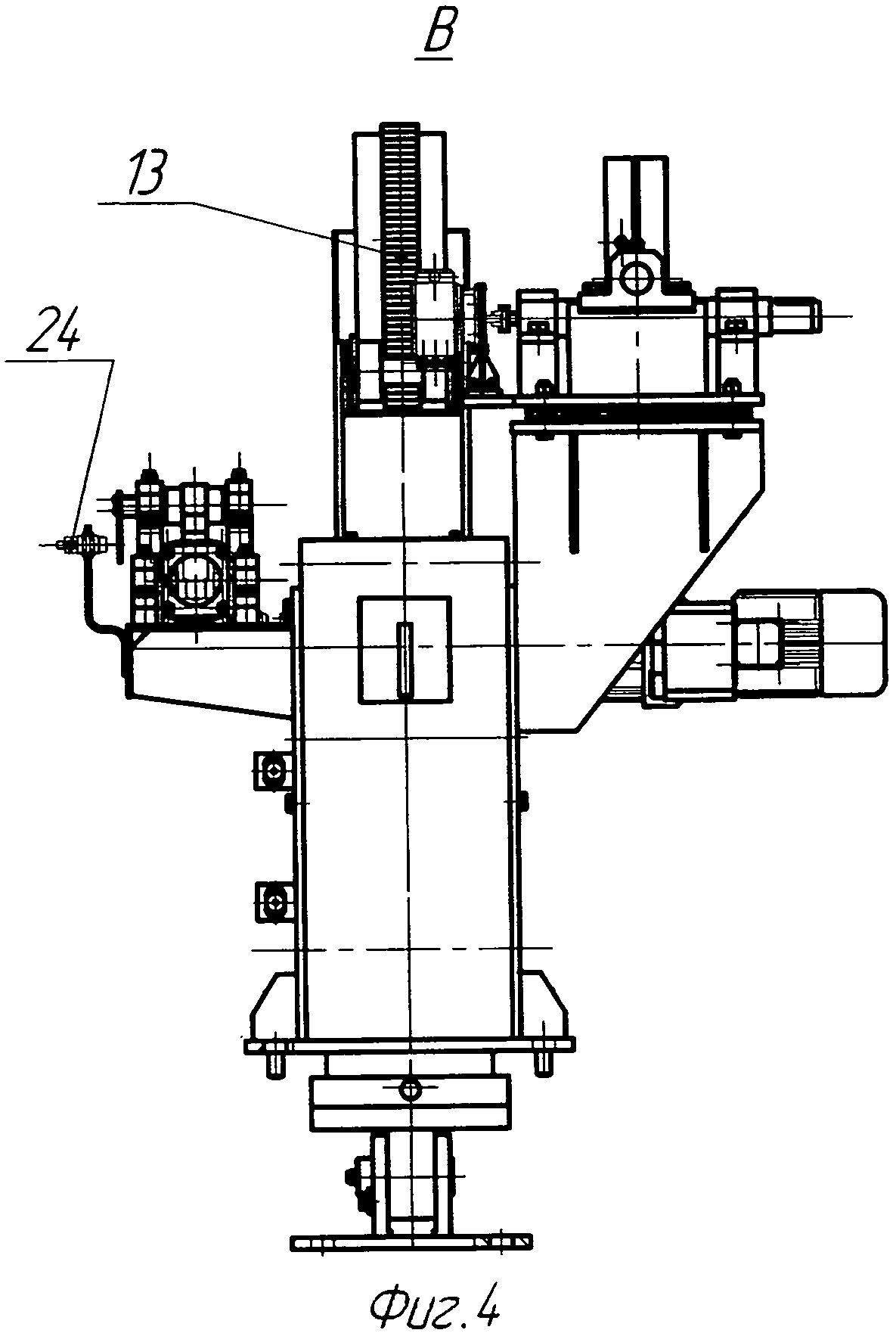
на фиг.4 - вид по стрелке В на фиг.3;
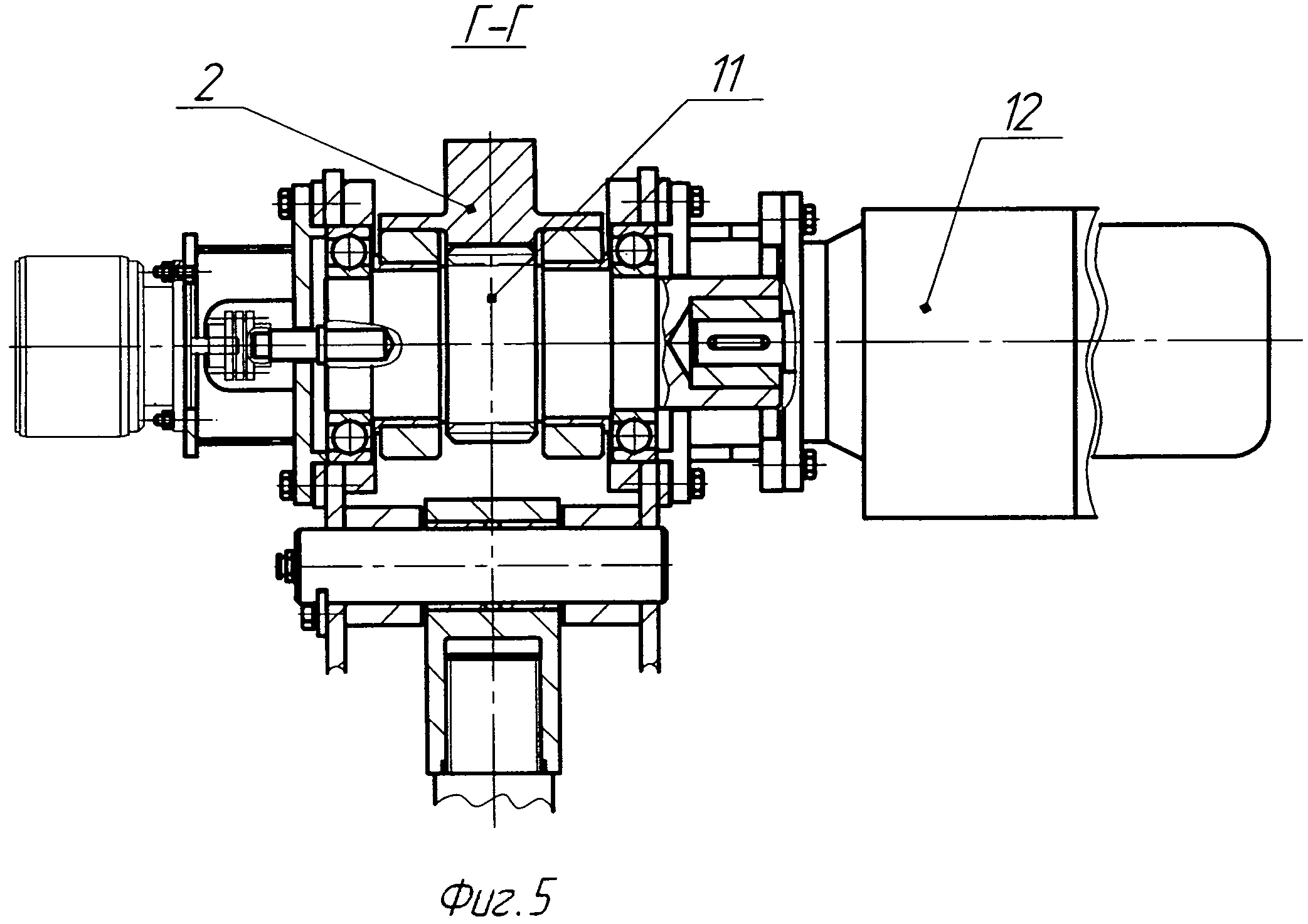
на фиг.5 - разрез Г-Г на фиг.3;
на фиг.6 - разрез Д-Д на фиг.3;
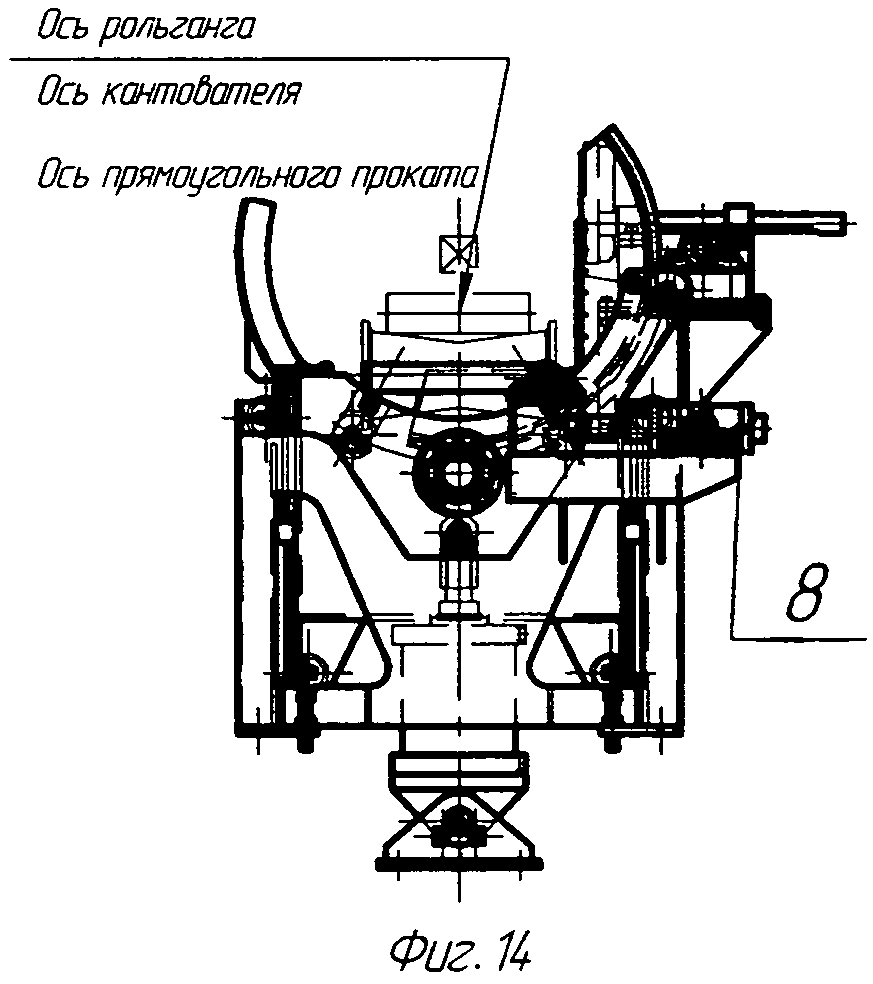
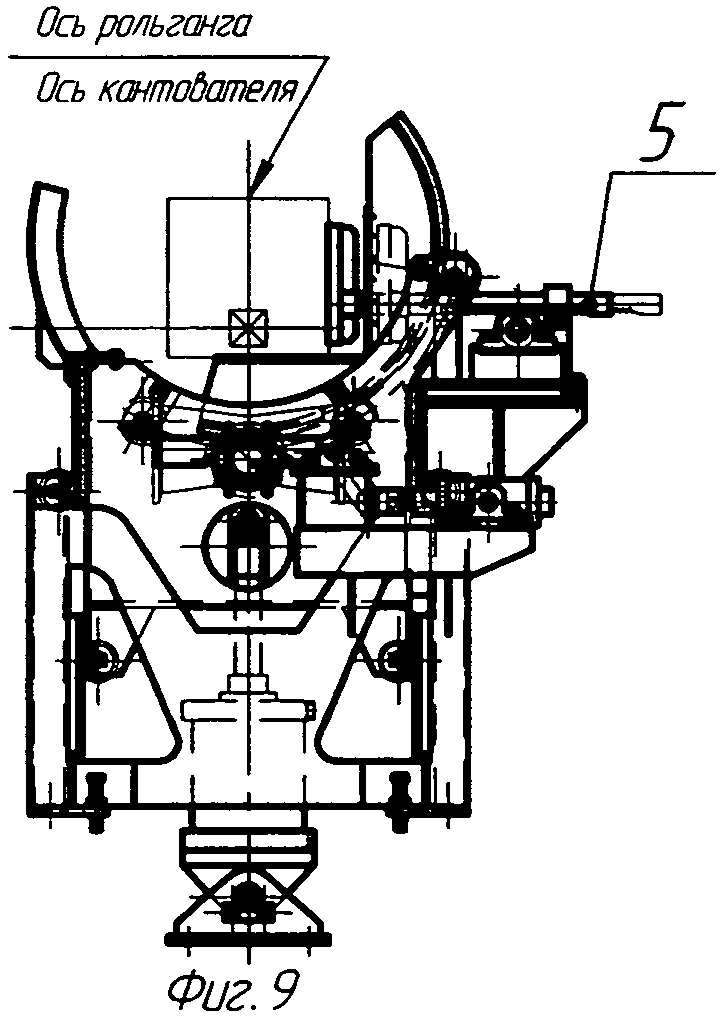
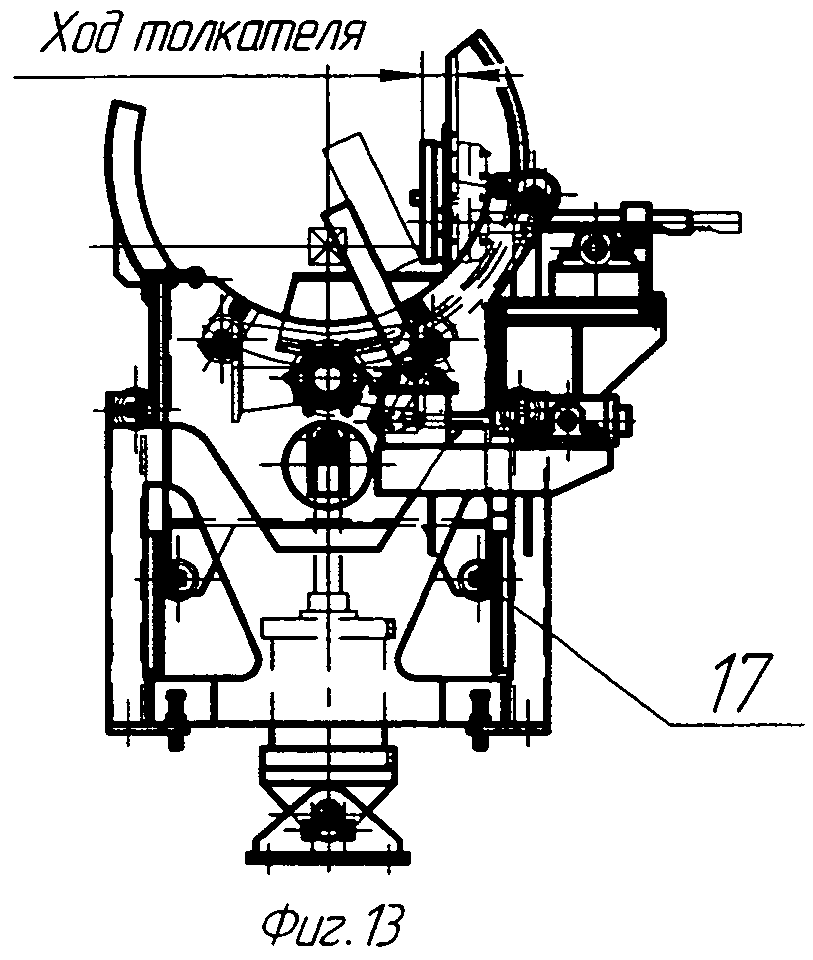
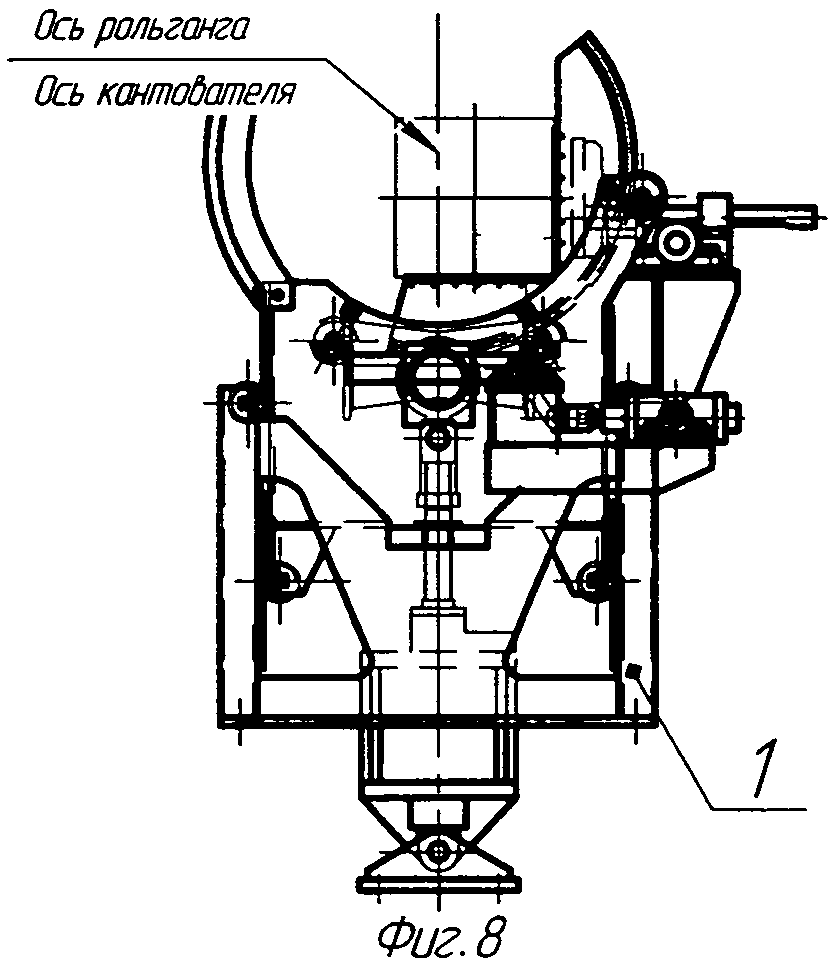
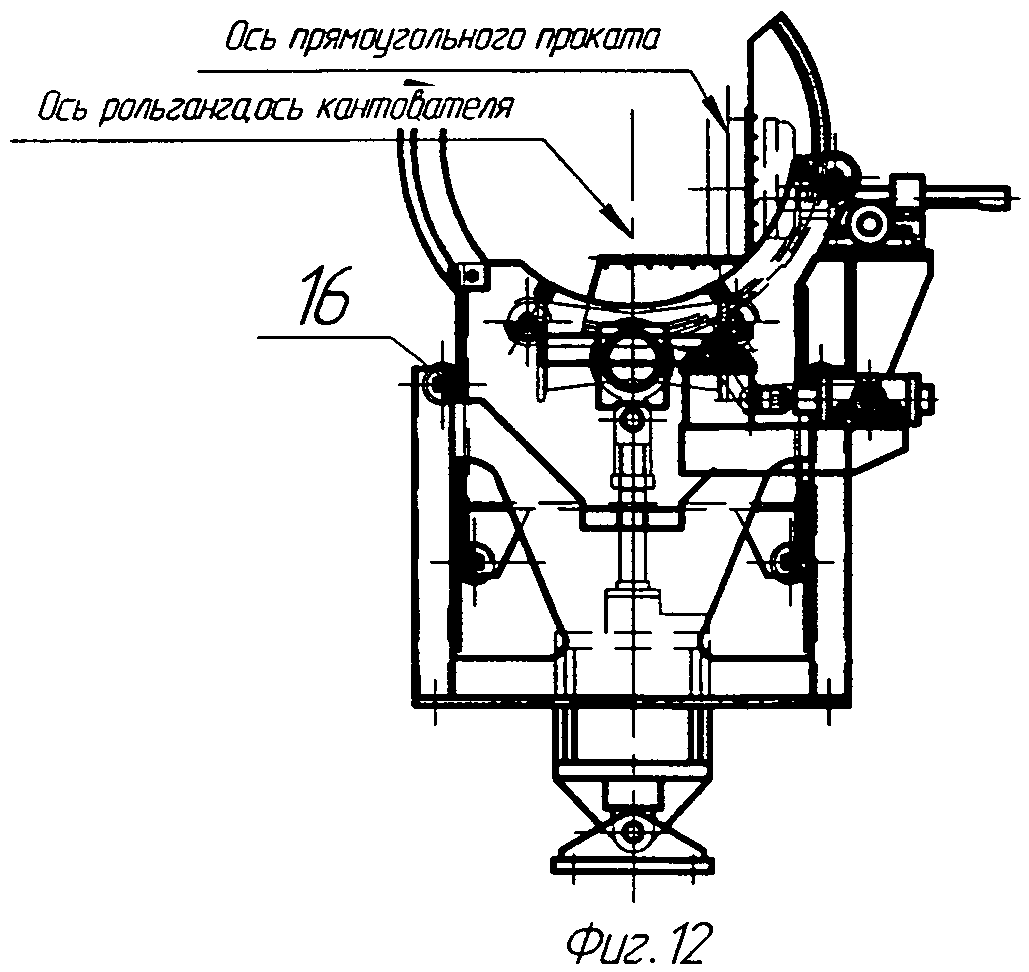
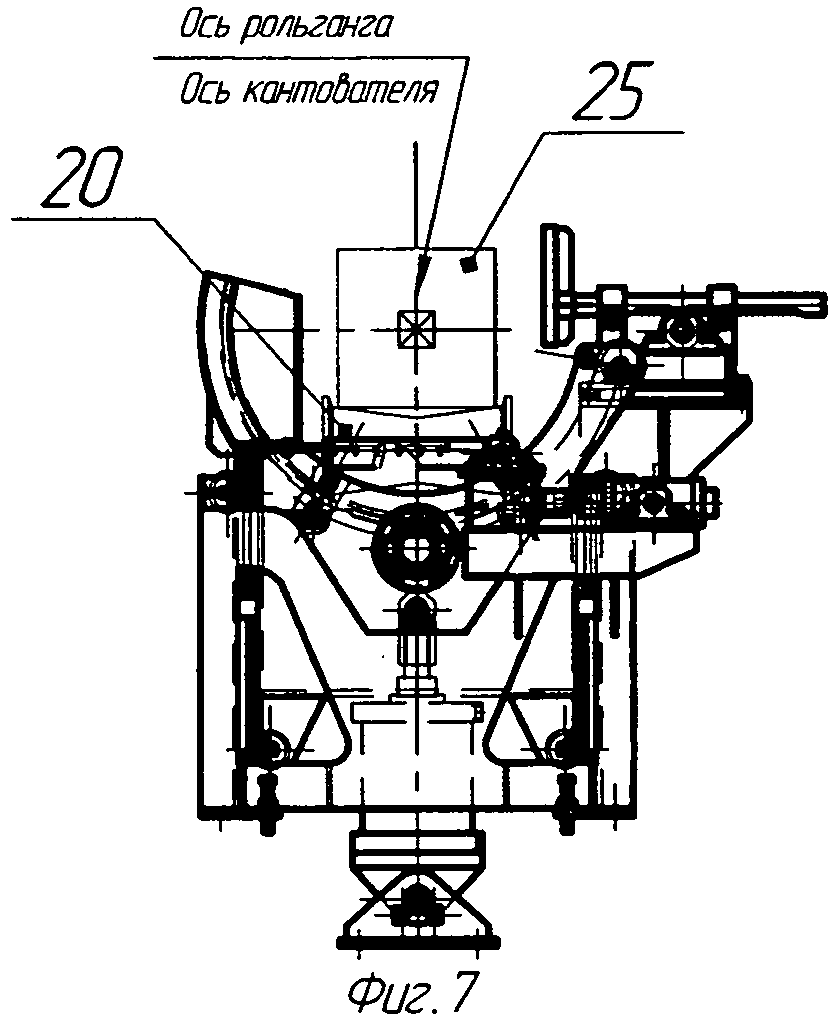
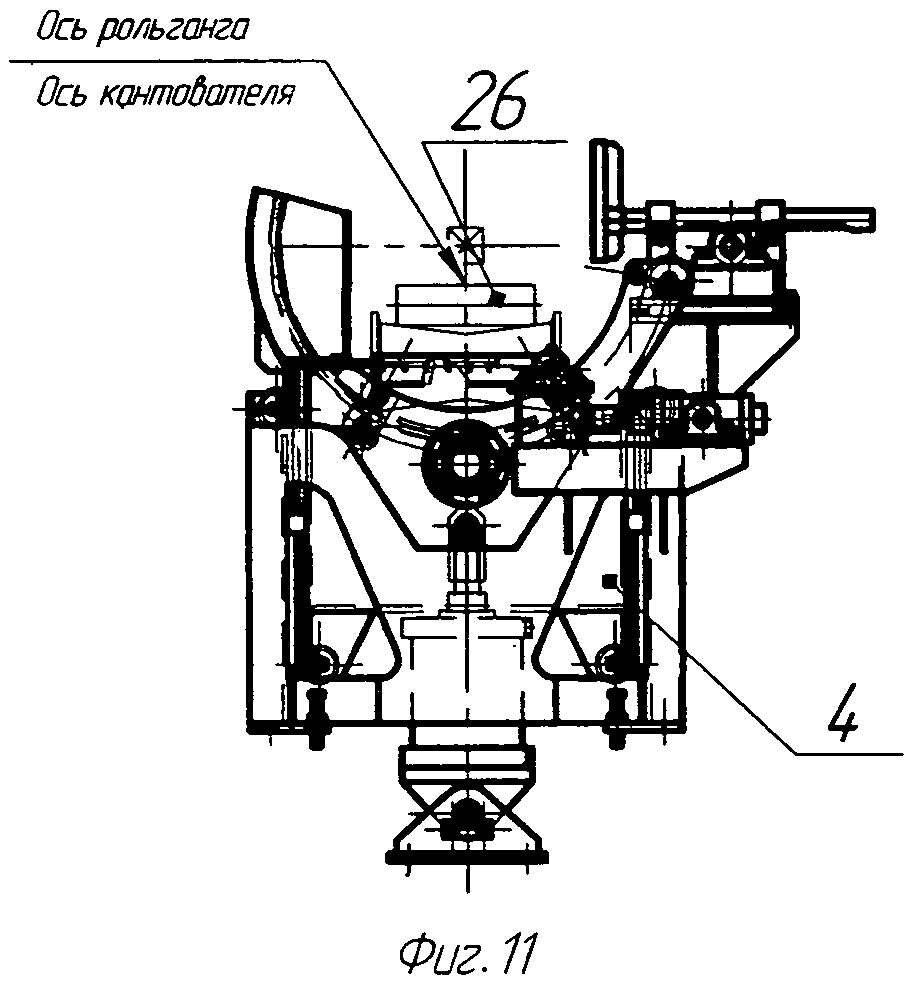
на фиг.7 - 14 изображены положения кантователя при работе с прямоугольным прокатом разного поперечного сечения (квадрат, прямоугольный профиль с отношением ширины и высоты более чем 1:3).
Кантователь прямоугольного проката содержит раму 1, поворотный кантующий сегмент 2, опирающийся на катки 3 подъемной платформы 4, перемещающейся внутри рамы 1. На раме 1 установлен реечный толкатель 5 с приводом 6 и поворотный укладчик 7 с приводом 8. Для фиксации кантующего сегмента 2 относительно подъемной платформы 4 на нем выполнены боковые дорожки качения 9, взаимодействующие с направляющими роликами 10, установленными на подъемной платформе 4.
Направляющие ролики 10 выполнены с эксцентриситетом для обеспечения постоянного контакта их с боковыми дорожками качения 9 кантующего сегмента 2. На подъемной платформе 4 расположена зубчатая шестерня 11 с приводом 12, взаимодействующая с выполненным на кантующем сегменте 2 зубчатым зацеплением 13.
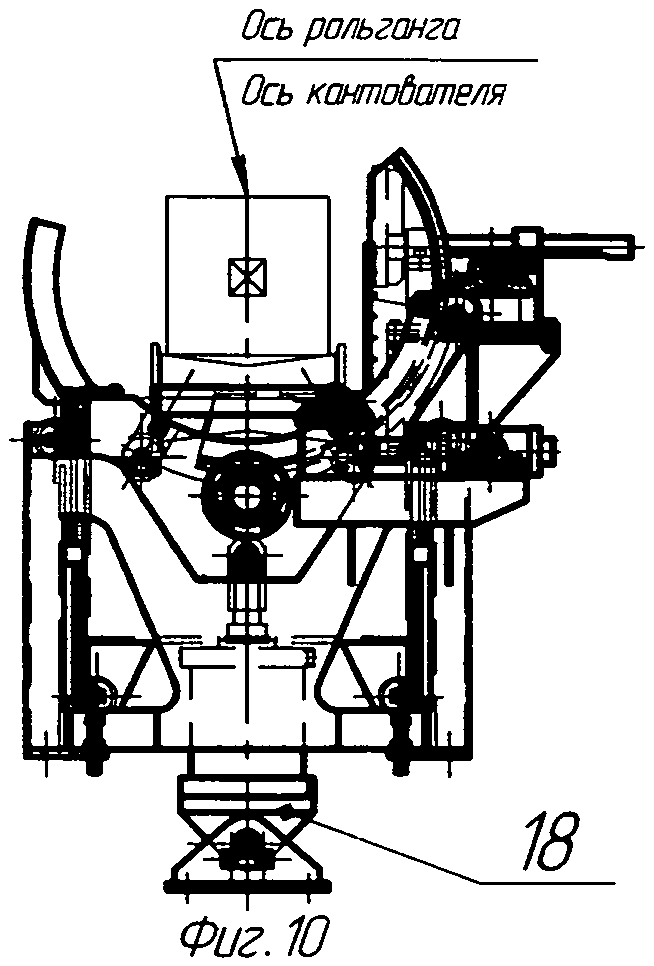
Рама 1 и подъемная платформа 4 выполнены с направляющими 14, 15 и снабжены опирающимися на них роликами с ребордами 16, 17, которые служат для фиксации подъемной платформы при перемещении. Привод подъема платформы 4 выполнен в виде силового цилиндра 18, соединенного с ней посредством шарнира 19.
Кантователи располагают в линии рольганга 20. На подъемной платформе 4, шестерне 11, толкателе 5, укладчике 7 расположены соответственно датчики 21, 22, 23, 24.
Работа кантователя осуществляется следующим образом.
В исходном положении прямоугольный прокат, например прямоугольная или квадратная труба 25, лежит на роликах рольганга 20. Для подъема и кантовки проката включают силовой цилиндр 18 и подъемная платформа 4 своими направляющими 15 и роликами 17 перемещается по роликам 16 и направляющим 14 рамы 1. Ролики с ребордами 17, 16, опирающиеся на направляющие 15, 14, фиксируют подъемную платформу 4 от продольного смещения при перемещении. Вместе с подъемной платформой 4 перемещается и кантующий сегмент 2, который поднимает прокат с рольганга 20 на заданную высоту. Затем включается привод 12 поворота шестерни 11, которая, находясь в зацеплении с сегментом 2, поворачивает его и кантует прокат на 90°. При этом ось кантуемого проката смещается относительно оси кантователя и оси рольганга. Реечный толкатель 5 перемещает прокат до совмещения оси проката с осью кантователя и осью рольганга. После этого подъемная платформа 4, перемещаясь вниз, опускает окантованный прокат 25, например прямоугольную или квадратную трубу, на рольганг 20 для транспортировки на следующую позицию. Далее процесс повторяется. При необходимости кантовка может повторяться.
При кантовке прямоугольного проката 26 с отношением высоты и ширины более, чем 1:3 и длиной до 12 м в процессе дополнительно участвует поворотный укладчик 7, который удерживает этот прокат при кантовке от падения.
Синхронизация перемещения подъемной платформы 4, поворотного кантующего сегмента 2, толкателя 5 и укладчика 7 осуществляется посредством датчиков 21, 22, 23, 24.
Предложенный кантователь прямоугольного проката по сравнению с известными позволяет расширить технологические возможности за счет обеспечения кантовки прямоугольного проката и труб прямоугольного профиля с отношением высоты и ширины более, чем 1:3 и длиной до 12 метров, а также повысить его надежность и долговечность.
Кантователь прямоугольного проката, содержащий раму, поворотный кантующий сегмент, опирающийся на катки подъемной платформы и фиксируемый относительно нее боковыми дорожками качения, взаимодействующими с направляющими роликами, расположенными на подъемной платформе, отличающийся тем, что он снабжен установленными на раме реечным толкателем с приводом и приводным поворотным укладчиком и расположенной на подъемной платформе приводной шестерней, взаимодействующей с выполненным на кантующем сегменте зубчатым зацеплением, а рама и подъемная платформа выполнены с направляющими и снабжены опирающимися на них роликами с ребордами, при этом привод подъема платформы выполнен в виде шарнирно соединенного с ней силового цилиндра, а направляющие ролики подъемной платформы выполнены с эксцентриситетом.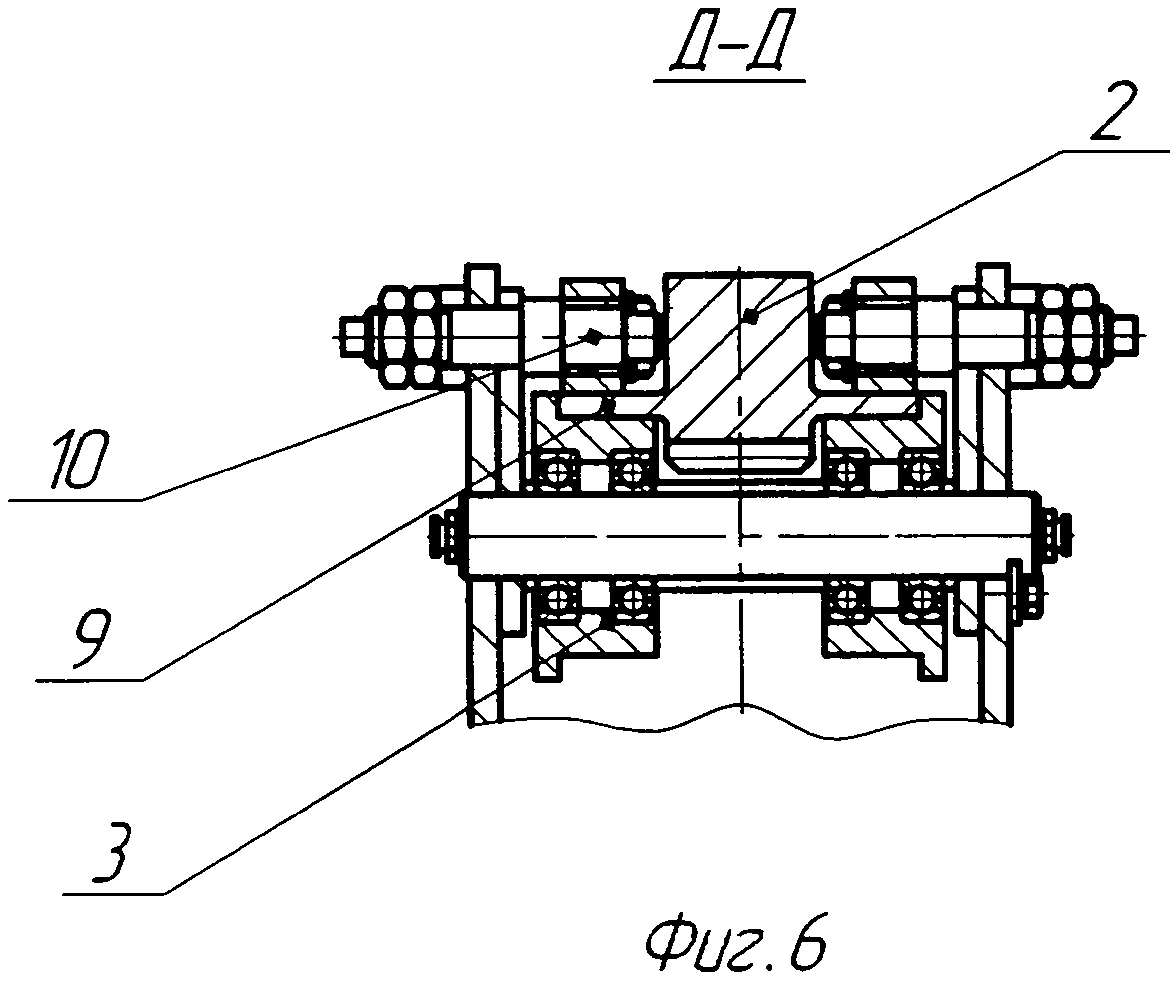
Универсальный шарнир
Рабочая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Устройство для формовки и сварки продольных швов труб
Устройство для промывки внутренней поверхности труб в технологическом потоке
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой
Агрегат для производства бесшовных труб
Универсальный шарнир
Рабочая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Устройство для формовки и сварки продольных швов труб
Машина для сборки и сварки полос
Устройство для промывки внутренней поверхности труб в технологическом потоке
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир

