Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА
Вид РИД
Изобретение
Изобретение относится к электрометаллургии и может быть использовано при выплавке слитков электрошлаковым переплавом расходуемых электродов.
Известен способ переплава расходуемых электродов в охлаждаемом кристаллизаторе, включающем пропускание электрического тока через расходуемый электрод, шлаковую ванну, выплавляемый слиток и поддон.
(«Электрошлаковые печи», под ред. Б.Е.Патона и Б.И.Медовара, Киев, изд. «Наукова думка», 1976, с.42-52)
Недостатком известного способа является то, что непосредственно на плавление расходуемого электрода расходуется до 50% подводимой мощности. Кроме того, для получения слитка с мелкозернистой структуры, с низким уровнем газонасыщенности и инородных включений необходимо затрачивать дополнительную энергию.
Наиболее близким по технической сущности и достигаемому техническому результату является способ электрошлакового переплава расходуемого электрода из меди в кристаллизатор на поддоне, в котором электрический ток протекает через затравки в виде дисков из стали, установленных на поддоне.
В результате рассредоточения электрического контакта «слиток-поддон» получают слиток с однородной мелкозернистой структурой, без инородных включений и с низким уровнем газонасыщенности.
(RU 2247162, С22В 9/18, С22В 15/00, опубликовано 27.02.2005)
Однако известный способ радикально не уменьшает потери электрической мощности при плавлении расходуемого электрода. Кроме того, осуществление известного способа для переплава стальных расходуемых электродов мало отражается на качестве слитка и не снижает его стоимости.
Задачей и техническим результатом изобретения является повышение эффективности использования затрачиваемой электрической энергии при плавлении расходуемого электрода, повышение качества выплавляемого металла в виде снижения дефектов внутри слитка и на его поверхности в виде микропор, трещин, раковин и шлаковых включений.
Технический результат достигается тем, что способ электрошлакового переплава включает переплав расходуемого электрода при пропускании электрического тока между расходуемым электродом и затравкой из металла, при этом используют по меньшей мере две затравки, которые выполняют в виде цилиндра или параллелепипеда, изолируют от корпуса кристаллизатора и размещают в шлаковой ванне под углом к оси расходуемого электрода, причем при переплаве расстояние между нижним торцом расходуемого электрода и затравками поддерживают в пределах 1,5-2,5 высоты затравки, а расстояние между нижним торцом расходуемого электрода и поверхностью шлаковой ванны поддерживают в пределах 0,5-1,5 высоты затравки.
Технический результат также достигается тем, что затравку (ось затравки) размещают под углом 90-100° к оси расходуемого электрода.
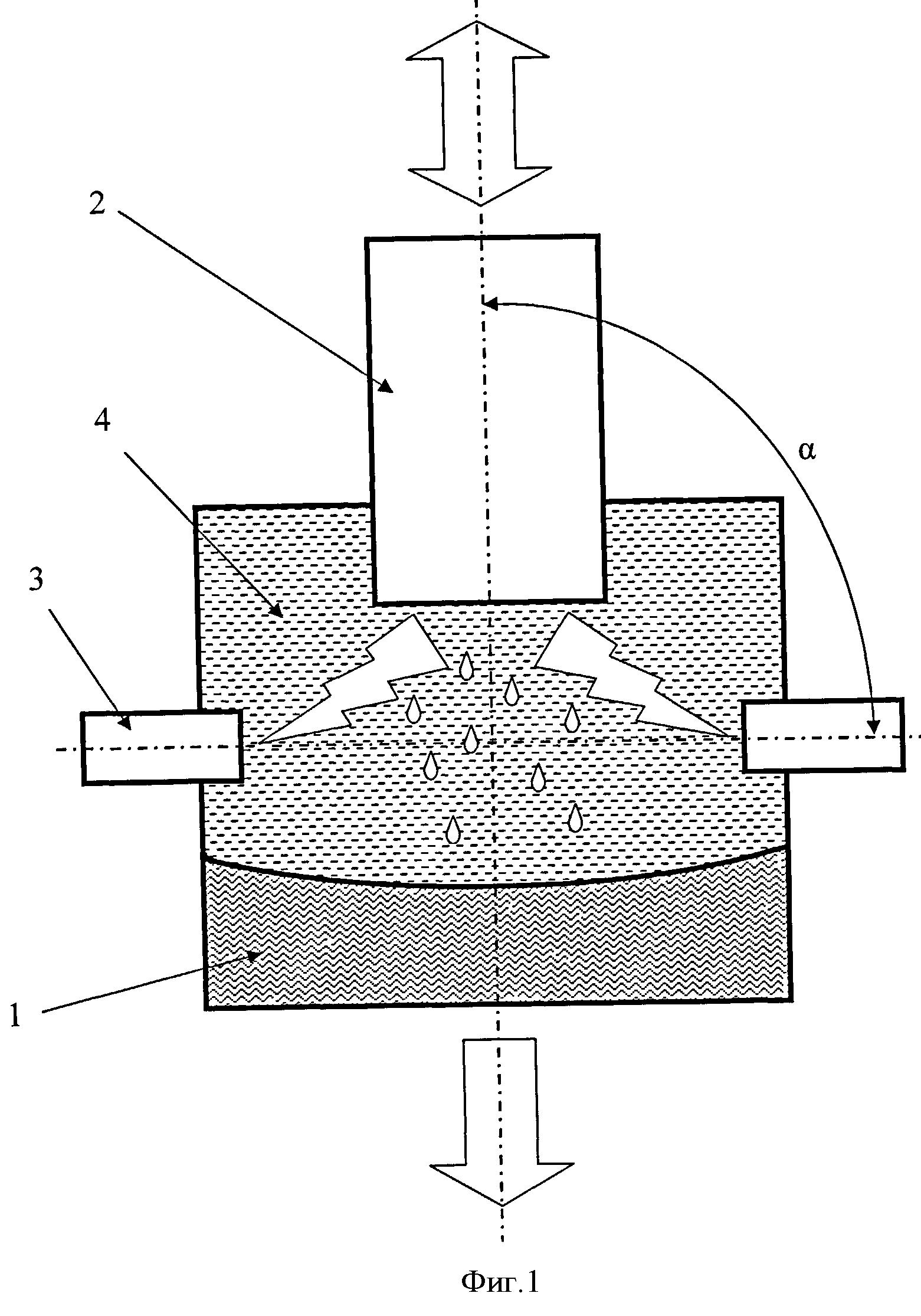
Реализацию способа по изобретения можно проиллюстрировать следующим примером и фиг.1.
Для выплавки слитка (1) использовали расходуемые литые стальные цилиндрические электроды (2) диаметром 100 мм. Четыре затравки (3) - водоохлаждаемые стальные цилиндры диаметром 20 мм - были равномерно размещены в зоне шлаковой ванны (4) по окружности уширенной части кристаллизатора диаметром 250 мм и изолированы керамическими вставками от корпуса кристаллизатора. Затравки были размещены под углом α=90° к оси расходуемого электрода. Кристаллизатор был снабжен датчиками уровня поверхности шлаковой ванны и расположения торца расходуемого электрода. Плавильную зону снизу перекрывал охлаждаемый поддон, снабженный механизмом вертикального перемещения, который опускал поддон вниз по мере кристаллизации слитка. Электрический ток пропускали между расходуемым электродом (2) и затравками (3).
Начало процесса переплава осуществляли с использованием расплавленного шлака, который заливали в кристаллизатор сверху.
В стационарном режиме процесс электрошлакового переплава требуемое расстояние в верхней части шлаковой ванны (4) между нижним торцом расходуемого электрода (2) и затравками (3) в пределах 2,0±0,3 высоты затравки (4) поддерживали вертикальным перемещением расходуемого электрода (2). Расстояние между нижним торцом расходуемого электрода (2) и поверхностью шлаковой ванны (4) в пределах 1,0±0,2 высоты затравки поддерживали добавлением шлака.
Изменение токораспределения с осевого (известного) на преимущественно горизонтальное, направленное поперек шлаковой ванны, вызывает сильное движение шлака, повышающее температуру на периферии ванны, и образование тонкого гарнисажа, обеспечивающее более равномерный перенос тепла в слиток.
При осуществлении способа по изобретению увеличивается количество тепла, расходуемого на подогрев и расплавление электрода, а также его перегрев при прохождении через шлак капель расплавленного металла. Уменьшенный уровень погружения расходуемого электрода значительно снижает потерю тепла, связанного с его уносом через охлаждаемый водой кристаллизатор. Полученный характер распределения тепла в ванне обеспечивает получение более плоской формы ванны расплавленного металла.
В результате осуществления способа по изобретению был получен слиток без видимых дефектов в виде пор, трещин, раковин, шлаковых включений и гофров с равномерным распределением легирующих элементов и мелкозернистой структурой. При этом энергетические затраты на получение слитка были снижены на 15%.
Инструментальная сталь для горячего деформирования
Способ градуировки гидрофонов методом взаимности
Способ изготовления упругоподобных моделей летательных аппаратов на станках с чпу
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 377×14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ градуировки гидрофонов методом сличения
Гидрофонный тракт с бездемонтажной проверкой его работоспособности
Жаропрочный сплав на основе никеля для изготовления лопаток газотурбинных установок
Композиционный сплав на основе co-tib-bn
Жаропрочный сплав на основе никеля для изготовления лопаток газотурбинных установок и способ его термической обработки
Способ определения статических и нестационарных аэродинамических производных моделей летательных аппаратов и устройство для его осуществления
Сталь
Сталь
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ получения 11бета, 17альфа, 21-тригидрокси-16альфа-метил-9альфа-фторпрегна-1,4-диен-3,20-диона (дексаметазона) из фитостерина
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Векторное приемное устройство
Способ контроля подводного шума плавсредства с помощью забортного гидроакустического средства измерений (варианты)
Струйный насадок водометного движителя
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш

