Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов на прессах простого и двойного действия.
Из существующего уровня техники известны способы изготовления деталей вытяжкой, включающие размещение листовой заготовки в штампе, прижим ее краевой части прижимом либо прижимом с перетяжными ребрами и формоизменение центральной части при помощи пуансона и матрицы (Романовский В.П. Справочник по холодной штамповке, издание шестое, Ленинград, "Машиностроение", 1979, стр.81, 86, 167).
Основными недостатками данных способов являются:
- по окончанию вытяжки на кромке заготовки и на некотором расстоянии от этой кромки остаются гофры, которые могут распространяться за линию обрезки на поверхность готовой детали и приводить к снижению качества поверхности и браку этой детали;
- возможность возникновения хлопуна при вытяжке деталей коробчатой формы - выгиба наружу боковой поверхности детали и связанная с этим выбраковка детали;
- в случае применения штампа на кривошипных прессах двойного действия возможно возникновение гофров, связанное с колебательными движениями прижимного ползуна пресса.
Для устранения таких видов брака требуется:
- увеличивать ширину технологического припуска и, соответственно, размеры заготовки, что приводит к дополнительному расходу листового проката (увеличению нормы расхода металла на деталь);
- усложнять конструкцию штампа, что удорожает его стоимость;
- усложнять конструкцию привода пресса компенсаторами.
Кроме того, из уровня техники известен способ изготовления деталей вытяжкой, включающий размещение листовой заготовки в штампе, прижим ее краевой части прижимом и формоизменение центральной части при помощи пуансона и матрицы (Романовский В.П. Справочник по холодной штамповке, издание шестое, Ленинград, "Машиностроение", 1979, стр.81, 86, 167).
Недостатками данного известного из уровня техники решения является сложная конструкция штампов и низкое качество получаемых деталей.
Наиболее близким решением по технической сути и достигаемому результату является способ изготовления полых деталей, включающий формообразование полых деталей посредством вытяжки листовой заготовки в штампе с обеспечением зазора между рабочей поверхностью верхней плиты штампа и заготовкой за счет прижима рабочей поверхности верхней плиты штампа к прокладке (RU 2408447 С2 10.01.2011, B21D 22/20).
Недостатком данного способа является отсутствие возможности коррекции зазора между рабочей поверхностью верхней плиты штампа и заготовкой в зависимости от ее толщины.
Задачей заявленного изобретения является исключение возможности образования утонений материала на получаемых деталях и образования гофров на ее поверхности, повышение качества деталей за счет исключения возможности возникновения рисков и задиров на ее поверхности, экономия листового проката, позволяющая снизить себестоимость деталей, и упрощение конструкции штампов.
Техническим результатом, достигаемым при реализации заявленного изобретения, является обеспечение возможности корректировки зазора между рабочей поверхностью верхней плиты штампа и заготовкой в зависимости от ее толщины, что приводит к расширению технологических возможностей способа.
Указанный технический результат достигается тем, что в способе изготовления полых деталей, включающем формообразование полой детали посредством вытяжки листовой заготовки в штампе с обеспечением зазора между рабочей поверхностью верхней плиты штампа и заготовкой за счет прижима рабочей поверхности верхней плиты штампа к прокладке, согласно изобретению, при вытяжке каждой конкретной детали величину упомянутого зазора корректируют изменением величины прокладки.
Сущность изобретения поясняется графическими материалами, где схематично изображен способ получения полых изделий, а именно: заготовка - 1, матрица - 2, прижим - 3, прокладка - 4, пуансон - 5.
Способ изготовления полых деталей реализуется следующим образом.
Заготовка 1 укладывается на поверхность матрицы 2. При ходе ползуна пресса вниз (на чертеже не показан) прижимная поверхность штампа 3 прижимается к прокладке 4, за счет чего обеспечивается зазор между деталью 1 и прижимной поверхностью штампа 3. При последующем ходе вниз ползуна пресса и прикрепленного к нему пуансона 5 заготовка начинает деформироваться до полной остановки ползуна с пуансоном 5 и завершения вытяжки с последующим извлечением детали из штампа. Величина зазора между деталью 1 и прижимной поверхностью штампа 3 может быть откорректирована за счет изменения величины прокладки 4 для вытяжки каждой конкретной детали. В процессе вытяжки наличие зазора между рабочей поверхностью верхней плиты штампа и заготовкой предотвращает возможность возникновения избыточных усилий прижима и, соответственно, возможные избыточные радиальные напряжения в фланцевой зоне детали. Отсутствие активного торможения способствует свободному истечению металла и высокой интенсивности формообразования. Вместе с тем ограничение зазора в вышеуказанном интервале препятствует росту гофр, обеспечивая требуемое качество детали без утонения материала.
Таким образом, приведенный способ изготовления деталей позволяет: исключить возможность образования утонения материала посредством исключения активных усилий прижима фланца заготовки; повысить качество деталей, так как позволяет исключить возникновение рисков и задиров, возникающих при перемещении заготовки через перетяжные ребра или пороги; снизить норму расхода металла на деталь за счет уменьшения ширины технологического припуска, требуемого для обеспечения торможения детали в случае применения перетяжных ребер и порогов; упростить процесс проектирования и изготовления конструкции штампа, удешевить его стоимость.
Способ изготовления полых деталей может быть реализован на прессах как двойного, так и простого действия.
Зазор между рабочей поверхностью верхней плиты штампа и заготовкой определяют из следующего соотношения (0,05-0,1) Z, где Z - толщина заготовки.
Интервал указанных значений величины зазора подтверждается экспериментальными данными, указанными в таблице 1.
|
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого технического результата;
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для обработки металлов давлением, в частности, для вытяжки в основном корпусных кузовных, в том числе полых деталей;
- для заявленного объекта в том виде, как он охарактеризован в нижеизложенной формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованию условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ изготовления полых деталей, включающий формообразование полой детали посредством вытяжки листовой заготовки в штампе с обеспечением зазора между рабочей поверхностью верхней плиты штампа и заготовкой за счет прижима рабочей поверхности верхней плиты штампа к прокладке, отличающийся тем, что величину упомянутого зазора корректируют изменением величины прокладки в зависимости от толщины заготовки Z и определяют из соотношения (0,05-0,1) Z.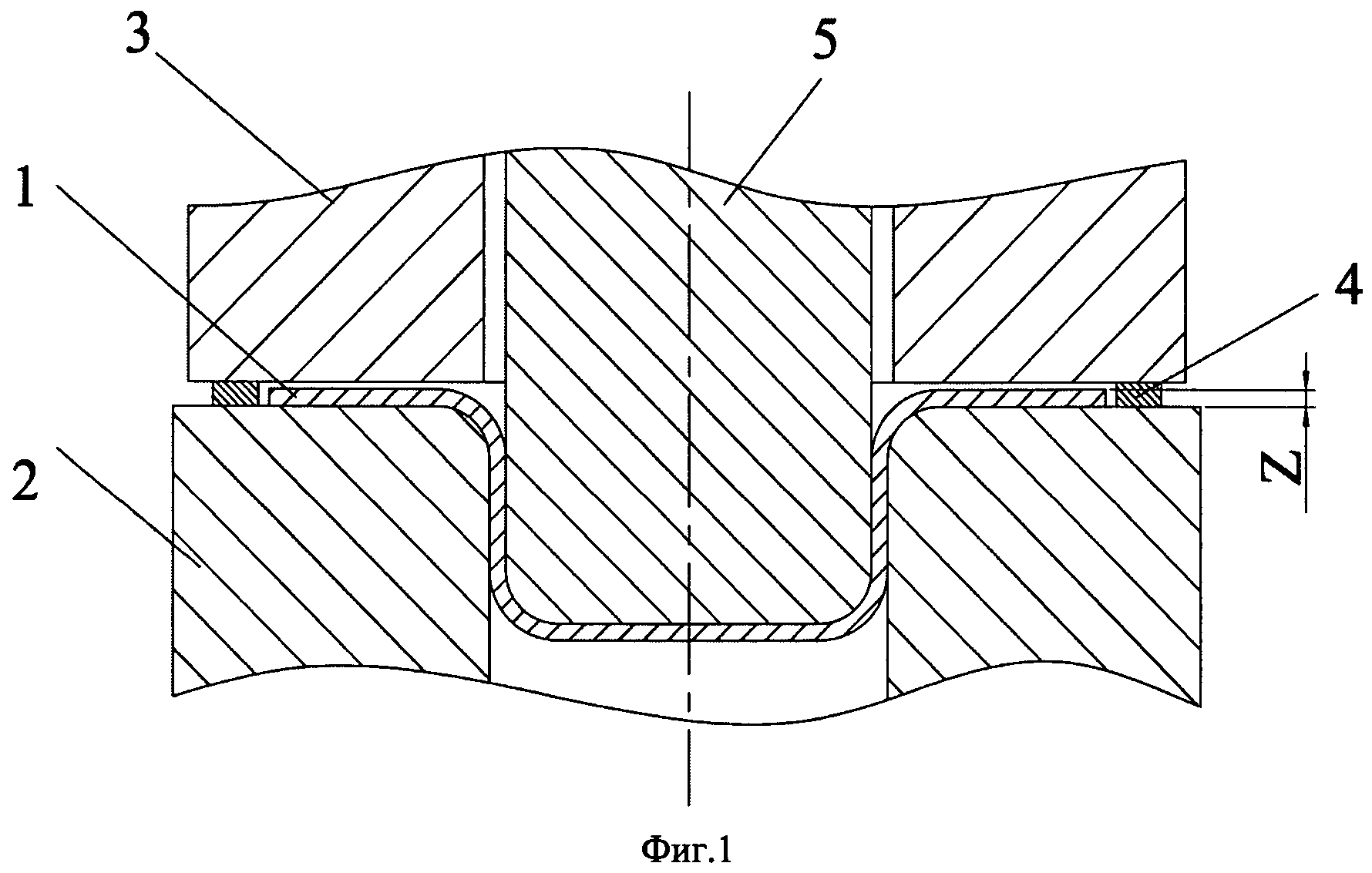
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка
Пресс для штамповки с кручением
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка
Вертикальный штамповочный молот с гидравлическим приводом
Ножницы для резки листового материала

