Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛАСТИЧНОГО ПОКРЫТИЯ ВАЛА ОТДЕЛОЧНОЙ МАШИНЫ
Вид РИД
Изобретение
Изобретение относится к обработке поверхности эластичных покрытий валов машин отделочных производств текстильных предприятий, а также может быть использовано в целлюлозно-бумажной, полиграфической, химической и других отраслях, где применяется валковое оборудование.
Известен способ обработки поверхностей покрытий валов из эластичных материалов (резины, полиуретана, миткаля, шерсти, бумаги и других), заключающихся в том, что валы (металлический и эластичный) модули под нагрузкой подвергаются прикатке в течение 50…60 часов для получения заданных упругих свойств покрытия (45…50 единиц по прибору ТБП-4) [Бельцов В.М. Технологическое оборудование отделочных фабрик текстильной промышленности. - М.: Легкая индустрия, 1964. - 418 с.].
Недостатком этого способа является его низкая производительность, так как время прикатки эластичного покрытия вала достигает нескольких суток, что в значительной мере снижает КПВ работы валковой машины и объем выпуска продукции.
В качестве прототипа принят способ обработки поверхности эластичного вала отделочной машины, заключающийся в том, что уплотнение покрытия ведут в три стадии. На первой и последней стадиях вал с покрытием вращают с окружной скоростью, равной окружной скорости металлического вала. На первой стадии покрытие увлажняют, а на промежуточной стадии процесс уплотнения осуществляют циклично путем вывода вала с покрытием из контакта с металлическим валом. Затем валы вводят в контакт, и возникающие за счет разности их окружных скоростей касательные усилия способствуют прикатке покрытия. На второй стадии покрытие уплотняют до твердости 36…37 (по прибору ТБП-4), а на третьей - до твердости 38-40 ед. при давлении в жале валов 140…150 Н/пог. мм [А.с. №1273416 СССР, МКИ D06С 15/08. Способ обработки поверхности эластичного покрытия вала отделочной машины. Фомин Ю.Г., Хромов В.Н. Заявитель ИвТИ им. В.В.Фрунзе. - №3872756, Заявл. 26.03.1985; опубл. 30.11.86 г. Бюл. №44 - 2 с.: ил.].
Недостатками этого способа являются длительность времени обработки покрытий валов, неравномерность упругих свойств по окружности вала после прикатки из-за периодичности процесса обработки покрытий при кратковременных циклах распрессовки-прижима валов.
Техническим результатом заявляемой полезной модели является сокращение времени обработки покрытий за счет интенсификации процесса обработки и улучшение параметров упругости вала.
Указанный технический результат достигается тем, что в способе обработки поверхности эластичного покрытия вала отделочной машины, заключающемся в уплотнении покрытия эластичного вала в три стадии введением этого покрытия в контакт с приводным обогреваемым металлическим валом и приложения к нему осевого давления, причем на первой и третьей стадиях эластичный вал вращают с окружной скоростью, равной окружной скорости металлического вала, согласно изобретению на второй стадии уплотнение покрытия осуществляют в режиме проскальзывания (фрикции) валов модуля, при этом окружную скорость точек рабочей поверхности металлического вала постепенно увеличивают от 10 до 30% по отношению к скорости точек поверхности покрытия эластичного вала до получения итоговой твердости эластичного материала покрытия 48-50 ед. по прибору ТБП-4 (95…98 ед. по Шору А) при давлении в жале валов 180-200 Н/пог. мм.
Технический результат достигается потому, что процесс обработки эластичных покрытий валов ускоряется в 2…2,5 раза за счет постепенного интенсивного воздействия на покрытия касательных усилий, возникающих в зоне контакта валов при разности их окружных скоростей (фрикции). При фрикционной обработке эластичного вала удаляется поврежденный слой (следы швов, вмятины) покрытия и улучшаются его упругие свойства.
Изобретение поясняется чертежом, где изображены схемы валкового модуля, состоящего из металлического и эластичного валов на первой (а), второй (б), третьей (в) стадиях обработки покрытия.
Способ осуществляют следующим образом.
Для осуществления данного способа используют валковый модуль (чертеж), в котором металлический обогреваемый вал 1 и вал с эластичным покрытием 2 установлены в буксах подшипников 3 на рамках остова машины. Буксы металлического обогреваемого вала 1 крепят на рамах неподвижно, а у вала с эластичным покрытием 2 перемещают по направляющим рам под действием нагрузки Р от механизма прижима до соприкосновения с валом 1. Вал 2 имеет покрытие из спрессованного эластичного волокнистого материала (шерстяная бумага, путанка, миткаль и другие). Оба вала модуля - металлический и с эластичным покрытием - вращают от привода машины.
На первой стадии покрытие эластичного вала 2 подвергают уплотнению путем введения его в контакт с приводным обогреваемым металлическим валом 1 и приложения к нему нагрузки интенсивностью 30…40 Н/пог. мм при температуре поверхности металлического вала 40…50°C. В течение 0,5…1,0 часа валы вращают с одинаковой окружной скоростью, равной 1/4 рабочей скорости при увлажненном водой покрытии. Дальнейшее повышение скорости вращения валов производят постепенно в течение 1,0…1,5 часов до 1/2 их рабочих величин с последующей подсушкой покрытия при 70…75°C и нагрузке 50…60 Н/пог. мм до получения твердости 35…36 ед. по прибору ТБП-4.
На второй стадии уплотнение покрытия осуществляют в режиме проскальзывания (фрикции) валов модуля, для чего окружную скорость точек рабочей поверхности металлического вала 1 постепенно увеличивают от 10 до 30% по отношению к скорости точек поверхности покрытий эластичного вала 2. Время длительности стадий обработки, температурный и скоростной режимы приведены в таблице.
|
Обработку валов производят с постепенным повышением скоростей до рабочей и до получения твердости покрытия 44…47 ед.
На третьей стадии для фиксации полученных параметров покрытия осуществляют обработку покрытия вала при одинаковых окружных скоростях в течение 0,5…1,0 часа, при нагрузке 120…150 Н/мм, температуре 35…40°C и рабочей скорости 80…100 м/мин. Затем проводят контрольные замеры твердости покрытия эластичного вала, которая должна соответствовать 48…50 ед. по прибору ТБП-4 (95…98 ед. по Шору А).
В результате происходит сокращение времени обработки эластичного покрытия в 2…2,5 раза за счет постепенного интенсивного воздействия на покрытия касательных усилий, возникающих в зоне контакта валов при разности их окружных скоростей (фрикции), удаляется поврежденный слой (следы швов, вмятины) покрытия, что приводит к улучшению его упругих свойств.
Способ обработки поверхности эластичного покрытия вала отделочной машины, заключающийся в уплотнении покрытия эластичного вала в три стадии введением этого покрытия в контакт с приводным обогреваемым металлическим валом и приложении к нему осевого давления, причем на первой и третьей стадиях эластичный вал вращают с окружной скоростью, равной окружной скорости металлического вала, отличающийся тем, что во второй стадии уплотнение покрытия осуществляют в режиме проскальзывания (фрикции) валов модуля, при этом окружную скорость точек рабочей поверхности металлического вала постепенно увеличивают от 10 до 30% по отношению к скорости точек поверхности покрытия эластичного вала до получения итоговой твердости эластичного материала покрытия 48-50 ед. по прибору ТБП-4 (95…98 ед. по Шору А) при давлении в жале валов 180-200 Н/пог.мм.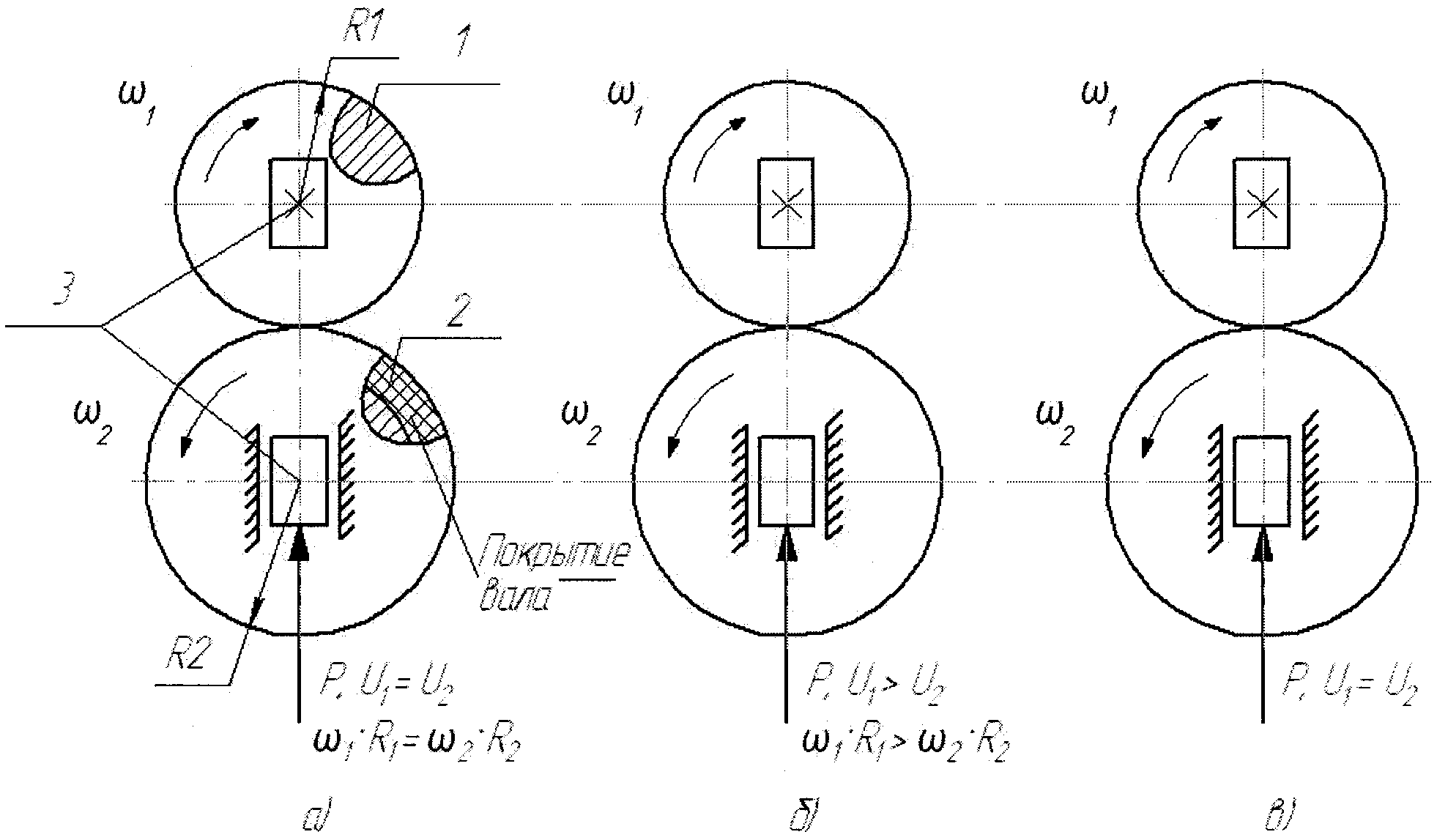
Устройство для формирования рулона ткани
Способ определения технического состояния компрессионного бытового холодильного прибора
Способ определения технического состояния подсистем компрессионного бытового холодильного прибора
Способ измерения деформации валов
Бытовой холодильный прибор с подвижным конденсатором
Регулятор линейной плотности ленты на текстильной машине
Способ получения тканей продольных ломаных теневых переплетений
Способ получения тканей поперечных зигзагообразных теневых переплетений
Способ получения тканей креповых переплетений с одинаковыми раппортами
Шаблон для диагностики чертежей конструкций плечевой одежды
Способ получения тканей креповых переплетений
Способ получения тканей наклонных теневых переплетений
Способ получения тканей поперечных ломаных теневых переплетений
Устройство для контроля плотности ткани по утку и измерительный преобразователь длины участка, пройденного тканью в процессе работы ткацкого станка
Способ получения тканей продольных теневых переплетений

