Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к устройству для полунепрерывной выплавки и разливки химически активных тугоплавких металлов, например, такого как титан.
В настоявшее время наибольшее распространение в промышленном производстве титановых сплавов получил способ вакуумно-дугового переплава (ВДП) расходуемого электрода в глухом кристаллизаторе. В данном способе зона расплавления совмещена с зоной затвердевания металла, что значительно упрощает конструктивное оформления процесса плавки. Однако способу ВДП присущ и ряд органических пороков, к которым относятся:
- отсутствие гарантий получения слитков без включений (для повышения надежности устранения дефектов такого вида слитки, предназначенные для изготовления роторных деталей, изготавливают тройным переплавом);
- полученные слитки имеют ограничения по геометрии (в сечении только круг), и, как следствие этого, производство из круга слябов, заготовок малого сечения для штамповок, прутков и профилей осуществляется многократным переделом из крупного слитка и связано с большими потерями металла;
- ограничена возможность вовлечения оборотных отходов в шихту сплавов при существующей технологической схеме.
Эти недостатки во многом нивелируются плавкой с независимыми источниками нагрева (плазменные или электронно-лучевые) в промежуточную емкость (плавка с "холодным подом").
Плавка с промежуточной емкостью позволяет осуществить эффективную разливку металла в один или несколько кристаллизаторов с вытяжкой и, следовательно, возможностью получения за один переплав слитков-заготовок небольшого диаметра, плоских и полых слитков, а также отливок различной геометрической формы. Достигается более высокая степень очистки расплава из-за рафинирования его при переливе по желобу.
Известен способ электронно-лучевого переплава кускового металлического материала и устройство для его осуществления, включающее подачу кускового металлического материала на плавку, нагрев, предварительную дегазацию, испарение летучих компонент, плавление и слив жидкого металла в промежуточную емкость для рафинирования, затем в кристаллизатор или изложницу для формирования в них слитка. Способ реализуется с помощью устройства, которое содержит вакуумную плавильную камеру с электронными пушками, узел подачи кускового металлического материала на плавление, промежуточную емкость для рафинирования (гарнисажный тигель), кристаллизатор или изложницу для формирования в них слитка (Патент РФ №2087563, МПК C22B 9/22, C22B 34/12, опубл. 20.08.1997).
Недостатки устройства во многом обусловлены тем, что технологический процесс загрузки шихты, плавки, рафинирования разливки расплава и кристаллизации происходит внутри замкнутого объема, где находятся открытые относительно большие поверхности расплава нагретого до высокой температуры (например, температура расплава титановых сплавов составляет более 1700°С, а плавка в холодном поде с образованием гарнисажа ограничена глубиной ванны расплава не более 400-600 мм). Вследствие того, что потери тепла пропорциональны величине удельной теплоотдающей поверхности (т.е. поверхности, приходящейся на единицу объема расплава), их относительный уровень увеличивается с уменьшением глубины ванны. Лучистые потери тепла с поверхности ванны расплава становятся сравнимыми (по величине) с потерями от конвективных и теплопроводных процессов обычно при температурах выше 600-650°С, а при температуре плавки титановых сплавов могут составлять до 2/3 и более энергии нагрева. Эта энергия поглощается внутренней поверхностью печи, что снижает ее кпд и требует сложных конструктивных решений для защиты от перегрева отдельных узлов.
Большая площадь ванны расплава создает предпосылки для значительного количественного испарения основного металла сплава, легирующих элементов и примесей, приводящие к проблеме косвенно влияющей на качества выплавляемого сплава, поскольку они конденсируются и осаждаются на стенке и своде печного устройства. Химически активные металлы и примеси могут вступать в реакцию с материалами стен и свода, образуя тугоплавкие соединения. Таким образом, количество примесей и соединений, образующихся на стенах и конструкциях печи, увеличивается пропорционально количеству плавок. В такой ситуации, если примеси и тугоплавкие соединения, прикрепившиеся к стене устройства, не контролировать, они под воздействием собственного веса падают в рабочую часть печи. Если примеси и тугоплавкие соединения попадут в расплавленный металл в кристаллизаторе или на поде, они могут снизить качество слитка до неприемлемого уровня.
Известно устройство для плавки металла с независимыми источниками нагрева и способ получения слитка из металла с высокой температурой плавления, использующее это устройство. Способ реализуется на основе устройства, содержащего механизм подачи сырья, плавильное устройство, соединенное с механизмом подачи, под, водоохлаждаемый кристаллизатор и электронную пушку и устройство отвода для отходящих газов, соединенное с плавильным устройством. На внутренней поверхности печи установлена съемная облицовка, которая состоит из облицовки свода, выполненной из металла, облицовки боковой стены и облицовки днища, выполненной из металла, или иных термостойких материалов, на поверхности которых конденсируется испарившийся титан или примеси. Каждый вид облицовки выполнен с возможностью снятия из печи индивидуально. Изобретение позволяет уменьшить вероятность попадания однажды испарившихся примесей из ванны расплавленного металла на под или в кристаллизатор, а также повысить коэффициент использования печи (Патент РФ №2401872, МПК C22B 9/22, F27D 1/00, опубл. 20.10.2010) - прототип.
В изобретении не оптимизированы процессы лучистого теплообмена в системе источники нагрева - ванна - внутренняя поверхность рабочей камеры и устройств, находящихся внутри рабочей камеры. Поэтому лучистая энергия, идущая от зеркала ванны расплава, расходуется нерационально и приводит к вредному нагреву конструкции камеры и механизмов, при этом съемная облицовка нагревается до температуры, затрудняющей процесс конденсации испаряющих веществ.
Задача изобретения состоит в повышении качества выплавляемого металла, в создании наиболее благоприятного для технологического процесса распределения тепловых потоков между ванной расплава и конструкциями, находящихся внутри рабочей камеры при наиболее рациональном для технологического процесса температурном графике работы конструкций, исключающем их перегрев, в повышении производительности и кпд устройства для получения химически активных металлов.
Техническим результатом является:
- зонное оптимальное регулирование лучистого теплообмена внутри устройства, обеспечивающее его интенсификацию в рабочих зонах операций плавки и разлива расплава при одновременном уменьшении вредного воздействие лучистого теплового потока на конструкции и механизмы, находящиеся внутри рабочей камеры;
- контролируемый в процессе плавки процесс конденсации испарений основного металла, легирующих элементов и примесей в местах, гарантирующих непопадания образующихся вредных включений в расплав.
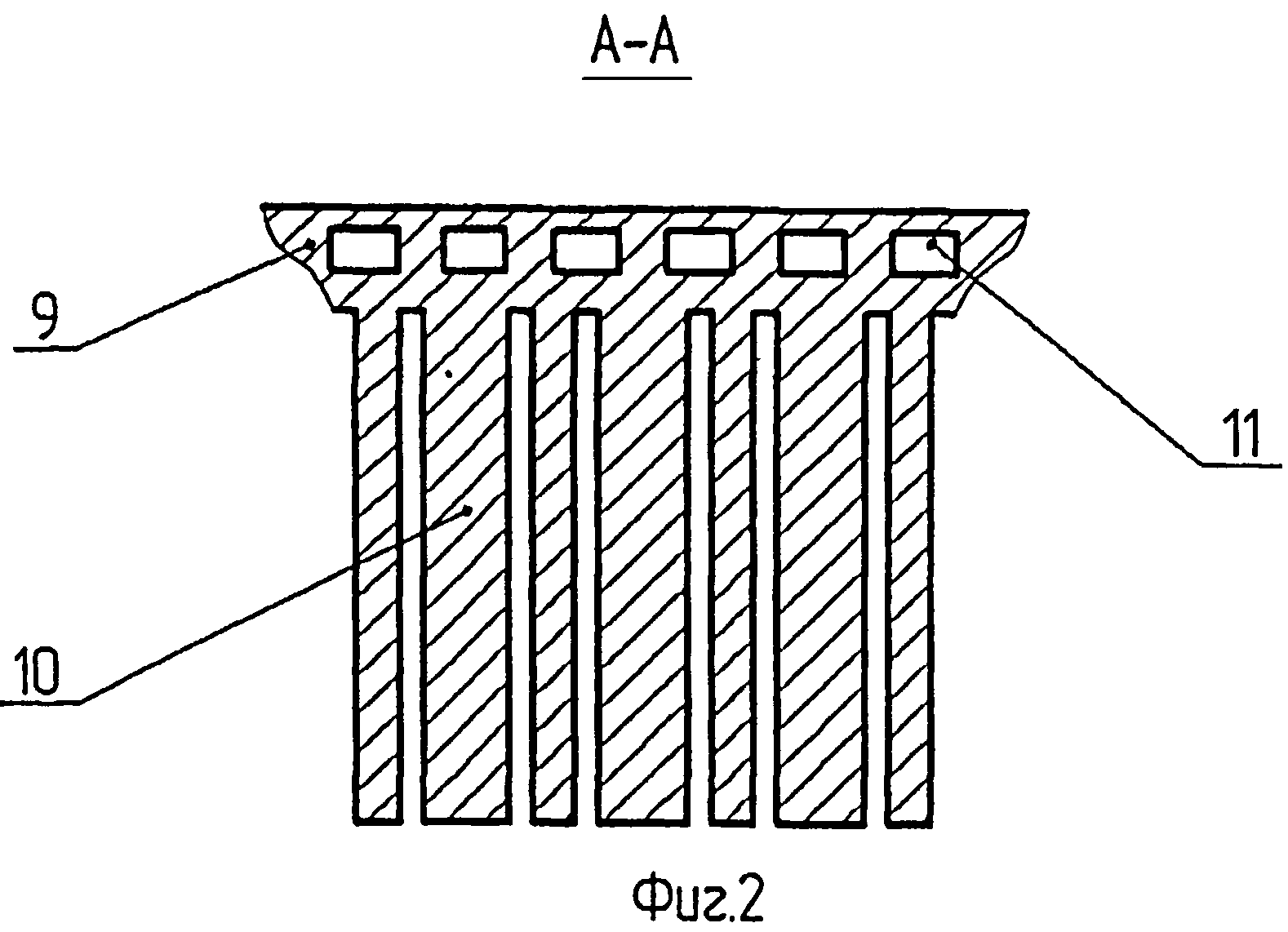
Указанный технический результат достигается с помощью устройства для полунепрерывного получения слитков химически активных металлов, включающего герметичную рабочую камеру, холодный под, независимые источники нагрева, механизм загрузки шихты, кристаллизатор, механизм подачи кристаллизатора, разливочную камеру с тележкой, вакуумные затворы, отличающегося тем, что внутренняя поверхность рабочей камеры снабжена сводом, состоящим из плиты с водоохлаждаемыми каналами, на нижней поверхности которой размещены разделенные пазами вертикально столбчатые элементы, через которые передаются регламентированные потоки тепловой энергии.
В целях гарантированного исключения случайных попаданий в расплав химических элементов, не входящих в состав сплава, столбчатые элементы выполнены из материала, аналогичного основе сплава, выплавляемого в печи.
Сущность изобретения.
Плавление химически активных металлов накладывает дополнительные условия на сам металлургический процесс, а также на конструкцию используемых плавильных устройств. В замкнутом объеме плавильной камеры размещена рабочая высокотемпературная зона плавления, и в непосредственной близости с ней жизненно необходимые вспомогательные механизмы, требующие для удовлетворительной работы значительно более низких температур, кроме того, в замкнутом пространстве непосредственно с ванны жидкого расплава происходит интенсивное испарение химически активных веществ. Интенсивность этих физических процессов во многом зависит от температурных режимов в различных частях рабочей камеры. Теплообмен излучением является преобладающим в большинстве металлургических печей, особенно это относится к высокотемпературным печам.
Одним из способов управления лучистым теплообменом в промышленных тепловых агрегатах является направленное регулирование лучистой энергией излучаемой сводом. Поверхность свода, входящая в систему лучистого теплообмена, испускает потоки отраженного излучения и собственного излучения. Собственное излучение, отнесенное к единице поверхности тела, определяет лучеиспускательную способность тела. Последняя, в соответствии с законом излучения Стефана-Больцмана, пропорциональна температуре тела в четвертой степени, и уже при температуре нагрева более 500°С становится определяющей при использовании таких конструкционных материалов как сталь или титановые сплавы (степень черноты поверхности 0,6-0,8).
Непосредственно в столбчатых конструкциях (столбах) поток энергии передается теплопроводностью, которая пропорциональна площади сечения столба, перепаду температур между поверхностью охлаждающего канала и торцом столбчатой конструкции, теплопроводности материала и обратно пропорциональна расстоянию длине столба. Изменяя эти величины можно регулировать поток тепловой энергии, а, следовательно, и температуру по длине столбчатых элементов.
Поддержание на торцах столбов регламентированной температуры позволяет увеличивать потоки лучистой тепловой энергии, передаваемой в рабочей зоне плавки, и уменьшать в зоне расположения вспомогательных механизмов.
Кроме того, возможность регламентирования потока тепловой энергии через столбчатые конструкции дает возможность обеспечивать на их поверхностях и на своде участки поверхности с температурами менее 800°С. Постоянный тепловой режим этих участков свода гарантированно обеспечивает конденсацию на их поверхности паров основного металла сплава, легирующих элементов и примесей, которые затем легко удаляются при периодическом обслуживании свода.
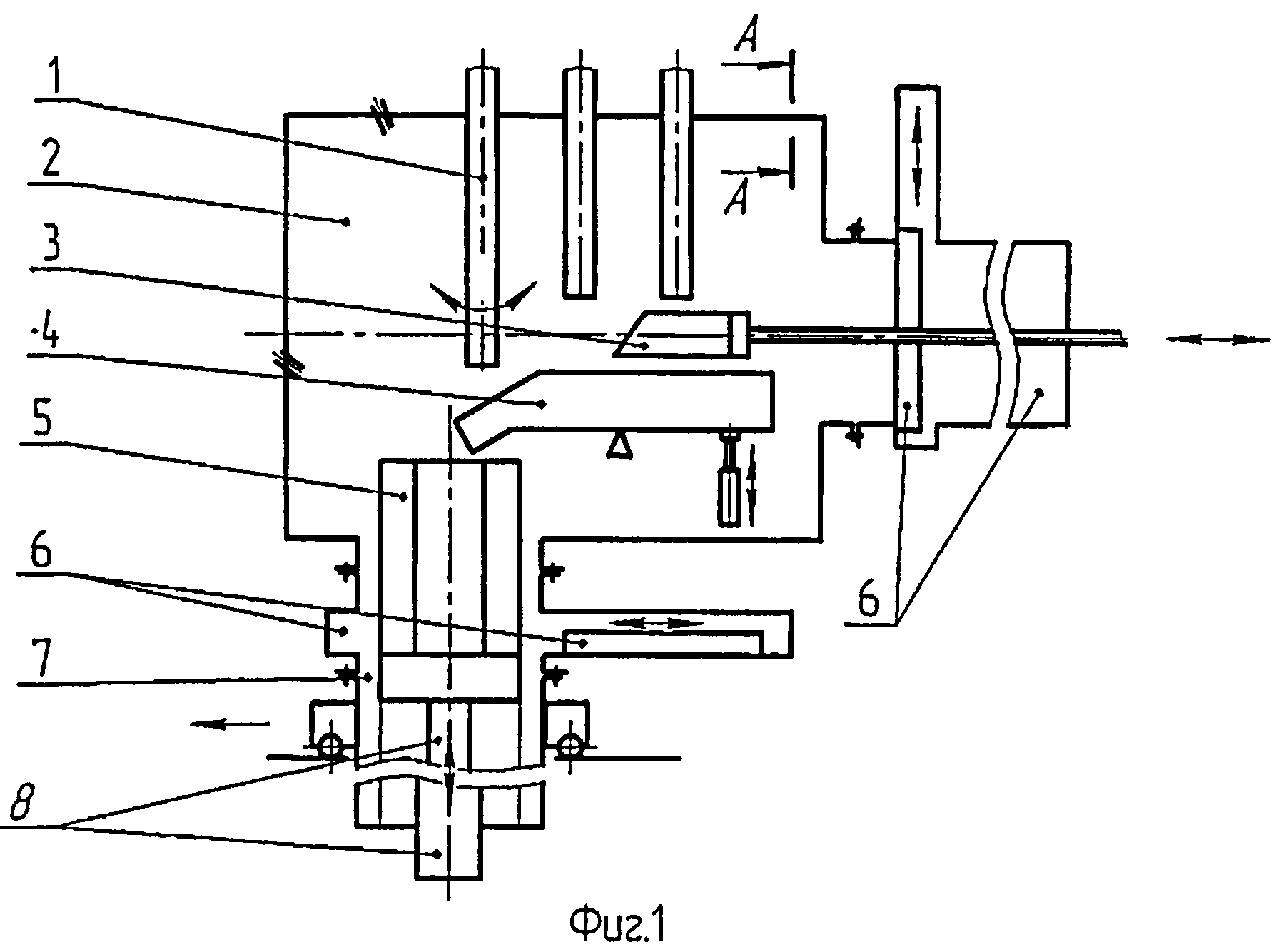
Изобретение поясняется чертежами, где на фиг.1 показан заявляемый плавильный агрегат; на фиг.2 - разрез по А-А на фиг.1.
Агрегат для плавления и разливки химически активных металлов, например титана, в вакууме или защитной атмосфере включает в себя плавильную камеру 2, снабженную горячим сводом 9, состоящим из разделенных между собой столбчатых элементов 10, охлаждаемых со стороны, противоположной нагреву водой, циркулируемой в каналах 11, плазматроны 1, тигель 4, мульду с механизмом загрузки шихты 3, кристаллизатор с поддоном 5, механизм подачи кристаллизатора 8, разливочную камеру с тележкой 7 и вакуумные затворы 6.
В исходном положении плавильная камера 2, снабженная горячим сводом 9, отвакуумирована, производят розжиг плазматронов и загрузку тигля при помощи мульды с механизмом загрузки шихты 3. Одновременно с плавлением производится разогрев горячего свода, который сохраняется при последующих загрузках и плавлении металла, обеспечивая непрерывность процесса.
Разливочную камеру с тележкой 7 подают под плавильную камеру 2 на ось механизма подачи кристаллизатора 8 (при этом кристаллизатор с поддоном 5 находится в разливочной камере 7). Затем разливочную камеру 7 при помощи механизма подачи кристаллизатора 8 извлекают из тележки и поднимают до упора своим верхним фланцем в нижний фланец вакуумного затвора 6, вакуумируют и открывают шибер вакуумного затвора 6. После этого механизм подачи кристаллизатора 8 поднимает кристаллизатор 5 в позицию слива расплава из тигля 4, а к моменту заполнения кристаллизатора 5 он опускается на дно разливочной камеры 7, которую затем устанавливают на тележку. После этого закрывают вакуумный затвор 6 шибером, в разливочную камеру напускают аргон и отводят ее в позицию раздевания слитка, предварительно закрыв крышкой.
В это время с момента отхода кристаллизатора 5 от тигля 4 плазматроны 1 переводят на дежурную дугу, производится загрузка шихты, и предварительно подготовленная следующая разливочная камера с тележкой 7 с находящимся в ней кристаллизатором с поддоном 6 подгоняется под плавильную камеру 2 с горячим сводом 9 соосно с механизмом подачи кристаллизатора 8.
Цикл повторяется. При этом во время замены разливочной камеры процесс не прерывается, плавильная камера 2 с горячим сводом 9 остается отвакуумированной и разогретой, то есть обеспечивается непрерывный режим работы агрегата, что повышает его производительность.
В процессе разогрева печи и выхода ее на установившийся режим температура поверхности столбчатых элементов не превышает заданные величины (обеспечивается конструкцией). При плавке титановых сплавов на торцевых поверхностях столбов 10 в зоне плавки температура достигает 1600°С, что обеспечивает близкий к равновесному лучевой теплообмен между торцевыми поверхностями торцами столбов и поверхностью ванны расплава. В зоне крепления сопряжения столбов и свода на их поверхностях температура устанавливается на уровне 220-300°С, обеспечивая стабильную конденсацию паров расплава. Поверхности имеют удобную конфигурацию, с которых легко удаляется конденсат при периодическом обслуживании.
На других участках свода, в целях уменьшения воздействия потока лучистой энергии на конструкцию и механизмы печи заданная температура, на торцах столбов обеспечивается конструкционно.
Настоящее изобретение повышает качество слитков, снижая в них количество включения до минимума, повышает кпд печи и снижает тепловые нагрузки на конструкцию за счет рационального распределения лучистой тепловой энергии, повышает межремонтные сроки и снижает трудоемкость обслуживания печи.
Способ изготовления тонких листов из труднодеформируемых титановых сплавов
Способ установки расходуемого электрода в кристаллизатор
Способ изготовления тонких листов из псевдо-бета-титановых сплавов
Способ изготовления прессованных полуфабрикатов из высокопрочного алюминиевого сплава и изделия, получаемые из них
Способ изготовления плит из двухфазных титановых сплавов
Расходуемый электрод вакуумной дуговой печи и способ его изготовления
Способ контроля межэлектродного промежутка в процессе вакуумной дуговой плавки
Подовая печь для получения расплавленного металла
Способ контроля и регулирования межэлектродного промежутка в процессе вакуумной дуговой плавки и устройство для его осуществления
Способ правки короткомерных труб
Способ изготовления тонких листов из труднодеформируемых титановых сплавов
Способ установки расходуемого электрода в кристаллизатор
Способ изготовления тонких листов из псевдо-бета-титановых сплавов
Способ изготовления прессованных полуфабрикатов из высокопрочного алюминиевого сплава и изделия, получаемые из них
Способ изготовления плит из двухфазных титановых сплавов
Электрододержатель дуговой электропечи
Расходуемый электрод вакуумной дуговой печи и способ его изготовления
Способ контроля межэлектродного промежутка в процессе вакуумной дуговой плавки
Подовая печь для получения расплавленного металла
Способ плавления слитков в вакуумной дуговой печи

