Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к способам изготовления щеточных уплотнений, и может быть использовано при изготовлении машин и аппаратов для уплотнения вращающихся валов.
Известен способ изготовления щеточного уплотнения, при котором осуществляют сборку двух предварительно изготовленных кольцевых заготовок оснований уплотнений, в результате чего получают каркас для намотки проволоки, производят намотку проволоки на этот каркас, прижимают ее с двух сторон прижимными пластинами, затем производят обрезку проволоки со стороны внешней кольцевой поверхности заготовок и жесткое закрепление между собой соответствующих заготовок оснований и прижимных пластин, а также проволоки к ним, после чего производят обрезку проволоки со стороны внутренней кольцевой поверхности уплотнений до требуемого размера, при этом получают два комплекта уплотнений (патент РФ №2210694, МПК F16J 15/32, 2003 г.).
Недостатком известного способа является то, что при обработке внутренней кольцевой поверхности уплотнений необходимо производить дополнительную центровку, что снижает точность изготовления и повышает трудоемкость изготовления щеточных уплотнений, в частности малогабаритных уплотнений.
Техническим результатом предлагаемого способа изготовления щеточного уплотнения является повышение точности изготовления и снижение трудоемкости процесса изготовления.
Указанный технический результат достигается тем, что в способе изготовления щеточного уплотнения, включающем предварительное изготовление кольцевых заготовок оснований уплотнений и прижимных кольцевых пластин, сборку двух заготовок оснований, в результате которой получают каркас для намотки проволоки, намотку проволоки на этот каркас, прижим намотанной проволоки к каркасу с двух сторон прижимными пластинами, обрезку проволоки со стороны внешней кольцевой поверхности заготовок, жесткое закрепление по упомянутой поверхности между собой соответствующих заготовок оснований, прижимных пластин и проволоки и обрезку проволоки со стороны внутренней кольцевой поверхности заготовок уплотнений до требуемого размера, с получением при этом двух комплектов уплотнений, на одной из плоских поверхностей каждой из заготовок оснований уплотнений выполняют кольцевые пазы с внешним диаметром, равным внутреннему диаметру оснований уплотнений, сборку заготовок оснований производят так, чтобы у каждой из них кольцевой паз был расположен наружу, обрезку проволоки по внешней кольцевой поверхности производят устанавливая, центрируя и закрепляя каркас с намотанной проволокой и с прижимными пластинами с помощью фиксирующих колец в кольцевой базирующей оправке для обработки внешней кольцевой поверхности уплотнений, а затем после этого, не меняя относительного положения заготовок уплотнений, каркас с проволокой и прижимными пластинами центрируют и закрепляют в кольцевой базирующей оправке для обработки внутренней кольцевой поверхности, после чего удаляют оправку для обработки внешней кольцевой поверхности и осуществляют обрезку проволоки вместе с частью заготовок оснований со стороны внутренней кольцевой поверхности, располагая линию реза по кольцевым пазам, а затем выполняют фаски со стороны внутренней кольцевой поверхности уплотнений.
В частности для удобства изготовления малогабаритных уплотнений (с малой шириной прижимных пластин) возможно использование кольцевых базирующих оправок и их фиксирующих колец со сквозными радиальными пазами.
Изобретение поясняется чертежами, где
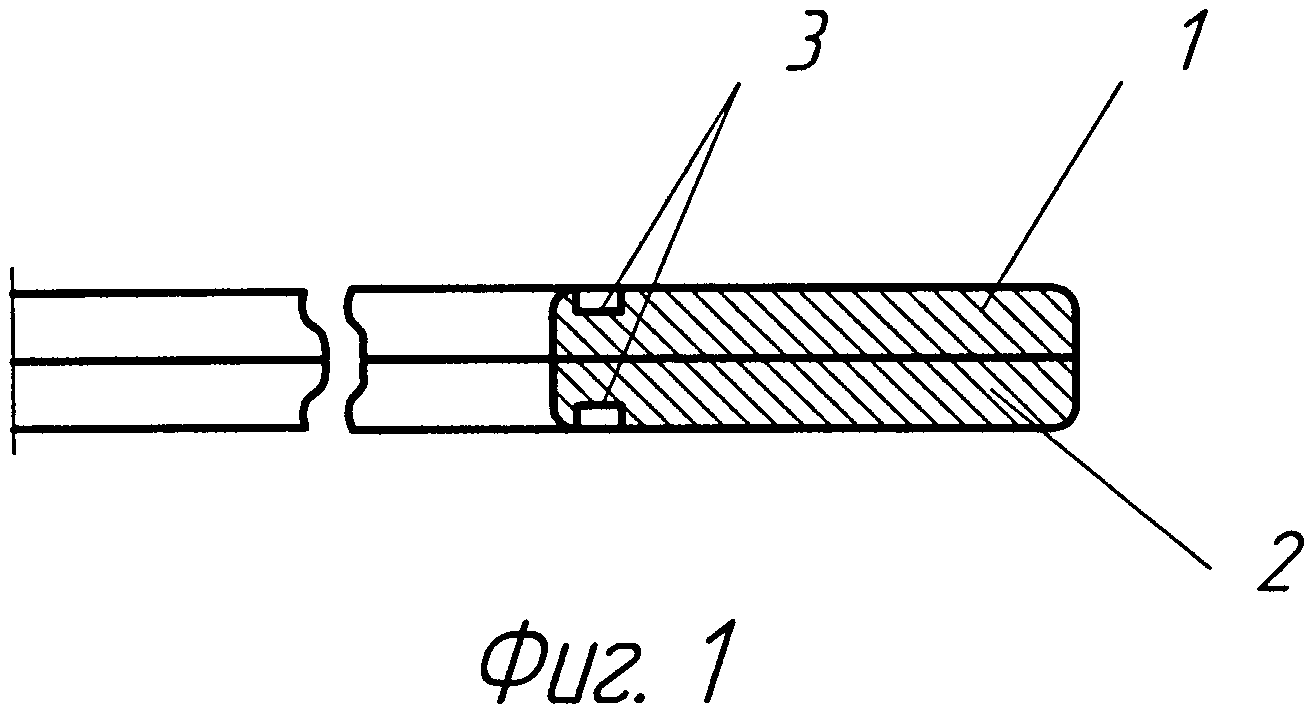
на фиг.1 схематично показан собранный из двух оснований уплотнений каркас для намотки проволоки с кольцевыми пазами на внешних поверхностях;
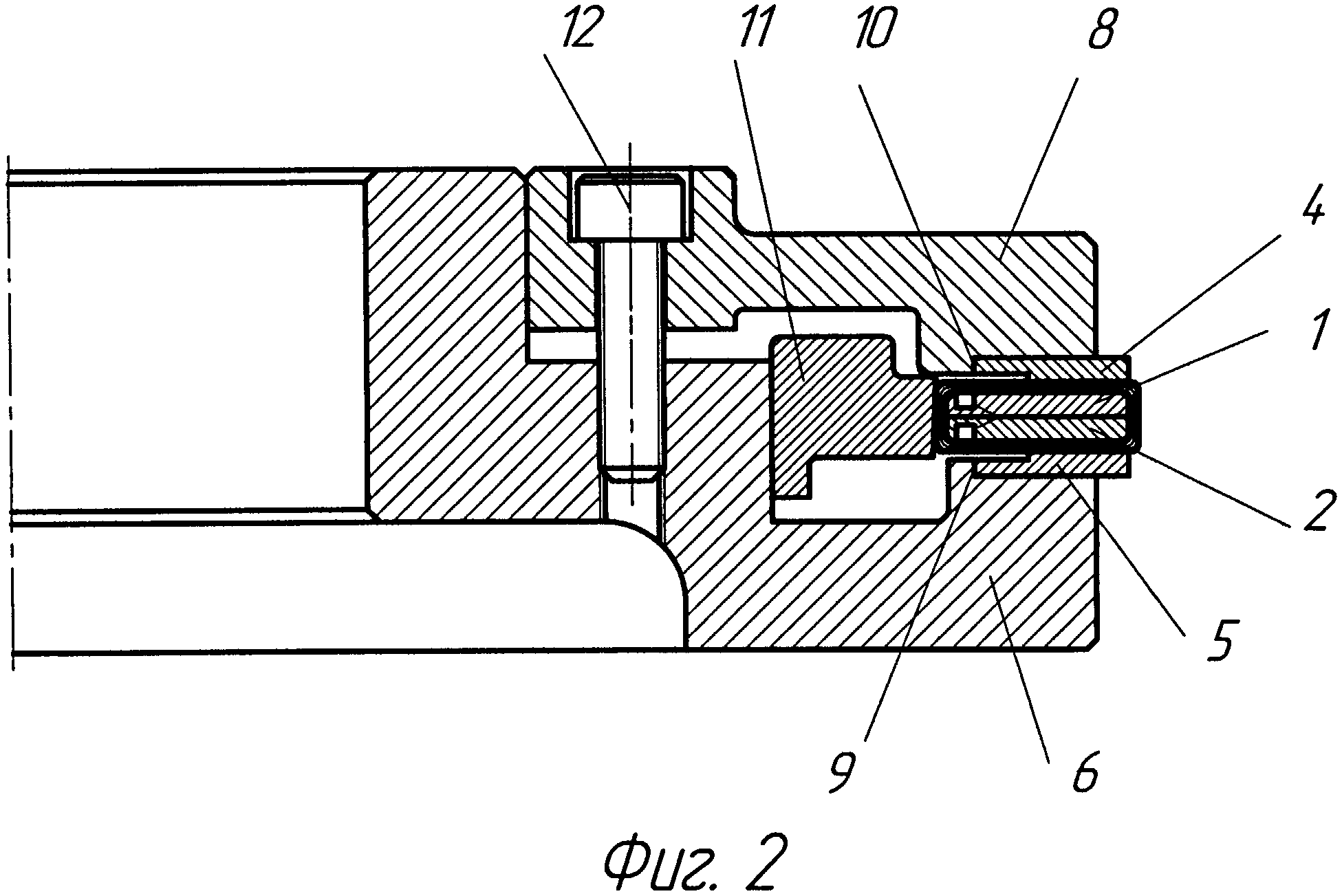
на фиг.2 показан вариант закрепления комплекта заготовок в кольцевой базирующей оправке для обработки внешней кольцевой поверхности уплотнений;
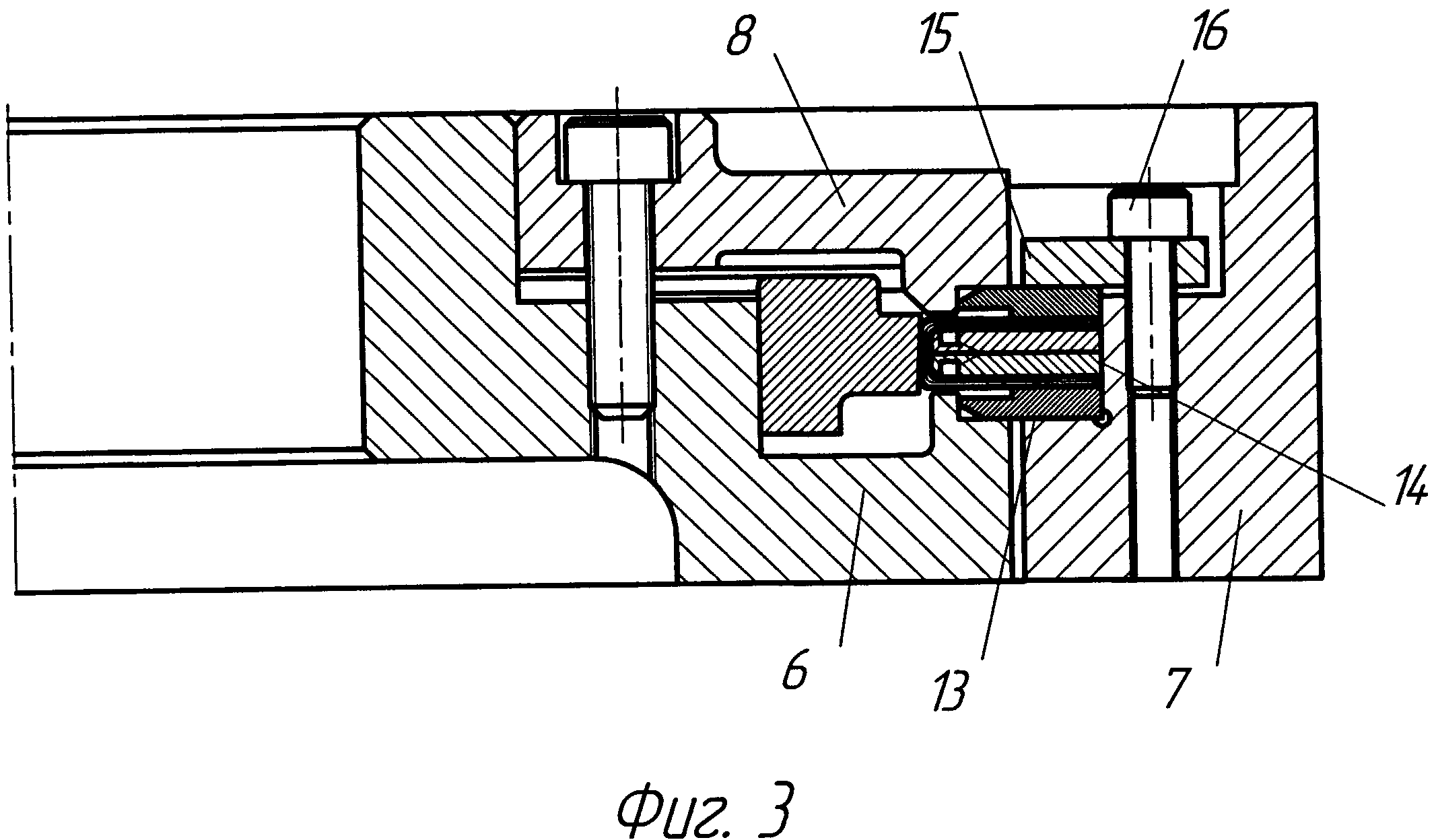
на фиг.3 показан вариант одновременного закрепления комплекта заготовок в кольцевых базирующих оправках для обработки внешней и внутренней кольцевых поверхностей;
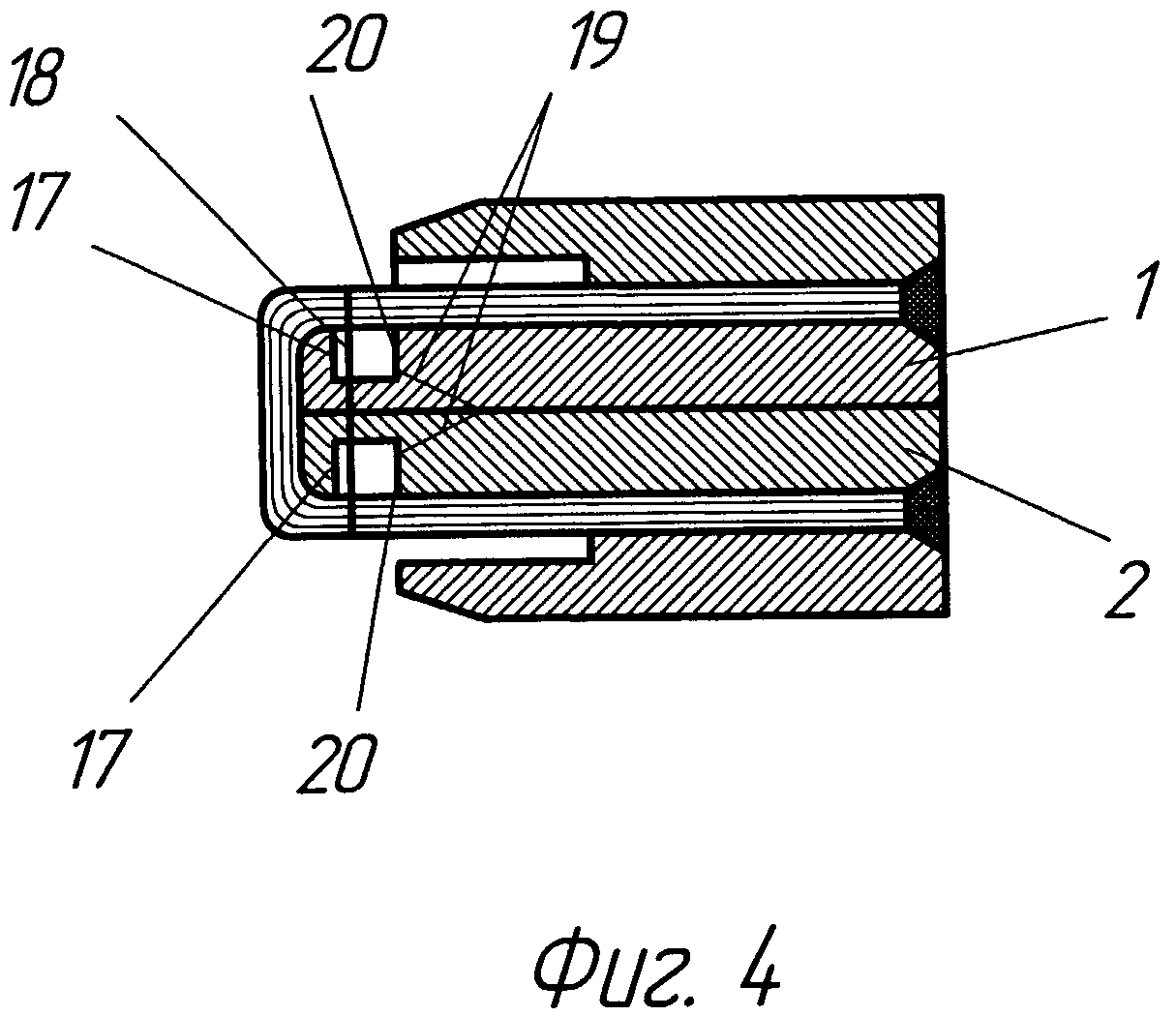
на фиг.4 представлена схема обработки внутренней кольцевой поверхности уплотнений;
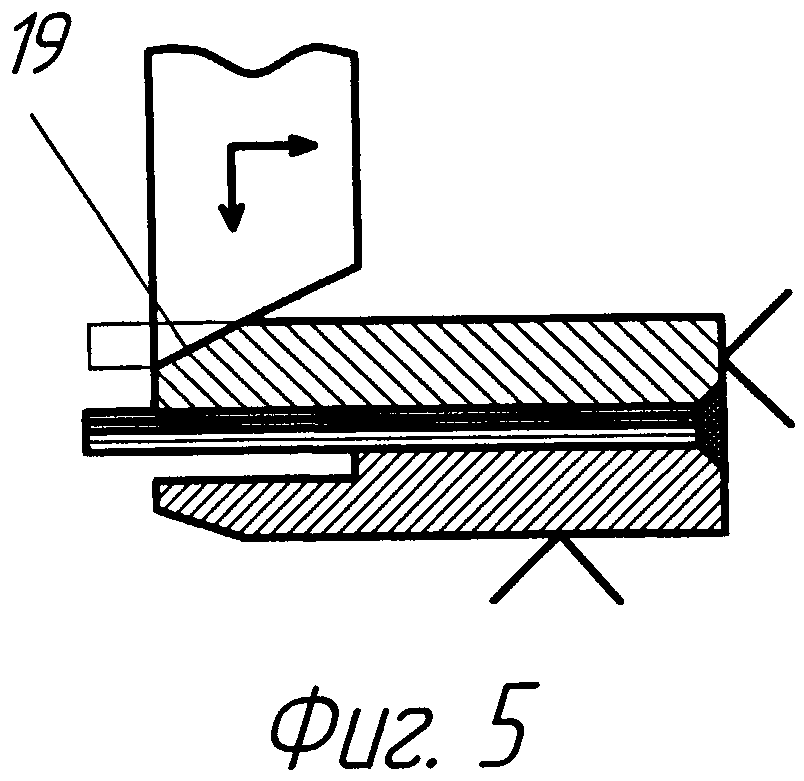
на фиг.5 показан возможный вариант обработки фаски с использованием образующей кольцевого паза;
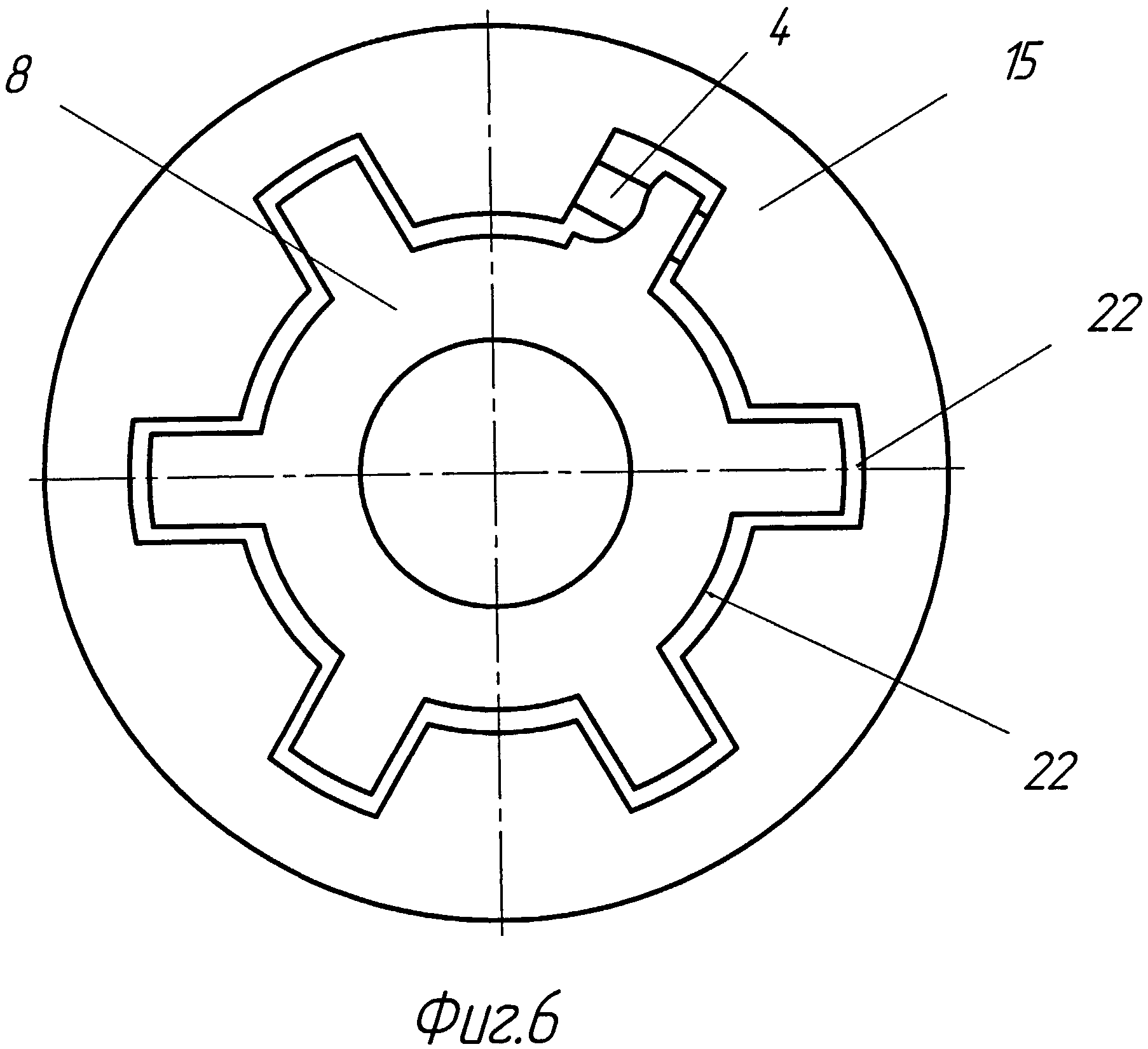
на фиг.6 изображена схема (вид сверху) одновременной фиксации заготовок (малогабаритных) с использованием кольцевых базирующих оправок и их фиксирующих колец со сквозными радиальными пазами (сами оправки на этой фигуре условно не показаны);
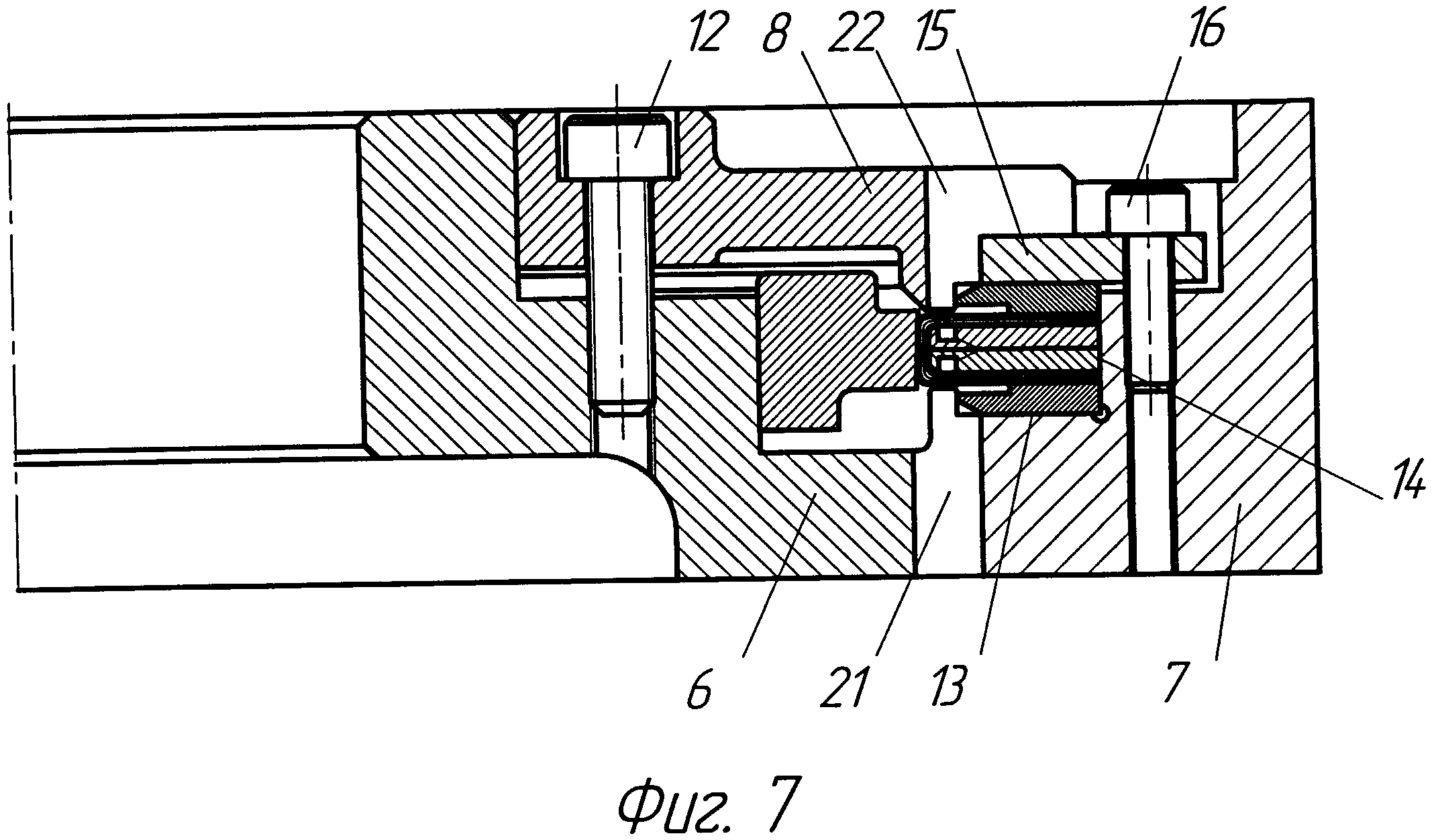
на фиг.7 - то же самое, вид в разрезе.
Пример выполнения способа.
Предварительно изготавливались кольцевые заготовки 1 и 2 оснований уплотнений, на одной из плоских поверхностей которых выполнен кольцевой паз 3. Заготовки 1 и 2 собирают в каркас (фиг.1), который предназначен для намотки на него проволоки и используется в качестве конструктивной составляющей уплотнения, при этом пазы 3 располагаются наружу. Этот каркас устанавливают, например, на намоточный станок для тороидальной намотки проволоки, после чего определяют шаг раскладки, скорость намотки и общее количество необходимых витков. После намотки на каркас с намотанной проволокой устанавливаются прижимные кольцевые пластины 4 и 5. Средство фиксации заготовок уплотнений для последующей обработки выполнено в виде двух кольцевых базирующих оправок 6 и 7. Оправка 6 служит для фиксации и центрирования каркаса с проволокой и прижимных пластин 4 и 5 по внутренней кольцевой поверхности уплотнений и снабжена фиксирующим кольцом 8 для крепления конструкции уплотнений, при этом оправка 6 и фиксирующее кольцо 8 имеют центрирующие поверхности 9 и 10 соответственно (фиг.2). Дополнительно, для расширения технологических возможностей, могут использоваться сменные центрирующие кольцевые втулки 11, изготавливаемые под различные диаметры уплотнений. Крепление фиксирующего кольца 8 осуществляется болтами 12. После установки каркаса с проволокой и прижимных пластин 4 и 5 в оправке 6 осуществляют, например электронно-лучевой сваркой, обрезку проволоки и скрепление между собой элементов 1 и 4, 2 и 5 соответственно, обеспечивая при этом приварку к ним намотанной проволоки (фиг.4) по внешней кольцевой поверхности. Далее, не разбирая оправки 6, конструкцию уплотнений фиксируют в оправке 7 (фиг.3), которую используют потом для обработки внутренней кольцевой поверхности уплотнений. Оправка 7 имеет базовые поверхности 13 и 14, посредством которых базируют по внешней кольцевой поверхности заготовки уплотнения, которые в свою очередь фиксируют здесь посредством кольца 15 и болтов 16. После фиксации в оправке 7 заготовок уплотнения освобождают область внутренней кольцевой поверхности, для чего убирают оправку 6 с кольцом 8 и кольцевую втулку 11, предварительно выкрутив болты 12. Это обеспечивает свободный доступ для обработки внутренней кольцевой поверхности при сохранении относительного центрирования всех заготовок уплотнений.
Обработку внутренней кольцевой поверхности уплотнений целесообразно осуществлять методом электроэрозионной резки, при этом обрезку намотанной проволоки осуществляют на заданном диаметре вдоль образующей 17 паза 3 по линии реза 18, которая располагается по кольцевым пазам 3 (фиг.4). После обрезки проволоки с частью заготовок 1 и 2 оснований обрабатывают фаски 19, при этом образующая 20 кольцевого паза 3 (т.е. его внешний диаметр) определяет внутренний диаметр оснований 1 и 2 уплотнений, причем обеспечивается возможность обработки фаски 19 без нарушения целостности проволочного пакета. Также, обработку фаски 19 можно осуществлять и после высвобождения конструкции уплотнений из оправки 7 на обычном токарном станке (фиг.5).
При изготовлении малогабаритных уплотнений (с малой шириной прижимных пластин) для удобства закрепления заготовок уплотнений с сохранением точности обработки целесообразно использовать оправки 6 и 7 с выполненными на них сквозными радиальными пазами 21, обеспечивающими возможность надежной фиксации таких заготовок в обеих оправках одновременно (фиг.6 и 7). При этом аналогичные пазы 22 необходимо выполнить и на фиксирующих кольцах 8 и 15.
После проведения всех указанных выше операций получают два комплекта уплотнений.
Способ управления газотурбинным двигателем с форсажной камерой сгорания
Способ заполнения топливных коллекторов камер сгорания газотурбинного двигателя
Способ оценки стойкости к образованию горячих трещин тонколистовых жаропрочных материалов
Способ индукционной закалки зубчатого колеса
Способ восстановления бандажных полок лопаток турбомашин из титановых сплавов
Способ изготовления моноколеса гтд из заготовки с обнаруженными при её обработке дефектами
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Устройство для одновременного питания электрофизических аппаратов высоким постоянным и частотно-импульсным напряжением субмикросекундного диапазона (варианты)
Способ химико-термической обработки деталей из никелевых сплавов
Способ управления газотурбинным двигателем с форсажной камерой сгорания
Способ заполнения топливных коллекторов камер сгорания газотурбинного двигателя
Способ оценки стойкости к образованию горячих трещин тонколистовых жаропрочных материалов
Способ индукционной закалки зубчатого колеса
Способ восстановления бандажных полок лопаток турбомашин из титановых сплавов
Способ изготовления моноколеса гтд из заготовки с обнаруженными при её обработке дефектами
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ изготовления щеточного уплотнения
Щеточное уплотнение

