Результат интеллектуальной деятельности: НЕОРИЕНТИРОВАННАЯ МАГНИТНАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к неориентированной магнитной листовой стали, пригодной для сердечника двигателя, и способу ее изготовления.
Уровень техники
В последние годы, с точки зрения защиты окружающей среды, энергосбережения и подобного, существует возрастающий интерес к электромобилям. Для двигателей электромобилей требуется увеличение скорости вращения и уменьшение габаритов, и, соответственно, их частота возбуждения составляет приблизительно 800 Гц.
Во время работы такого двигателя высокочастотные составляющие в несколько раз выше, потому что частота возбуждения накладывается на частоту возбуждения. Это приводит к требованию того, чтобы неориентированная магнитная листовая сталь в качестве материала сердечника двигателя была превосходной не только по механическим свойствам, обеспечивающим повышение скорости вращения и уменьшение габаритов, но также по магнитным свойствам, в частности по потерям в сердечнике (материале), в высокочастотном диапазоне от 400 Гц до 2 кГц.
Потери в сердечнике можно грубо классифицировать на потери на вихревые токи и потери на гистерезис. Потери на вихревые токи пропорциональны квадрату толщины неориентированной магнитной листовой стали и обратно пропорциональны удельному сопротивлению. Таким образом, чтобы уменьшить потери на вихревые токи, была предпринята попытка уменьшить толщину неориентированной магнитной листовой стали. Другая попытка была сделана для увеличения содержания Si и/или содержания Al в неориентированной магнитной листовой стали, чтобы увеличить ее удельное сопротивление. Увеличение содержания Si и/или содержания Al может также увеличить механическую прочность (твердость ротора).
Однако на существующем уровне техники невозможно полностью сократить потери в сердечнике в высокочастотном диапазоне, например, от 400 Гц до 2 кГц.
Список цитированной литературы
Патентная литература
Патентная литература 1: японская выложенная патентная публикация № 2007-247047.
Патентная литература 2: японская выложенная патентная публикация № 07-258863.
Патентная литература 3: японская выложенная патентная публикация № 11-323511.
Патентная литература 4: японская выложенная патентная публикация № 2005-240185.
Сущность изобретения
Техническая проблема
Цель настоящего изобретения состоит в том, чтобы предложить неориентированную магнитную листовую сталь, которая позволяет полностью сократить потери в сердечнике в высокочастотном диапазоне, и способ ее изготовления.
Решение проблемы
Авторы настоящего изобретения заметили, что в высокочастотном диапазоне от 400 Гц до 2 кГц вихревые токи возникают только до глубины, составляющей приблизительно 50 мкм от поверхности стального листа, и внимательно изучили литературу об увеличении электрического сопротивления в области, глубина которой от поверхности стального листа составляет 50 мкм. В результате авторы настоящего изобретения обнаружили, что можно сократить высокочастотные потери в сердечнике за счет покрытия поверхности (плакирования) стального листа Mn или V, что повышает степень увеличения сопротивления, и диффузии Mn или V в сталь при отжиге, что создает градиент концентрации Mn или концентрации V от поверхности стального листа до установленной глубины.
Настоящее изобретение было создано на основании указанных выше данных, и его сущность состоит в следующем.
Неориентированная магнитная листовая сталь согласно настоящему изобретению содержит (мас.%): C 0,005% или менее; Si от 2% до 4%; Mn и V в сумме 11% или менее; и Al 3% или менее, остаток состоит из Fe и неизбежных примесей, причем концентрация Mn (мас.%) и концентрация V (мас.%) в направлении толщины соответствуют следующей формуле:
0,1<(XsMn,V-XcMn,V)/tMn,V<100,
где
XsMn,V означает сумму концентрации Mn (мас.%) и концентрации V (мас.%) на поверхности стального листа,
XcMn,V означает сумму концентрации Mn (мас.%) и концентрации V (мас.%) в центре стального листа, и
tMn,V означает глубину (мм) от поверхности стального листа до положения, в котором сумма концентрации Mn (мас.%) и концентрации V (мас.%) равна XcMn,V.
Преимущественные эффекты изобретения
Согласно настоящему изобретению, благодаря соответствующему регулированию концентраций Mn и V, можно полностью исключить потери в сердечнике в высокочастотном диапазоне, например, от 400 Гц до 2 кГц.
Краткое описание чертежей
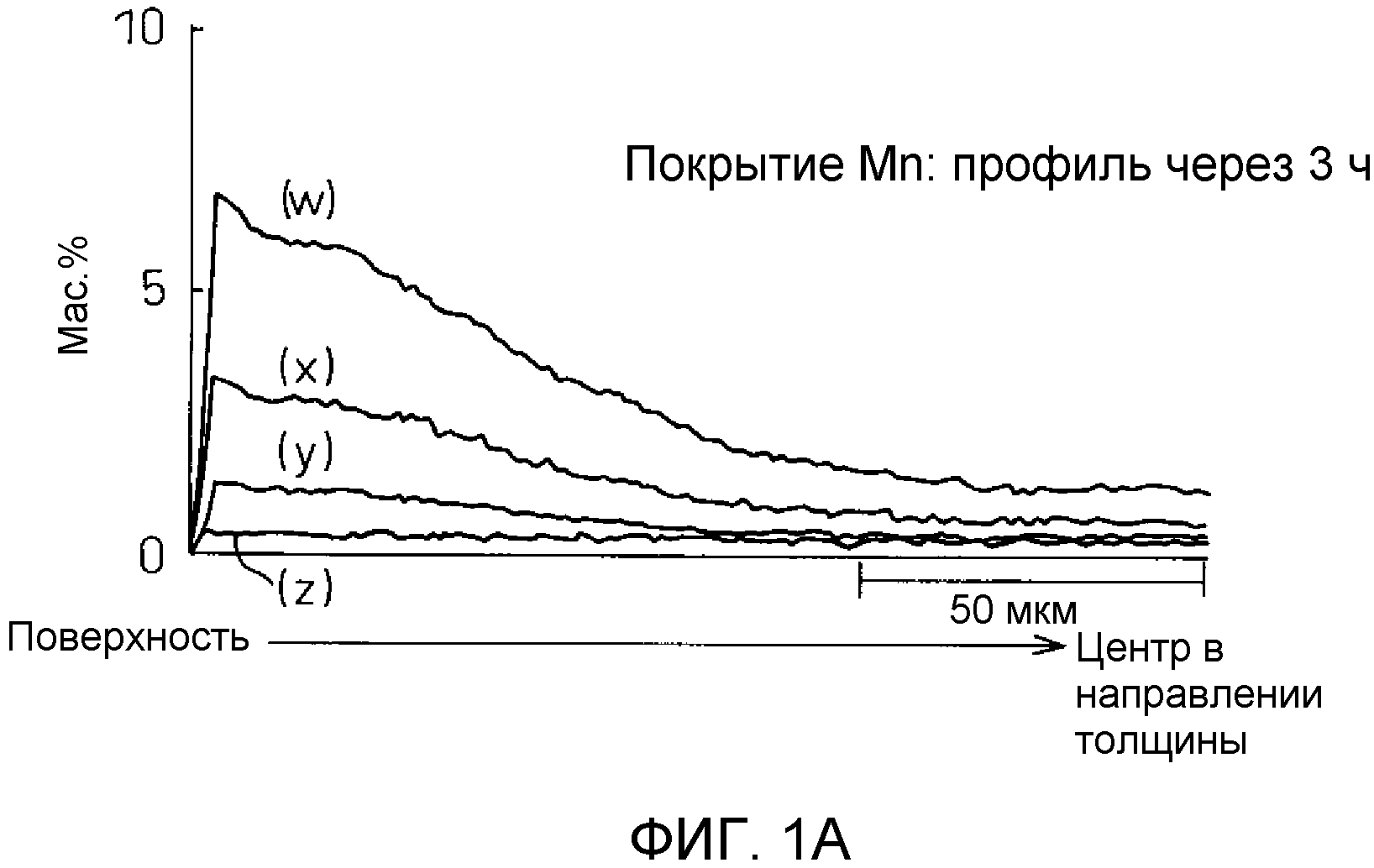
Фиг.1A представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и распределением концентрации Mn, когда отжиг при 900ºC проводят в течение трех часов.
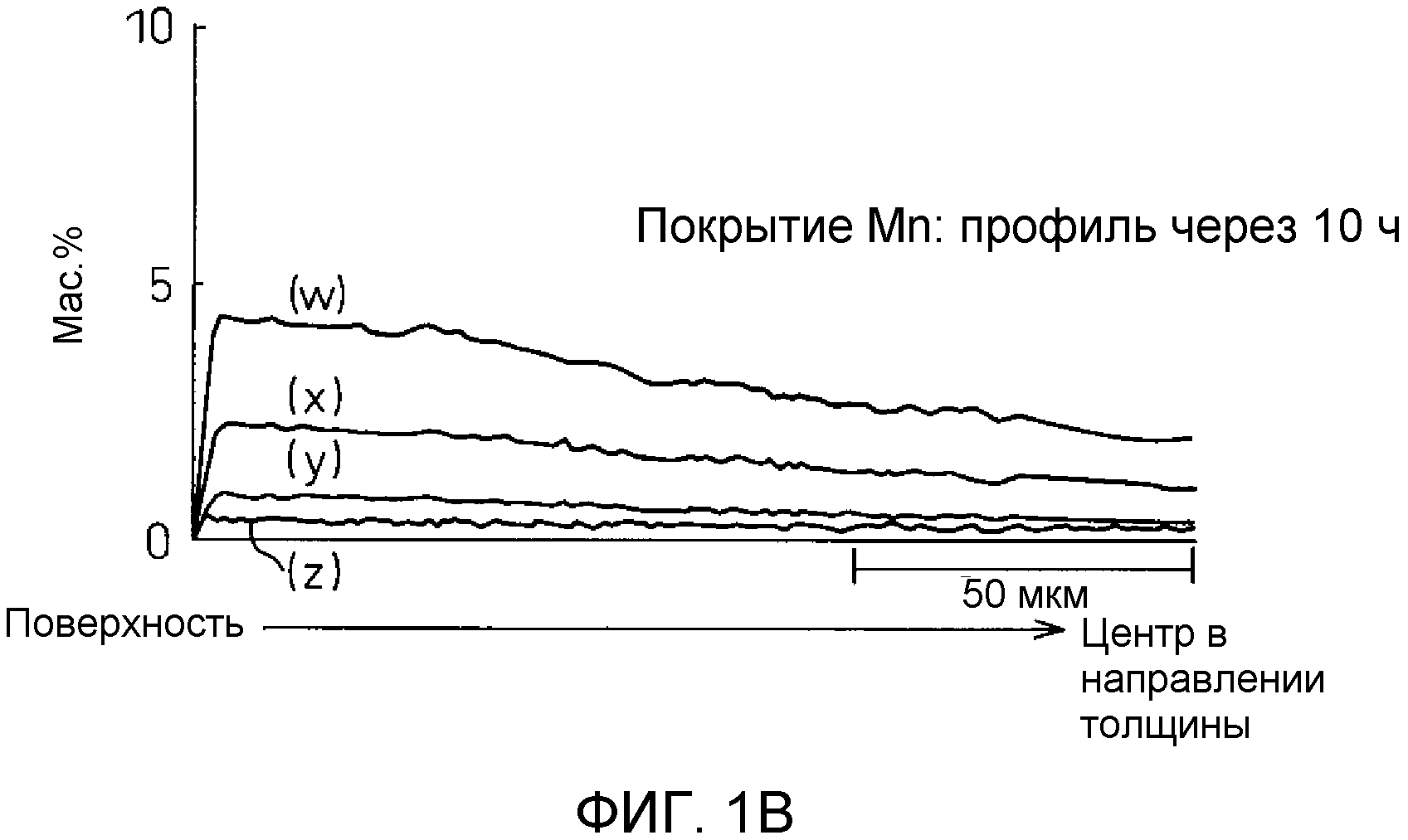
Фиг.1B представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и распределением концентрации Mn, когда отжиг при 900°C проводят в течение десяти часов.
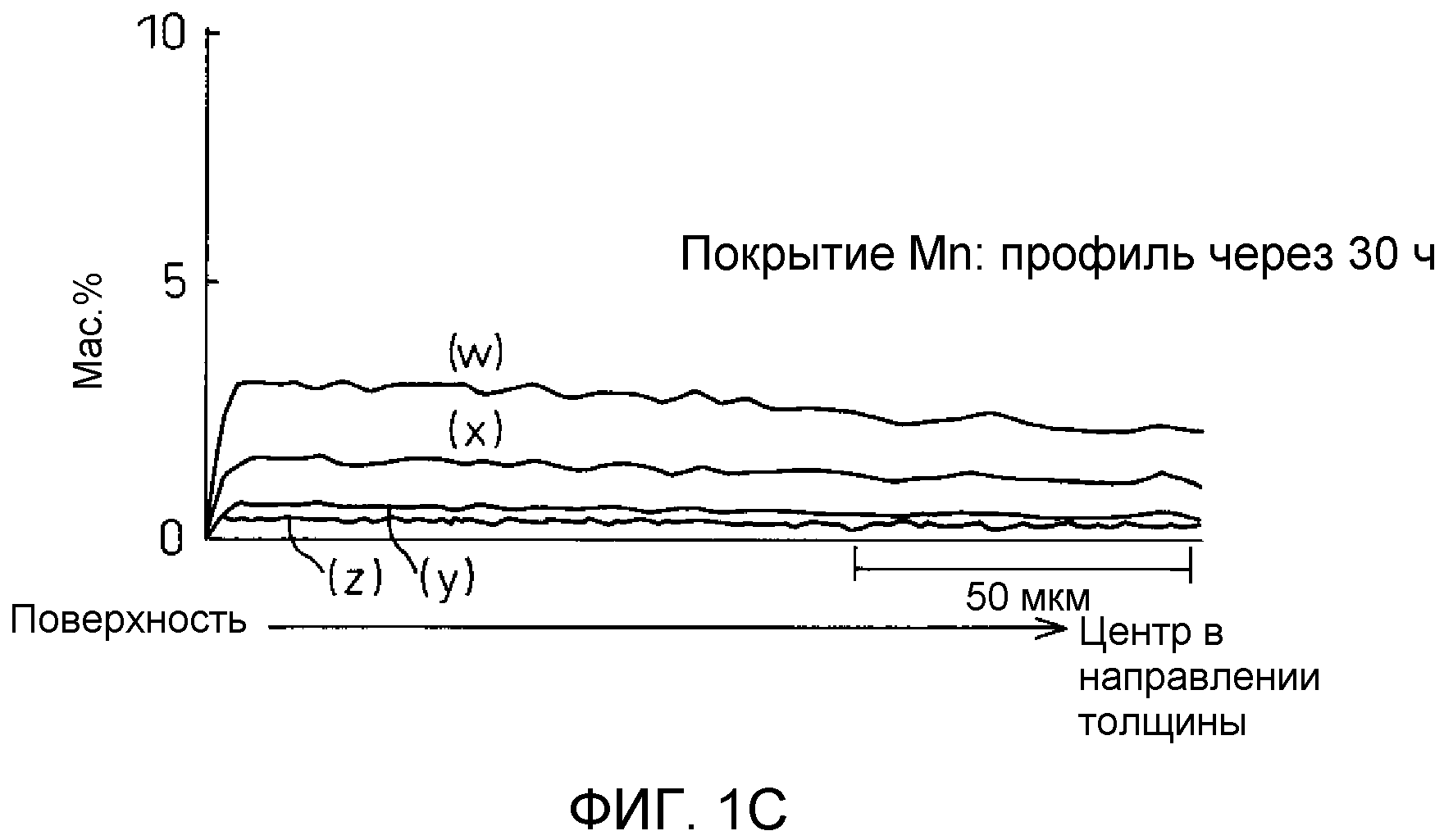
Фиг.1C представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя (пленки) Mn и распределением концентрации Mn, когда отжиг при 900°C проводят в течение тридцати часов.
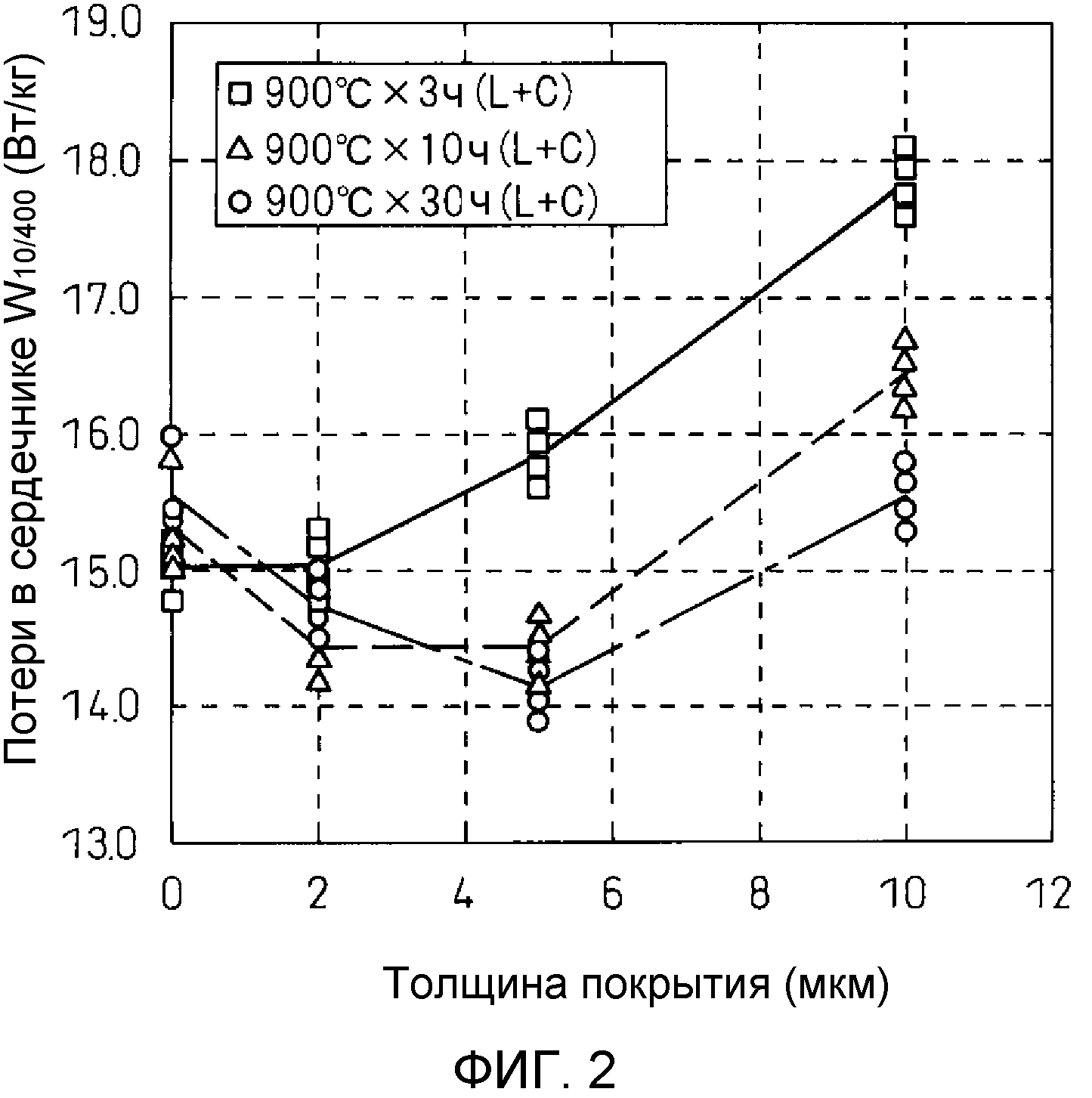
Фиг.2 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и потерями в сердечнике W10/400.
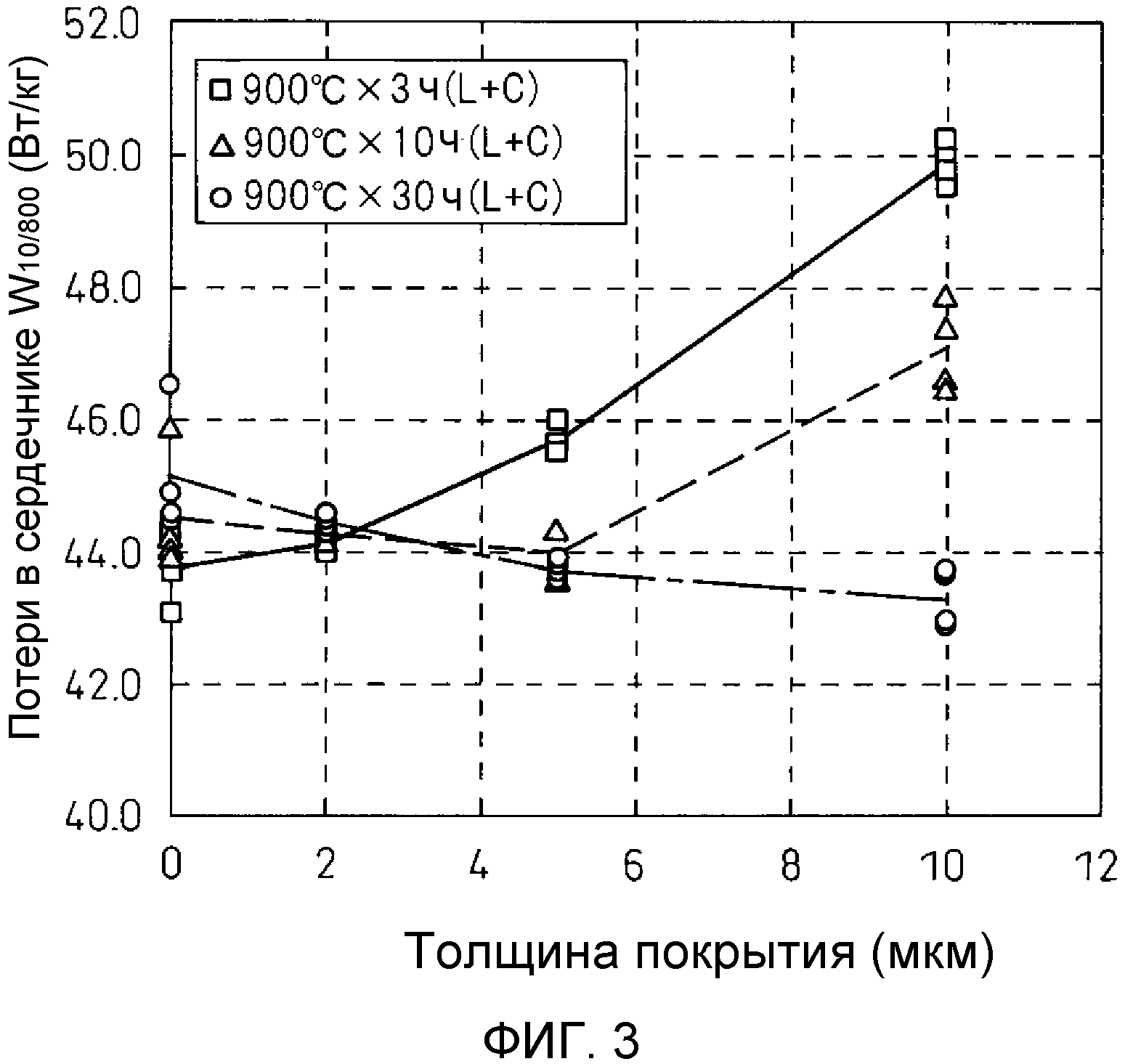
Фиг 3 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и потерями в сердечнике W10/800.
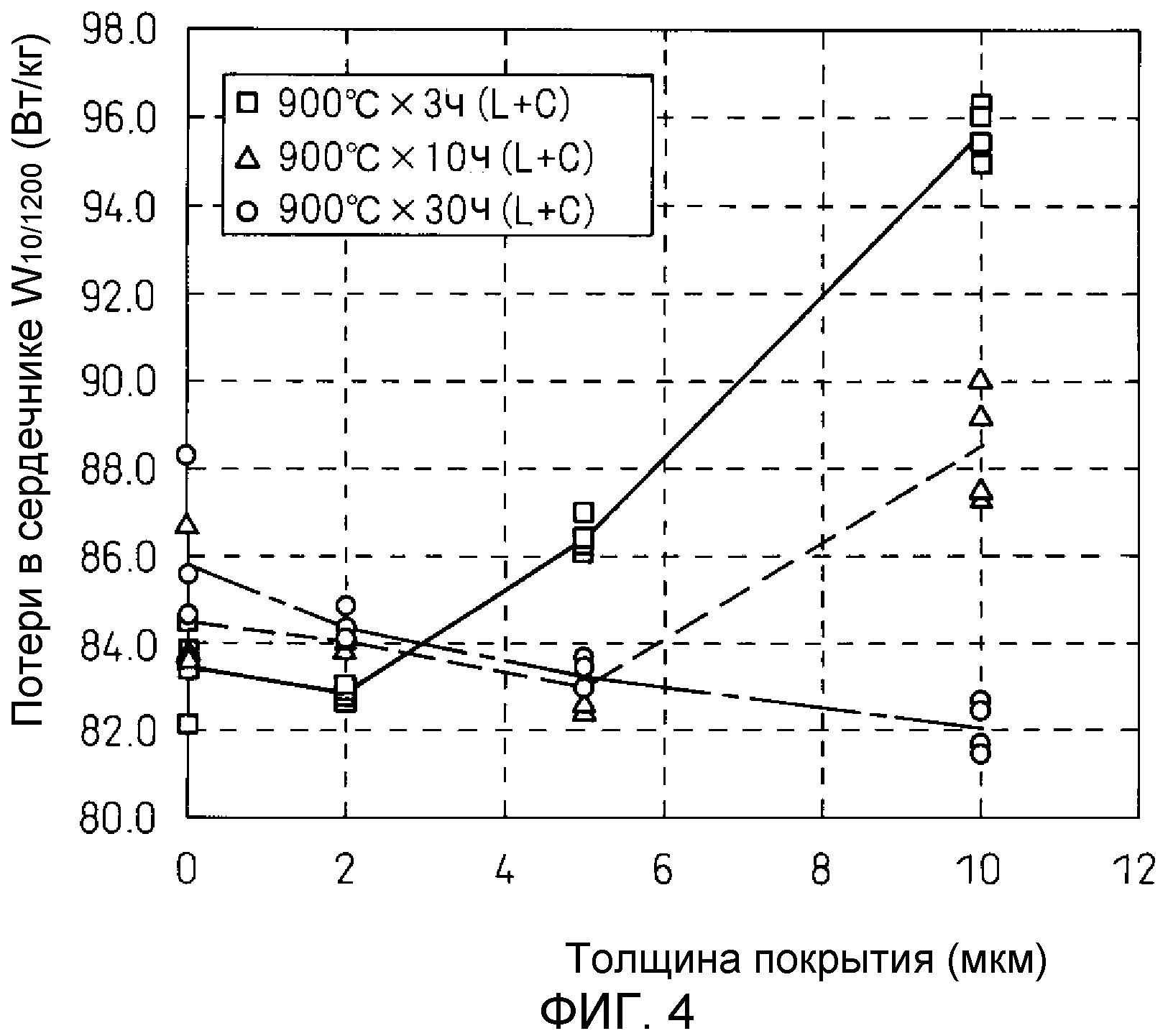
Фиг.4 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и потерями в сердечнике W10/1200.
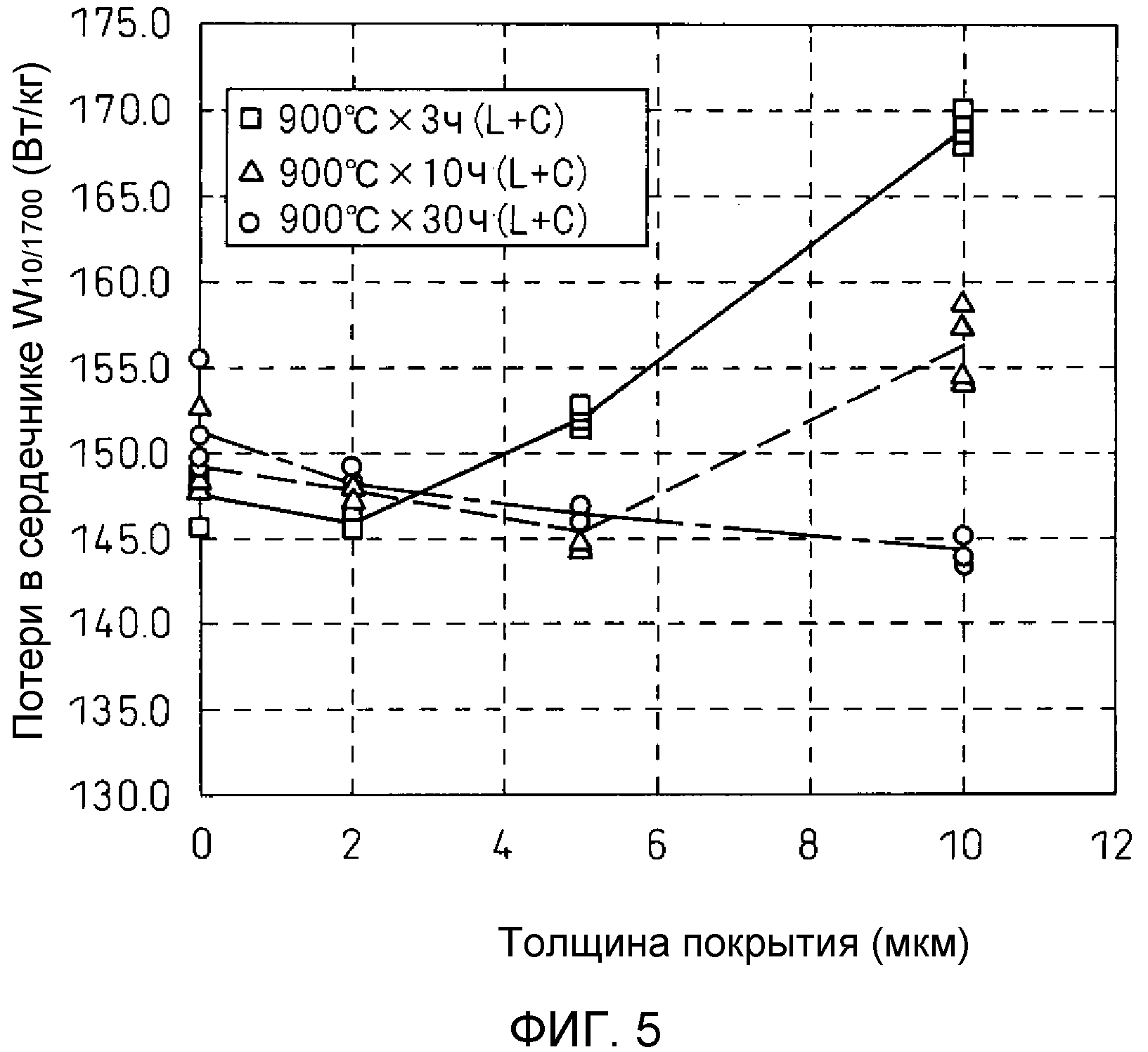
Фиг.5 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя Mn и потерями в сердечнике W10/1700.
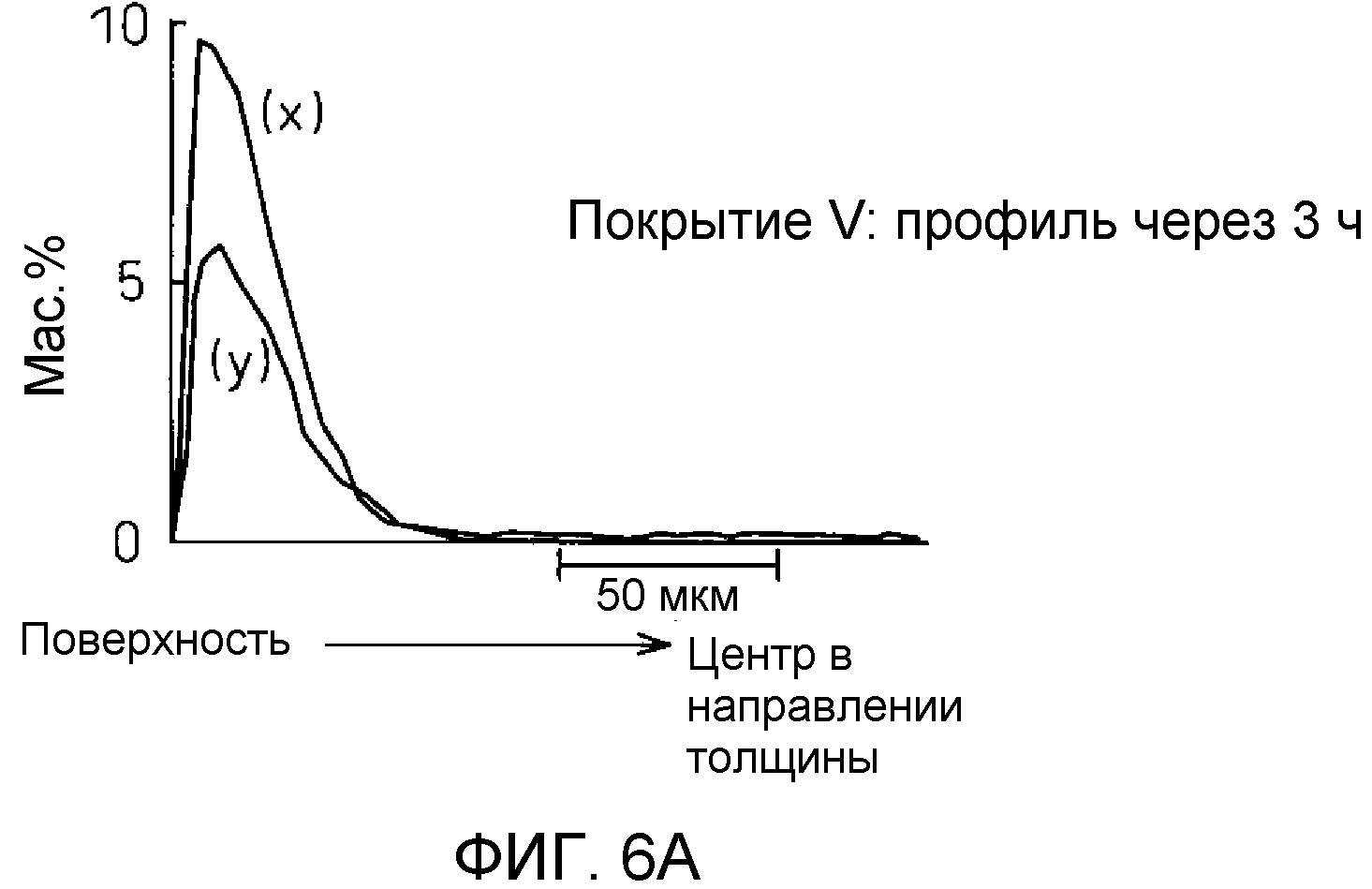
Фиг.6A представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя (пленки) V и распределением концентрации V, когда отжиг при 900°C проводят в течение трех часов.
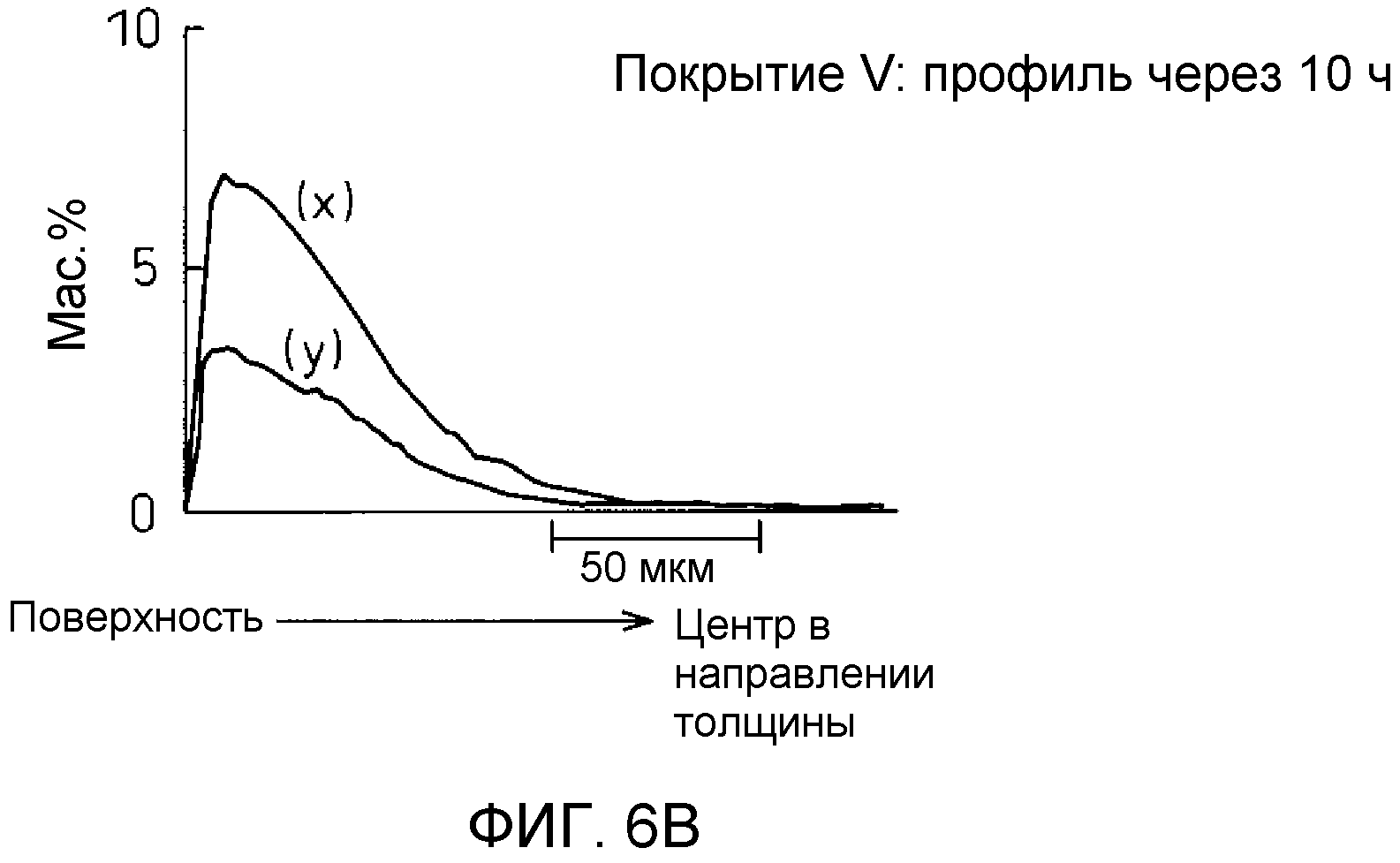
Фиг.6B представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и распределением концентрации V, когда отжиг при 900°C проводят в течение десяти часов.
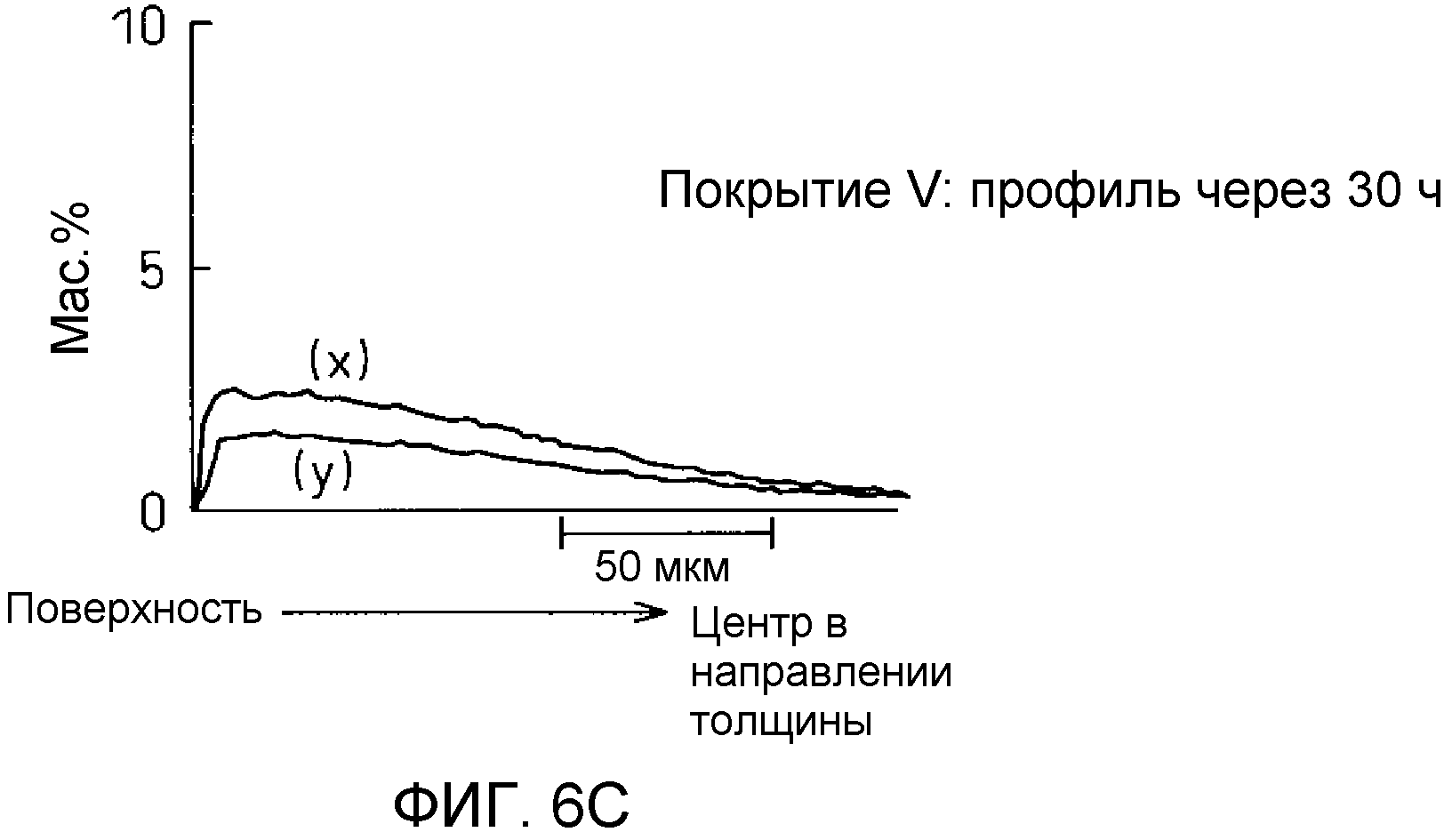
Фиг.6C представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и распределением концентрации V, когда отжиг при 900°C проводят в течение тридцати часов.
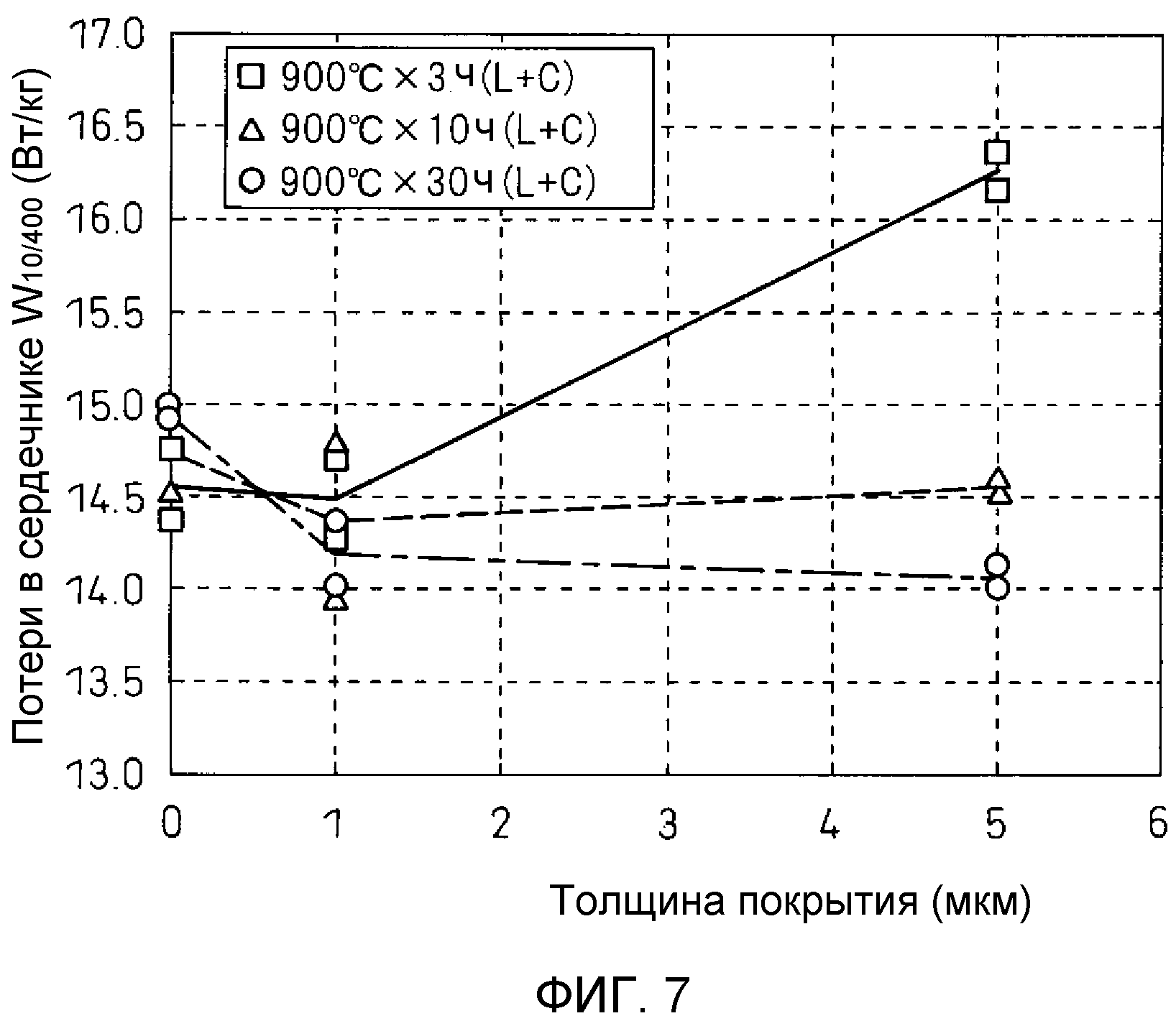
Фиг.7 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и потерями в сердечнике W10/400.
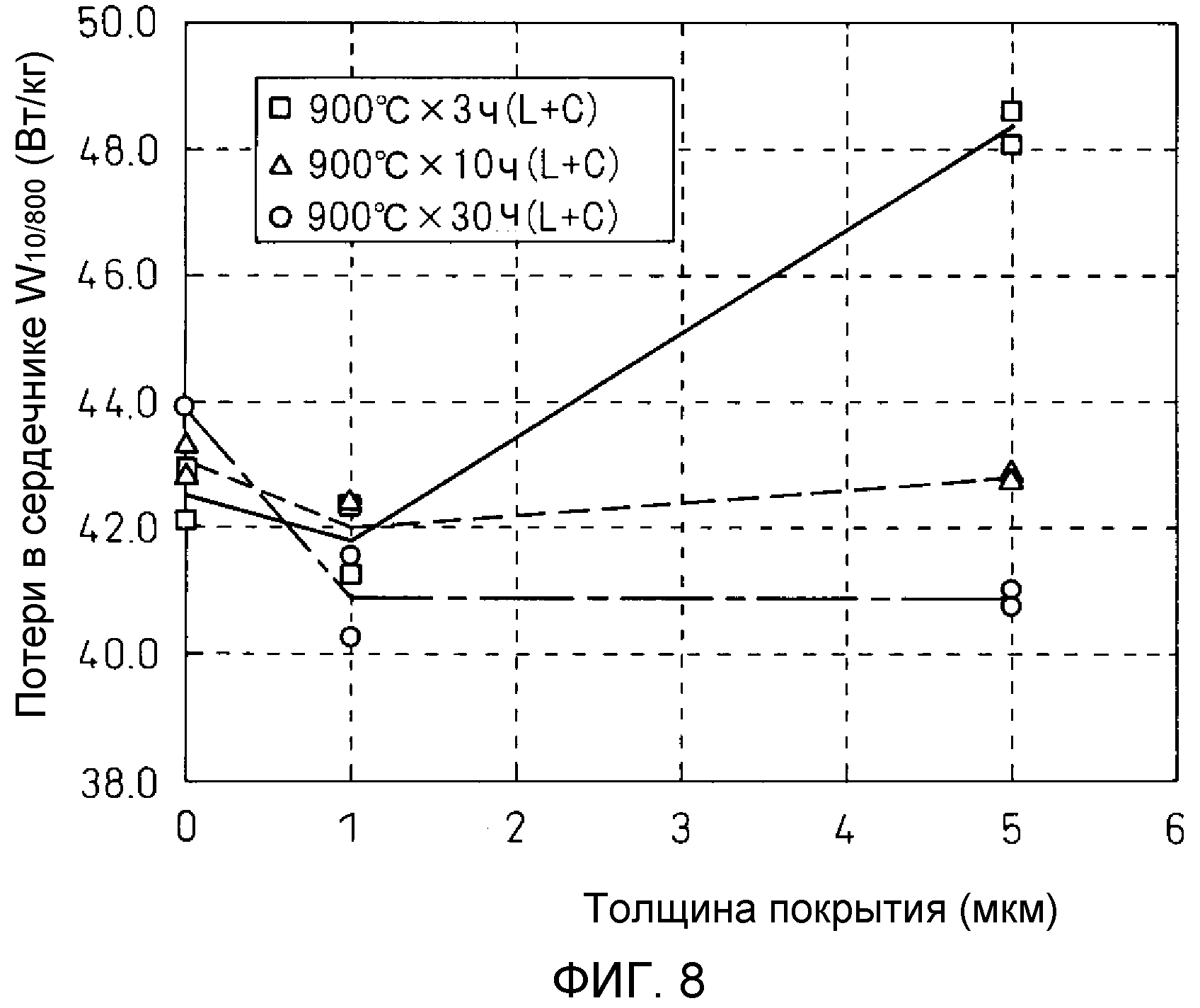
Фиг.8 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и потерями в сердечнике W10/800.
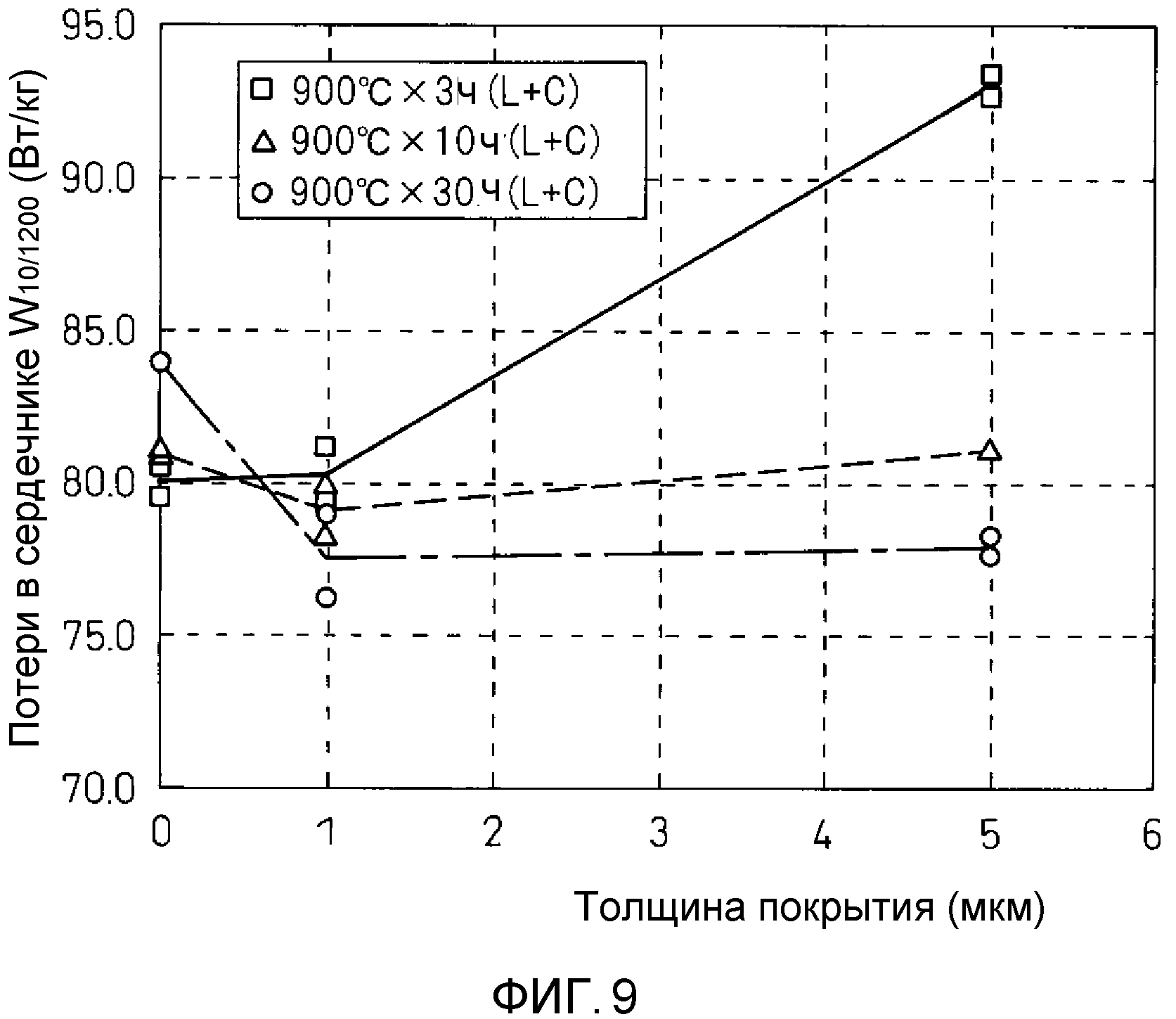
Фиг.9 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и потерями в сердечнике W10/1200.
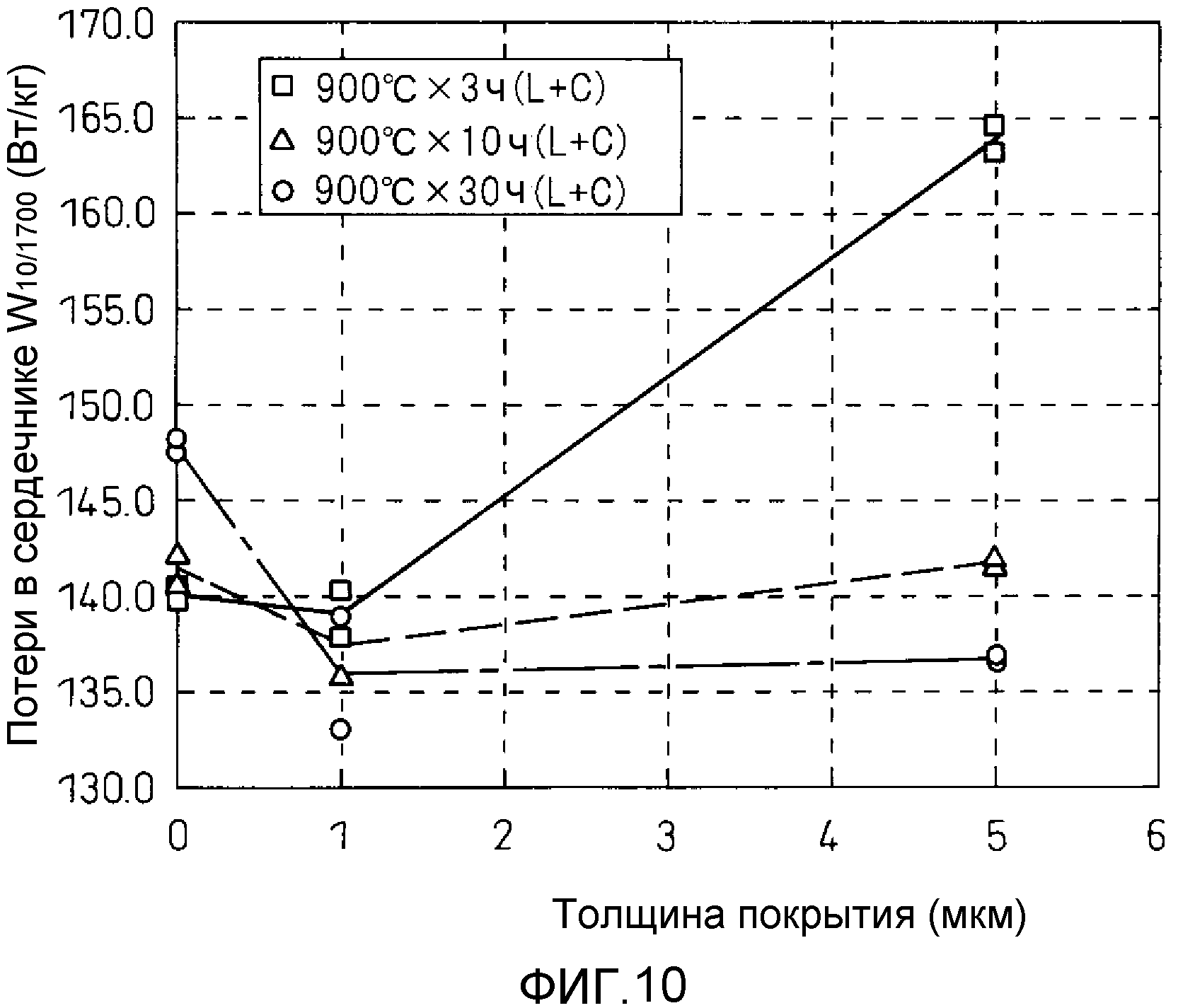
Фиг.10 представляет диаграмму, показывающую корреляции между толщиной нанесенного слоя V и потерями в сердечнике W10/1700.
Описание вариантов осуществления
(Первый вариант осуществления)
Неориентированная магнитная листовая сталь согласно первому варианту осуществления настоящего изобретения содержит (мас.%): C 0,005% или менее; Si от 2% до 4%; Mn 10% или менее; и Al 3% или менее, остаток состоит из Fe и неизбежных примесей, причем концентрация Mn (мас.%) в направлении толщины соответствует следующей формуле (1) или следующей формуле (2):
0,1<(XsMn-XcMn)/tMn<100 (1)
0,1<(XsMn'-XcMn)/tMn<100 (2),
где
XsMn означает концентрацию Mn (мас.%) на поверхности стального листа,
XsMn' означает максимальную концентрацию Mn (мас.%) вблизи поверхности стального листа,
XcMn означает концентрацию Mn (мас.%) в центре стального листа, и
tMn означает глубину (мм) от поверхности стального листа до положения, в котором концентрация Mn (мас.%) равна XcMn.
Для получения неориентированной магнитной листовой стали согласно первому варианту осуществления пленку Mn наносят на поверхность листовой стальной подложки с заданным составом компонентов таким образом, чтобы образовать покрытие из пленки Mn, и после этого Mn диффундирует в сталь при отжиге. Во время отжига также происходит перекристаллизация листовой стальной подложки. В качестве листовой стальной подложки, на которую предстоит нанесение Mn, используют, например, холоднокатаную листовую сталь, полученную таким способом, в котором отожженную горячекатаную листовую сталь подвергают холодной прокатке до заданной толщины (например, толщины готового листа). В этом случае покрытую Mn холоднокатаную листовую сталь получают нанесением Mn, и после этого покрытую Mn холоднокатаную листовую сталь отжигают. В качестве альтернативы, отожженную горячекатаную листовую сталь можно использовать в качестве листовой стальной подложки. В этом случае покрытую Mn горячекатаную листовую сталь получают нанесением Mn, и после этого покрытую Mn холоднокатаную листовую сталь получают холодной прокаткой покрытой Mn горячекатаной листовой стали. Затем покрытую Mn холоднокатаную листовую сталь отжигают.
Далее будут описаны причины, по которым регулируют состав компонентов согласно первому варианту осуществления. Следует отметить, что % означает мас.%.
C увеличивает потери в сердечнике после отжига для снятия напряжений. Содержание C в листовой стальной подложке устанавливают на уровне 0,005% или менее, чтобы данное явление не возникало.
Si представляет собой элемент, который вызывает увеличение электрического сопротивления и уменьшает потери в сердечнике. Когда содержание Si составляет менее чем 2%, данный эффект не достигается. С другой стороны, когда содержание Si превышает 4%, свойства холодной прокатки существенно ухудшаются. Таким образом, содержание Si в листовой стальной подложке устанавливают на уровне от 2% до 4%.
Mn, аналогично Si, представляет собой элемент, который вызывает увеличение электрического сопротивления. Кроме того, Mn реагирует с S в стали и образует MnS, снижая тем самым вредное влияние серы. Для достижения этих эффектов содержание Mn в листовой стальной подложке составляет предпочтительно 0,1% или более. С другой стороны, когда содержание Mn в листовой стальной подложке составляет более 1%, задерживается рост кристаллических зерен во время отжига. Таким образом, содержание Mn в листовой стальной подложке устанавливают на уровне 1% или менее.
Кроме того, содержание Mn в неориентированной магнитной листовой стали становится выше, чем содержание Mn в листовой стальной подложке, вследствие образования нанесенной пленки Mn. Когда содержание Mn в неориентированной магнитной листовой стали составляет более 10%, плотность потока насыщения снижается, что ухудшает магнитные свойства. Таким образом, содержание Mn в неориентированной магнитной листовой стали составляет предпочтительно 10% или менее.
Al, аналогично Si, представляет собой элемент, который вызывает увеличение электрического сопротивления и сокращение потерь в сердечнике. Для достижения этих эффектов содержание Al в листовой стальной подложке составляет предпочтительно 0,1% или более, предпочтительнее 0,5% или более. С другой стороны, когда содержание Al превышает 3%, ухудшается жидкотекучесть стали (расплава стали). Таким образом, содержание Al в листовой стальной подложке устанавливают на уровне 3% или менее.
V, аналогично Si, представляет собой элемент, который вызывает увеличение электрического сопротивления и сокращает потери в сердечнике. Однако когда содержание V превышает 1%, холодная прокатка отожженной горячекатаной листовой стали становится затруднительной. Таким образом, содержание V в листовой стальной подложке составляет предпочтительно 1% или менее. Кроме того, суммарное содержание Mn и V в неориентированной магнитной листовой стали составляет предпочтительно 11% или менее.
P представляет собой элемент, оказывающий замечательный эффект на увеличение прочности на растяжение, но его не обязательно включать в первый вариант осуществления. Когда содержание P превышает 0,3%, создается значительная хрупкость, и затрудняется переработка, включая горячую прокатку и холодную прокатку в промышленном масштабе. Таким образом, содержание P в листовой стальной подложке составляет предпочтительно 0,3% или менее, предпочтительнее 0,2% или менее, и наиболее предпочтительно 0,15% или менее.
Содержание S предпочтительно должно быть минимально возможным. В частности, содержание S в листовой стальной подложке составляет предпочтительно 0,04% или менее, предпочтительнее 0,02% или менее, и наиболее предпочтительно 0,01% или менее.
Cu создает эффект увеличения прочности в интервале, не вызывающем неблагоприятное воздействие на магнитные свойства. Таким образом, листовая стальная подложка может содержать 5% Cu или менее.
Nb задерживает перекристаллизацию листовой стали не только за счет собственных свойств Nb, но также благодаря выделению в листовой стали, главным образом, в виде карбонитрида Nb. Кроме того, за счет мелкодисперсных включений с Nb, он также создает эффект увеличения прочности в интервале, не вызывающем неблагоприятное воздействие на магнитные свойства. Таким образом, листовая стальная подложка может содержать 1% Nb или менее.
N, аналогично C, ухудшает магнитные свойства. Таким образом, содержание N в листовой стальной подложке составляет предпочтительно 0,02% или менее.
Большинство других элементов, используемых в высокопрочных магнитных листовых сталях для увеличения прочности в соответствующих областях техники, не только считаются проблематичными вследствие стоимости их добавления, но также оказывают значительное отрицательное воздействие на магнитные свойства, и, таким образом, нет необходимости рисковать, включая их в состав стали. Если все же рискуют их включить, используют, например, Ti, B, Ni и/или Cr, учитывая их эффект задержки рекристаллизации, эффект увеличения прочности, увеличение стоимости и ухудшение магнитных свойств. В этом случае их содержание приблизительно составляет предпочтительно следующие величины: Ti 1% или менее, B 0,01% или менее, Ni 5% или менее и Cr 15% или менее.
Кроме того, как и для других микроэлементов, их введение вследствие общеизвестных разнообразных целей в дополнение к их количеству, которое неизбежно содержится в руде и/или ломе и подобном, совершенно не ухудшает эффект согласно первому варианту осуществления. Существуют также элементы, которые, несмотря на их малые количества, образуют мелкодисперсные выделения, в том числе в виде карбида, сульфида, нитрида и/или оксида, и проявляют значительный эффект задержки рекристаллизации. Эти мелкодисперсные выделения также оказывают сильное неблагоприятное воздействие на магнитные свойства, и если содержится Cu или Nb, то Cu или Nb может производить значительный эффект задержки рекристаллизации, и, таким образом, нет необходимости рисковать, включая в состав стали данные элементы. Неизбежное содержание каждого из этих примесных элементов составляет обычно около 0,005% или менее, но может составлять приблизительно 0,01% или более в различных целях. В этом случае также предпочтительно, чтобы суммарное содержание Mo, W, Sn, Sb, Mg, Ca, Ce и Co составляло 0,5% или менее, с точки зрения стоимости и магнитных свойств.
В связи с этим содержание этих элементов, за исключением Mn, в неориентированной магнитной листовой стали оказывается несколько меньше, чем их содержание в листовой стальной подложке в соответствии с образованием нанесенной пленки Mn. Однако, поскольку толщина нанесенной пленки Mn намного меньше, чем толщина листовой стальной подложки, содержание элементов, за исключением Mn, в неориентированной магнитной листовой стали можно считать равным их содержанию в листовой стальной подложке. С другой стороны, содержание Mn в неориентированной магнитной листовой стали устанавливают на уровне 10% или менее, как описано выше. Тогда, если образуется покрытие из пленки Mn с такой толщиной, что содержание Mn в неориентированной магнитной листовой стали составит 10% или менее, Mn вряд ли диффундирует из покрывающей пленки Mn в центр листовой стальной подложки. Таким образом, содержание Mn в центре толщины неориентированной магнитной листовой стали можно считать равным его содержанию в листовой стальной подложке.
Таким образом, в качестве листовой стальной подложки применима, например, холоднокатаная листовая сталь, которая содержит C 0,005% или менее, Si от 2% до 4%, Mn 1% или менее (предпочтительно 0,1% или более) и Al 3% или менее, причем остаток состоит из Fe и неизбежных примесей. В качестве альтернативы, можно использовать холоднокатаную листовую сталь, дополнительно содержащую 1% или менее V.
Толщина листовой стальной подложки (холоднокатаной листовой стали) не ограничена определенным образом. Ее можно определять соответственно с учетом толщины неориентированной магнитной листовой стали как конечного продукта и ее уменьшения в процессе прокатки. Толщина неориентированной магнитной листовой стали как конечного продукта также не ограничена определенным образом, но составляет предпочтительно от 0,1 мм до 0,3 мм в целях сокращения высокочастотных потерь в сердечнике.
Способ нанесения Mn на листовую стальную подложку не ограничен определенным образом. Нанесение гальванического покрытия из водного раствора или неводного растворителя, электролиз в расплаве соли, нанесение защитного покрытия погружением в расплав, нанесение покрытия из паровой фазы, в том числе PVD (физическое осаждение из паровой фазы) и CVD (химическое осаждение из паровой фазы), и подобное являются предпочтительными, потому что они позволяют легко регулировать толщину покрытия (толщину нанесенной пленки Mn).
Толщина нанесенной пленки Mn не ограничена определенным образом, но предпочтительно она должна быть достаточно большой, чтобы обеспечить достаточное количество Mn, диффундированного в листовой стальной подложке, и она составляет предпочтительно, например, приблизительно от 1 мкм до 10 мкм.
Под действием отжига из покрытия Mn на листовой стальной подложке Mn диффундирует в листовую стальную подложку, образуя тем самым градиент концентрации Mn, соответствующий приведенной выше формуле (1) или (2) (это будет описано далее). Условия отжига (температура, время и подобное) не ограничены определенным образом при том условии, что Mn диффундирует в листовую стальную подложку, создавая вышеуказанный градиент концентрации Mn. В случае периодического отжига условия представляют собой предпочтительно «1000°C или менее и один час или более». Условия отжига можно устанавливать для случая непрерывного отжига.
Далее будут описаны причины, по которым формулы (1) и (2) определены в первом варианте осуществления.
Каждая из фиг.1A-1C представляет корреляции между толщиной осажденной пленки (слоя) Mn и распределением концентрации Mn в направлении толщины неориентированной магнитной листовой стали. Для получения корреляций изготавливали холоднокатаные стальные листы (листовые стальные подложки), каждая из которых содержала C 0,002%, Si 3,0%, Mn 0,3% и Al 0,6%, остаток состоял из Fe и неизбежных примесей. Затем способом осаждения из паровой фазы формировали пленки Mn толщиной 2 мкм, 5 мкм и 10 мкм на поверхности соответствующих холоднокатаных стальных листов. Затем, в результате отжига, получали неориентированные магнитные стальные листы. Толщина каждого из холоднокатаных стальных листов составляла 0,3 мм.
Фиг.1A представляет случай, в котором отжиг при 900°C проводили в течение трех часов (ч), фиг. 1B представляет случай, в котором отжиг при 900°C проводили в течение десяти часов, и фиг.1C представляет случай, в котором отжиг при 900°C проводили в течение тридцати часов. На фиг.1A-1C (x) представляет распределение концентрации Mn, когда толщина нанесенной пленки Mn составляла 5 мкм, (y) представляет распределение концентрации Mn, когда толщина нанесенной пленки Mn составляла 2 мкм, и (w) представляет распределение концентрации Mn, когда толщина нанесенной пленки Mn составляла 10 мкм. Кроме того, (z) представляет распределение концентрации Mn, когда покрытие из пленки Mn не наносили, а отжиг был проведен.
Как показано на фиг.1A-1C, в каждом неориентированном магнитном стальном листе, на который наносили пленки Mn, концентрация Mn (мас.%) уменьшалась практически линейно от концентрации Mn (мас.%) на поверхности или от максимальной концентрации Mn (мас.%) вблизи поверхности до концентрации в центральной части стального листа.
Кроме того, авторы настоящего изобретения измеряли свойства потерь в сердечнике данных неориентированных магнитных стальных листов.
Фиг.2 представляет корреляции между толщиной нанесенной пленки Mn и потерями в сердечнике W10/400 (Вт/кг). Каждое значение потерь в сердечнике W10/400 на фиг.2 представляет собой среднее значение (L+C) между значением потерь в сердечнике W10/400 (L) в направлении L (направление прокатки) и значением потерь в сердечнике W10/400 (C) в направлении C (направление, перпендикулярное направлению прокатки). Фиг.2 показывает, что можно сократить потери в сердечнике W10/400 (Вт/кг) соответствующим выбором толщины нанесенной пленки Mn и времени отжига.
Фиг.3 представляет корреляцию между толщиной нанесенной пленки Mn и потерями в сердечнике W10/800 (Вт/кг), фиг.4 представляет корреляцию между толщиной нанесенной пленки Mn и потерями в сердечнике W10/1200 (Вт/кг), и фиг.5 представляет корреляцию между толщиной нанесенной пленки Mn и потерями в сердечнике W10/1700 (Вт/кг). На фиг.3-5 видно, что когда отжиг при 900°C проводили в течение десяти часов после нанесения покрытия из пленки Mn на холоднокатаную листовую сталь, свойства высокочастотных потерь в сердечнике улучшились по сравнению со случаем, в котором не наносили покрытие Mn.
Вероятная причина улучшения свойства потерь в сердечнике в высокочастотном диапазоне может состоять в увеличении концентрации Mn в области, глубина которой от поверхности стального листа составляет 50 мкм, вследствие диффузии Mn при отжиге, как показано на фиг.1, что улучшило свойство потерь в сердечнике в данной области.
Кроме того, авторы настоящего изобретения исследовали корреляцию между распределением концентрации Mn (мас.%) после отжига и высокочастотными потерями в сердечнике.
В результате было обнаружено, что для сокращения высокочастотных потерь в сердечнике важно, чтобы концентрация Mn (мас.%) в направлении толщины соответствовала следующей формуле (1).
0,1<(XsMn-XcMn)/tMn<100 (1),
где
XsMn означает концентрацию Mn (мас.%) на поверхности стального листа,
XcMn означает концентрацию Mn (мас.%) в центре стального листа, и
tMn означает глубину (мм) от поверхности стального листа до положения, в котором концентрация Mn (мас.%) равна XcMn.
Когда значение (XsMn-XcMn) составляет 0,1 или менее, Mn равномерно диффундирует и распределяется практически по всей области стального листа, поэтому потери в сердечнике в части поверхностного слоя стального листа не уменьшаются. Таким образом, значение (XsMn-XcMn)/tMn устанавливают на уровне выше 0,1, и предпочтительно значение (XsMn-XcMn)/tMn составляет более 0,5.
Когда значение (XsMn-XcMn)/tMn составляет 100 или более, градиент концентрации Mn становится чрезмерно высоким в узком интервале, что значительно ухудшает магнитную проницаемость во время возбуждения.
Таким образом, значение (XsMn-XcMn)/tMn устанавливают на уровне менее чем 100.
В связи с этим глубина tMn не ограничена определенным образом. Она может включать часть поверхностного слоя (область, глубина которой от поверхности составляет приблизительно 50 мкм), где создается вихревой ток, индуцированный высокой частотой.
В приведенной выше формуле (1) использована концентрация Mn (XsMn) на поверхности стального листа, но в фактическом вычислении распределения концентрации Mn иногда используют максимальную концентрацию Mn (XsMn') вблизи поверхности стального листа. Таким образом, следующую формулу (2) можно использовать вместо приведенной выше формулы (1). В этом случае область «вблизи поверхности стального листа» представляет собой область в магнитной листовой стали, которая начинается с части самого верхнего слоя стальной подложки, находящейся под изолирующей пленкой, и заканчивается в точке, которая на 5 мкм ближе к центральной части стального листа, чем исходная точка.
0,1<(XsMn'-XcMn)/tMn<100 (2),
где XsMn' означает максимальную концентрацию Mn (мас.%) вблизи поверхности стального листа.
В первом варианте осуществления, приведенные выше формулы (1) и (2) можно использовать избирательно по мере необходимости.
(Второй вариант осуществления)
Неориентированная магнитная листовая сталь согласно второму варианту осуществления настоящего изобретения содержит (мас.%): C 0,005% или менее; Si от 2% до 4%; Mn 1% или менее; V 10% или менее и Al 3% или менее, остаток состоит из Fe и неизбежных примесей, причем концентрация V (мас.%) в направлении толщины соответствует следующей формуле (3) или следующей формуле (4):
0,1<(XsV-XcV)/tV<100 (3)
0,1<(XsV'-XcV)/tV<100 (4),
где
XsV означает концентрацию V (мас.%) на поверхности стального листа,
XsV' означает максимальную концентрацию V (мас.%) вблизи поверхности стального листа,
XcV означает концентрацию V (мас.%) в центре стального листа, и
tV означает глубину (мм) от поверхности стального листа до положения, в котором концентрация V (мас.%) равна XcV.
Для изготовления неориентированной магнитной листовой стали согласно второму варианту осуществления покрытие V наносят на поверхность листовой стальной подложки с заданным составом компонентов, чтобы образовать покрытие из пленки V, и после этого V диффундирует в сталь при отжиге. Во время отжига также происходит рекристаллизация листовой стальной подложки. В качестве листовой стальной подложки, которая предназначена для покрытия V, используют, например, холоднокатаную листовую сталь аналогично первому варианту осуществления. В этом случае покрытую V холоднокатаную листовую сталь получают нанесением V, и после этого покрытую V холоднокатаную листовую сталь отжигают. В качестве альтернативы отожженную горячекатаную листовую сталь можно использовать в качестве листовой стальной подложки. В этом случае покрытую V горячекатаную листовую сталь получают нанесением V, и после этого покрытую V холоднокатаную листовую сталь получают холодной прокаткой покрытой V горячекатаной листовой стали. Затем покрытую V холоднокатаную листовую сталь отжигают.
Далее будут описаны причины, по которым регулируют состав компонентов согласно второму варианту осуществления. Следует отметить, что % означает мас.%.
Содержание C, Si, Al, Mn, V и подобное в листовой стальной подложке совпадает с составом согласно первому варианту осуществления.
Содержание V в неориентированной магнитной листовой стали превышает содержание V в листовой стальной подложке вследствие образования покрытия из пленки V. Когда содержание V в неориентированной магнитной листовой стали превышает 10%, плотность потока насыщения снижается, ухудшая магнитные свойства. Таким образом, содержание V в неориентированной магнитной листовой стали составляет предпочтительно 10% или менее. Кроме того, суммарное содержание Mn и V в неориентированной магнитной листовой стали составляет предпочтительно 11% или менее.
В связи с этим содержание данных элементов, за исключением V, в неориентированной магнитной листовой стали становится несколько меньше, чем их содержание в листовой стальной подложке в соответствии с образованием покрытия из пленки V. Однако так как толщина нанесенной пленки V намного меньше, чем толщина листовой стальной подложки, содержание элементов, за исключением V, в неориентированной магнитной листовой стали можно считать равным их содержанию в листовой стальной подложке. С другой стороны, содержание V в неориентированной магнитной листовой стали устанавливают на уровне 10% или менее, как описано выше. Тогда, если образуется нанесенная пленка V такой толщины, что содержание V в неориентированной магнитной листовой стали составляет 10% или менее, V вряд ли диффундирует из нанесенной пленки V к центру листовой стальной подложки. Таким образом, содержание V в центре толщины неориентированной магнитной листовой стали можно считать равным его содержанию в листовой стальной подложке.
Кроме того, как и в первом варианте осуществления, могут содержаться другие элементы, например, Sn, Sb, B и подобное. Кроме того, могут содержаться в качестве неизбежных примесей P, S, N, O и подобное.
Таким образом, в качестве листовой стальной подложки пригодной является, например, холоднокатаная листовая сталь, которая содержит C 0,005% или менее, Si от 2% до 4%, Mn 1% или менее (предпочтительно 0,1% или более) и Al 3% или менее, причем остаток состоит из Fe и неизбежных примесей. В качестве альтернативы, можно использовать холоднокатаную листовую сталь, дополнительно содержащую 1% или менее V.
Способ нанесения V на листовую стальную подложку не ограничен определенным образом. Приемлемым является такой же способ, который предусмотрен согласно первому варианту осуществления.
Толщина нанесенной пленки V не ограничена определенным образом, но предпочтительно является достаточно большой для обеспечения достаточного количества V, диффундированного в листовую стальную подложку, и составляет предпочтительно, например, приблизительно от 1 мкм до 10 мкм.
Под действием отжига из покрытия V на листовой стальной подложки V диффундирует в листовую стальную подложку, образуя тем самым градиент концентрации V, соответствующий приведенной выше формуле (3) или (4) (это будет описано далее). Условия отжига (температура, время и подробное) не ограничены определенным образом при том условии, что V диффундирует в листовую стальную подложку, создавая вышеуказанный градиент концентрации V. В случае периодического отжига условия представляют собой предпочтительно «1000°C или менее и один час или более», как и в первом варианте осуществления, но условия отжига можно устанавливать и для случая непрерывного отжига.
Далее будут описаны причины, по которым формулы (3) и (4) определены во втором варианте осуществления.
Каждая из фиг.6A-6C представляет корреляции между толщиной осажденной пленки V и распределением концентрации V в направлении толщины неориентированной магнитной листовой стали. Для получения корреляций изготовляли холоднокатаные стальные листы (листовые стальные подложки), каждая из которых содержала C 0,002%, Si 3,0%, Mn 0,3%, Al 0,6% и V 0,01%, остаток состоял из Fe и неизбежных примесей. Затем способом осаждения из паровой фазы пленки V толщиной 1 мкм и 5 мкм наносили на поверхности соответствующих холоднокатаных стальных листов. Затем, в результате отжига, получали неориентированные магнитные стальные листы. Толщина каждого из холоднокатаных стальных листов составляла 0,3 мм.
Фиг.6A представляет случай, в котором отжиг при 900°C проводили в течение трех часов, фиг.6B представляет случай, в котором отжиг при 900°C проводили в течение десяти часов, и фиг. 6C представляет случай, в котором отжиг при 900°C проводили в течение тридцати часов. На фиг.6A-6C (x) представляет распределение концентрации V, когда толщина нанесенной пленки V составляла 5 мкм, и (y) представляет распределение концентрации V, когда толщина нанесенной пленки V составляла 1 мкм.
Как показано на фиг.6A-6C, в каждом неориентированном магнитном стальном листе, на который наносили пленки V, концентрация V (мас.%) уменьшалась практически линейно от концентрации V (мас.%) на поверхности или от максимальной концентрации V (мас.%) вблизи поверхности до концентрации в центральной части стального листа.
Кроме того, авторы настоящего изобретения измеряли свойства потерь в сердечнике данных неориентированных магнитных стальных листов.
Фиг.7 представляет корреляцию между толщиной нанесенной пленки V и потерями в сердечнике W10/400 (Вт/кг). Каждое значение потерь в сердечнике W10/400 на фиг.7 представляет собой среднее значение (L+C) между значением потерь в сердечнике W10/400 (L) в направлении L (направление прокатки) и значением потерь в сердечнике W10/400 (C) в направлении C (направление, перпендикулярное направлению прокатки). Фиг.7 показывает, что можно сократить потери в сердечнике W10/400 (Вт/кг) соответствующим выбором толщины нанесенной пленки V и времени отжига.
Фиг.8 представляет корреляцию между толщиной нанесенной пленки V и потерями в сердечнике W10/800 (Вт/кг), фиг.9 представляет корреляцию между толщиной нанесенной пленки V и потерями в сердечнике W10/1200 (Вт/кг), и фиг.10 представляет корреляции между толщиной нанесенной пленки V и потерями в сердечнике W10/1700 (Вт/кг). На фиг.8-10 видно, что когда отжиг при 900°C проводили в течение десяти часов после нанесения покрытия из пленки V на холоднокатаную листовую сталь, свойства высокочастотных потерь в сердечнике улучшились по сравнению со случаем, в котором не наносили покрытие V.
Вероятная причина улучшения свойства потерь в сердечнике в высокочастотном диапазоне может состоять в увеличении концентрации V в области, глубина которой от поверхности стального листа составляет 50 мкм, вследствие диффузии V при отжиге, как показано на фиг.6, и что улучшило свойство потерь в сердечнике в данной области.
Кроме того, авторы настоящего изобретения исследовали корреляцию между распределением концентрации V (мас.%) после отжига и высокочастотными потерями в сердечнике.
В результате было обнаружено, что для сокращения высокочастотных потерь в сердечнике важно, чтобы концентрация V (мас.%) в направлении толщины соответствовала следующей формуле (3):
0,1<(XsV-XcV)/tV<100 (3),
где
XsV означает концентрацию V (мас.%) на поверхности стального листа,
XcV означает концентрацию V (мас.%) в центре стального листа, и
tV означает глубину (мм) от поверхности стального листа до положения, в котором концентрация V (мас.%) равна XcV.
Когда значение (XsV-XcV)/tV составляет 0,1 или менее, V равномерно диффундирует и распределяется практически по всей области стального листа, поэтому потери в сердечнике в части поверхностного слоя стального листа не уменьшаются. Таким образом, значение (XsV-XcV)/tV устанавливают на уровне выше 0,1, и предпочтительно значение (XsV-XcV)/tV превышает 0,5.
Когда значение (XsV-XcV)/tV составляет 100 или более, градиент концентрации V становится чрезмерно высоким в узком интервале, что значительно ухудшает магнитную проницаемость во время возбуждения.
Таким образом, значение (XsV-XcV)/tV устанавливают на уровне менее чем 100.
В связи с этим глубина tV не ограничена определенным образом. Она может включать часть поверхностного слоя (область, глубина которой от поверхности составляет приблизительно 50 мкм), где создается вихревой ток, индуцированный высокой частотой.
В приведенной выше формуле (3) использована концентрация V (XsV) на поверхности стального листа, но в фактическом вычислении распределения концентрации V иногда используют максимальную концентрацию V (XsV') вблизи поверхности стального листа. Таким образом, следующую формулу (4) можно использовать вместо приведенной выше формулы (3). В этом случае область «вблизи поверхности стального листа» представляет собой область в магнитной листовой стали, которая начинается с части самого верхнего слоя стальной подложки, находящейся под изолирующей пленкой, и заканчивается в точке, которая на 5 мкм ближе к центральной части стального листа, чем исходная точка.
0,1<(XsV'-XcV)/tV<100 (4),
где XsV' означает максимальную концентрацию V (мас.%) вблизи поверхности стального листа.
Во втором варианте осуществления приведенные выше формулы (3) и (4) можно использовать избирательно по мере необходимости.
В связи с этим можно сочетать первый вариант осуществления и второй вариант осуществления. Например, после образования обоих покрытий из пленки Mn и пленки V можно проводить отжиг таким образом, чтобы соответствовать формулам (1)-(4).
В качестве альтернативы после нанесения пленки смеси Mn и V можно проводить отжиг таким образом, чтобы выполнялись формулы (1)-(4). То есть в неориентированном магнитном стальном листе, полученном данными способами, выполняется следующая формула (5) или (6):
0,1<(XsMn,V-XcMn,V)/tMn,V<100 (5)
0,1<(XsMn,V'-XcMn,V)/tMn,V<100 (6),
где
XsMn,V означает сумму концентрации Mn (мас.%) и концентрации V (мас.%) на поверхности стального листа,
XsMn,V' означает максимальное значение суммы концентрации Mn (мас.%) и концентрации V (мас.%) вблизи поверхности стального листа,
XcMn,V означает сумму концентрации Mn (мас.%) и концентрации V (мас.%) в центре стального листа, и
tMn,V означает глубину (мм) от поверхности стального листа до положения, в котором сумма концентрации Mn (мас.%) и концентрации V (мас.%) равна XcMn,V.
Далее будут описаны различные эксперименты, фактически проведенные авторами настоящего изобретения. Условия и другие параметры данных экспериментов представляют собой примеры, принятые для подтверждения осуществимости и эффекта настоящего изобретения, и настоящее изобретение не ограничено данными примерами. В настоящем изобретении приемлемыми являются различные условия в пределах, не отклоняющихся от духа настоящего изобретения, и в пределах, достигающих цели настоящего изобретения.
(Первый эксперимент)
Сначала изготавливали горячекатаные стальные листы, каждый из которых содержал (мас.%): C 0,002%, Si 3,0%, Mn 0,2% и Al 0,6%, остаток состоял из Fe и неизбежных примесей. Толщина каждого из горячекатаных стальных листов составляла 1,6 мм. Затем отожженные горячекатаные стальные листы получали отжигом горячекатаных стальных листов при 1050°C в течение одной минуты. После этого отожженные горячекатаные стальные листы подвергали холодной прокатке, в результате которой получали холоднокатаные стальные листы (листовые стальные подложки) толщиной 0,25 мм. Затем покрытия из пленки Mn различной толщины (см. таблицу 1) наносили на обе поверхности холоднокатаных стальных листов, получая тем самым четыре вида образцов. Кроме того, получали также образец без покрытия из пленки Mn. После этого образцы отжигали при 900°C в течение шести часов, получая в результате неориентированные магнитные стальные листы. Путем такого отжига в образцах, на которые были нанесены пленки Mn, происходила диффузия Mn из нанесенных пленок Mn в листовые стальные подложки и рекристаллизация листовых стальных подложек, и в образце, на который не наносили пленку Mn, также происходила рекристаллизация листовой стальной подложки.
Затем магнитные свойства (потери в сердечнике W10/800) соответствующих образцов измеряли с помощью одноплоскостного магнитометра. Кроме того, с помощью EPMA (электронно-зондовый микроанализатор) измеряли концентрации Mn в направлении толщины по линейному анализу поперечных сечений стального листа перпендикулярно направлению прокатки (направление L). Результаты представлены в таблице 1. В таблице 1 значение (XsMn-XcMn)/tMn означает градиент концентрации. При этом XcMn означает концентрацию Mn в центре стального листа (то есть содержание Mn в горячекатаной листовой стали).
|
Как показано в таблице 1, в сравнительном примере №1 потери в сердечнике при 800 Гц были выше, потому что градиент концентрации составлял 0,1 или менее. В сравнительном примере №5 потери в сердечнике при 800 Гц были выше, потому что градиент концентрации составлял 100 или более. С другой стороны, в примерах №2, №3 и №4 оказалось возможным получить низкие потери в сердечнике, потому что градиент концентрации соответствовал формуле (1). Из вышесказанного понятно, что высокочастотные потери в сердечнике можно сократить, если градиент концентрации Mn соответствует формуле (1).
(Второй эксперимент)
Сначала изготавливали горячекатаные стальные листы, каждый из которых содержал (мас.%): C 0,002%, Si 3,1%, Mn 0,3%, Al 0,8% и V 0,005%, остаток состоял из Fe и неизбежных примесей. Толщина каждого из горячекатаных стальных листов составляла 2,0 мм. Затем отожженные горячекатаные стальные листы получали отжигом горячекатаных стальных листов при 1000°C в течение одной минуты. После этого отожженные горячекатаные стальные листы подвергали холодной прокатке, в результате которой получали холоднокатаные стальные листы (листовые стальные подложки) толщиной 0,30 мм. Затем покрытия из пленки V различной толщины (см. таблицу 2) наносили на обе поверхности холоднокатаных стальных листов, получая тем самым три вида образцов. Кроме того, получали также образец без покрытия из пленки V. После этого образцы отжигали при 900°C в течение пяти часов, получая в результате неориентированные магнитные стальные листы. Путем такого отжига в образцах, на которые были нанесены пленки V, происходила диффузия V из нанесенных пленок V в листовые стальные подложки и рекристаллизация листовых стальных подложек, и в образце, на который не наносили пленку V, также происходила рекристаллизация листовой стальной подложки.
Затем магнитные свойства (потери в сердечнике W10/800) соответствующих образцов измеряли с помощью одноплоскостного магнитометра. Кроме того, с помощью EPMA (электронно-зондовый микроанализатор) измеряли концентрации V в направлении толщины по линейному анализу поперечных сечений стального листа перпендикулярно направлению прокатки (направление L). Результаты представлены в таблице 2. В таблице 2 значение (XsV-XcV)/tV означает градиент концентрации, при этом XcV означает концентрацию V в центре стального листа (то есть содержание V в горячекатаной листовой стали).
|
Как показано в таблице 2, в сравнительном примере №11 потери в сердечнике при 800 Гц были выше, потому что градиент концентрации составлял 0,1 или менее. В сравнительном примере № 14 потери в сердечнике при 800 Гц были выше, потому что градиент концентрации составлял 100 или более. С другой стороны, в примерах №12 и №13 оказалось возможным получить низкие потери в сердечнике, потому что градиент концентрации соответствовал формуле (3). Из вышесказанного понятно, что высокочастотные потери в сердечнике можно сократить, если градиент концентрации V соответствует формуле (3).
Промышленная применимость
Настоящее изобретение пригодно, например, для промышленного производства магнитной листовой стали и отраслей, использующих магнитную листовую сталь. Неориентированная магнитная листовая сталь согласно настоящему изобретению пригодна в качестве материала магнитных сердечников (стальных сердечников) двигателей и трансформаторов, работающих в высокочастотном диапазоне.
Пластина из железа или сплава железа и способ ее изготовления
Шестерня и способ ее изготовления
Способ производства текстурированной магнитной листовой стали
Текстурованный лист электротехнической стали и способ его получения
Высокопрочная сварная стальная труба и способ ее получения
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Блок управления блока индукционного нагрева, система индукционного нагрева и способ управления блоком индукционного нагрева
Высокопрочная гальванизированная листовая сталь и способ ее изготовления
Устройство индукционного нагрева поперечным потоком
Устройство индукционного нагрева с поперечным потоком
Пластина из железа или сплава железа и способ ее изготовления
Шестерня и способ ее изготовления
Способ производства текстурированной магнитной листовой стали
Текстурованный лист электротехнической стали и способ его получения
Высокопрочная сварная стальная труба и способ ее получения
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Блок управления блока индукционного нагрева, система индукционного нагрева и способ управления блоком индукционного нагрева
Высокопрочная гальванизированная листовая сталь и способ ее изготовления
Устройство индукционного нагрева поперечным потоком
Устройство индукционного нагрева с поперечным потоком

