Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ ЗАГОТОВКИ ЛОПАТКИ ГТД ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к деформационно-термической обработке титановых сплавов с целью формирования ультрамелкозернистой структуры, обеспечивающей значительное повышение физико-механических свойств титановых сплавов, и может найти применение в авиадвигателестроении, медицине, машиностроении, например, с целью получения заготовок лопаток газотурбинных двигателей (ГТД).
Известен способ получения ультрамелкозернистых заготовок из титановых сплавов, включающий интенсивную пластическую деформацию и термомеханическую обработку. Интенсивную пластическую деформацию проводят методом многократной всесторонней ковки со сменой осей деформации до достижения степени накопленной логарифмической деформации не менее 3, которую начинают при температуре ниже температуры полиморфного превращения с последующим ее снижением после каждого этапа деформации до температуры ниже порога рекристаллизации, с которой начинают термомеханическую обработку, осуществляемую со ступенчатым понижением температуры обработки до комнатной (патент РФ №2364660, МПК C22F 1/18, опубл. 20.08.2009). Недостатком известного способа являются недостаточно высокие физико-технические свойства заготовок.
Известен способ получения ультрамелкозернистых заготовок из металлов и сплавов, включающий интенсивную пластическую деформацию методом многократной всесторонней ковки со сменой на каждом этапе направлений деформирования последовательно по трем осям координат, которую начинают в интервале ковочных температур материала заготовки с последующим ее снижением после каждого или нескольких этапов деформирования до температуры ниже порога рекристаллизации. Ковку осуществляют в полости штампа по схеме плоскодеформированного состояния, при которой обеспечивают на каждом этапе деформирования уменьшение размера заготовки в направлении первой оси координат, совпадающей с направлением приложения деформирующего усилия, увеличение размера заготовки в направлении второй оси координат - со свободной стороны заготовки и сохранение размера заготовки в направлении третьей оси координат - с заневоленной стороны заготовки, причем по окончании этапа деформирования размер заготовки в направлении первой оси координат не превышает размера заготовки в направлении третьей оси координат, а обработку проводят в несколько циклов до достижения степени накопленной деформации не менее 3 (патент РФ №2393936, МПК B21J 5/0, C22F 1/18, опубл. 10.07.2010). Способ принят за прототип.
Недостаток прототипа заключается в следующем. По описанному техническому решению получают квадратную заготовку с дефектами в углах квадрата, которую для получения заготовки лопатки необходимо подвергать дальнейшей обработке кузнечной протяжкой с применением ручного труда с целью придания заготовке цилиндрической формы. В результате такой обработки получают неоднородную по объему заготовки структуру с неоднородными свойствами, что влияет на эксплуатационные характеристики лопатки, в частности на усталостные свойства.
Задачей изобретения является получение цилиндрической заготовки под лопатку с однородной ультрамелкозернистой структурой, обеспечивающей высокие физико-механические и эксплуатационные свойства лопатки.
Задача решается способом получения ультрамелкозернистой заготовки лопатки ГТД из титановых сплавов, включающим предварительный нагрев заготовки до температуры ниже температуры полиморфного превращения и последующую многократную интенсивную пластическую деформацию со сменой направлений деформирования, которую осуществляют в несколько циклов. В отличие от прототипа, обработку ведут в изотермических условиях при одинаковой температуре заготовки и штампа, причем в каждом цикле пластическую деформацию осуществляют при температуре отжига обрабатываемого сплава по этапам, которые включают последовательно: осадку цилиндрической заготовки с исходными заданными размерами в закрытом штампе, открытую осадку с получением заготовки в виде диска, плющение на ребро диска в закрытом штампе для получения заготовки с квадратным сечением и ее осадку в закрытом штампе на цилиндрическую заготовку с исходными размерами, причем количество циклов обработки определяют исходя из достижения степени накопленной деформации не менее пяти, после чего осуществляют закрытую осадку полученной цилиндрической заготовки при температуре на 50-100°С ниже температуры отжига обрабатываемого сплава, последующее выдавливание в цилиндрическую заготовку, имеющую два различных диаметра поперечного сечения для обеспечения объема материала под замок и перо лопатки, и плоскую штамповку заготовки лопатки.
Технический результат изобретения достигается благодаря следующему. Обработка в изотермических условиях при отсутствии разницы температур заготовки и штампа обеспечивает равномерность и однородность ультрамелкозернистой структуры по всему объему заготовки и, соответственно, высокие физико-механические свойства. Кроме того, однородность структуры обеспечивается всесторонним объемным сжатием, предотвращающим появление дефектов в заготовке.
Сущность изобретения поясняется чертежами, где показан способ получения ультрамелкозернистой заготовки лопатки ГТД из титанового сплава:
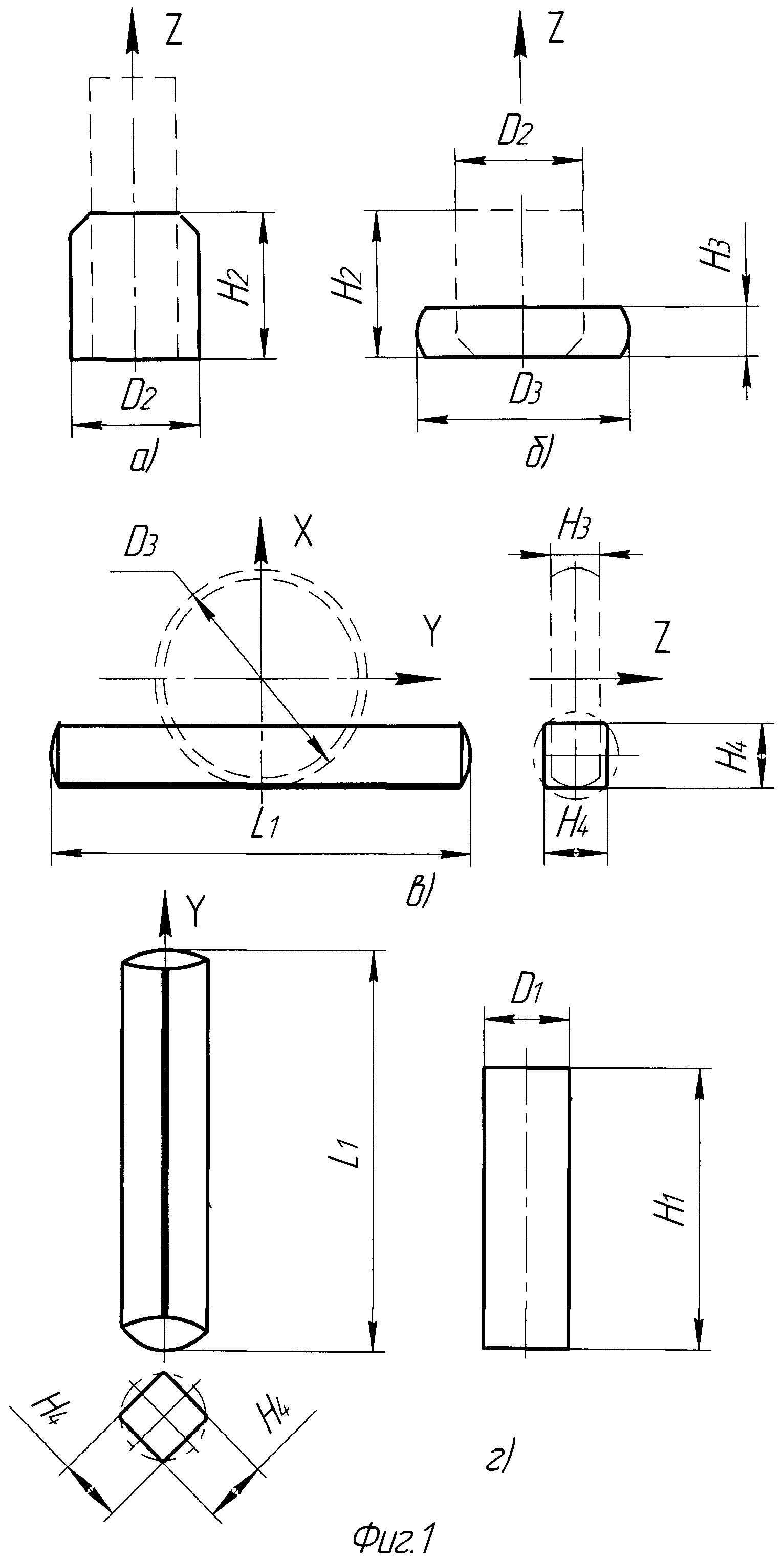
на фиг.1 а), б), в), г) - этапы одного цикла интенсивной пластической деформации заготовки; на фиг.2 - последующая обработка заготовки, включающая: а) - закрытую осадку полученной цилиндрической заготовки, б) - последующее выдавливание в цилиндрическую заготовку, имеющую два различных диаметра поперечного сечения, в) - плоскую штамповку заготовки лопатки.
Способ включает предварительный нагрев заготовки до температуры ниже температуры полиморфного превращения до температуры отжига обрабатываемого сплава и многократную интенсивную пластическую деформацию со сменой направлений деформирования, которую осуществляют в несколько циклов. В каждом цикле заготовку обрабатывают поэтапно (фиг.1):
1 этап - осадка цилиндрической заготовки с исходными заданными размерами в закрытом штампе (фиг.1а);
2 этап - открытая осадка с получением заготовки в виде диска (фиг.1б);
3 этап - плющение на ребро диска в закрытом штампе для получения заготовки с квадратным сечением (фиг.1в);
4 этап - осадка в закрытом штампе на цилиндрическую заготовку с получением исходных размеров (фиг.1г).
Количество циклов обработки определяют исходя из достижения степени накопленной деформации не менее пяти.
Затем осуществляют: закрытую осадку полученной цилиндрической заготовки при температуре на 50-100° ниже температуры отжига обрабатываемого сплава (фиг.2а), последующее выдавливание в цилиндрическую заготовку (фиг.2б), имеющую два различных диаметра поперечного сечения для обеспечения объема материала под замок и перо лопатки, и плоскую штамповку заготовки лопатки (фиг.2в).
Пример реализации способа
По заявляемому способу была обработана партия заготовок в количестве 100 штук из сплава ВТ6.
Вначале цилиндрические заготовки ⌀28×91 мм эмалировали и нагревали до температуры отжига сплава, равной 750°С, причем штампы нагревали до той же температуры. Далее осуществляли закрытую осадку заготовок до ⌀42×47 мм. После этого следовала открытая осадка до ⌀70×18 мм с получением заготовок в виде диска и плющение на ребро диска со сменой оси деформирования в закрытом штампе для получения заготовок с квадратным сечением размерами 20,7×20,7×70 мм. После этого осуществляли закрытую осадку заготовок до исходных размеров ⌀28×91 мм. Вышеуказанные этапы осуществляли в 4 цикла до достижения суммарной деформации е≥5.
Далее осуществляли обработку с целью получения штампованных заготовок лопаток. Для этого цилиндрические заготовки ⌀28×91 мм, подвергшиеся интенсивной пластической деформации, описанной выше, вновь подвергали эмалированию и нагреву, причем температура нагрева составляла 700°С. Штампы нагревали до этой же температуры. Осуществляли закрытую осадку заготовок до ⌀42×47 мм и последующее прямое выдавливание заготовок в цилиндрические, имеющие два различных диаметра поперечного сечения для обеспечения объема материала под замок и перо лопатки. Далее осуществляли плоскую штамповку заготовок лопаток.
В результате для обработанной партии заготовок были получены следующие результаты: размер зерна - 200-400 нм, предел прочности σB - 1300 МПа, что превышает физико-механические свойства лопаток ГТД из титановых сплавов, обработанных известными способами.
Таким образом, заявляемый способ позволяет получить цилиндрическую заготовку под лопатку с однородной ультрамелкозернистой структурой, обеспечивающей высокие физико-механические и эксплуатационные свойства лопатки.
Способ получения заготовки лопатки ГТД с ультрамелкозернистой структурой из титановых сплавов, включающий предварительный нагрев заготовки до температуры ниже температуры полиморфного превращения и последующую обработку путем многократной интенсивной пластической деформации со сменой направлений деформирования, которую осуществляют в несколько циклов, отличающийся тем, что обработку ведут в изотермических условиях при одинаковой температуре заготовки и штампа, причем в каждом цикле пластическую деформацию осуществляют при температуре отжига обрабатываемого сплава по последовательным этапам, которые включают осадку цилиндрической заготовки с исходными заданными размерами в закрытом штампе, открытую осадку с получением заготовки в виде диска, плющение на ребро диска в закрытом штампе для получения заготовки с квадратным сечением и ее осадку в закрытом штампе на цилиндрическую заготовку с исходными размерами, причем количество циклов обработки определяют, исходя из достижения степени накопленной деформации не менее пяти, после чего осуществляют закрытую осадку полученной цилиндрической заготовки при температуре на 50-100°С ниже температуры отжига обрабатываемого сплава, последующее выдавливание в цилиндрическую заготовку, имеющую два различных диаметра поперечного сечения для обеспечения объема материала под замок и перо лопатки, и плоскую штамповку заготовки лопатки.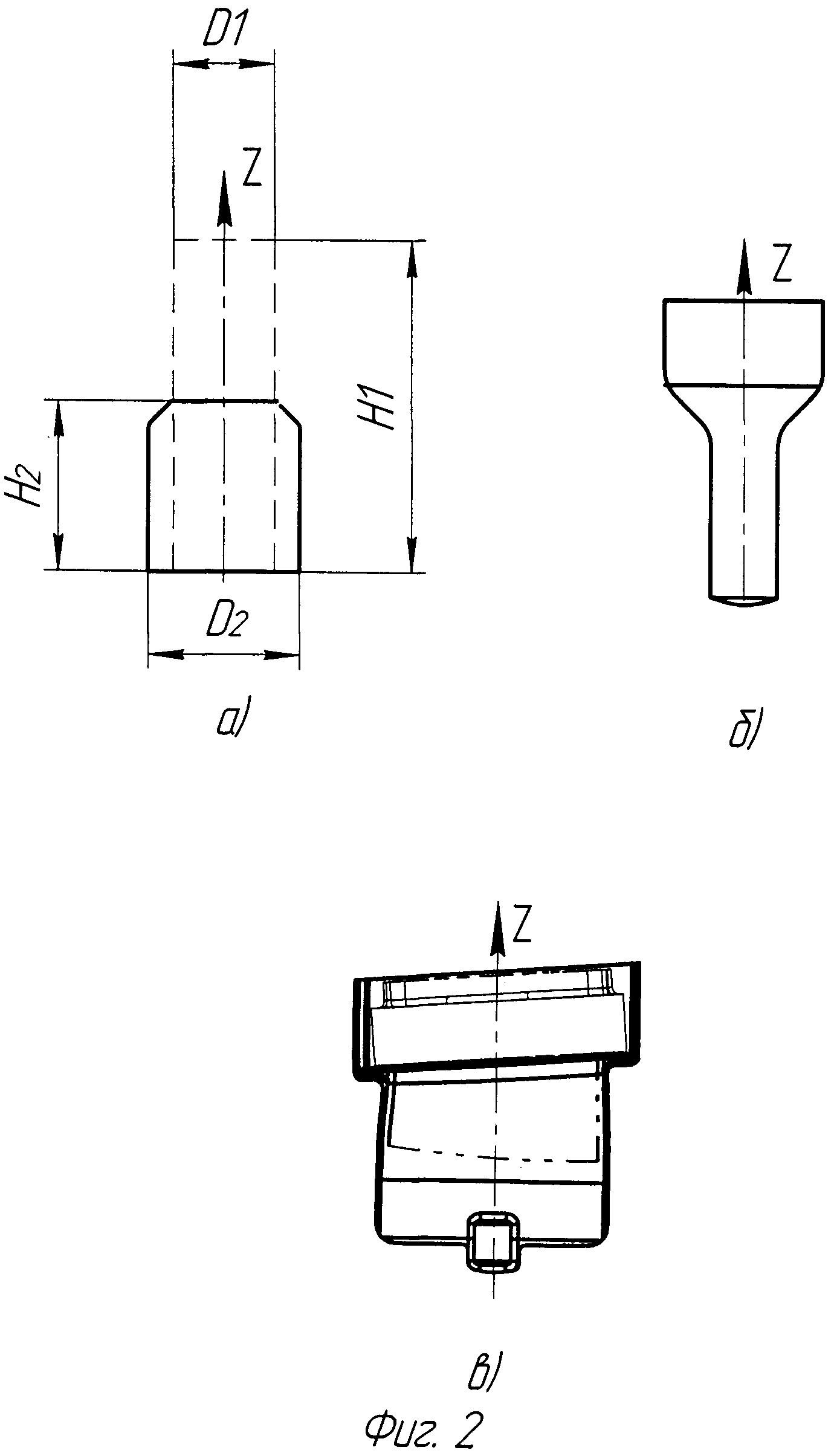
Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов
Способ линейной сварки трением деталей из титановых сплавов
Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин
Установка для очистки поверхностных сточных вод
Способ штамповки заготовок из наноструктурных титановых сплавов
Снегоход
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов
Компактное пальчиковое уплотнение
Смесь для изготовления литейных керамических стержней полых лопаток из жаропрочных сплавов литьем по выплавляемым моделям
Способ электрохимической обработки поверхностей малой кривизны секционным электродом-инструментом и устройство для его осуществления
Способ получения армированного теплозащитного покрытия
Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов
Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов

