Результат интеллектуальной деятельности: СПОСОБ ГИБКИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может найти применение при гибке металлических труб, в частности, для изготовления теплообменников.
Известен способ гибки труб, согласно которому гибку трубной заготовки проводят ее осевым перемещением и одновременным поворотом гибочного элемента гибочной головки из исходного положения на угол, обеспечивающий заданный радиус гиба трубной заготовки. Далее гибочный элемент поворачивают в исходное положение. Гибку следующего колена производят поворотом гибочного элемента гибочной головки (Патент РФ №2422229, опубл. 27.06.2011).
Способ позволяет формировать трубы многоколенной пространственной формы, в том числе с переменными радиусами изгиба, однако способ не позволяет получать качественной формы трубы с углом изгиба 180 градусов.
Наиболее близким к предложенному изобретению по технической сущности является способ изготовления гнутых изделий из коротких толстостенных труб, в котором полость заготовки заполняют наполнителем и осуществляют гибку в рычажной матрице деформирующим пуансоном. При этом к нижним половинам торцовых поверхностей заготовки прикладывают противонаправленные сжимающие усилия кулачками в виде внешних концевых элементов рычагов матрицы. Длину пути каждого кулачка при повороте на половину угла гибки заготовки определяют по приведенной формуле (Патент РФ №2312727, опубл. 20.12.2007 - прототип).
Недостатки известного устройства проявляются при изгибе трубы на 180 градусов. При этом наблюдается уменьшение толщины трубы и появление эллипсности в месте изгиба, имеют место морщины, а в отдельных случаях возникают трещины на трубе.
В предложенном изобретении решается задача повышения качества изогнутой трубы.
Задача решается тем, что в способе гибки металлической трубы, включающем размещение трубы с засыпанным внутрь и утрамбованным формовочным песком между опорным роликом с формующей поверхностью и формующими элементами и ее изгиб посредством формующих элементов, перемещаемых вокруг опорного ролика одновременно в две стороны, удаление после гибки формовочного песка, согласно изобретению в качестве формующих элементов используют полуролики с формующими поверхностями и неподвижно закрепленные на П-образных скобах упоры с формующими поверхностями, разворачивают каждую П-образную скобу на 90 градусов и формуют поверхность трубы, причем точки касания полуроликов с трубой в начале изгиба отнесены на расстояние, составляющее от 1/4 до 1 наружного диаметра изгибаемой трубы.
Место изгиба можно нагревать.
Сущность изобретения
При гибке труб на 180 градусов возникают трудности, связанные с вытяжкой металла трубы, сопровождающиеся уменьшением толщины трубы и эллипсностью, морщинами и даже трещинами на трубе в месте изгиба. Существующие способы гибки не решают эту проблему или решают лишь частично. В предложенном изобретении решается задача повышения качества изогнутой на 180 градусов трубы за счет устранения уменьшения толщины трубы, эллипсности, морщин и трещин на трубе в месте изгиба. Задача решается следующим образом.
В изгибаемую трубу в место изгиба помещают формовочный песок и уплотняют его. Трубу размещают между опорным роликом и формующими элементами. Отгибают трубу вокруг опорного ролика одновременно в две стороны, при этом поддерживают формовочный песок в уплотненном состоянии, а в месте изгиба трубы одновременно с двух сторон формируют поверхность трубы, соответствующую поверхности прямой трубы. Формирование поверхности начинают с расстояния от начала изгиба, составляющего от половины до диаметра изгибаемой трубы. После гибки удаляют формовочный песок. Для облегчения изгиба и устранения морщин место изгиба возможно нагревать вплоть до температуры 600°С.
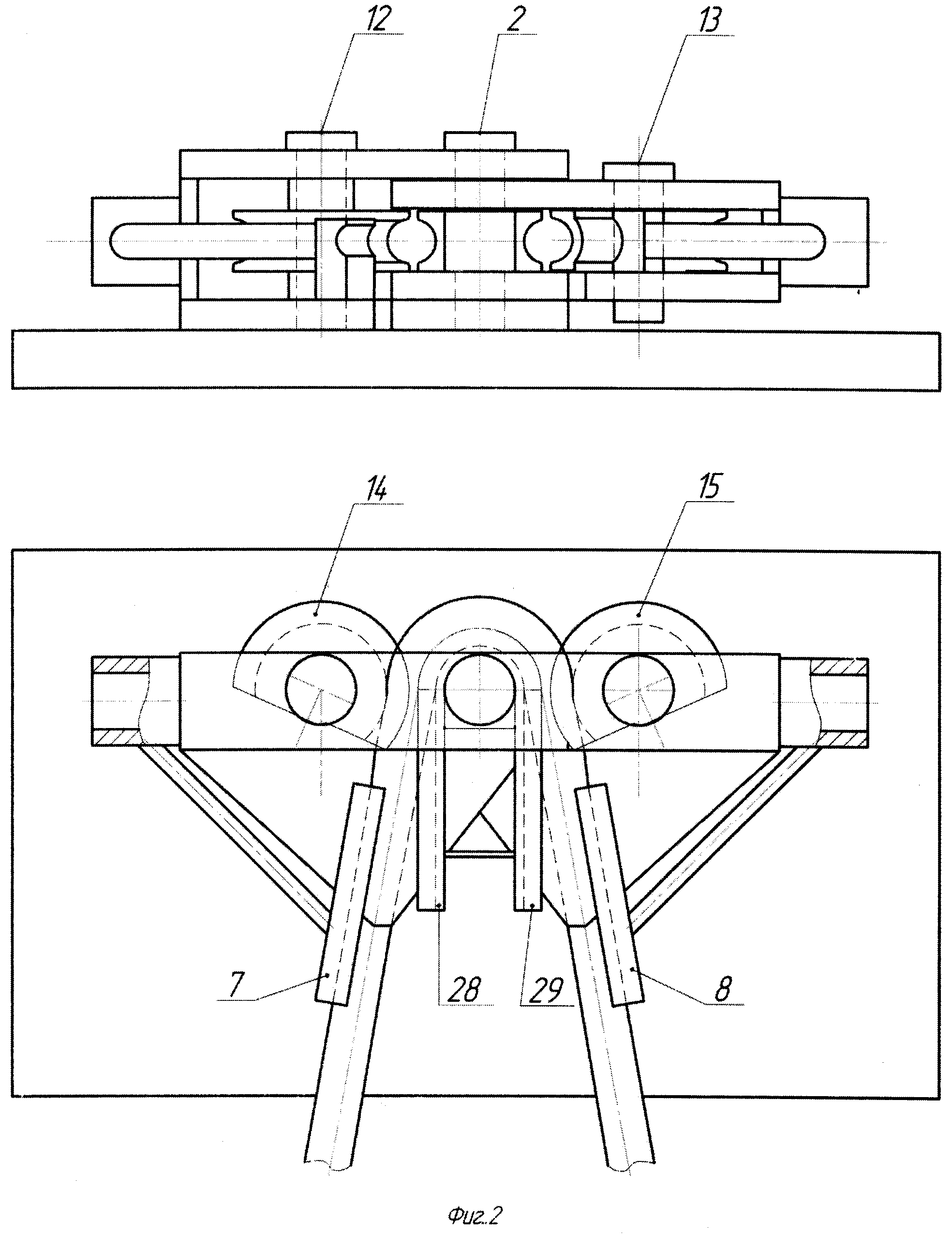
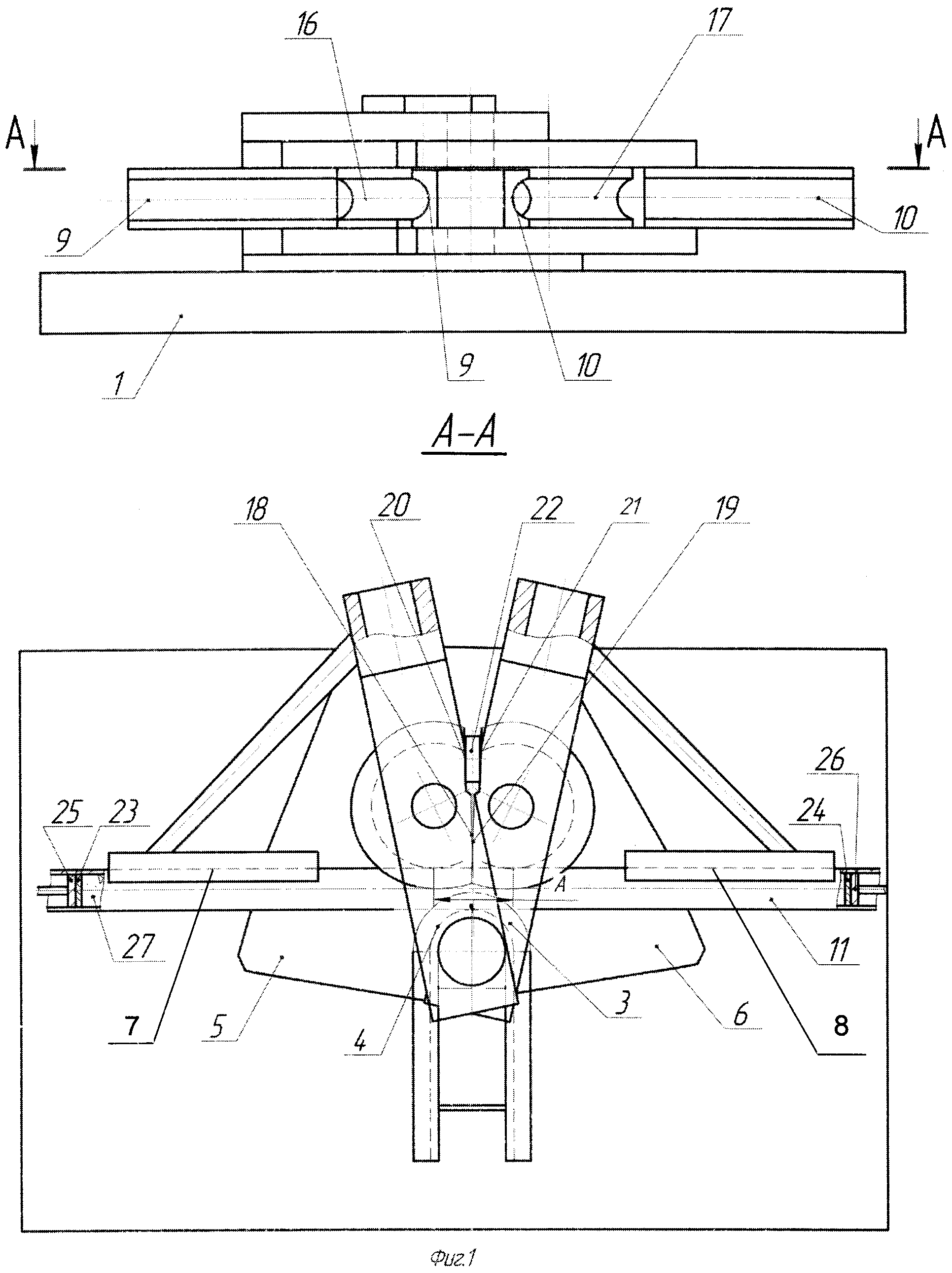
На фиг.1 и 2 представлено устройство для гибки металлической трубы, которое может быть применено для реализации заявленного способа, на фиг.1 устройство изображено в исходном для гибки трубы положении, на фиг.2 устройство изображено в конце изгиба трубы.
Устройство для гибки металлической трубы включает станину 1 с осью 2, на которой закреплены с возможностью вращения опорный ролик 3, имеющий формующую поверхность 4, и две П-образные скобы 5 и 6, на которых неподвижно закреплены в качестве формующих элементов упоры 7 и 8 с формующими поверхностями 9 и 10, ответными наружной поверхности прямой трубы 11, и оси 12 и 13, на которых закреплены с возможностью вращения полуролики 14 и 15 с формующими поверхностями 16 и 17, ответными наружной поверхности изгибаемой трубы 11, и с плоскостями напротив формующих поверхностей 16 и 17, состоящими из контактных выступающих плоскостей 18 и 19 и центрирующих упорных плоскостей 20 и 21. На станине 1 неподвижно закреплен ориентир 22, установленный с возможностью контактирования с центрирующими упорными плоскостями 20 и 21 полуроликов 14 и 15, а полуролики 14 и 15 установлены с возможностью контактирования друг с другом по контактным выступающим плоскостям 18 и 19. Полуролики 14 и 15 и упоры 7 и 8 размещены с возможностью контактирования по формующим поверхностям соответственно 16 и 17 и 9 и 10 с изгибаемой трубой 11, размещаемой между опорным роликом 3 с одной стороны и полуроликами 14 и 15 и упорами 7 и 8 с другой стороны. Устройство укомплектовано заглушками 23 и 24, способными быть размещенными внутри изгибаемой трубы 11, шомполами 25 и 26, контактирующими с заглушками 23 и 24, и формовочным песком 27. Для ограничения изгиба трубы на 180 градусов за опорным роликом 3 смонтированы ограничители изгиба 28 и 29.
Точки касания полуроликов 14 и 15 с трубой 11 отнесены от начала изгиба, т.е. в проекции от точки касания трубы 11 с опорным роликом 3, на расстояние «А», равное величине, составляющей от 1/4 до 1 наружного диаметра трубы 11.
Устройство для гибки металлической трубы работает следующим образом.
Полуролики 14 и 15 поворачивают вокруг осей 12 и 13 до положения, в котором их контактные выступающие плоскости 18 и 19 и центрирующие упорные плоскости 20 и 21 обращены друг к другу. Поворачивают П-образные скобы 5 и 6 к ориентиру 22 до контакта центрирующих упорных плоскостей 20 и 21 с ориентиром 22. Одновременно происходит контакт между контактными выступающими плоскостями 18 и 19, полуролики 14 и 15 оказываются размещены началом формующих поверхностей 16 и 17 к опорному ролику 3, а упоры 7 и 8 расположены перпендикулярно контактными выступающими плоскостями 18 и 19.
Подготавливают изгибаемую трубу 11 к гибке. Для этого в место изгиба внутрь трубы 11 засыпают формовочный песок 27, который проталкивают и устанавливают на месте шомполами 25 и 26 с заглушками 23 и 24 на конце. Ударами одного из шомполов, например 25, с заглушкой 23 по формовочному песку 27 при удержании другого, в данном случае шомпола 26 с заглушкой 24, добиваются уплотнения формовочного песка 27. Прекращают уплотнять формовочный песок 27 после прекращения усадки формовочного песка 27. В некоторых случаях производят подогрев места изгиба, например, газовой горелкой до температуры вплоть до 600°С.
Изгибаемую трубу 11 помещают между опорным роликом 3 и полуроликами 14 и 15. При этом труба 11 оказывается между формующими поверхностями 4 опорного ролика 3, формующими поверхностями 16 и 17 полуроликов 14 и 15 и формующими поверхностями 9 и 10 упоров 7 и 8.
Одновременно разворачивают П-образные скобы 5 и 6 на 90 градусов каждую. При этом упоры 7 и 8 отгибают трубу вокруг опорного ролика 3, а полуролики 14 и 15 обкатывают опорный ролик 3 и формируют наружную поверхность трубы 11 в месте изгиба. Изгиб продолжают до контакта трубы 11 с ограничителями изгиба 28 и 29.
По окончании процесса ставят П-образные скобы 5 и 6 в промежуточное положение и изогнутую трубу 11 протаскивают между полуроликами 14 и 15, вынимают из трубы 11 шомпола 25 и 26 с заглушками 23 и 24 и вымывают формовочный песок 27.
За счет того, что трубу 11 изгибают от начала изгиба не на 180 сразу, а на 90 градусов в каждую сторону, исчезает эффект стекания металла трубы по направлению изгиба, этому же способствует формирование поверхности трубы полуроликами 14 и 15 в месте изгиба. Основную нагрузку при изгибе несут упоры 7 и 8, а полуролики 14 и 15, в основном, формируют поверхность трубы 11. Перенос усилий по изгибу трубы 11 от полуроликов 14 и 15 к упорам 7 и 8 и изгиб на 90 градусов в каждую сторону вместо изгиба в одну сторону на 180 градусов позволяет избежать уменьшения толщины трубы 11, появления эллипсности в месте изгиба и морщин и трещин на трубе 11.
То, что точки касания полуроликов 14 и 15 с трубой 11 отнесены от начала изгиба на расстояние «А», равное величине, составляющей от 1/4 до 1 наружного диаметра трубы 11, позволяет свободно деформироваться металлу трубы в наиболее нагруженном месте и релаксировать напряжения металла в это место.
Примеры конкретного выполнения
Пример 1. В устройстве, показанном на фиг.1, изгибают трубу из нержавеющей стали длиной 16 м с наружным диаметром 20 мм. Внутрь трубы засыпают формовочный песок на длину трубы порядка метра, шомполами с заглушками продвигают формовочный песок к месту изгиба. Ударами одного из шомполов с заглушкой по формовочному песку при удержании другого шомпола с заглушкой добиваются уплотнения формовочного песка. Прекращают уплотнять формовочный песок после прекращения усадки формовочного песка. Изгибаемую трубу помещают между опорным роликом и полуроликами. Полуролики касаются трубы на расстоянии, равном 1/4 диаметра трубы, т.е. на 5 мм каждый. Одновременно разворачивают П-образные скобы на 90 градусов каждую. По окончании процесса ставят П-образные скобы в промежуточное положение и изогнутую трубу протаскивают между полуроликами, вынимают из трубы шомпола с заглушками и вымывают формовочный песок из трубы.
Пример 2. Выполняют, как пример 1. Изгибают трубу с наружным диаметром 30 мм. Полуролики касаются трубы на расстоянии, равном 3/4 диаметра трубы, т.е. на 22, 5 мм каждый. Перед помещением изгибаемой трубы между опорным роликом и полуроликами место изгиба нагревают до 600°С. Охлаждение трубы после гибки выполняют на воздухе.
Пример 3. Выполняют, как пример 2. Изгибают трубу с наружным диаметром 35 мм. Полуролики касаются трубы на расстоянии, равном диаметру трубы, т.е. на 35 мм каждый. Перед помещением изгибаемой трубы между опорным роликом и полуроликами место изгиба нагревают до 580°С. Охлаждение трубы после гибки выполняют на воздухе.
В результате при изгибе трубы на 180 градусов не наблюдается уменьшения толщины трубы и появления эллипсности в месте изгиба, не имеют место морщины и трещины на трубе.
Применение предложенного устройства позволит повысить качество поверхности изогнутой трубы.
Способ получения дистиллята
Способ защиты от коррозии сварного соединения труб с внутренним антикоррозионным покрытием
Теплообменник-реактор
Способ защиты внутренней зоны соединений труб с внутренним покрытием (варианты)
Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа
Обмоточная машинка
Способ обезвреживания продуктов кислотной обработки призабойной зоны скважины
Способ эксплуатации скважины
Способ монтажа трубопроводов из металлопластмассовых труб
Способ изготовления фотодиодов на антимониде индия
Фотодиод на антимониде индия
Способ облицовки внутренней поверхности металлической трубы полимерным рукавом
Способ поинтервальной обработки призабойной зоны горизонтальной скважины
Способ защиты от коррозии зоны сварного соединения металлических труб с внутренним противокоррозионным покрытием
Способ обработки бурового раствора
Способ опрессовки и исследования нефтяных и газовых скважин

