Результат интеллектуальной деятельности: СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ
Вид РИД
Изобретение
Изобретение относится к способам повышения износостойкости упрочняющих покрытий на режущем инструменте и может быть использовано в машиностроении, в частности в технологии металлообработки.
Известен способ магнетронного напыления покрытий, когда покрытия осаждаются в вакууме в плазме магнетронного разряда низкого давления. В газоразрядном промежутке создают магнитное поле и формируют сильноточный высоковольтный импульсный разряд. Данный способ позволяет значительно увеличить среднюю скорость нанесения покрытия по сравнению с существующими способами магнетронного нанесения покрытий, регулировать температурный режим новерхностно-обрабатываемого материала [RU 2058429 C1, Ходиченко и др. С23С 14/35, 20.04.1996].
Недостатком рассматриваемого способа является низкая адгезия покрытия к покрываемой поверхности, определяемая относительно невысокой энергией напыляемых частиц.
Известен способ осаждения магнетронных покрытий, позволяющий иметь дополнительные средства воздействия на процессы структуро-фазообразования формируемого покрытия и прочность его адгезии к подложке, использующий ассистирующий пучок высокоэнергетичных ионов с энергией ~100 кэВ (Ion Beam Assist Deposition IBAD). Покрытия характеризуются высокой однородностью структуры, отсутствием в их составе микровключений, в частности, затвердевших микрокапель, образующихся при распылении материала мишени электрической вакуумной дугой [RU 2339735 С1, Скворцов И.Н. и др. С23С 14/35, 12.02.2007].
Недостатком рассматриваемого способа является техническая сложность его осуществления, связанная с дополнительными сложными устройствами, включая имплантер, а также значительные дополнительные энергозатраты на генерацию импульсного пучка высокоэнегретических ионов.
Известен способ получения износостойкого покрытия в вакууме, с использованием ионно-вакуумного дугового распыления, включающий предварительный нагрев инструментальной основы с очисткой поверхности основы бомбардировкой ионами наносимого материала, путем приложения напряжения к основе и последующее последовательное нанесение адгезионного подслоя и основного покрытия путем испарения исходного материала катода при одновременном снижении приложенного к основе напряжения. С учетом высокой степени ионизации распыляемых частиц, содержащихся в паро-плазменном потоке, в данном методе (как и в других, с использованием вакуумной распыляющей дуги) существует широкая возможность регулировать энергию напыляемых частиц за счет изменения отрицательного потенциала, подаваемого на напыляемый материал. Тем самым имеется возможность воздействия на процессы структуро-фазообразования в материале покрытий и на их адгезионную прочность с основой [RU 02203978 C2, Табаков В.Т. и др., С23С - 14/06].
Существенным недостатком рассматриваемого способа является структурная неоднородность осаждаемых покрытий, связанная с присутствием в составе покрытий, формирующихся на атомарно-момолекулярном уровне, микровключений в виде затвердевших микрокапель, образующихся при использовании в качестве распылителя катодного узла, генерирующего сильноточную вакуумную дугу.
Наличие микрочастиц в структуре покрытия и вызванная этим структурная неоднородность снижает эксплуатационные характеристики покрытий, особенно в условиях работы изделий с покрытием, испытывающих знакопеременные нагрузки. В частности, при использовании режущего инструмента с таким покрытием на операциях прерывистого резания (фрезерования).
Использование дополнительных устройств различной конструкции для сепарации плазмы дугового испарителя от микрокапель не всегда эффективно, особенно в условиях высоких скоростей осаждения покрытий (RU 2173911 C2. Получение электродуговой плазмы в криволинейном плазмоводе и нанесение покрытия па подложку; заявка на изобретение RU 96114657 A. Устройство для очистки плазмы дугового испарителя от микрочастиц; SU 908113 A1 C23C 14/36. Способ получения покрытий в вакууме).
Кроме этого, введение дополнительных конструктивных элементов в конструкцию установки усложняет ее эксплуатацию.
Наиболее близким по технической сущности и достигаемым результатам является способ получения износостойкого покрытия, включающий очистку поверхности наносимого изделия, разогрев поверхности покрываемого инструмента до 300-350°С, затем нанесение нижнего слоя титана магнетронным распылением титановой мишени и последующее нанесение чередующихся слоев нитридов титана и циркония магнетронным распылением и электродуговым испарением соответственно (RU 2361013 C1), принятый за прототип.
Слои нитрида титана, осаждаемые магнетронным распылением, имеющие однородную наноструктуру, характеризуются высокой твердостью при сохранении относительной вязкости. Однако использование дугового испарителя при нанесении слоев ZrN приводит к появлению в покрытии микрокапель и неоднородности покрытия в целом (Экспериментальное исследование строения многокомпонентных наноструктурированных покрытий на основе Ti-Zr-N, сформированных ионно-плазменными методами / В.Н.Анциферов, А.Л.Каменева // Известия вузов. Порошковая металлургия и функциональные покрытия. - 2007. - №1 - с.53-61). Это влияет на его усталостную прочность, снижается надежность инструмента в условиях резания. Кроме этого, причиной невысокой стойкости при резании инструмента с покрытием, полученным по рассматриваемому способу, является относительно небольшая прочность адгезии первого слоя покрытия из титана и его нитрида, а значит и всего покрытия, формируемого магнетронным напылением, характерная для данного способа нанесения покрытий, несмотря на активацию напыляемой поверхности в процессе ее очистки.
Технической задачей заявляемого технического решения является повышение надежности получаемого покрытия.
Технический результат заключается в повышении стойкости режущего инструмента с предлагаемыми покрытиями на операциях непрерывного точения и прерывистого резания (фрезерование), способствующий расширению областей его применения, как на точение, так и на фрезерование. Технический результат при осуществлении изобретения достигается тем, что, как и в известном способе получения износостойкого покрытия, инструмент помещают в вакуумную камеру установки, оснащенную магнетронным и электродуговыми испарителями. Проводят очистку поверхности покрываемого инструмента и нанесение покрытия с использованием магнетронного и дугового распылителей. Особенность заявляемого способа заключается в том, что первый слой осаждаемого покрытия формируется распылением катода из титан-алюминиевого сплава ВТ5 с использованием дугового и магнетронных распылителей мишеней из сплава ВТ5 и циркония. Формирование высокой степени ионизации парового потока распыляемых компонентов катода, титана и алюминия (до 90-95%), на этом этапе осаждения и подача на покрываемый инструмент отрицательного электрического потенциала - 100-150 В способствует значительному увеличению энергии напыляемых ионов до значений 100-200 эВ. Это, в свою очередь, обеспечивает высокую прочность адгезии формируемого покрытия с покрываемой поверхностью. По истечении определенного времени (до достижения покрытием толщины слоя ~0,3 мкм) дуговой распылитель отключают, и формирование покрытия происходит за счет распыления мишени из сплава ВТ5 и циркония магнетронными испарителями. При этом происходит формирование однородной структуры покрытия заданной толщины без присутствия в нем затвердевших микрокапель, что в свою очередь определяет высокую когезионную (межслоевую, межчастичную) прочность осаждаемых покрытий.
Сущность изобретения заключается в повышении адгезионной прочности формируемых покрытий, уменьшении вероятности усталостных явлений в материале покрытий в процессе непрерывного и прерывистого резания.
Для экспериментальной проверки предлагаемого способа были нанесены покрытия: с использованием только ионно-плазменного дугового осаждения (серия 1), магнетронного распыления мишеней (серия 2), по предлагаемому способу (серия 3), по способу-прототипу (серия 4).
Напыление покрытий серии №1 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью двух катодов из сплава ВТ5 состава Ti-Al (6% мас.) и катода из циркония. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки - 550-600°С, катодный ток - 75 А, опорное напряжение - 120 В, реакционная атмосфера - азот при начальном давлении 1,3*10-3 Па.
Напыление образцов покрытия серии №2 осуществлялось на установке магнетронного напыления.
В отличие от метода ионно-плазменного напыления, когда применялся точечный источник плазмы, при методе магнетронного распыления источник плазмы - линейный. Мишени магнетронов, изготовленные из сплава ВТ5 и циркония, были расположены по схеме «встречных пучков». Под влиянием магнитного поля, создаваемого постоянным магнитом, расположенным за катодом-мишенью, электроны совершали движение по циклоидальным траекториям в узкой зоне над мишенью. Магнитная система имела замкнутое магнитное поле, что в свою очередь позволило снизить потери напыляемого вещества и существенно повысить скорость нанесения покрытия. Процесс напыления производился при следующих параметрах: температура подложки - 550-600°С, катодный ток - 5 А, опорное напряжение - 90 В, давление реакционного газа азота - 1,3*10-3 Па.
3-я серия образцов была получена на модернизированной установке магнетронного напыления. В конструкцию установки был добавлен один дуговой распылитель, аналогичный тому, который использовался в установке для дугового ионно-плазменного напыления. Таким образом, в процессе напыления «гибридного покрытия» участвовали три распылительных элемента: две магнетронные мишени состава Ti-Al (6% мас.) [ВТ5] и Zr и один катод ионно-дугового распылителя из сплава ВТ5.
В начальный период эксперимента дуговой распылитель и магнетронные мишени работали совместно при опорном напряжении 80 В, токе на магнетронах 5 А, катодном токе 75 А. По истечении тридцати минут дуговой испаритель был отключен. Далее в течение ста двадцати минут покрытие формировалось при совместной работе двух магнетронных мишеней при следующих параметрах: ток на магнетронах 5 А, напряжение смещения 80 В.
4-я серия образцов (по способу-прототипу) была получена на установке, аналогичной для получения образцов 3-й серии. В начале нижний слой титана и нитрида титана магнетронным распылением мишени из сплава ВТ5 и чередующиеся слои нитрида циркония и нитрида титана с использованием электродугового испарителя, снабженного катодом из Zr, и магнетронного распыления мишени из сплава ВТ5 для соответствующих слоев. Верхний слой покрытия осаждали одновременным магнетронным распылением мишени из сплава ВТ5 и электродуговым испарением циркониевого катода в среде смеси инертного газа и азота при начальном давлении 1,3*10-3 Па.
Прочность адгезии покрытия с подложкой измеряли на приборе revetest CSM-Instruments (Швейцария) методом измерительного царапания.
Твердость покрытий была измерена па микроиндентометре Micro-Hardness Tester - МНТ CSM-Instruments (Швейцария).
Аттестационные стойкостные испытания режущих свойств для непрерывного резания (продольного точения) проводили па токарном станке модели «16К20» с резцами со сменными многогранными пластинами. Обрабатываемый материал - серый чугун СЧ30. Режим резания: скорость резания V=150 м/мин, подача S=0,2 мм/об, глубина t=1,0 мм.
Аттестационные стойкостные испытания режущих свойств для прерывистого резания (поперечного фрезерования) проводили на универсальном фрезерном станке модели «675» с резцами со сменными многогранными пластинами. Обрабатываемый материал - серый чугун СЧ30.
Режим резания: число оборотов n=500 об/мин, подача минутная Sмин=100 мм/мин, подача на зуб Sz=0,2 мм/зуб, глубина t=1,0 мм.
Критерием износа служил износ по задней поверхности пластины, равный 0,5 мм для пластин без покрытия. Показателем режущих свойств пластины с покрытием является коэффициент стойкости Кст, который определяется отношением ее стойкости, выраженной во времени, в течение которого происходит затупление пластины до установленной величины износа, к стойкости пластины из материала основы, выраженной в свою очередь во времени, в течение которого происходит затупление пластины до величины износа, равной 0,8 мм.
Исследование фазового состава и микроструктуры осажденных покрытий осуществляли методом рентгеновской дифракции на дифрактометре ДРОН 4. Анализ элементного состава проводили на растровом электронном микроскопе JEOL JSM-6700F с приставкой для энерго-дисперсионной спектрометрии JED-2300F JEOL. В таблице 1 приведен фазовый, элементный состав и характеристики микроструктуры полученных покрытий.
|
Как видно из полученных результатов, все покрытия характеризуются двухфазным состоянием. В них присутствует нитрид циркония и сложный нитрид на основе TiN, в котором часть атомов титана замещена атомами алюминия, что приводит к искажению кристаллической решетки нитрида. При этом изменяется величина микродеформаций решетки, так для фазы на основе сложного нитрида TiN она изменяется от 1,60±0,11% до 1,33±0 07%. Для фазы ZrN микродеформации имеют существенно меньшие значения. Максимальные значения микродеформаций характерны для фаз ионно-плазменных дуговых покрытий (пример 1), что может быть связано с дополнительным эффектом ионного наклепа материала покрытия при воздействии на него ионного потока.
|
Как видно из приведенных в таблице 2 эксплуатационных свойств режущего инструмента с покрытием, прочность адгезии между покрытием и подложкой максимальна для ионно-плазменных покрытий, получаемых по предлагаемому способу, что определяется, по-видимому, большей энергией напыляемых частиц при их генерации дуговым разрядом и ускорении электрическим потенциалом, прикладываемым к подложке. Это, в свою очередь, активирует диффузию атомов из покрытия в подложку. Наличие диффузионной зоны на границе раздела покрытия и подложки было подтверждено при исследовании твердосплавных пластин с покрытием, нанесенным указанным способом, на растровом электронном микроскопе JEOL JSM-6700F с приставкой для энерго-дисперсионной спектрометрии JRD-2300F JEOL (Япония).
На фигуре 1а, б, в, г представлены царапины, образующиеся в процессе скольжения индентора по поверхности ионно-плазменного дугового покрытия при разных приложенных нагрузках 23H, 28Н, 32H, 41Н соответственно.
Видно, что уже при относительно малых нагрузках, порядка 23H, 29Н (фигура 1а, б), по краям царапины появляются следы выкрашивания материала покрытия. Подобный характер разрушения обусловлен присутствием большого количества капельной фазы к структуре покрытия. Закристаллизовавшиеся капли, имеющие относительно плохое сцепление с материалом покрытия, выкрашиваются в процессе скрайбирования. По мере увеличения нагрузки до 32Н, 41H (фигура 1в, г) разрушение покрытия определяется отделением от него крупных фрагментов.
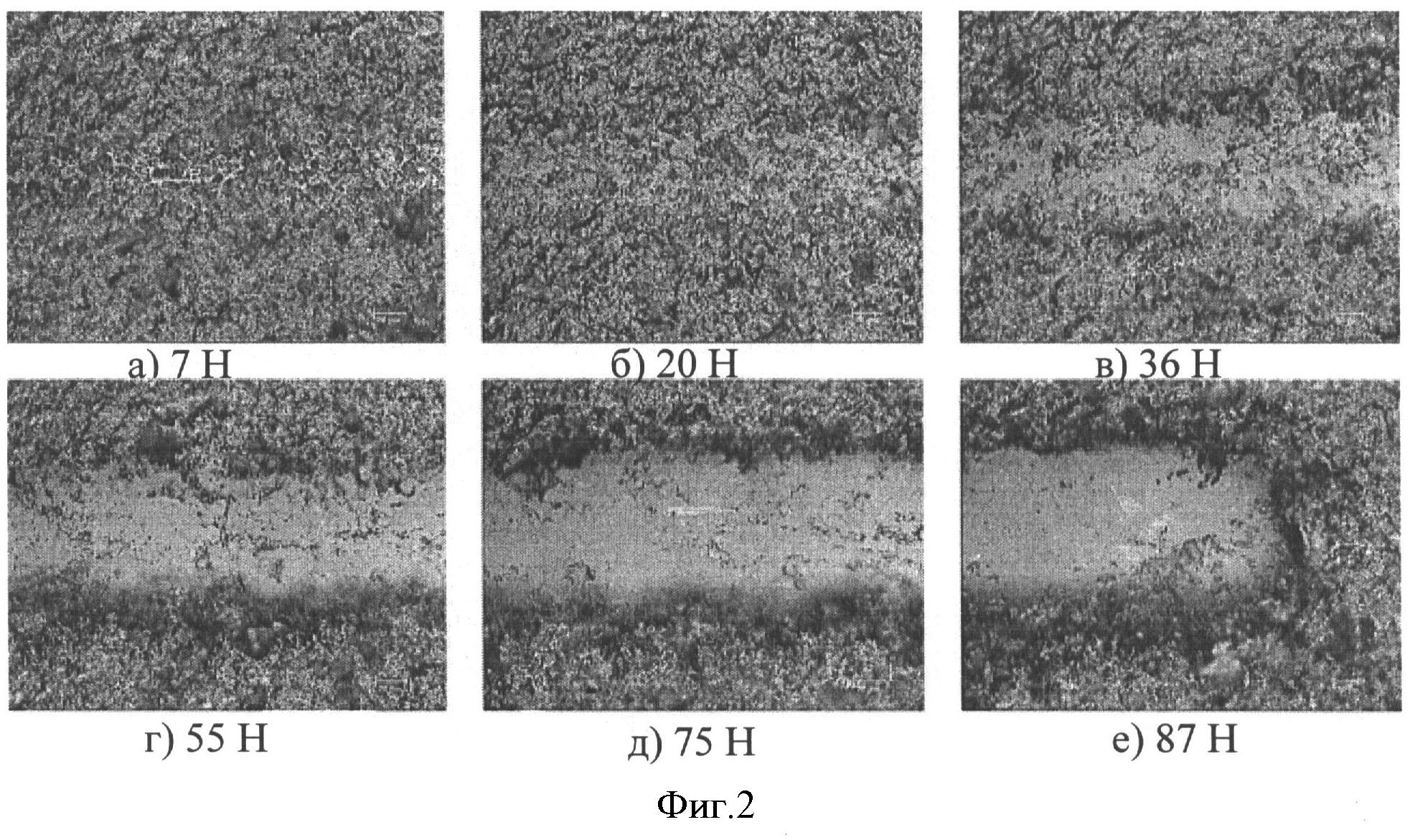
На фигуре 2а, б, в, г, д, е показан внешний вид царапины, образующейся в процессе скольжения индентора по поверхности магнетронного покрытия при разных приложенных нагрузках 7Н, 20Н, 36H, 55Н, 75Н, 87Н. Характер разрушения магнетронного покрытия свидетельствует о преобладании более равномерного характера его разрушения по сравнению с ионно-плазменным дуговым покрытием, что подтверждается относительно гладкими краями царапины, сформировавшейся в процессе выдавливания материала покрытия алмазным индентором (фигура 2а, б, в, г). Выкрашивание материала покрытия, сопровождающееся его разрушением, происходит при больших величинах нагрузки (фигура 2д, е).
Равномерный характер разрушения магнетронного покрытия является, по-видимому, как следствием его меньшей твердости, так и однородности структуры.
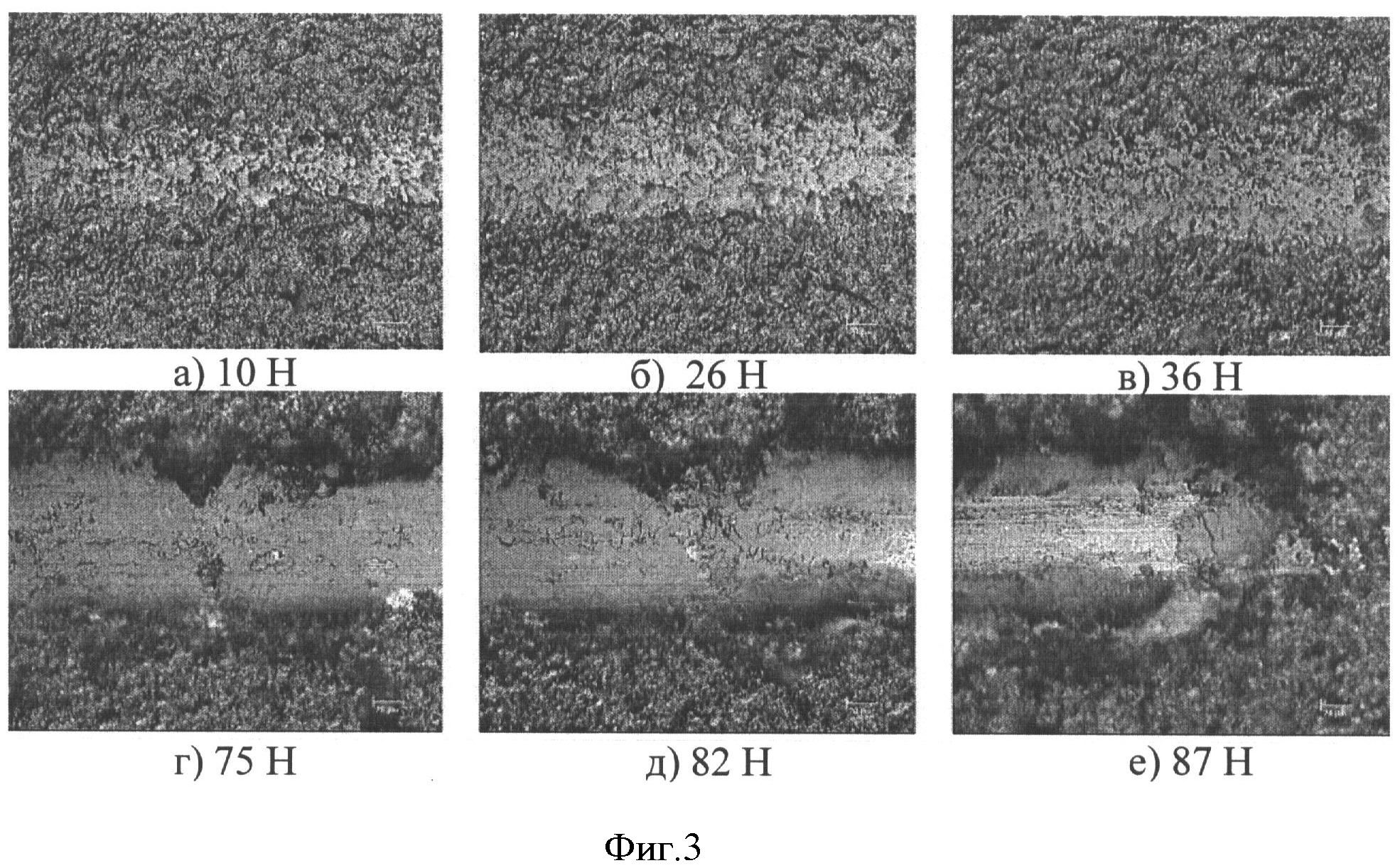
На фигуре 3а, б, в, г, д, е показан внешний вид царапины, образующейся в процессе скольжения индентора по поверхности «гибридного» покрытия при разных приложенных нагрузках 10H, 26Н, 36Н, 75Н, 82Н, 87Н. Анализ внешнего вида царапин «гибридного покрытия» позволяет сделать вывод о том, что по характеру оно близко к равномерному разрушению, свойственному магнетронным покрытиям (фигура 3а, б, в).
Отделение крупных фрагментов покрытий становится заметным для магнетронного и «гибридного» покрытий при нагрузках около 75H (см. фигура 2д, е и фигура 3г, д, е). По всей видимости, именно преобладанием такого равномерного характера разрушения можно объяснить тот факт, что коэффициент стойкости «гибридного» покрытия оказался выше коэффициента стойкости ионно-плазменного покрытия при практически одинаковых значениях адгезионной прочности.
Следовательно, повышенная стойкость режущего инструмента с предлагаемым «гибридным покрытием» обусловлена сочетанием высокой адгезионной прочности, свойственной ионно-плазменным покрытиям, с равномерным характером его разрушения, присущим покрытиям, полученным методом магнетронного распыления, и его достаточно высокой твердостью.
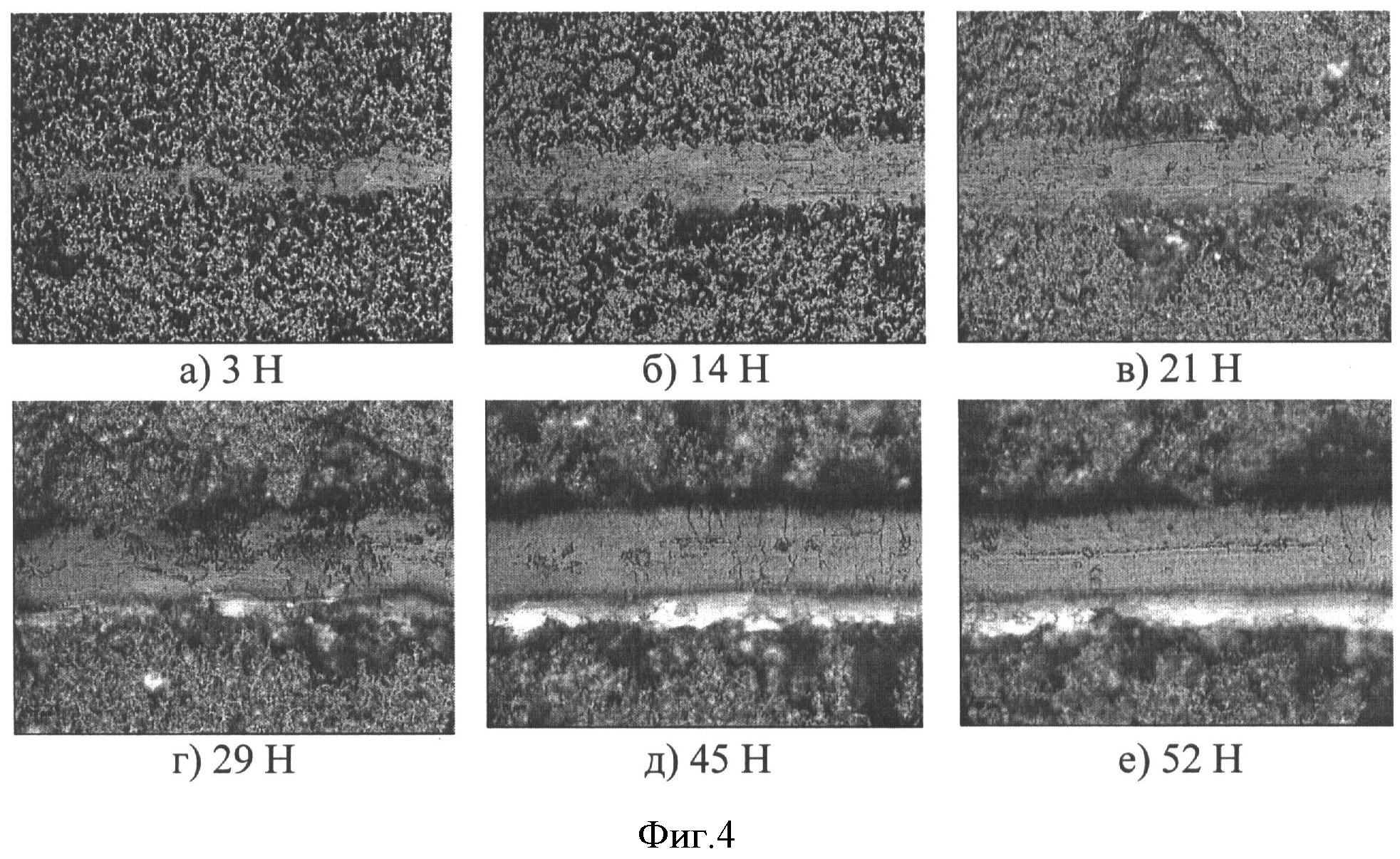
На фигуре 4а, б, в, г, д, е показан внешний вид царапины, образующейся в процессе скольжения индентора по поверхности образца четвертой серии при разных приложенных нагрузках 3Н, 14H, 21H, 29H, 45H, 52Н. Анализ разрушения покрытия, полученного по способу прототипу, при его царапании свидетельствует о том, что характер его изнашивания связан с возникновением и распространением в объеме материала покрытия хрупких трещин и отделением от покрытия достаточно крупных фрагментов (фигура 4б, в, г, д, е), что определяется высокой твердостью материала покрытия и наличием в его структуре микрокапель.
Капли распыляемого материала катода из циркония, образующиеся при работе дугового распылителя и закристаллизовавшиеся в объеме покрытия, могут стать причиной возникновения механических деформаций, вследствие формирования микропор и микротрещин. Наличие слоистой структуры в покрытиях, полученных по способу прототипу, и межслойных границ не оказывает заметного влияния на этот процесс. Вскрытие подложки при этом происходит при нагрузке около 22-23Н.
Относительно невысокая прочность адгезии данных покрытий определяется, по-видимому, и тем, что первый слой покрытия формируется частицами невысоких энергий (до 20 эВ), генерируемыми магнетронным распылителем.
Именно этими причинами можно объяснить меньшее значение коэффициента стойкости режущего инструмента с данными покрытиями по отношению к стойкости твердосплавного инструмента с покрытиями, получаемыми по предлагаемому способу (см. таблицу 2).
Покрытие, нанесенное предлагаемым способом, расширяет область применения режущего инструмента, т.е. он может быть использован как при операциях прерывистого, так и непрерывного резания.
Способ получения износостойкого покрытия на режущем инструменте, включающий очистку поверхности инструмента и вакуумно-плазменное нанесение многокомпонентного покрытия с использованием реакционного газа на установке, оснащенной магнетронами и электродуговым испарителем, отличающийся тем, что нанесение нижнего слоя покрытия осуществляют электродуговым испарением катода из сплава ВТ5 совместно с магнетронным распылением мишеней из сплава ВТ5 и циркония до толщины покрытия 0,3 мкм, после этого осаждение покрытия до заданной толщины проводят магнетронным распылением мишеней из сплава ВТ5 и циркония.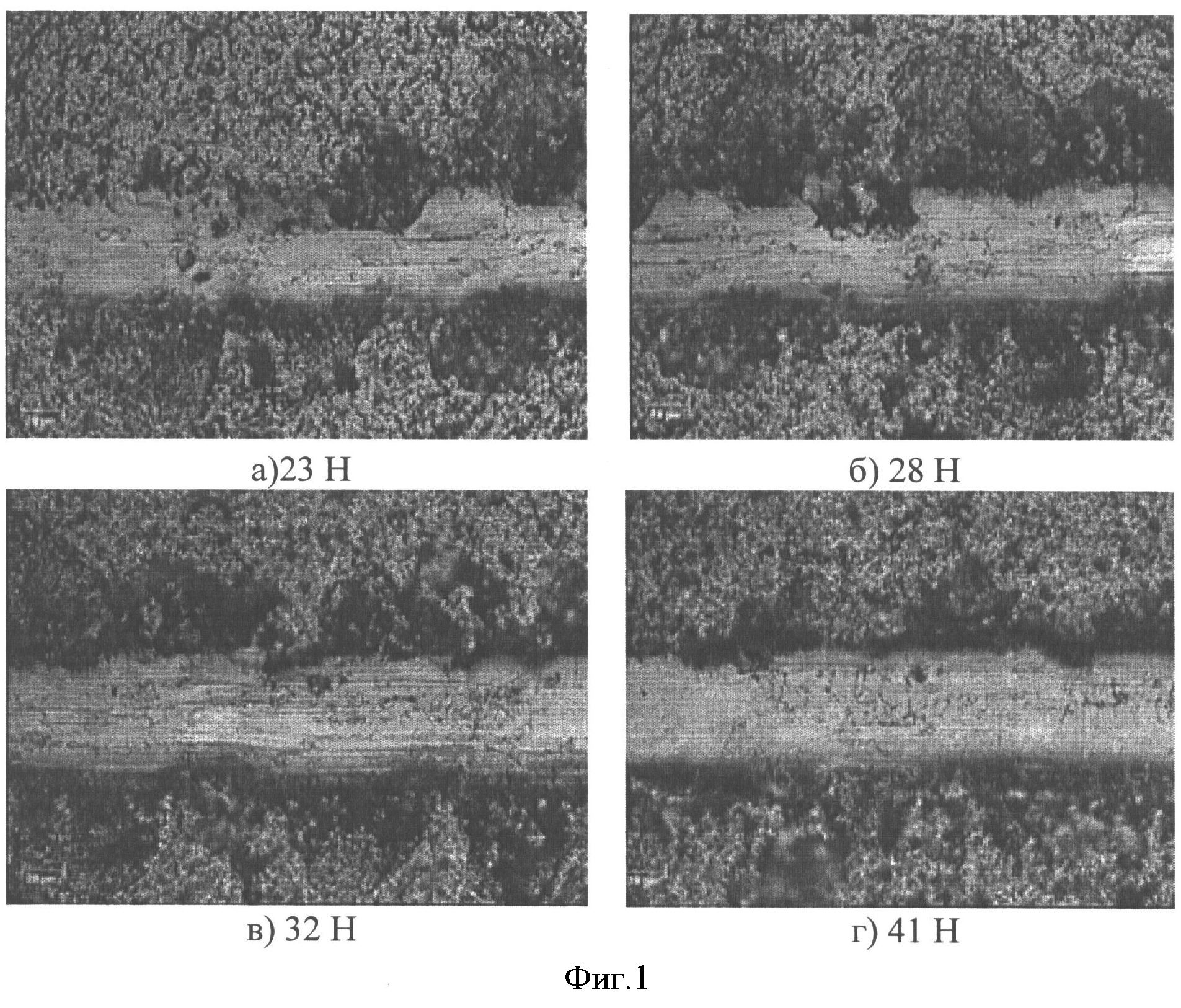
Дуговая сталеплавильная печь с дожиганием горючих газов
Способ дожигания горючих газов в дуговой печи
Полимерная композиция для радиаторов охлаждения светоизлучающих диодов (сид) и способ ее получения
Установка для извлечения золота из руд и концентратов
Способ извлечения золота из руд и концентратов
Способ внутреннего азотирования ферритной коррозионно-стойкой стали
Способ получения отливок сплавов на основе гамма алюминида титана
Способ изготовления алмазного инструмента на гальванической связке
Многокомпонентное биоактивное нанокомпозиционное покрытие с антибактериальным эффектом
Способ формирования высококачественных моп структур с поликремниевым затвором
Способ получения тонкопленочных полимерных нанокомпозиций для сверхплотной магнитной записи информации
Сплав на основе гамма алюминида титана
Дуговая сталеплавильная печь с дожиганием горючих газов
Способ дожигания горючих газов в дуговой печи
Полимерная композиция для радиаторов охлаждения светоизлучающих диодов (сид) и способ ее получения
Установка для извлечения золота из руд и концентратов
Способ извлечения золота из руд и концентратов
Способ внутреннего азотирования ферритной коррозионно-стойкой стали
Способ получения отливок сплавов на основе гамма алюминида титана
Способ изготовления алмазного инструмента на гальванической связке

