Результат интеллектуальной деятельности: СОПЛО ДЛЯ ПРОИЗВОДСТВА АМОРФНОЙ ЛЕНТЫ
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при изготовлении ленты из аморфных, нанокристаллических металлов и сплавов для производства магнитопроводов распределительных трансформаторов, трансформаторов тока, высокочастотных и импульсных микротрансформаторов, магнитных усилителей и др.
В качестве аналога выбрано сопло для производства тонких, быстро охлаждаемых металлических полос из композитной керамики, содержащее вставку из металлокерамики с отверстием для подачи расплава (Патент №JP 1150449, B22D 11/06, 13.06.1989 г.).
Недостатком данного сопла является повышенная трудоемкость изготовления вставки, обусловленная сложностью конструкции, связанной с наличием буртов для крепления вставки к корпусу, применением дополнительного термостойкого связующего материала для герметичного крепления вставки к корпусу и трудоемкостью выполнения узкого и протяженного щелевидного канала. Кроме того, выполнение стенок щели из одинакового материала с одними и теми же свойствами ухудшает условия истечения расплава из сопла и приводит к повышению риска попадания неметаллических включений из связующего материала в отверстие вставки, через которое подается расплав и неустойчивому формированию лужицы расплава.
Из известных наиболее близким к предложенному является сопло для производства тонкой металлической полосы, получаемой сверхбыстрым охлаждением, выбранное в качестве прототипа, содержащее корпус из материала, имеющего высокую термостойкость, и вставку с выпускным каналом из материала, имеющего высокую стойкость к коррозии (патент №JP 57056142, B22D 11/06, 03.04.1982 г.)
Недостатками данного сопла являются трудоемкость изготовления и высокая стоимость, обусловленные сложностью конструкции, в которой присутствуют бурты для крепления вставки к корпусу, и низкой технологичностью изготовления, ограниченные условия истечения расплава вследствие наличия дополнительной полости во вставке и одинаковых свойств всех стенок выпускного канала. Это повышает риск затвердевания расплава во вставке, приводит к снижению надежности работы сопла и ухудшает качество производимой ленты.
Техническим результатом от применения данного изобретения является улучшение качества аморфной ленты, обеспечение возможностей для увеличения ширины получаемой ленты и расширения диапазона толщины ленты от 20 до 45 мкм, повышение стойкости сопла и надежности работы узла разливки расплава, снижение трудоемкости и себестоимости изготовления сопла.
Технический результат достигается тем, что сопло для производства аморфной ленты содержит корпус, выполненный в виде полой усеченной пирамиды, вставку и щелевидный канал, который образован боковой гранью вставки и стенкой корпуса, при этом вставка выполнена из материала с более низкой смачиваемостью, чем материал корпуса.
Также технический результат достигается тем, что корпус выполнен из кварцевой керамики, а вставка из нитридной керамики, щелевидный канал выполнен наклонным в сторону вставки, вставка выполнена в виде усеченной пирамиды с выступами, выполненными на рабочей боковой поверхности по краям с высотой, соответствующей ширине щелевидного канала, при этом боковые грани вставки и выступы опираются на ответные наклонные стенки корпуса. На боковой грани вставки между крайними выступами выполнен, по крайней мере, один дополнительный выступ, а щелевидный канал выполнен с переменной шириной, уменьшающейся в сторону выходного сечения.
Выполнение щелевидного канала между боковой гранью вставки и стенкой корпуса обеспечивает возможность получения канала требуемой ширины сечения (по всей длине сопла) с высокой степенью точности и качеством поверхности, что способствует стабильности истечения и повышению надежности работы разливочного узла. При этом механическая обработка корпуса и вставки осуществляется отдельно с возможностью использования высокопроизводительного инструмента, обрабатываемые детали не имеют буртов, что повышает технологичность их изготовления и качество обработки, уменьшается трудоемкость и стоимость изготовления.
Использование щелевидного канала со стенками из материалов с разной смачиваемостью улучшает условия формообразования лужицы расплава в процессе разливки, препятствует сбросу расплава в направлении, противоположном выходу ленты, обеспечивает одинаковую толщину и поперечную разнотолщинность аморфной ленты.
Наклон щелевидного канала в сторону вставки обеспечивает оптимальное направление потока и исключает выбросы расплава в обратную сторону. Величина оптимального угла наклона щелевидного канала составляет 5-20°. Увеличение угла наклона выше 20° приводит к нарушению динамической устойчивости истечения струи расплава и разбрызгиванию расплава на поверхности литейного колеса.
Наличие технологических выступов на боковой (рабочей) поверхности вставки обеспечивает формирование требуемого сечения щелевидного канала, что определяет стабильность процесса получения аморфной ленты и однородность геометрических и физических параметров получаемой ленты.
Наличие дополнительного выступа на боковой грани вставки также способствует стабилизации профиля щелевидного канала (особенно при получении широких лент), сохранению постоянства геометрических параметров канала, которые могут изменяться в течение разливки за счет термических деформаций и эрозии.
Переменное сечение внутренней полости сопла приводит к увеличению скорости истечения расплава на выходе из канала, равномерному распределению расплава по всей длине щелевидного канала и динамической стабильности струи расплава.
Сопло для производства аморфной ленты изображено на чертежах, где на:
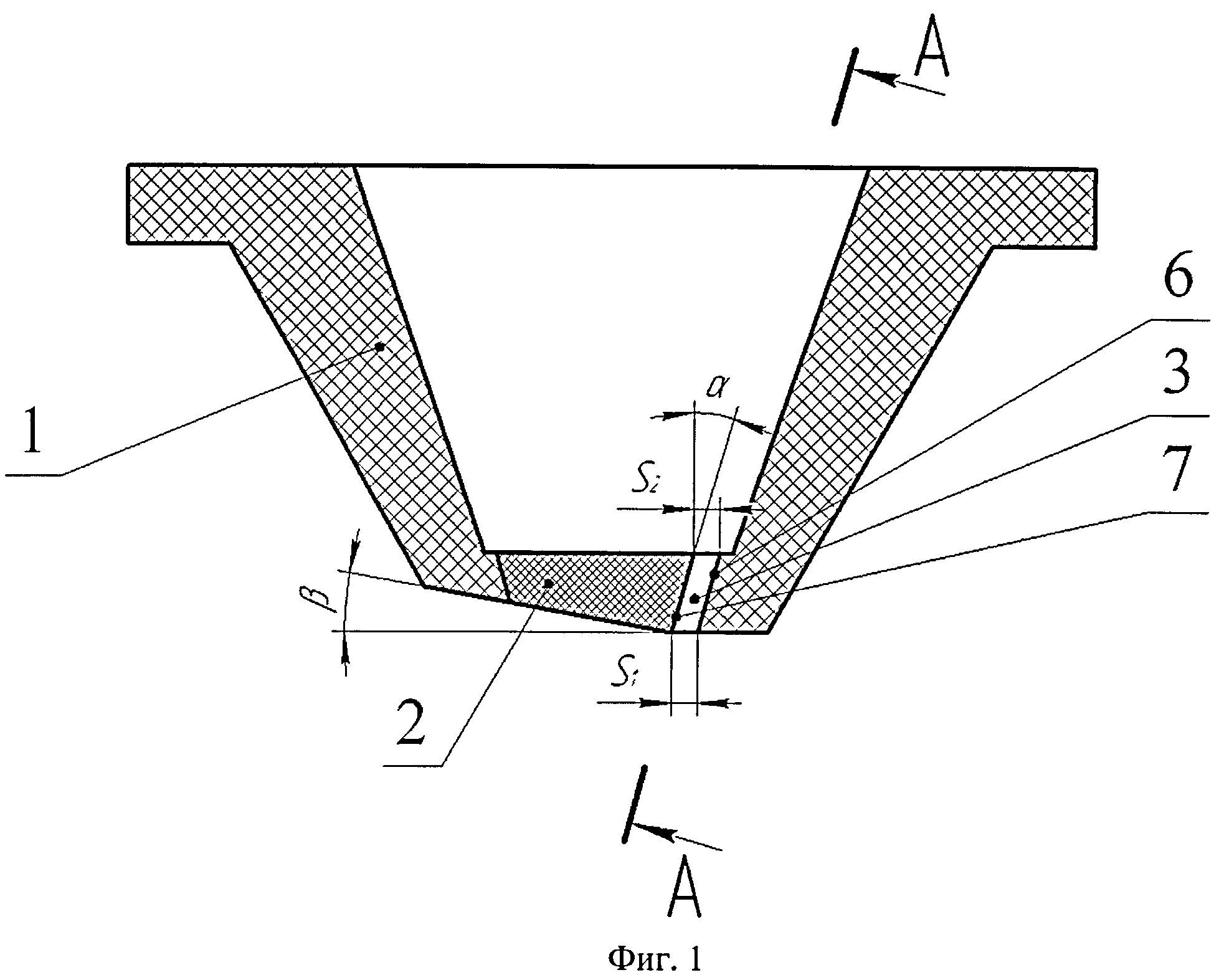
Фиг.1 изображено поперечное сечение сопла с вставкой.
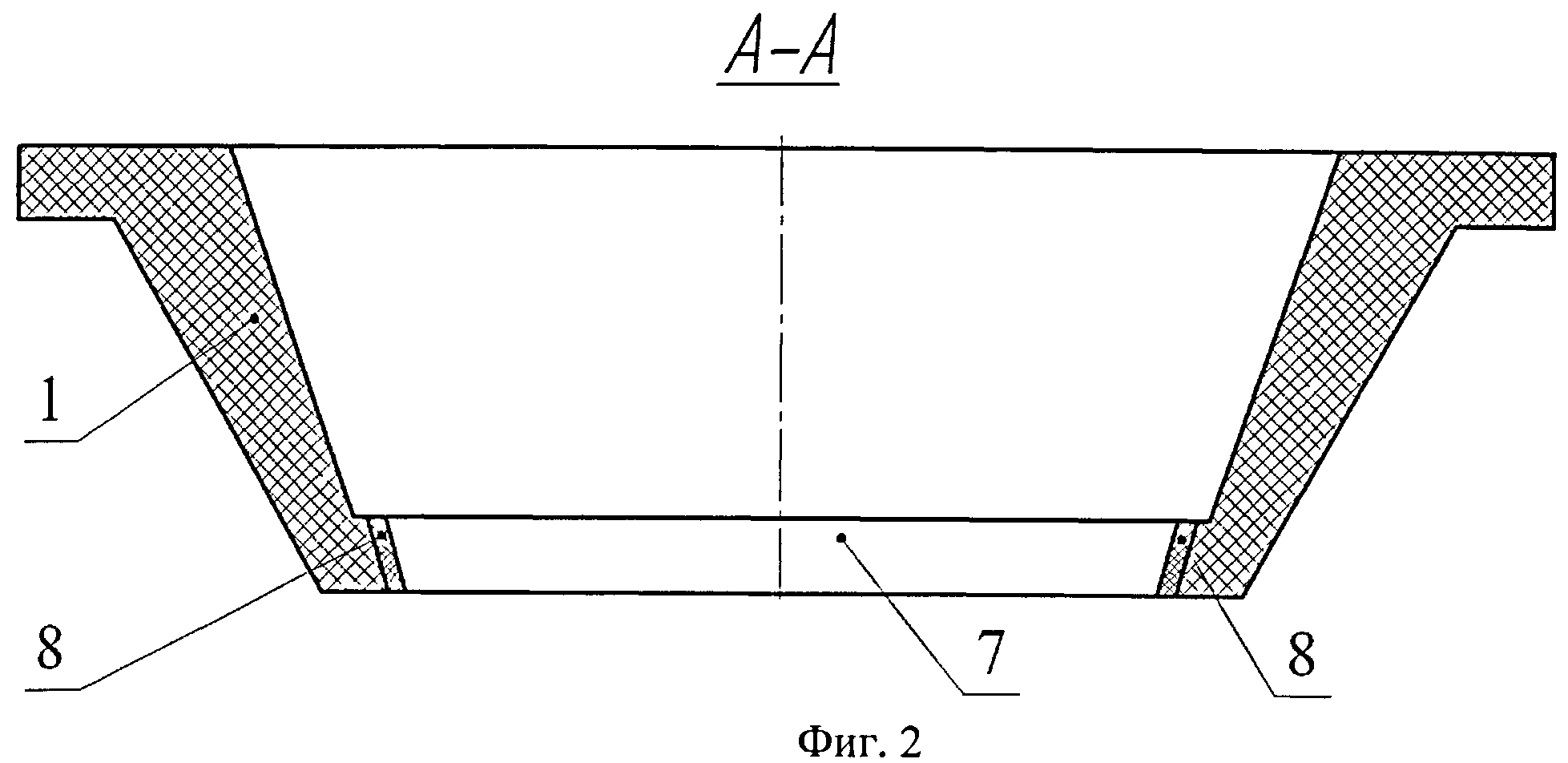
Фиг.2 изображено продольное сечение сопла по выступам вставки.
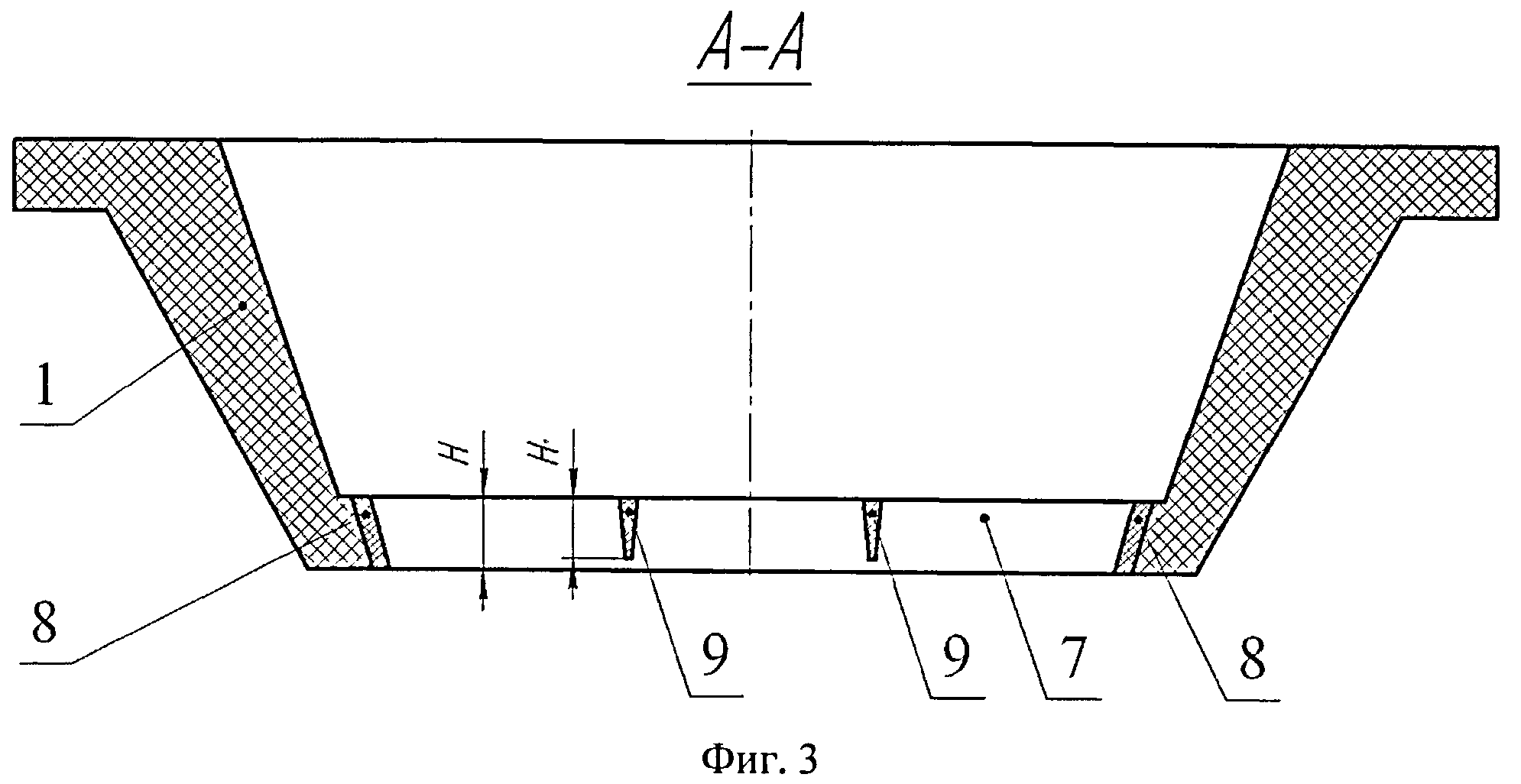
Фиг.3 - то же, с дополнительными выступами.
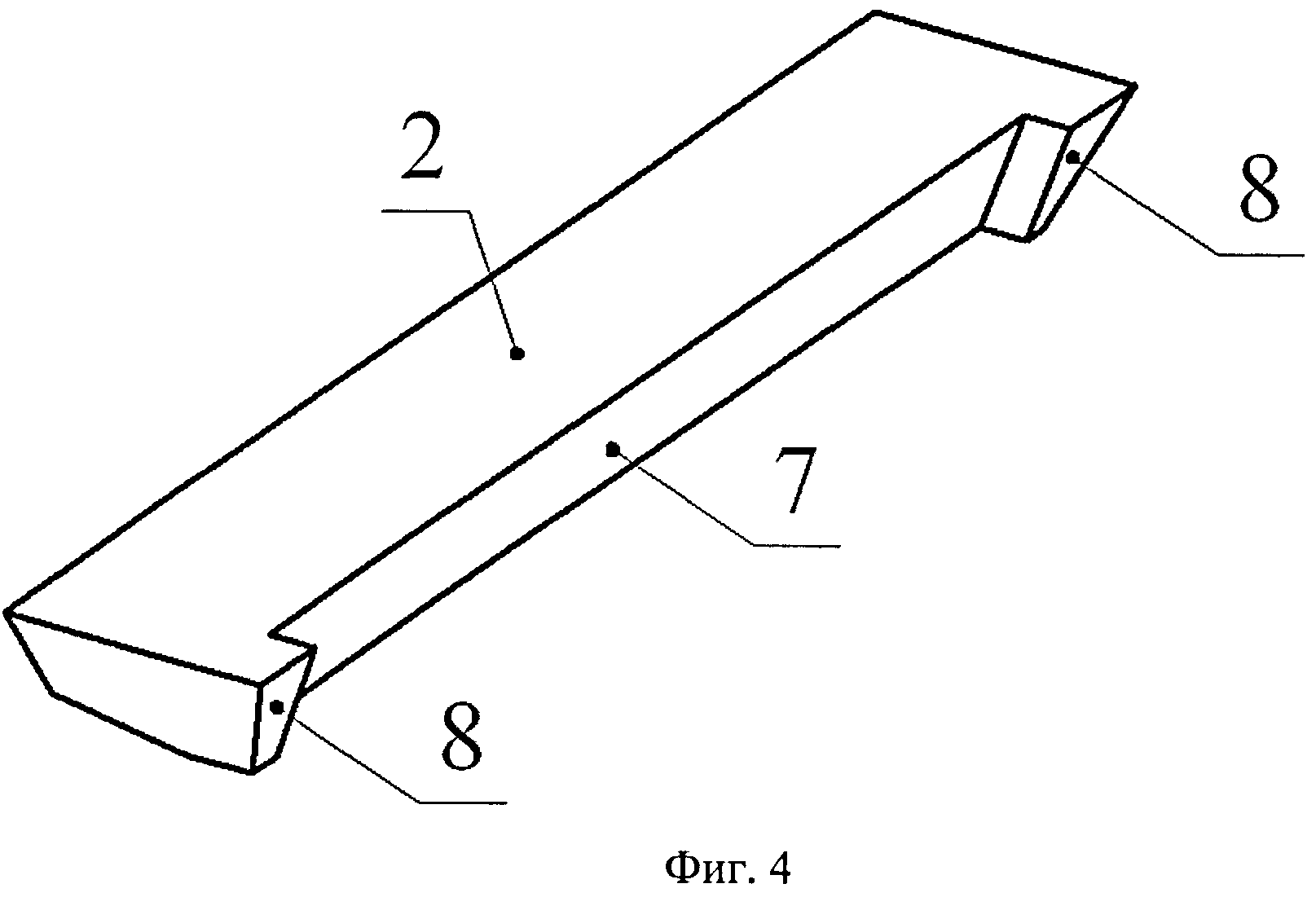
Фиг.4 показана вставка без дополнительных выступов.
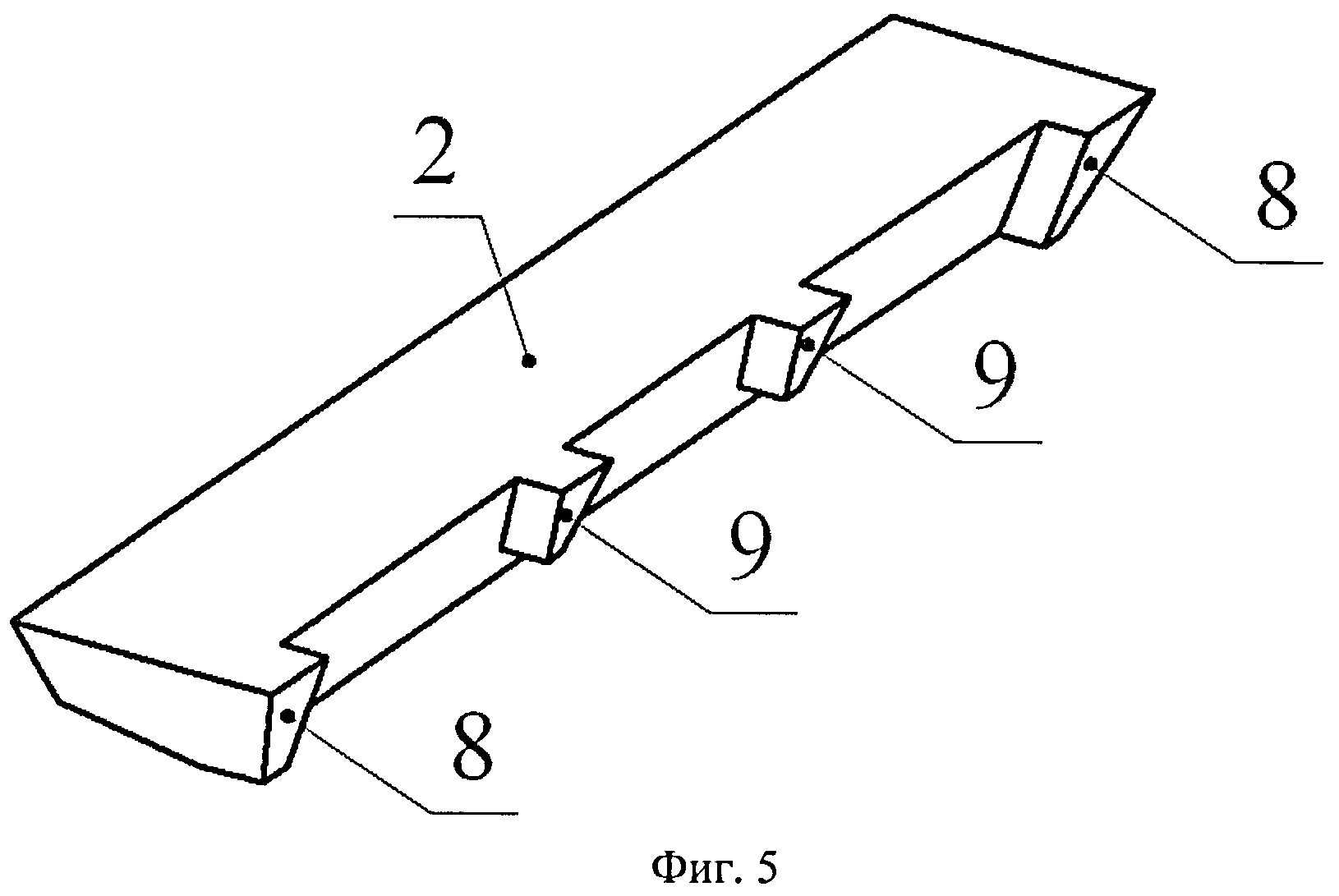
Фиг.5 показана вставка с дополнительными выступами.
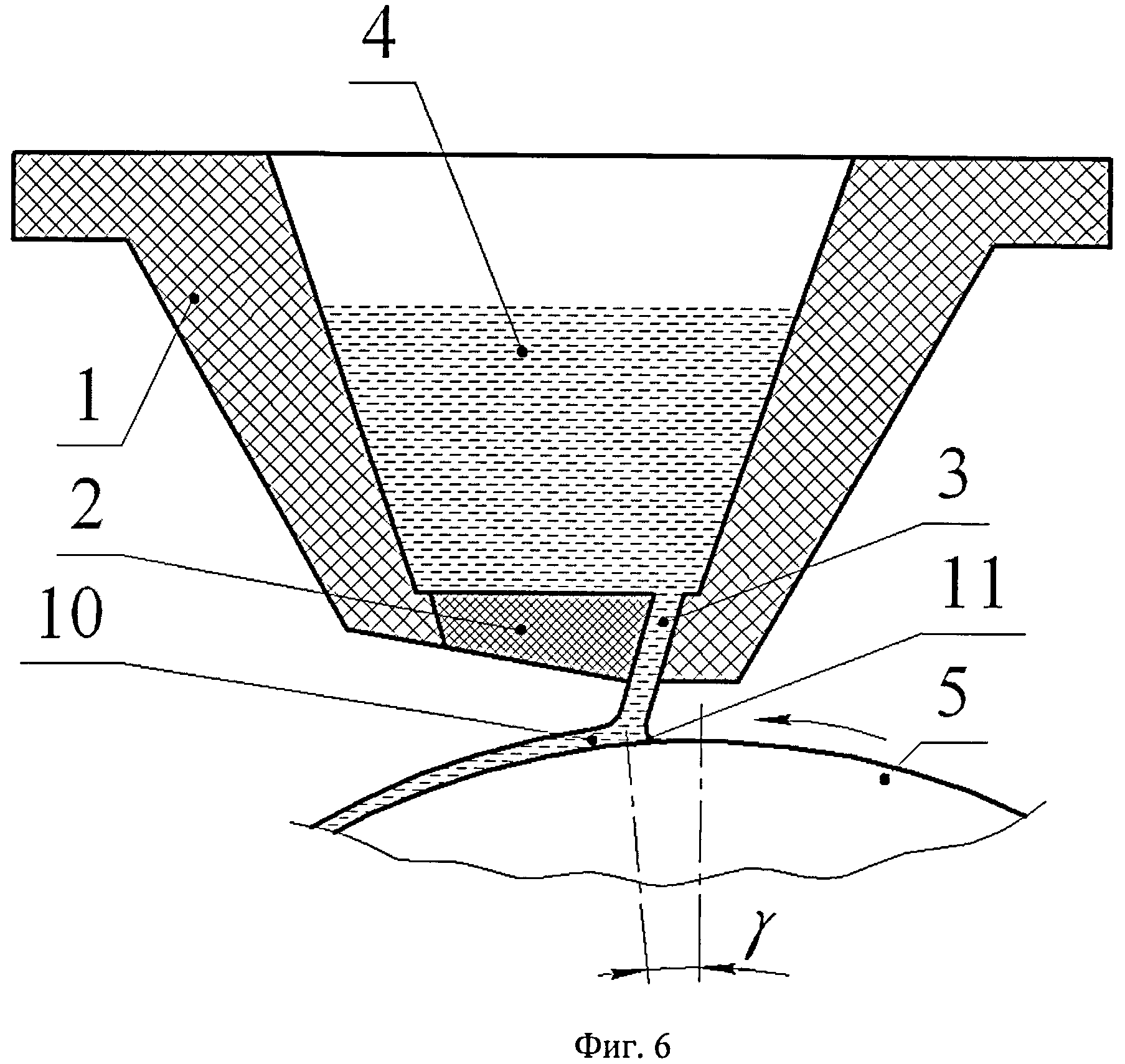
Фиг.6 изображена лужица расплава.
Сопло для производства аморфной ленты состоит из корпуса 1 и установленной в корпусе вставки 2, образующих щелевидный канал 3.
В корпус 1 из кварцевой керамики с высокой огнеупорностью, термостойкостью, химической стойкостью к расплаву и низкой смачиваемостью устанавливается вставка 2 из нитридной керамики с более низкой смачиваемостью, чем материал корпуса, с повышенной износостойкостью и хорошей обрабатываемостью, при этом грань вставки и стенка корпуса образуют щелевидный канал 3 для подачи расплава 4 на быстро охлаждаемую цилиндрическую поверхность 5.
Щелевидный канал 3 образован стенкой 6 корпуса 1, который выполнен в виде полой усеченной пирамиды, и гранью 7 вставки, которая также выполнена в виде усеченной пирамиды. Такое соединение корпуса 1 и вставки 2 обеспечивает надежное соединение вставки с корпусом и не требует применения дополнительного связующего материала для крепления вставки и удержания расплава во внутренней полости сопла. Щелевидный канал 3 выполнен с углом наклона α=20° в сторону вставки. Расплав 4 подается на быстро охлаждаемую вращающуюся цилиндрическую поверхность 5 под углом γ=0…15°, что снижает риск выброса металла в обратном направлении и позволяет устанавливать сопло ближе к крайней верхней точке цилиндрической поверхности 5. Вставка содержит выступы по краям 8 и дополнительные выступы 9, соответствующие ширине щелевидного канала, которые опираются на ответные наклонные стенки корпуса. Дополнительные выступы 9 во вставке выполнены с профилем прямоугольной или трапециевидной формы со скосами, направленными в сторону выходного сечения канала и с высотой H1=0,75-0,85H, где Н - высота вставки. Выступы во вставке выравнивают расход жидкого металла 4 при выпуске по всей длине щелевидного канала 3 и увеличивают жесткость сопла. Сопло выполнено со скосом от кромки щелевидного канала вставки и до наружной стенки сопла со стороны вставки с углом наклона β=15…30°. Сопло выполнено с переменной шириной внутренней полости, уменьшающейся в сторону выходного сечения.
Выходное сечение щелевидного канала выполнено с шириной, определяемой из выражения: S1=k·B, где S1 - ширина выходного сечения щелевидного канала; k=14…17 (выбирается в зависимости от толщины ленты, чем больше толщина ленты тем больше коэффициент k); В - толщина ленты.
Входное сечение щелевидного канала может быть выполнено с шириной, определяемой из выражения: S2=k·S1, где
S2 - ширина входного сечения щелевидного канала; k=1…1,5 (выбирается в зависимости от толщины ленты, с увеличением толщины ленты увеличивается коэффициент k). Длина щелевидного канала соответствует ширине получаемой аморфной ленты. Данное сопло может быть использовано для производства аморфной ленты шириной до 300 мм и толщиной от 20 до 45 мкм.
Перед выпуском жидкого металла сопло разогревается нагревательным устройством для подготовки расплава или другим устройством с целью предотвращения затвердевания жидкого метала при выпуске.
Более низкая смачиваемость материала вставки по сравнению с материалом корпуса в сочетании с наклоном щелевидного канала сопла способствует преимущественному истечению расплава по стенке щелевидного канала, образованной вставкой, компенсирует нехватку расплава в передней части лужицы 10 и сокращает избыток расплава в задней части лужицы 11.
Таким образом, применение предложенного сопла позволит:
- производить аморфную ленту высокого качества для энергосберегающих распределительных трансформаторов, трансформаторов тока и другого электрического оборудования;
- повысить надежность и работоспособность оборудования для производства аморфной ленты;
- снизить трудоемкость процесса изготовления вставки и сборки сопла;
- снизить себестоимость изготовления вставки за счет минимизации габаритных размеров вставки из более дорогих материалов;
- повысить технологичность изготовления сопла.
Способ управления комбинированной силовой установкой гибридного транспортного средства
Способ изготовления блоков термоизоляционной герметичной стенки емкости нового типа из полимерных композиционных материалов для сжиженного природного газа
Способ исследования и совершенствования аэрогидродинамических компоновок экранопланов
Якорное устройство судна
Корпус водоизмещающего судна-полутримарана
Водоразбавляемая композиция
Способ получения 2,4,5-триметилбензойной (дуриловой) кислоты
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб
Штамп для штамповки крупногабаритных поршней
Якорное устройство судна
Корпус водоизмещающего судна-полутримарана
Водоразбавляемая композиция
Способ получения 2,4,5-триметилбензойной (дуриловой) кислоты
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб
Штамп для штамповки крупногабаритных поршней
Гидроакустический преобразователь
Шестиколесный автомобиль с комбинированным приводом
Пространственный симметричный магнитопровод

