Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к сварке трением и может быть использовано в различных отраслях промышленности при производстве сварных деталей из однородных и разнородных материалов.
Известен способ сварки трением, при котором после достижения определенных величин момента трения в стыке производят мгновенное принудительное прекращение вращения свариваемой заготовки и затем прикладывают давление проковки (патент РФ 2034686, В23К 20/12). Недостатками этого способа сварки являются нестабильность качества сварного соединения из-за подстуживания стыка перед проковкой вследствие инертности системы управления процессом, а также большой расход энергии и свариваемых материалов, вызываемых непрерывной работой привода вращения свариваемой заготовки на всей стадии нагрева при высоком давлении.
Наиболее близким к предлагаемому является способ сварки трением, при котором одну из свариваемых заготовок приводят во вращение и прикладывают к ним давление нагрева разное по величине на этой стадии, а затем давление проковки (патент РФ 2274530, В23К 20/12). При данном способе сварки трением на стадии нагрева давление к свариваемым заготовкам прикладывают импульсно, что приводит к незначительному уменьшению расхода энергии и свариваемых материалов. Недостатками этого способа сварки трением являются подстуживание стыка перед проковкой из-за инертности срабатывания системы управления процессом, а также интенсивное перемешивание и износ металла в зоне физического контакта при непрерывной работе привода вращения заготовки на всей стадии нагрева, приводящие к нестабильности качества соединения и значительному расходу электроэнергии и свариваемых материалов.
Задачей предлагаемого изобретения является повышение стабильности качества сварного соединения, уменьшение расхода энергии и свариваемых материалов.
Решение поставленной задачи достигается следующим образом.
Способ сварки трением заключается в том, что одну из свариваемых заготовок приводят во вращение и прикладывают к ним давление нагрева разное по величине на этой стадии, а затем давление проковки. Стадию нагрева разбивают на три периода: начальный, основной и окончательный, причем при начальном нагреве удаляют оксидные пленки и загрязнения со стыкуемых поверхностей и заканчивают период начального нагрева снижением давления до величины давления основного нагрева, которое составляет 25…50% от давления начального нагрева, и выполняют основной нагрев до температуры сварки в стыке, после чего в период окончательного нагрева отключают привод вращения заготовки и увеличивают давление основного нагрева до давления проковки, при этом длительность нарастания давления меньше или равна длительности прекращения вращения заготовки.
Новым в предлагаемом способе является то, что стадию нагрева разбивают на три периода: начальный, основной и окончательный, причем период начального нагрева заканчивают снижением давления до величины основного нагрева, которое составляет 25…50% от давления начального нагрева, и на этом низком давлении производят основной нагрев стыка до температуры сварки, после чего в период окончательного нагрева для исключения подстуживания стыка отключают привод вращения заготовки и увеличивают давление основного нагрева до давления проковки с длительностью нарастания давления меньшей или равной длительности прекращения вращения заготовки.
Способ сварки трением осуществляют следующим образом. Свариваемые заготовки закрепляют в зажиме шпинделя и неподвижном устройстве машины. После задания параметров процесса (давление нагрева, проковки и др.) производят разгон шпинделя с закрепленной заготовкой и прикладывают давление начального нагрева PH1. Регламентацию процесса выполняют по времени. Циклограмма давлений в стадиях нагрева и проковки показана на чертеже: PH1 и tH1 - давление и время начального, PH2 и tH2 - давление и время основного, PH3 и tH3 - давление и время окончательного нагревов, PПР и tПР - давление и время проковки. Стадию нагрева разбивают на три периода: начальный IH, основной нагрев IIH и окончательный нагрев IIIH. Начальный нагрев заканчивают снижением давления до величины давления основного нагрева PH2=0,25…0,5 PH1 и при указанном давлении выполняют основной нагрев стыка до температуры сварки. По достижении требуемой температуры отключают привод вращения и повышают давление нагрева до PH3=PПР=1,5…3,0 PH1, причем длительность нарастания давления меньше или равна длительности прекращения вращения заготовки. Завершается цикл сварки стадией проковки.
Производили сварку трением заготовок из стали 45 диаметром 18 мм. Параметры процесса:
|
Общий припуск на сварку свариваемых заготовок составил 1,4…2,0 мм. Заготовки после сварки охлаждали на воздухе. Металлографические исследования показали, что структура в зоне соединения троостит и в ней отсутствует дефекты типа пор, раковин и расслоений. При испытании сварных образцов на растяжение разрушение происходило по основному металлу, а прочность GB составляла 660-690 МПа. Механические испытания сварных образцов показали значительную стабильность качества соединения, а именно отсутствуют образцы, показавшие неудовлетворительную прочность.
Таким образом, предлагаемый способ сварки трением имеет следующие преимущества:
- повышение стабильности качества сварного соединения за счет улучшения условий нагрева стыка при регулировании параметров на стадии нагрева, которую разбивают на три периода: начальный, основной и окончательный нагревы и устранение подстуживания стыка перед проковкой;
- уменьшение расхода свариваемых материалов за счет незначительного износа металла в зоне физического контакта при нагреве;
- уменьшение расхода электроэнергии за счет того, что привод вращения свариваемой заготовки работает только в периоды начального и основного нагревов, а в период окончательного нагрева привод вращения отключают.
Способ сварки трением, включающий приведение во вращение одной из свариваемых заготовок и осуществление стадии нагрева стыкуемых поверхностей с приложением к заготовкам разного по величине давления нагрева, после которой прекращают вращение заготовки и осуществляют стадию проковки с приложением давления проковки, отличающийся тем, что стадия нагрева включает периоды начального, основного и окончательного нагрева, причем период начального нагрева осуществляют при давлении, достаточном для удаления оксидных пленок и загрязнений со стыкуемых поверхностей, и заканчивают его снижением давления до величины давления основного нагрева, составляющей 25…50% от давления начального нагрева, период основного нагрева осуществляют при давлении, достаточном для обеспечения нагрева стыка до температуры сварки, а в период окончательного нагрева отключают привод вращения заготовки и увеличивают давление основного нагрева до давления проковки, при этом длительность увеличения давления в упомянутом периоде устанавливают меньше или равной длительности прекращения вращения заготовки.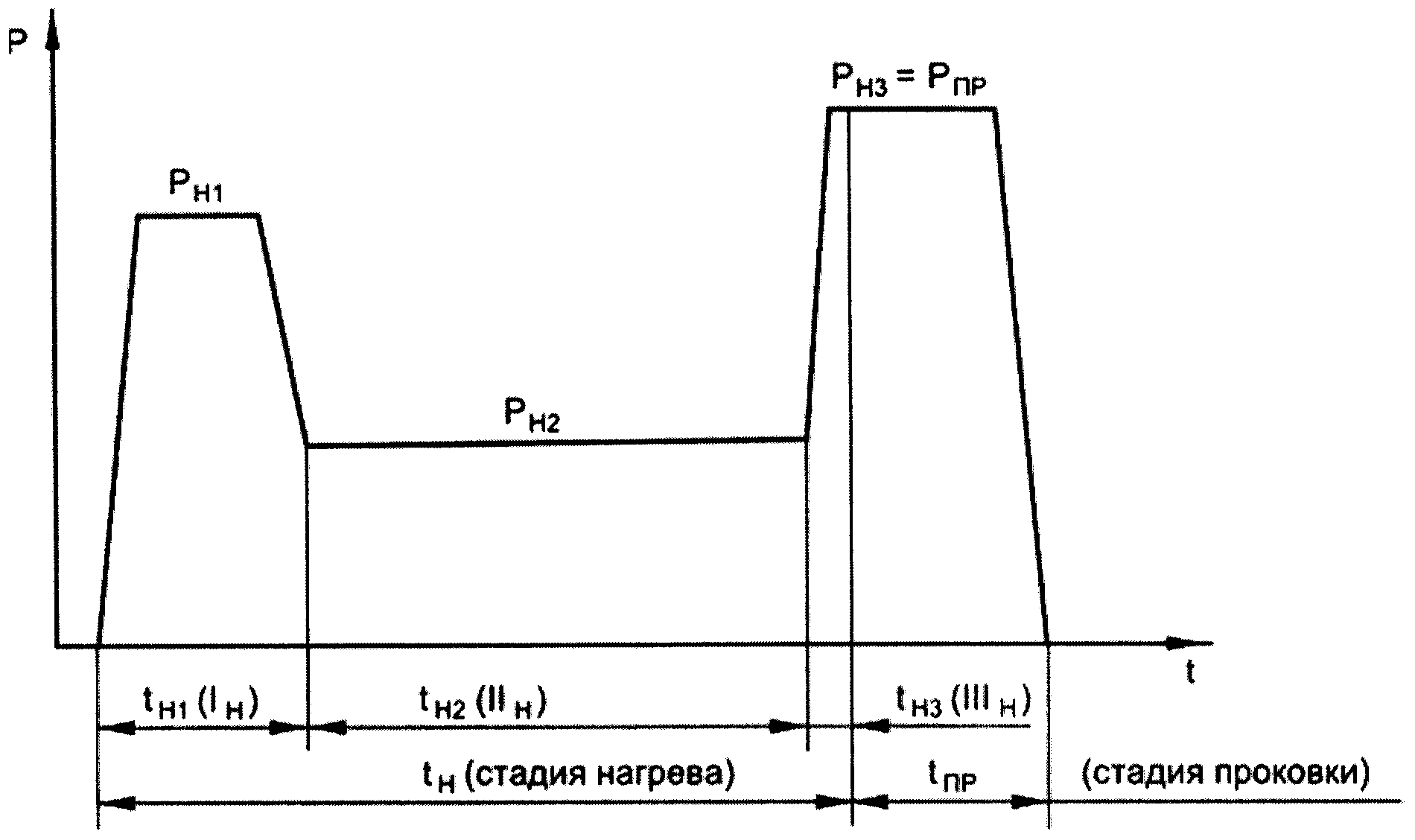
Способ определения координат радиоизлучающего объекта в рабочей зоне многопозиционного пассивного радиотехнического комплекса и устройство для его осуществления
Способ добычи газовых гидратных углеводородов со дна водных бассейнов и устройство для его реализации
Газотурбинный двигатель
Газотурбинный двигатель
Газообразователь для поризации бетонных смесей и способы его получения
Способ определения координат радиоизлучающего объекта в рабочей зоне многопозиционного пассивного радиотехнического комплекса и устройство для его осуществления
Устройство квантовой коммуникации, устойчивое к оптическому зондированию модуляторов
Устройство квантовой коммуникации, устойчивое к навязыванию срабатываний детектора одиночных фотонов
Устройство передачи квантового и информационных каналов в одном оптическом волокне
Незамерзающая контактная жидкость для ультразвуковой дефектоскопии металлических конструкций

