Результат интеллектуальной деятельности: ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ, В ЧАСТНОСТИ, МЕТАЛЛИЧЕСКОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к прокатной клети для прокатки, в частности, металлического проката, которая имеет пару первых валков, которые контактируют с поддерживающими первые валки вторыми валками, причем первые валки, а также вторые валки снабжены выполненным асимметрично относительно центральной плоскости ходом изменения радиуса (CVC (выпукло-вогнутый профиль)), причем радиальная характеристика контура первых валков представляется полиномом третьего или пятого порядка.
Подобная клеть известна из ЕР 1307302 В1. Там предусматривается функция полинома названного типа как радиальная характеристика контура, чтобы минимизировать осевые усилия подшипников валков, причем посредством соответствующего выбора радиальной характеристики контура действующие в горизонтальном направлении моменты могут быть минимизированы без дополнительных затрат. Особое значение имеет клиновая составляющая контура CVC-рабочих валков. Расчет осуществляется таким образом, что клиновидность профиля рабочих валков или контура рабочих валков оптимизируется для предотвращения моментов вращения или осевых усилий. Линейная составляющая полинома (a1) применяется для этого в качестве параметра оптимизации. Тем самым может предотвращаться скрещивание валков и минимизируются осевые усилия в подшипниках валков.
Названное решение согласно ЕР 1307302 В1 исходит при этом из профилирования рабочих валков, которые взаимодействуют с цилиндрическими опорными валками. На этом основывается оптимизация клиновидности рабочих валков. Существуют стремления расширить диапазон регулирования CVC-системы, чтобы дополнительно увеличить диапазон регулирования профиля полосы. При этом, для того чтобы избежать высоких напряжений на единицу поверхности между рабочими и опорными валками, все в большей степени используются CVC-опорные валки. Правда, оказалось, что для оптимизации клиновидности CVC-контура опорных валков не может применяться тот же расчет, что и для рабочих валков, когда стремятся к оптимальным условиям.
Поэтому в основе изобретения лежит задача усовершенствовать прокатную клеть вышеназванного вида таким образом, что клиновидность второго валка, на который опирается первый валок (чаще всего, но не исключительно: клиновидность опорного валка, с которым взаимодействует рабочий валок) выполняется таким образом, что устанавливаются оптимальные рабочие условия.
Решение этой задачи в соответствии с изобретением согласно первой форме выполнения характеризуется тем, что в прокатной клети вышеназванного вида предусмотрена радиальная характеристика контура первых валков, которая удовлетворяет условию:

где:
 - радиальная характеристика контура первого валка,
- радиальная характеристика контура первого валка,
х - координата в продольном направлении бочки (прокатного валка) с началом координат (х=0) в середине бочки,
a0 - текущий радиус первого валка,
a1 - параметр оптимизации (коэффициент клина),
a2, а3 - коэффициенты (диапазон регулирования CVC-системы).
При этом для радиальной характеристики контура вторых валков
предусмотрена функция:

где:
 - радиальная характеристика контура второго валка,
- радиальная характеристика контура второго валка,
х - координата в продольном направлении бочки с началом координат (х=0) в середине бочки,
s0 - текущий радиус второго валка,
s1 - параметр оптимизации (коэффициент клина),
s2, s3 - коэффициенты (диапазон регулирования CVC-системы).
Причем между указанными параметрами существует следующая связь:

где:
bcontAW - длина контакта обоих первых валков,
bcontSW - длина контакта между первым и вторым валком по длине второго валка,
f1 = от -1/20 до -6/20
Следует отметить, что влияние на процесс прокатки путем использования валков прокатной клети, имеющих контур в виде полинома, известно специалистам из документов предшествующего уровне техники, например ЕР 0294544 В1, 18.03.1992 и ЕР 0091540 В1, 29.01.1983, при этом ЕР 0294544 раскрывает контур валков в виде полинома вплоть до 5 степени.
Для определения коэффициентов полинома в радиальной характеристике валка можно использовать обычную методику, раскрытую в пособии Бронштейна И.Н.: Справочник по математике, 1965, Издательство «Наука», стр.84-85, или его немецком издании I.N. Bronstein, К.A. Semendjajew: "Taschenbuch der Mathematik", 19 издание 1979, где на стр.220 в параграфе 2.5.1 указано, что полином - это функция, представляющая собой сумму слагаемых (ai·xi) - то есть функция  является полиномом третьего порядка, и для определения ее коэффициентов требуется четыре линейных уравнения. Решение этой системы представлено на стр.207 указанного источника I.N. Bronstein, К.A. Semendjajew: "Taschenbuch der Mathematik", например методом Гаусса (параграф 2.4.4.3.3) или, для полиномов низкого порядка, методом Крамера (стр.211 указанного источника).
является полиномом третьего порядка, и для определения ее коэффициентов требуется четыре линейных уравнения. Решение этой системы представлено на стр.207 указанного источника I.N. Bronstein, К.A. Semendjajew: "Taschenbuch der Mathematik", например методом Гаусса (параграф 2.4.4.3.3) или, для полиномов низкого порядка, методом Крамера (стр.211 указанного источника).
Между коэффициентами радиальной характеристики контура первого валка предпочтительно справедливо соотношение:

где:
f1 = от -1/20 до -6/20.
Альтернативное решение предусматривает в прокатной клети вышеназванного вида радиальную характеристику контура первых валков, которая удовлетворяет условию:

где:
 - радиальная характеристика контура первого валка,
- радиальная характеристика контура первого валка,
х - координата в продольном направлении бочки,
а0 - текущий радиус первого валка,
a1 - параметр оптимизации (коэффициент клина),
a2 - a5 - коэффициенты (диапазон регулирования CVC-системы).
При этом для радиальной характеристики контура вторых валков предусмотрена функция:

где:
 - радиальная характеристика контура второго валка,
- радиальная характеристика контура второго валка,
х - координата в продольном направлении бочки,
s0 - текущий радиус второго валка,
s1 - параметр оптимизации (коэффициент клина),
s2 - s5 - коэффициенты (диапазон регулирования CVC-системы).
Причем между указанными параметрами существует следующая связь:
 +
+

где:
bcontAW - длина контакта обоих первых валков,
bcontSW - длина контакта между первым и вторым валком или длина второго валка,
f1 = от -1/20 до -6/20,
f2 = от 0 до -9/112.
В этом случае между коэффициентами радиальной характеристики контура первых валков предпочтительно справедливо соотношение:

где:
f1 = от -1/20 до -6/20,
f2 = от 0 до -9/112.
Коэффициенты a4 и a5 радиальной характеристики контура первых валков могут при этом быть равны нулю. В этом случае радиальная характеристика контура первых валков представляется как полином третьего порядка, в то время как радиальная характеристика контура вторых валков представляется как полином пятого порядка.
Напротив, также возможно, что коэффициенты s4 и s5 радиальной характеристики контура вторых валков равны нулю. Тогда радиальная характеристика контура первых валков представляется как полином пятого порядка, в то время как радиальная характеристика контура вторых валков представляется как полином третьего порядка.
Как известно, предпочтительно предусмотрено, что радиальная характеристика контура первых валков выполнена таким образом, что касательные, которые касаются торцевого диаметра и выпуклой части валка, и касательные, которые касаются другого торцевого диаметра и вогнутой части валка, проходят параллельно друг другу и по отношению к оси валка с наклоном на угол клина. Аналогичное справедливо для радиальной характеристики контура второго валка.
Первые валки предпочтительно являются рабочими валками, а вторые валки предпочтительно являются опорными валками.
Но также является возможным, что прокатная клеть является шестивалковой клетью и первые валки являются промежуточными валками, а вторые валки - опорными валками.
В общем случае справедливо, что учитываются соответствующие линейная часть (клиновая часть), длина контакта и диаметр соответствующего смежного валка.
На чертежах представлен пример выполнения изобретения. На чертежах показано следующее:
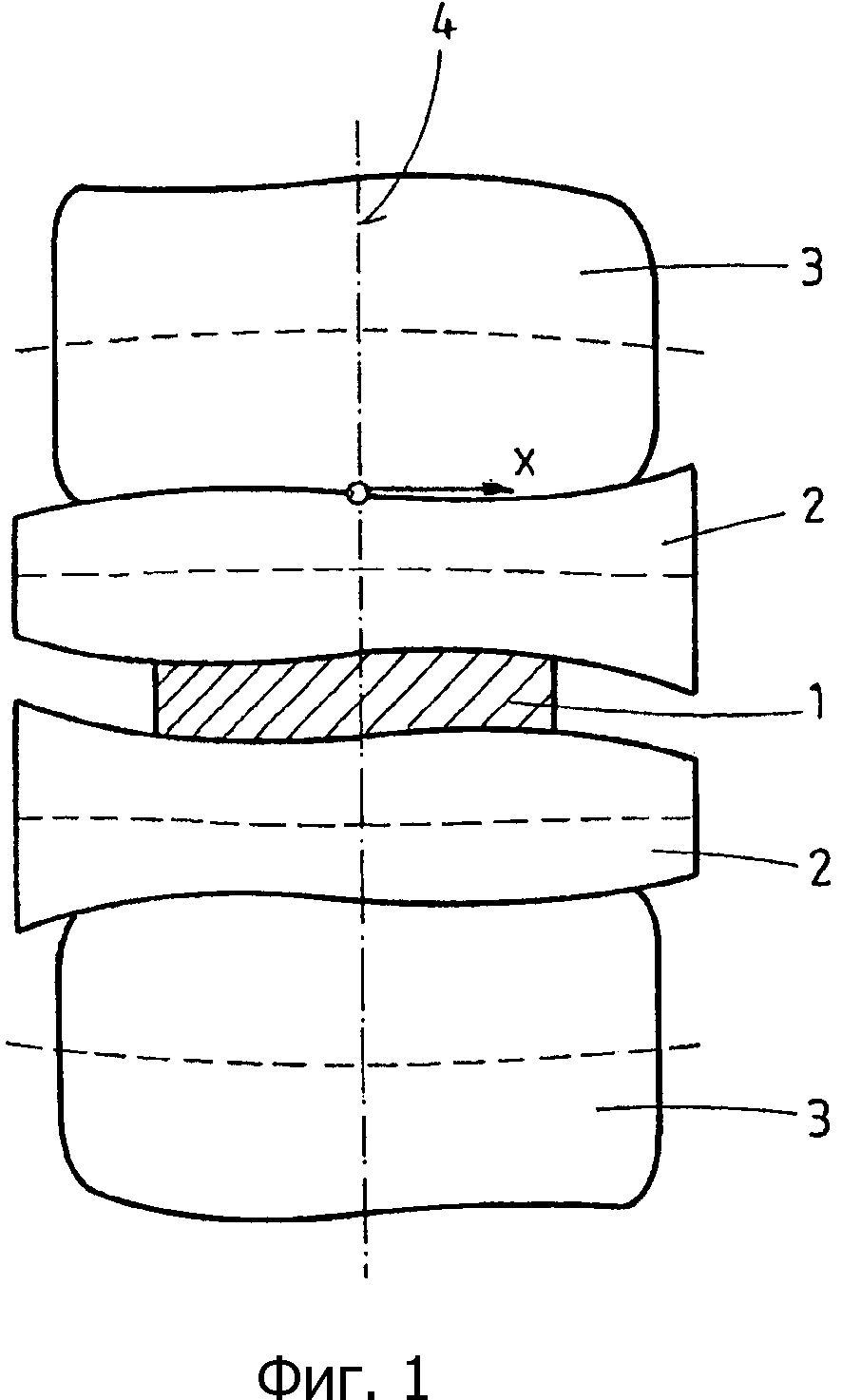
Фиг.1 - схематичное представление прокатной клети, в которой прокатываемый материал прокатывается двумя рабочими валками, которые опираются на два опорных валка,
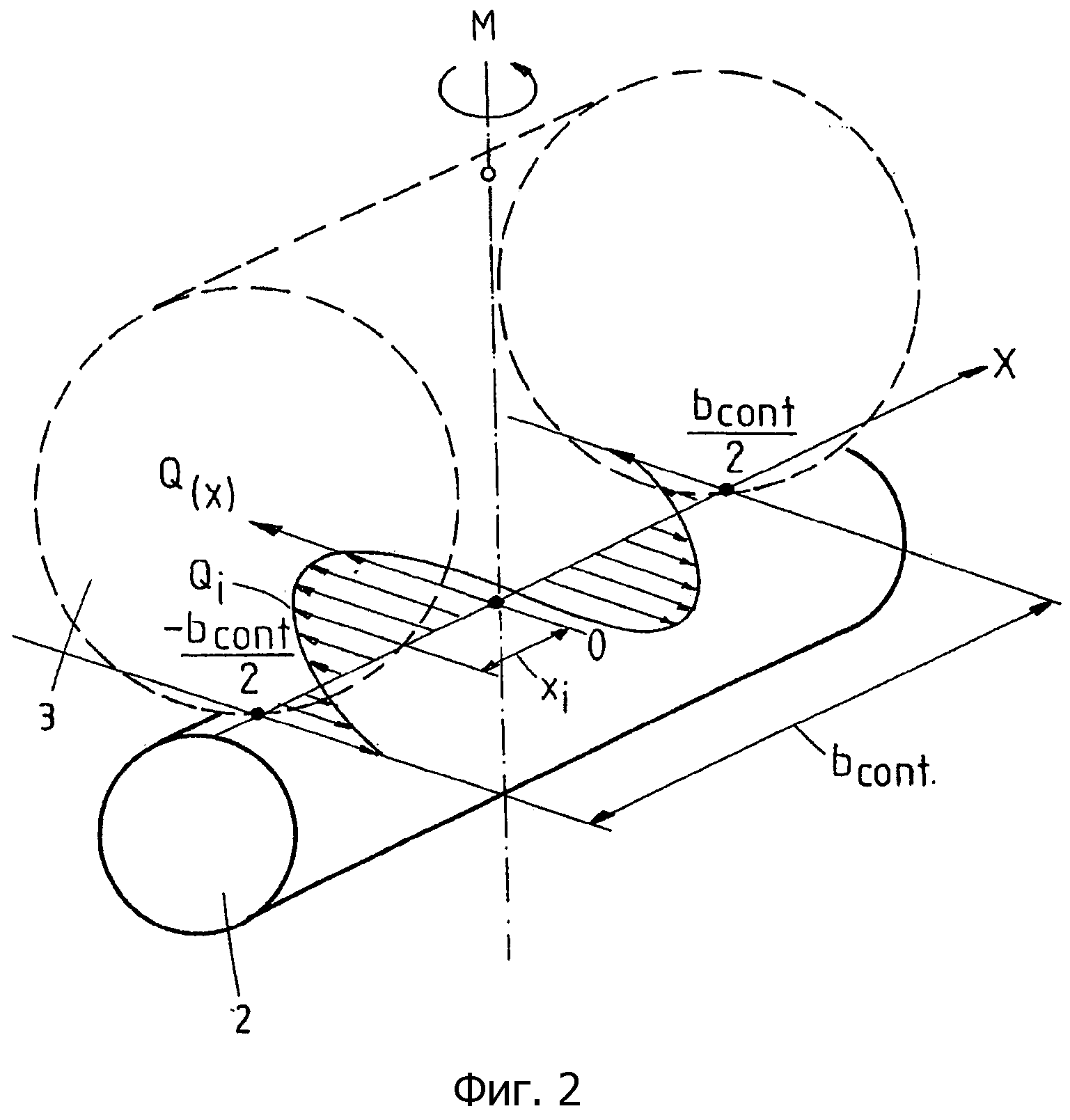
Фиг.2 - пространственное представление рабочего валка, который опирается на опорный валок,
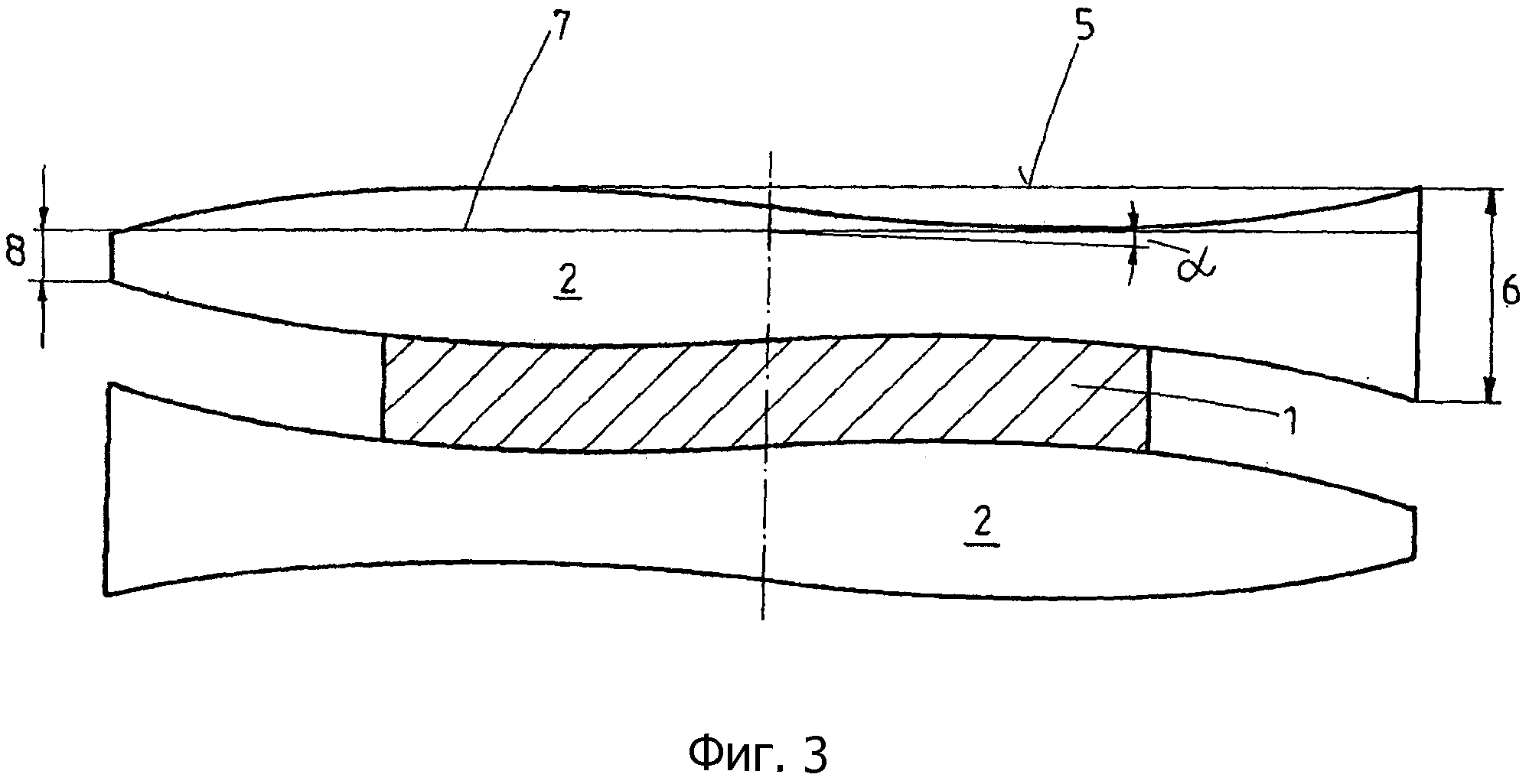
Фиг.3 - рабочие валки при рассмотрении вместе с прокатываемым материалом в направлении прокатки.
На чертежах представлены соотношения, которые уже известны из ЕР 1307302 В2, на которые даются явные ссылки. На фиг.1 можно видеть прокатываемый материал 1 в форме металлической плоской заготовки (сляба), которая прокатывается двумя первыми валками 2 в форме рабочих валков. Первые валки 2 опираются на вторые валки 3, а именно опорные валки.
Рабочие валки 2, а также опорные валки 3 имеют так называемый CVC-профиль, т.е. относительно средней плоскости профиль является несимметричным. Детали этого описаны в названном документе ЕР 1307302 В1. Соответственно этому валки 2, 3 имеют по координате х в продольном направлении бочки (прокатного валка) функциональную характеристику, которая получается из полиномов n-ого порядка, причем полиномы третьего или пятого порядка предпочтительны или в большинстве случаев достаточны.
Если рабочие валки 2 сдвигаются относительно друг друга по оси, то на зазор между валками может соответственно оказываться влияние. Нагрузка между рабочими валками 2 и опорными валками 3 распределена по области bcont контакта (см. фиг.2) неравномерно и изменяется с изменением позиции сдвига рабочих валков.
Получающиеся в результате форм валков нагрузки и локальная положительная или отрицательная относительная скорость приводят - как иллюстрируется на фиг.2 - к различным окружным усилиям Qi по ширине bcont контакта. Распределение окружного усилия Qi прокатки создает момент М относительно середины прокатной клети, что может привести к перекрещиванию валков и, тем самым, к осевым усилиям в подшипниках валков. Этого можно избежать за счет того, что валкам придается соответствующий профиль. В данном случае это осуществляется посредством радиальной характеристики контура, которая задается как полином третьего или пятого порядка.
Из ЕР 1307302 В2 известно, что так называемый коэффициент клина, т.е. коэффициент линейной составляющей полинома, оптимизируется, для чего предлагаются соответствующие соотношения.
Как можно видеть на фиг.3, предусмотрено, что радиальная характеристика контура рабочих валков 2 выполняется таким образом, что касательные 5, которые касаются торцевого диаметра 6 и выпуклой части рабочего валка 2, и касательные 7, которые касаются другого торцевого диаметра 8 и вогнутой части валка 2, проходят параллельно друг другу и с наклоном относительно оси валка на угол α клина. Аналогичное справедливо для радиальной характеристики контура опорных валков 3.
В соответствии с этим предложенный принцип можно еще раз резюмировать таким образом.
Правила для расчета контура рабочего валка и определение составляющей клина (линейный коэффициент функции полинома) получаются согласно или очень сходно с тем, как уже известно из ЕР 1307302 В1. Коэффициенты а2, а3, а4 и а5 (в случае полинома пятого порядка) получаются из желательного диапазона регулирования или эффекта в очаге деформации или зазоре между валками. В качестве ширины контакта следует подставлять длину контакта между рабочим и опорным валком или, альтернативно, длину рабочего валка для расчета CVC-рабочих валков и, в особенности, для составляющей клина (a1), как описано в ЕР 1307302 В1. Если эти правила выдерживаются, то контуры рабочих валков и, в особенности, коэффициент a1 (составляющая клина) оптимально рассчитываются.
Для составляющей s1 клина контура опорного валка, которая также может описываться через функцию полинома, справедливы подобные соотношения (которые итеративно могут быть вычислены автономно). Значения для составляющей s1 клина варьируются в зависимости от относящегося к этому контура и длины рабочего валка. Форма опорного валка также должна согласовываться с формой рабочего валка. Коэффициенты s2, s3, s4 и s5 (в случае представления контура опорного валка полиномом пятого порядка) получаются из желательного диапазона регулирования или согласования с S-формой рабочих валков. Для линейной составляющей здесь справедливо описанное выше условие для проектирования контура опорного валка.
Для особого случая, когда - при представлении радиальная характеристика контура как полинома третьего порядка - опорный валок не имеет CVC-контура, коэффициент s3 равен нулю.
Вышеназванные условия справедливы также для контуров, которые подробны 3-образному контуру, для так называемой "SmartCrown"-функции (функции синуса) или для контуров, которые задаются последовательностью точек и могут аппроксимироваться одной из вышеназванных функций полинома.
В случае шестивалковой прокатной клети можно выполнять подобную процедуру. Здесь аналогично рассчитывается рабочий валок. Расчет клиновидности промежуточного валка следует, как для опорного валка. После того как промежуточный валок определен, выполняют расчет опорного валка шестивалковой клети аналогично расчету опорного валка четырехвалковой клети. В общем, при этом учитываются соответствующая линейная составляющая, длина контакта и диаметр соответствующего соседнего валка.
В особом случае, например, контур рабочего валка может реализовываться посредством функции полинома пятого порядка, а опорный валок или промежуточный валок - посредством функции полинома третьего порядка или наоборот. Здесь для рабочих валков справедливы приведенные выше закономерности. Для контуров опорного и промежуточного валков клиновидности оптимизируются также согласно вышеописанному способу.
Изложенное выше справедливо и для аппроксимации профиля радиуса посредством полинома третьего порядка, и для полинома пятого порядка. В принципе, естественно, также возможно предусматривать полиномы еще более высокого порядка. Между тем в большинстве случаев редко применяются полиномы более высокого порядка, чем пятый.
Если клеть содержит пару рабочих и пару поддерживающих валков, пример определения радиальной характеристики контура валков может выглядеть следующим образом:
Raw=α0=375 мм - радиус рабочего валка
Rsw=s0=750 мм - радиус поддерживающего валка
bcontAW=2300 мм - длина контакта рабочих валков,
bcontSW=2000 мм - длина контакта между РАБОЧИМ и
поддерживающим валком или длина второго валка,
Тогда для радиальной характеристики контура рабочего валка
справедливо:  , где:
, где:
а 1=-0,0000600002
а 2=7,56144·10-8 1/мм
а 3=1,13422·10-9 1/мм2
Для радиальной характеристики контура поддерживающего валка справедливо:  , где:
, где:
s1=0,000160887
s2=-2,26757·10-7 1/мм
s3=1,13379·10-9 1/мм2
Перечень ссылочных позиций
1 - прокатываемый материал
2 - первый валок (рабочий валок)
3 - второй валок (опорный валок)
4 - средняя плоскость
5 - касательная
6 - торцевой диаметр
7 - касательная
8 - торцевой диаметр
α - угол клина.













Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Способ прокатки полосового проката, в частности металлической полосы
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии

