Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ, ПЕРЕКЛЮЧАТЕЛЬНЫЙ МОДУЛЬ ДЛЯ УПРАВЛЕНИЯ ЕЕ СВАРОЧНЫМ ТРАНСФОРМАТОРОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕКЛЮЧАТЕЛЬНОГО МОДУЛЯ
Вид РИД
Изобретение
Настоящее изобретение относится к переключательному модулю, к способу его изготовления и к установке для контактной сварки переменным током, содержащей такой переключательный модуль.
Разработка новых систем управления сваркой требует постоянного повышения плотности монтажа силовых электронных, соответственно силовых полупроводниковых компонентов для уменьшения конструктивных размеров устройства до минимально возможных. Подобным постоянным повышением плотности монтажа электронных компонентов в свою очередь обусловлена необходимость активного отвода рассеиваемой ими мощности, т.е. выделяющегося при их работе тепла. Обычно для этого электронные компоненты привинчивают с созданием теплового контакта к прессованным полым профилям, по которым протекает охлаждающая среда, например циркулирующая в охлаждающем контуре охлаждающая жидкость. В качестве материала для изготовления прессованных полых профилей пригоден, например, алюминий благодаря присущим ему свойствам, прежде всего благодаря присущим ему исключительно высокой теплопроводности и хорошей пригодности для обработки методом прессования выдавливанием.
В DE 10245288 А1 описаны силовая часть для преобразователя тока и способ ее изготовления. Силовая часть преобразователя тока схематично показана в разрезе на фиг.1 этой публикации. В такой силовой части на теплоотводе смонтирован биполярный транзистор с изолированным затвором (БТИЗ), а также размещены диоды таблеточной конструкции. Коллектор изображенного на указанном чертеже БТИЗ низкоиндуктивной медной шиной большой площади соединен с катодом диода таблеточной конструкции. Эмиттер БТИЗ другой низкоиндуктивной медной шиной большой площади соединен с анодом диода таблеточной конструкции. В зоне БТИЗ обе медные шины отделены и электрически изолированы друг от друга изоляционным слоем. На фиг.1 указанной публикации отчетливо видно, что токопроводящая шина расположена непосредственно на теплоотводе. На фиг.1 показано лишь одностороннее охлаждение диода таблеточной конструкции. В указанной публикации говорится также о том, что с верхней стороны диода для повышения эффективности его использования можно также расположить дополнительный теплоотвод. В соответствии с этим токоподводящие шины располагались бы между двумя теплоотводами.
Аналогичные устройства известны также по их применению в силовой части систем управления контактной сваркой переменным током. В данном случае между двумя теплоотводами из алюминия обычно расположены два тиристора таблеточной конструкции, ток к которым также подводится по электропроводным алюминиевым теплоотводам. Таким образом, теплоотводы одновременно используются для подвода тока и тем самым находятся также под потенциалом, под которым находятся токоподводящие шины. Обычно теплоотводы для возможности обмена между ними охлаждающей жидкостью соединяют между собой шлангами для нее. Для этого охлаждающая жидкость должна поступать по первому ее подводу в первый теплоотвод и проходить далее через соответствующее соединение из первого теплоотвода во второй. Охлаждающая жидкость вновь выходит из второго теплоотвода через его выходное отверстие. Для соединения между собой теплоотводов и для подачи к первому теплоотводу охлаждающей жидкости и ее отвода от второго теплоотвода согласно уровню техники используют специальные шланги. К таким шлангам предъявляются исключительно высокие требования касательно их электрической прочности, поскольку они должны обеспечивать соединение между первым и вторым теплоотводами, которые находятся под разными электрическими потенциалами. Помимо этого такие шланги крепятся также к корпусу системы управления сваркой и тем самым автоматически соединяются с потенциалом "земли", поскольку сам этот корпус заземлен. Для подсоединения шлангов к циркуляционному контуру с насосом на корпусе расположены дополнительные присоединения.
Недостаток такой конструкции состоит в том, что из-за преобладающей разности потенциалов между теплоотводами, а также между теплоотводами и расположенными на корпусе присоединениями для шлангов они принципиально должны иметь определенную длину с тем, чтобы между потенциалами, под которыми находится силовая часть, и потенциалом "земли" постоянно имелась требуемая электрическая прочность. Шланги такой задаваемой в зависимости от электрической прочности длины необходимо пространственно размещать внутри компактного корпуса системы управления сваркой, для чего требуется соответствующее монтажное пространство. Помимо этого необходимо использование специальных шлангов, которые имеют высокую стоимость. Поэтому известная из уровня техники конструкция не слишком компактна и является дорогой в изготовлении, что обусловлено расходами на монтаж шлангов, а также высокой стоимостью самих специальных шлангов.
В основу настоящего изобретения была положена задача найти решение, которое позволило бы практически полностью устранить вышеуказанные недостатки.
Указанная задача решается согласно изобретению с помощью переключательного модуля для управления сварочным трансформатором установки для контактной сварки переменным током, осуществляемого с первичной стороны сварочного трансформатора, имеющего по меньшей мере одно переключательное средство в виде силового полупроводникового прибора, охлаждающее средство из электропроводного материала и токоподводящее средство, которое прилегает к переключательному средству и к которому для охлаждения переключательного средства прилегает охлаждающее средство, при этом между охлаждающим средством и токоподводящим средством расположено изоляционное средство таким образом, что при включении и работе устройства охлаждающее средство не находился под электрическим потенциалом токоподводящего средства.
Преимущество предлагаемого в изобретении решения состоит в возможности использовать между первым и вторым теплоотводами соединения гораздо существенно меньшей длины. В принципе с этой целью вполне достаточно использовать короткий U-образный шланг или U-образный патрубок, соединяющий выход первого охлаждающего средства со входом второго охлаждающего средства. В качестве соединительного патрубка, соответственно для подвода охлаждающей среды, можно использовать самые простые медные или алюминиевые трубки, поскольку охлаждающие средства находятся под одинаковым электрическим потенциалом.
В отличие от известных из уровня техники шлангов, используемых для соединения между собой охлаждающих средств, соответственно для соединения входа одного из них и выхода другого из них с соответствующими присоединениями для шлангов на корпусе, длину таких шлангов можно согласно изобретению выбирать вне зависимости от электрического потенциала. В результате уменьшаются конструктивные размеры системы управления сваркой, а также снижаются расходы на ее изготовление. Помимо этого снижаются затраты на монтаж шлангов, а также на приобретение самих шлангов.
Еще одно преимущество предлагаемого в изобретении решения состоит в том, что токоподводящие средства непосредственно прилегают к переключательному средству, т.е. более не соединены с ним опосредованно через охлаждающее средство, и благодаря этому дополнительно используются для отвода тепла. Поскольку токоподводящие средства выполнены в виде шин, переключательные средства, которые обычно имеют таблеточную конструкцию, по всей своей поверхности, соответственно по большой площади, прилегают к этим шинам, что позволяет оптимизировать теплопередачу.
В предлагаемом в изобретении переключательном модуле в предпочтительном варианте предусмотрены второе переключательное средство, второе охлаждающее средство и второе токоподводящее средство, при этом первый контактный вывод переключательного средства прилегает к первому токоподводящему средству, а второй контактный вывод переключательного средства прилегает ко второму токоподводящему средству, вследствие чего оба переключательных средства включены по встречно-параллельной схеме между обоими токоподводящими средствами, переключательные средства и токоподводящие средства расположены между первым и вторым охлаждающими средствами, а между вторым токоподводящим средством и вторым охлаждающим средством также расположено еще одно - второе - изоляционное средство.
Таким путем удается получить исключительно компактную конструкцию, которая с обеих сторон эффективно охлаждает переключательные средства, которые обычно рассчитаны на коммутацию токов очень большой силы (порядка килоампер), например для сварки, и подводят к ним электрический ток.
Подобная компактная конструкция предлагаемого в изобретении переключательного модуля позволяет легко и компактно размещать его в корпусе системы управления сваркой.
В качестве изоляционного средства наиболее предпочтительно использовать электроизолирующую и теплопроводную пленку или пластину. В предпочтительном варианте речь при этом идет о термопласте или об изготовленных из синтетических полимеров изоляционных средствах. Подобные пленки, соответственно пластины, можно приобрести по невысокой цене, и их без значительных затрат можно простым путем помещать при изготовлении переключательных модулей между токоподводящими средствами и охлаждающими средствами, изолируя тем самым друг от друга оба средства по всей их поверхности такими пленками, соответственно пластинами.
В предпочтительном варианте изоляционное средство дополнительно упрочнено армирующим средством, например стеклотканью, заделанной в пленку, соответственно в пластину. Такое упрочнение предотвращает повреждение пленки под действием возможно возникающих при монтаже переключательного модуля сжимающих или сдвиговых усилий.
Переключательные средства, охлаждающие средства, токоподводящие средства и изоляционные средства предпочтительно зажимать между двумя зажимными средствами. Такие зажимные средства могут представлять собой, например, два зажимных элемента в виде пластин, прилегающих с обеих сторон к охлаждающим средствам и прижимаемых к ним гайками, навинченными с обоих концов на пропущенный через эти охлаждающие средства резьбовой стержень. Под действием подобных внешних усилий, прикладываемых к охлаждающим средствам гайками и зажимными элементами, все компоненты, включая изоляционное средство, прочно прижимаются друг к другу с образованием в результате компактной и механически стабильной конструкции.
В особенно предпочтительном варианте переключательный модуль имеет соединительное средство, размещаемое между обоими охлаждающими средствами и обеспечивающее возможность обмена между ними охлаждающей жидкостью. Первое охлаждающее средство имеет вход для возможности подачи в него охлаждающей среды, которая может перетекать через указанное соединительное средство из первого охлаждающего средства во второе охлаждающее средство и далее через имеющийся у него выход вновь выходить из второго охлаждающего средства. Таким путем удается реализовать циркуляцию охлаждающей среды, обеспечивающую максимальный отвод тепла непосредственно от его источника.
В качестве охлаждающего средства наиболее предпочтительно использовать полый профиль, например, из алюминия.
Под используемыми в переключательном модуле переключательными средствами в предпочтительном варианте подразумеваются силовые полупроводниковые приборы, прежде всего тиристоры таблеточной конструкции, которые являются недорогой продукцией массового производства.
Оснащение системы управления сваркой интегрированной в ее корпус силовой частью с предлагаемым в изобретении переключательным модулем позволяет выполнить такую систему управления сваркой исключительно компактной и недорогой, поскольку благодаря предусмотренной согласно изобретению изоляции для охлаждения переключательного модуля требуется меньше подводящих линий.
При изготовлении предлагаемого в изобретении переключательного модуля для силовых частей сварочного устройства обычно сначала на переключательных средствах, т.е., например, на тиристорах таблеточной конструкции, располагают токоподводящие средства, т.е., например, токопроводящие шины. Затем на токопроводящие шины помещают изоляционное средство, например изоляционную пленку, после чего на изоляционное средство по всей поверхности накладывают теплоотводы и фиксируют всю эту конструкцию уже упоминавшимися выше зажимными элементами. Преимущества, которыми обладает конструкция подобной компоновки, уже рассмотрены выше.
Объектом изобретения является также установка для контактной сварки переменным током, имеющая сварочный трансформатор, систему управления сваркой и предлагаемый в изобретении переключательный модуль, причем первое и второе токоподводящие средства расположены между системой управления сваркой и первичной стороной сварочного трансформатора с возможностью тем самым управления сварочным током или его регулирования переключательным модулем.
Объектом изобретения является также способ изготовления переключательного модуля для управления сварочным трансформатором установки для контактной сварки переменным током, осуществляемого с первичной стороны сварочного трансформатора, причем переключательный модуль имеет по меньшей мере одно переключательное средство в виде силового полупроводникового прибора, охлаждающее средство из электропроводного материала и токоподводящее средство, заключающийся в том, что токоподводящее средство располагают на переключательном средстве, а охлаждающее средство для охлаждения переключательного средства располагают на токоподводящем средстве, и между охлаждающим средством и токоподводящим средством располагают изоляционное средство, электрически изолируя им охлаждающее средство от токоподводящего средства.
Другие предпочтительные варианты, отличительные особенности и частные варианты осуществления изобретения представлены в формуле изобретения, последующем описании возможных вариантов реализации изобретения и на прилагаемых к описанию чертежах.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи. На каждом из этих чертежей представлены только важные для пояснения изобретения элементы. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - вид в аксонометрии предлагаемого в изобретении переключательного модуля и
на фиг.2 - схема схемотехнического встраивания предлагаемого в изобретении переключательного модуля в установку для контактной сварки переменным током без изображения при этом системы управления сваркой.
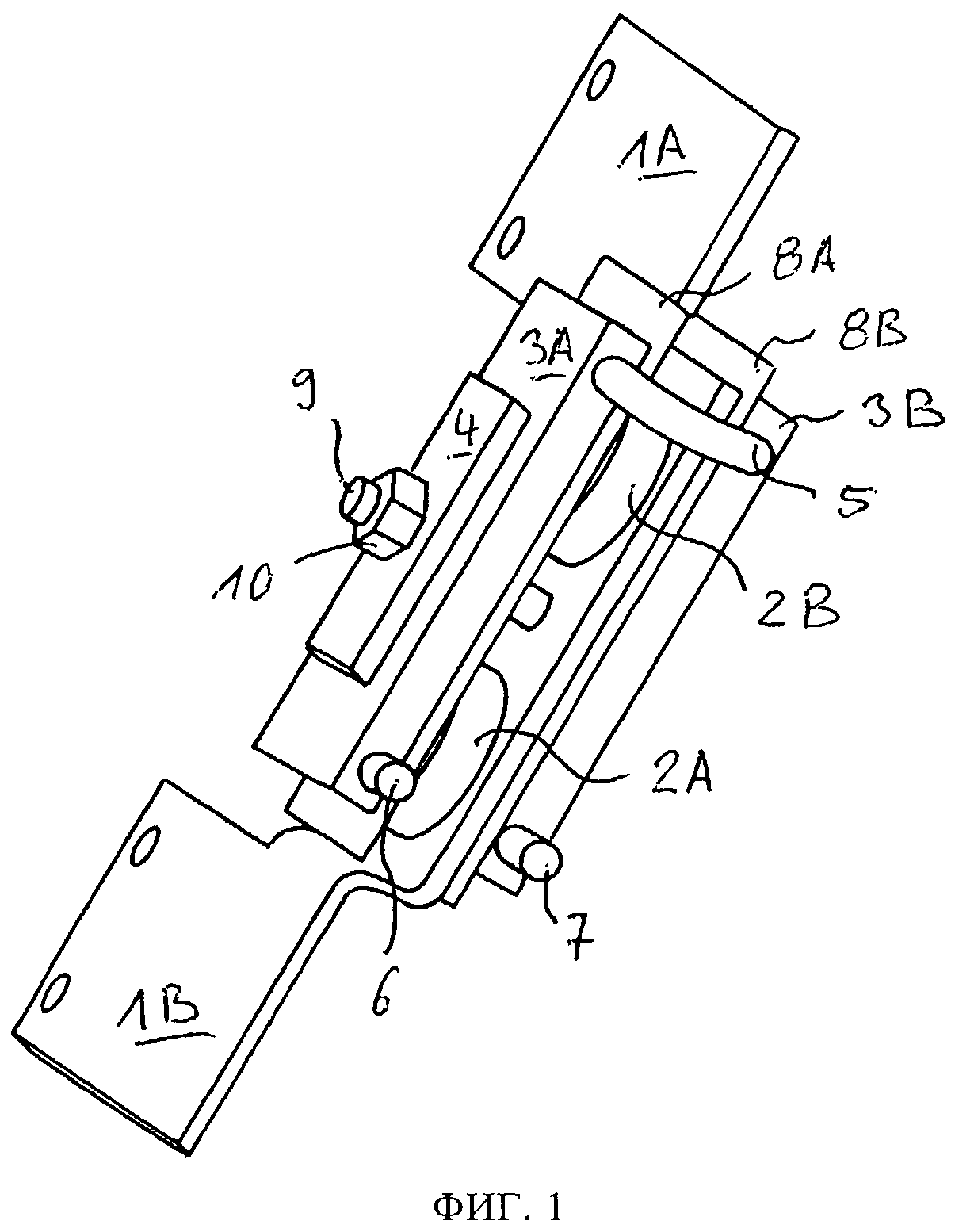
На фиг.1 в аксонометрии показан переключательный модуль с двумя тиристорами 2А и 2В таблеточной конструкции, двумя охлаждающими средствами 3А и 3В из алюминия, двумя токоподводящими средствами, соответственно двумя токопроводящими шинами 1А и 1В, двумя изоляционными средствами 8А, 8В в виде изолирующих армированных пленок (армированной стекловолокном силиконовой пленки или пленок, выпускаемых под торговым наименованием Kapton), а также зажимным элементом 4 (второй зажимной элемент не показан) и резьбовым стержнем (шпилькой) 9 с навинченной на него гайкой 10 (вторая гайка не показана). Тиристоры 2А, 2В таблеточной конструкции расположены по середине между токопроводящими шинами 1А, 1В таким образом, что они своими контактными выводами по всей их площади прилегают к шинам 1А, 1В. На шинах 1А, 1В с обеих сторон расположено по армированной стекловолокном силиконовой пленке 8А, 8В, к которой по всей своей площади прилегает теплоотвод 3А, соответственно 3В, и которой он тем самым электрически изолирован от токоведущей шины 1А, соответственно 1В. Через всю эту конструкцию проходит отверстие, соответственно цилиндрический канал под пропускаемый через него резьбовой стержень 9, при навинчивании гаек 10 на который с обоих его концов вся конструкция зажимается между расположенными с обеих сторон зажимными элементами 4, что обеспечивает возможность оптимального электрического соединения между тиристорами 2А и 2В таблеточной конструкции и токопроводящими шинами 1А и 1В и оптимального отвода тепла теплоотводами 3А и 3В.
Ко входу 6 первого теплоотвода 3А можно подсоединить шланг, по которому в теплоотвод 3А подается нагнетаемая насосом охлаждающая среда. По соединению 5 между первым теплоотводом 3А и вторым теплоотводом 3В охлаждающая среда может перетекать из теплоотвода 3А в теплоотвод 3В и затем возвращаться через выход 7 второго теплоотвода обратно в циркуляционный контур с насосом.
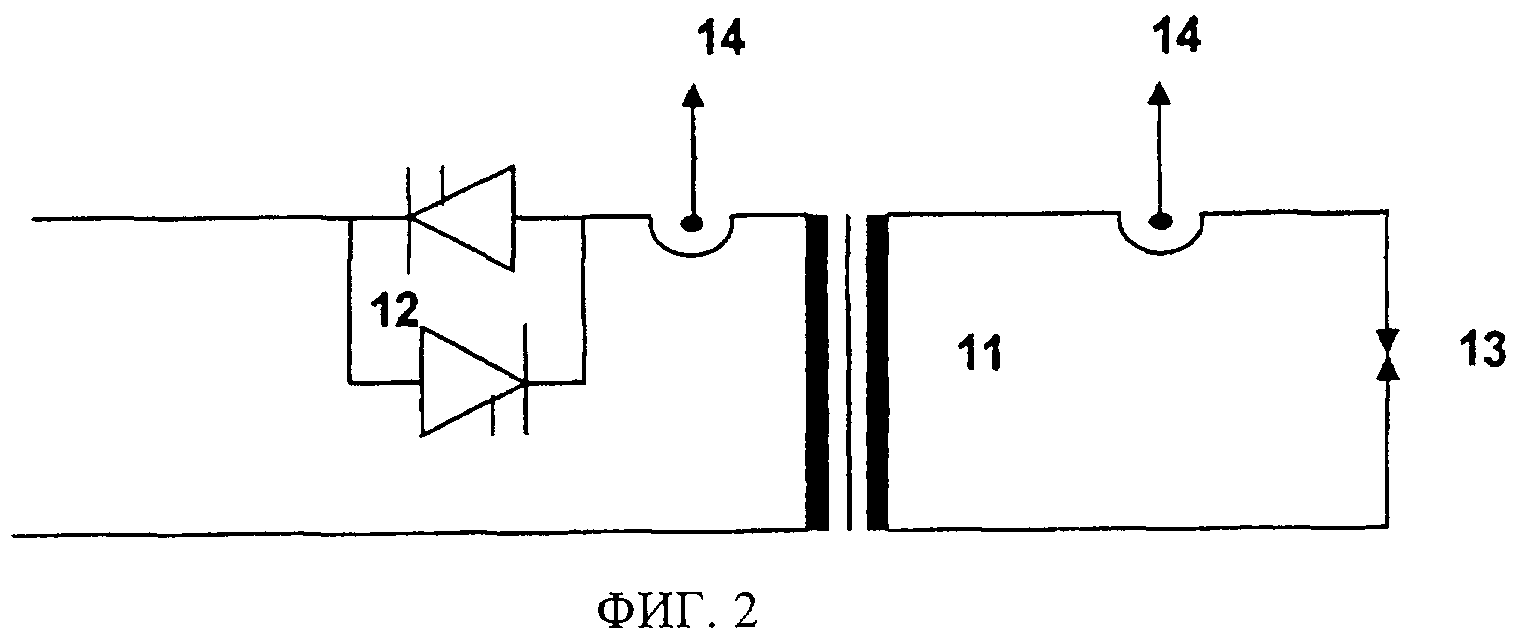
На фиг.2 показана принципиальная схема установки для контактной сварки переменным током и прежде всего сварочного трансформатора 11, управляемого с первичной стороны предлагаемым в изобретении переключательным модулем 12, обеспечивающим подачу сварочного тока на расположенное со вторичной стороны сварочное приспособление 13, например на сварочные клещи устройства для контактной сварки. Помимо этого на чертеже показаны две точки 14 измерения тока, которые позволяют регистрировать изменение силы сварочного тока с первичной стороны и со вторичной стороны и передавать результаты измерения в систему 14 управления сваркой.
Тиристоры 2А, 2В предлагаемого в изобретении переключательного модуля отпираются для управления сварочным током в режиме "управление током" при задаваемом постоянным значении фазового угла отсечки (угла отпирания тиристора). В режиме "регулирование тока" для вычисления нового значения фазового угла отсечки системой управления сваркой дополнительно используется регистрировавшаяся ранее сила тока.
Газовый инжектор с улучшенной характеристикой открытия
Печатающая головка для трехмерной печати с дополнительными термостатирующими средствами
Электромеханический усилитель тормозного привода и способ изготовления электромеханического усилителя тормозного привода
Отрезное устройство для технологической машины
Интеллектуальное аудиоаналитическое устройство и способ для космического аппарата
Свеча зажигания с многоступенчатой посадочной частью ее изолятора
Быстрозажимное устройство, рабочий инструмент, технологическая машина и обрабатывающая система
Топливная форсунка
Устройство и способ настройки давления в сливной линии для топливной форсунки
Система снижения токсичности отработавших газов и способ подачи восстановителя в выпускной тракт двигателя внутреннего сгорания
Технологическая машина с емкостной системой предупреждения травмирования

