Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ РАДИОПРОЗРАЧНОЙ ПАНЕЛИ СО СРЕДНИМ СЛОЕМ КАЛИБРОВАННОГО ПЕНОПЛАСТА
Вид РИД
Изобретение
Область техники, к которой относится предложение
Предложение относится к области технологии производства многослойных материалов содержащих полимерное связующее, а именно, к способам получения конструкционных полимерных композитов слоистой структуры, и в частности радиопрозрачным материалам, которые применяются для изготовления элементов защиты антенн радиолокаторов (обтекателей, укрытий) от внешних воздействий.
Уровень техники
В настоящее время запатентовано много способов изготовления одно- и многослойных панелей с различными характеристиками, например, способы, описанные в патентах РФ на изобретения №№2250824, 2272712, 2271928, 2286253, 2094237, 2188126 и в выложенных заявках па патенты №№2006131614, 2006140985 и 2006139024. Однако почти во всех указанных аналогах формование всех слоев панелей происходит одновременно, что не дает возможность контролировать и получать средний слой пенопласта заданной толщины с высокой точностью.
В то же время в зависимости от технических требований к конструкциям из многослойных панелей наружные несущие слои панелей могут иметь различную форму и прочностные характеристики. При этом средний слой многослойных панелей выполняет в основном функцию заполнителя, работающего на сжатие, и требования к нему могут быть одинаковыми для различных конструкций. По этой причине было предложено сначала изготавливать средние слои панелей, к которым затем приформовывать наружные несущие слои, имеющие требуемые для конкретного изделия характеристики. При таком раздельном техпроцессе формообразования среднего слоя можно значительно проще и качественнее контролировать его параметры, что особенно важно при дальнейшем его использовании в качестве слоя заполнителя. Это позволяет в полной мере реализовать расчетную несущую способность трехслойной панели под действием внешних поперечных нагрузок и дает возможность изготавливать многослойные панели с более точными геометрическими и механическими характеристиками.
Известен способ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов по патенту РФ №2250824, МПК В32В 3/12, опублик. 24.04.2010), предназначенный для изготовления крупногабаритных несущих корпусных конструкций с криволинейными поверхностями двоякой кривизны. Этот способ включает формование нижнего несущего слоя, укладку вплотную друг к другу трубчатых элементов заполнителя, формование поверх них верхнего несущего слоя и отверждение всех элементов трехслойной панели. Сущность изобретения заключается в следующей последовательности технологических операций: сначала из предварительно отформованных и отвержденных трубчатых элементов заполнителя изготавливают блоки, которые затем выкладывают в форме. Блоки прижимают к рабочей поверхности формы и фиксируют относительно друг друга. В образовавшиеся между блоками зазоры вводят предварительно отформованные, но еще неотвержденные заготовки забойных трубчатых элементов заполнителя с последующим их отверждением. Поверх образованного таким образом сплошного слоя заполнителя формуют верхний несущий слой трехслойной панели. После отверждения верхнего несущего слоя, а также фиксации кривизны заготовки трехслойной панели ее снимают с формы и на противоположной стороне слоя заполнителя формуют нижний несущий слой трехслойной панели с его последующим отверждением.
Однако из-за необходимости выполнения всех технологических операций по изготовлению панели в указанном способе, включая формование всех трубчатых элементов заполнителя, за один технологический цикл, т.е. до одновременного отверждения стеклопластика всех ее элементов, данный способ не предоставляет возможностей для изготовления трехслойных панелей с относительно большими габаритными размерами и для организации по операционного контроля технологического процесса изготовления трехслойной панели, что является одним из важнейших условий обеспечения высокой несущей способности изготавливаемой трехслойной панели. Кроме того, трудоемкость изготовления такой трехслойной панели будет достаточно высокой.
Наиболее близким к предлагаемому является способ изготовления многослойной панели из композиционного материала с полимерным связующим и средним слоем пенопласта (Пат. РФ 2381132, В63В 5/24, опублик. 10.02.2010), согласно которому на поверхность формы укладывают слои пропитанной стеклоткани, на стеклоткань укладывают заполнитель в виде брусков пенопласта с трапециевидным поперечным сечением, причем в нижнем ряду бруски устанавливают меньшим основанием вверх, а в верхнем ряду бруски укладывают меньшим основанием вниз в образовавшиеся пазы нижнего ряда, сверху слоя брусков пенопласта укладывают верхние слои пропитанной стеклоткани, затем предварительно спрессовывают полученный материал и производят формование изделия с нагревом. Прессование производят при давлении 0,25 МПа, а нагрев производят посредством индукционного нагрева токами высокой частоты, причем нагрев ведут при частоте поля от 20 до 25 МГц при температуре 95-105°С в течение 8-10 мин. Технической задачей известного способа является разработка экономически целесообразного техпроцесса формообразования отдельного среднего слоя композиционных материалов повышенной технологичности на основе полиэфирных связующих.
Благодаря тому, что в соответствии с предлагаемым способом средний слой (пенопласт) трехслойной панели формуется отдельно, обеспечивается возможность проверки качества его изготовления и, в случае необходимости, устранения выявленных дефектов. Это способствует повышению несущей способности изготавливаемой трехслойной панели.
Недостатки известного способа - невозможность получения среднего слоя пенопласта заданной точности толщиной менее 5 мм, малая точность массогабаритных характеристик слоистого пластика приводит к большим погрешностям по величине коэффициента прохождения электромагнитного излучения через стенку радиопрозрачного обтекателя (укрытия). Вследствие этого изделие из такого слоистого композита не будет удовлетворять требованиям по основному параметру радиопрозрачности.
Сущность предложения
Решаемой технической задачей является:
- возможность изготовления радиопрозрачных обтекателей с расширенным рабочим диапазоном в сторону более высоких частот 0,1-40 ГГц;
- увеличение коэффициента пропускания ЭМИ в диапазоне частот 0,1-40 ГГц;
- снижение энергозатрат в производстве;
- повышение точности воспроизведения геометрических характеристик слоистого пластика при использовании калиброванного листового пенопласта толщиной 1,0-20,0 мм.
Поставленная задача решается тем, что в способе получения многослойной радиопрозрачной панели из, по меньшей мере, двух слоев стеклопластика со средним газонаполненным слоем калиброванного пенопласта, включающем укладку внешнего слоя пропитанной стеклоткани в форму, состоящую из матрицы и пуансона, повторяющих форму и толщину требуемого изделия, нанесение среднего слоя пенопласта и формование панели, согласно изобретению слой пенопласта калибруют после нанесения на внешний слой стеклопластика путем механической обработки до нужного размера на станке с числовым программным управлением.
В качестве обрабатывающего станка может быть использован вертикально-фрезерный станок с числовым программным управлением марки STRATOS/SUP. Основные его характеристики:
- точность обработки материалов 0,02 мм;
- площадь обрабатываемой поверхности 1,6×3,2 м;
- высота обработки 72 мм за один проход.
На первом этапе выполняется калибровка толщины матрицы. Калибровка заключается в определении положения нуля (0) фрезы станка по вертикальной оси (Z) относительно рабочего стола. Для выполнения калибровки, матрица рабочей стороной укладывается на стол станка, а ее обратная сторона фрезеруется на глубину 1-2 мм. Уровень обработки фрезы по оси Z и есть положение 0.
После этого на обеих поверхностях оснастки формируются стеклопластиковые оболочки будущей радиопрозрачной панели (Слои 2).
На сформированную в матрице поверхность стеклопластика наклеивается при помощи полиэфирной смолы (винилэфирной смолы или эпоксидного компаунда) лист пенопласта. В качестве заполнителя используется пенополиуретан (ППУ), по-ливинилхлорид (ПВХ) или пенополистирол (ППС).
После полной полимеризации заполнителя и стеклопластика, эта конструкция, совместно с матрицей, помещается для обработки на рабочий стол станка с ЧПУ (до этого откалиброванный). В зависимости от заданной толщины заполнителя фреза станка выставляется по оси Z на нужную высоту с учетом толщины стеклопластиковой оболочки. Затем поверхность заполнителя фрезеруется с точностью 0,02 мм.
Указанным способом могут быть изготовлены панели с толщиной полимерного заполнителя 1,0-20,0 мм.
Уменьшение толщины заполнителя позволяет изготавливать радиопрозрачные обтекатели с расширенным рабочим диапазоном в сторону более высоких частот 0,1-40,0 ГГц.
Значения коэффициентов прохождения по мощности электромагнитного излучения через стенку с толщиной заполнителя 1…20 мм приведены в таблице 1.
|
На сформированную в другой полуформе (пуансоне) поверхность стеклопластиковой оболочки также наносится клеящий слой из полиэфирной смолы (винил-эфирной смолы или эпоксидного компаунда). Затем матрица и пуансон оснастки соединяется вместе, и вся конструкция помещается под пресс (вакуумный или механический) до полной полимеризации.
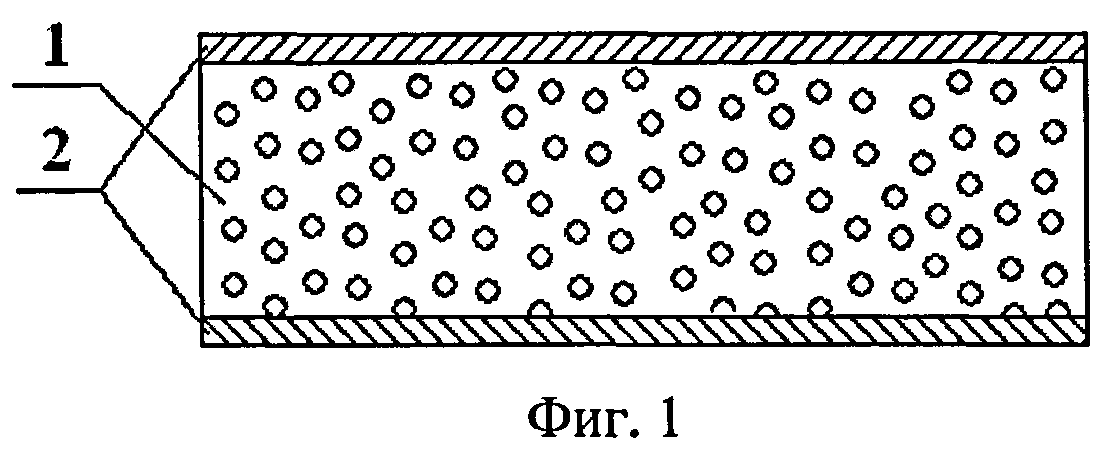
Предложение иллюстрируется принципиальной схемой радиопрозрачной трехслойной «сэндвич-панели», примером ее получения из различных полимерных смол, а также таблицей результатов измерений коэффициентов пропускания ЭМИ в диапазоне частот 0,1-40 ГГц.
Фиг.1. Схема устройства радиопрозрачной трехслойной «сэндвич-панели» с калиброванным средним слоем.
1 - внутренний калиброванный слой пенопласта.
2 - внешние слои из стеклопластика;
Пример 1. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев полиэфирного стеклопластика со средним калиброванным слоем вспененного поливинилхлорида толщиной 2±0,02 мм (фиг.1) следующим способом. В форму, состоящую из матрицы и пуансона, повторяющих форму и толщину требуемого изделия, укладывают стеклоткань, пропитанную полиэфирной смолой. Таким образом, на обеих поверхностях оснастки формируются стеклопластикоые оболочки будущей радиопрозрачной панели (слои 2).
На сформированную в матрице поверхность стеклопластика наклеивается при помощи полиэфирной смолы лист поливинилхлорида толщиной 3±0,5 мм (слой 1). После полной полимеризации полиэфирной смолы и стеклопластика, эта часть конструкции, совместно с матрицей (полуформа), помещается для обработки на рабочий стол станка с ЧПУ. В зависимости от заданной толщины заполнителя фреза станка выставляется по оси Z на нужную высоту с учетом толщины стеклопластиковой оболочки. Затем поверхность заполнителя фрезеруется с точностью 0,02 мм.
На сформированную в другой полуформе (пуансон) поверхность стеклопластиковой оболочки наносится слой полиэфирной смолы. Матрица и пуансон соединяются вместе и помещаются под вакуумный пресс на 25-30 мин. После полной полимеризации (24 часа) панель с матрицей подвергается постотверждению и обработке. Радипрозрачные свойства полученной панели соответствуют параметрам, приведенным в таблице 1.
Пример 2. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев эпоксидного стеклопластика со средним калиброванным слоем пенопласта толщиной 3,5±0,02 мм по примеру 1, но в качестве пенопласта используют пенополиуретан толщиной 4±0,2 мм.
Пример 3. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев эпоксидного стеклопластика со средним калиброванным слоем пенопласта толщиной 5,0±0,02 мм по примеру 1, но в качестве пенопласта используют поливинилхлорид толщиной 6,0±0,2 мм.
Пример 4. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев винилэфирного стеклопластика со средним калиброванным слоем пенопласта толщиной 18,1±0,02 мм по примеру 1, но в качестве пенопласта используют пенополиуретан толщиной 20,0±0,2 мм.
Пример 5. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев винилэфирного стеклопластика со средним калиброванным слоем пенопласта толщиной 9,0±0,02 мм по примеру 1, но в качестве пенопласта используют поливинилхлорид толщиной 10,0±0,2 мм.
Пример 6. Получают радиопрозрачную панель, состоящую из плоскопараллельных слоев эпоксидного стеклопластика со средним калиброванным слоем пенопласта толщиной 5,0±0,02 мм по примеру 1, но в качестве пенопласта используют пенополистирол толщиной 10,0±0,2 мм.
Способ концентрирования изотопов азота
Установка очистки поверхностного стока
Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра
Способ изготовления радиопоглощающего элемента
Контейнер для водорода и его изотопов
Электрический кабель связи
Способ управления летательным аппаратом
Способ оценки эффективности интегрированных радиоэлектронных комплексов в условиях действия непреднамеренных помех и система для его реализации
Сверхширокополосный многочастотный радиолокатор с активной фазированной антенной решеткой и пониженным уровнем боковых лепестков в сжатом сигнале
Комбинированное запорно-пломбировочное устройство (варианты)

