Результат интеллектуальной деятельности: СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в условиях серийного и мелкосерийного производства.
Известен штамп (а.с. №2103155, Трусковский В.И. и др., МПК6 В24D 18/00, 1998) для вырубки кольцевых заготовок абразивных кругов, в котором реализуется способ вырубки-пробивки плоских кольцевых деталей из композитного материала кольцевыми клиновыми пуансонами с использованием кольцевой секционной матрицы с переменной величиной зазора для опускающихся клиновых пуансонов.
Известен также способ чистовой вырубки, пробивки круглых деталей из листовых заготовок (а.с. №1393505, Богоев B.C., Тимощенко В.А., МПК6 В21D 35/00, 1975), в котором на заготовку воздействуют эластичным пуансоном, а матрица имеет кольцевой клиновой выступ, непосредственно осуществляющий отделение отхода. Отличительной особенностью данного способа является то, что с целью снижения трудоемкости процесса и повышения качества изделий за счет исключения шероховатой зоны скола выдавливание и осадку отхода осуществляют непрерывно до полного отделения детали сдвигом, при этом осуществляют местную упругую деформацию инструмента в зоне осадки.
Известен способ (а.с. №475193, Бадыров O.K., МПК6 В21D 28/10, 1975) вырезки деталей из листовых заготовок, принятый в качестве прототипа и заключающийся в том, что материал надрезают по контуру получаемой детали, а затем вырезают и в процессе вырезки прилагают силу прижима. В данном способе клиновые кольцевые выступы выполнены на пуансоне и прижиме. Отличительной особенностью данного способа является то, что с целью получения скругленных кромок на обоих торцах вырезанной детали для надрезки, вырезки и прижима прилагают одинаково направленные усилия к одной плоскости заготовки, при этом силу прижима прилагают по линии надрезки прилежащему к ней участку материала, находящемуся вне контура получаемой детали.
Основным общим недостатком данных изобретений является невозможность с помощью их использования изготавливать плоские круглые и кольцевые в плане детали из многослойных материалов, имеющих центральный несущий металлический слой и наружные эластичные слои.
Задачей настоящего изобретения является расширение технологических возможностей применения операции вырубки круглых деталей применительно к листовым многослойным материалам с центральным металлическим слоем, имеющим наружные эластичные слои. Изготовление таких деталей высокого качества другими традиционными способами не представляется возможным, поскольку наличие в листовой заготовке эластичных наружных слоев не позволяет осуществить жесткий прижим центрального металлического слоя перед вырубкой, что неизбежно приводит к его изгибу в зоне среза и разрушению наружных слоев, что недопустимо. Чрезмерное сжатие наружных эластичных слоев при избыточном прижиме приводит либо к их разрушению, либо к необратимым деформациям, не позволяющим возвратить первоначальную форму при снятии нагрузки.
Технический результат, достигаемый изобретением, состоит в том, что за счет выполнения клиновых выступов с экспериментально установленными размерами на прижиме и матрице при вырубке удается осуществить предварительные надрезы эластичных наружных слоев без ухудшения качества изделий и обеспечить жесткий прижим центрального металлического слоя перед окончательной вырубкой, предотвращающий его изгиб.
Сущность предлагаемого способа вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и наружными эластичными слоями заключается в том, что осуществляют прижим листового многослойного материала к матрице, предварительное надрезание наружных слоев прижимом и матрицей, выполненных с клиновыми кольцевыми выступами, путем внедрения в наружные слои до упора в центральный металлический слой с обеспечением прижима листового многослойного материала в зоне последующего отделения отхода и последующую вырубку детали пуансоном, при этом клиновые кольцевые выступы прижима и матрицы имеют внутренний угол 3-7°, внешний угол 40-60°, опорную площадку при вершине 1-3 мм и наименьшую высоту, составляющую 0,95-0,65 от исходной толщины соответствующих наружных слоев.
Указанный технический результат обеспечивается также тем, что при внедрении клиновых выступов в материал наружных слоев он упруго сжимается поперек этих слоев и по завершении операции восстанавливает форму, а наименьшая (с двух сторон) высота клиньев, равная 0,95-0,65 от исходной толщины соответствующих периферийных слоев, обеспечивает равномерный прижим многослойной листовой заготовки в целом на необходимом участке, предотвращая ее расслоение.
Изобретение иллюстрировано эскизом, где на фиг.1 показана схема процесса вырубки детали из многослойных листовой заготовки инструментом с клиновыми выступами.
Способ осуществляется следующим образом (фиг.1). Предварительно прижимом 1 прижимают многослойную листовую заготовку к матрице 6, при этом клиновой выступ 7 матрицы внедряют в нижний эластичный слой 5 до упора в центральный металлический слой 4, а клиновой выступ 2 прижима аналогично внедряют в верхний эластичный слой, жестко прижимая центральный металлический слой в зоне последующего отделения отхода. При этом за счет установленной высоты клиновых выступов наружные эластичные слои также дозированно упруго сжимаются. Последующим перемещением пуансона 3 осуществляют операцию вырубки.
Пример. Проведены планируемые многофакторные экспериментальные исследования по установлению рациональных геометрических размеров инструмента с клиновыми выступами при вырубке опытных партий трехслойных уплотнителей толщиной S=3,0…4,0 мм, наружным диаметром в диапазоне D=30…70 мм, толщиной центрального металлического перфорированного слоя S0=0,3 мм из нержавеющей стали, наружными эластичными слоями из терморасширенного графита (пенографита), допускающего упругие сжимающие деформации не более 40%.
Предварительными исследованиями было установлено, что основными дефектами являются: изгиб центрального металлического слоя в зоне среза в направлении перемещения пуансона, разрушающий в этой зоне наружные слои и искажающий форму уплотнителя в целом, и отклонение образующих наружной торцевой поверхности уплотнителя и торцевой поверхности отверстия от общей оси симметрии (косина торцов).
В результате обработки результатов многофакторных экспериментов установлены следующие рациональные размеры клиновых выступов при вырубке: внутренний угол клинового выступа на прижиме-съемнике и матрице - 4°, внешний угол клинового выступа на прижиме-съемнике и матрице - 50°, ширина опорной площадки в вершинах клиньев на прижиме-съемнике и матрице - 1,5 мм.
В результате использования предлагаемого способа расширилась техническая возможность применения операции вырубки для многослойного материала.
Сравнительный анализ полученных величин дефектов с дефектами, соответствующими вырубке обычным инструментом без клиновых выступов, показал, что на операции пробивки отверстия величина изгиба металлического слоя уменьшилась в 1,7 раза, косина внутреннего торца - в 1,5 раза, на операции вырубки уплотнителя (обрезки) величина изгиба металлического слоя уменьшилась в 2,1 раза, косина внешнего торца - в 1,9 раза.
Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и наружными эластичными слоями, включающий прижим листового многослойного материала к матрице, предварительное надрезание наружных слоев прижимом и матрицей, выполненных с клиновыми кольцевыми выступами, путем внедрения в наружные слои до упора в центральный металлический слой с обеспечением прижима листового многослойного материала в зоне последующего отделения отхода и последующую вырубку детали пуансоном, при этом клиновые кольцевые выступы прижима и матрицы имеют внутренний угол 3-7°, внешний угол 40-60°, опорную площадку при вершине - 1-3 мм и наименьшую высоту, составляющую 0,95-0,65 от исходной толщины соответствующих наружных слоев.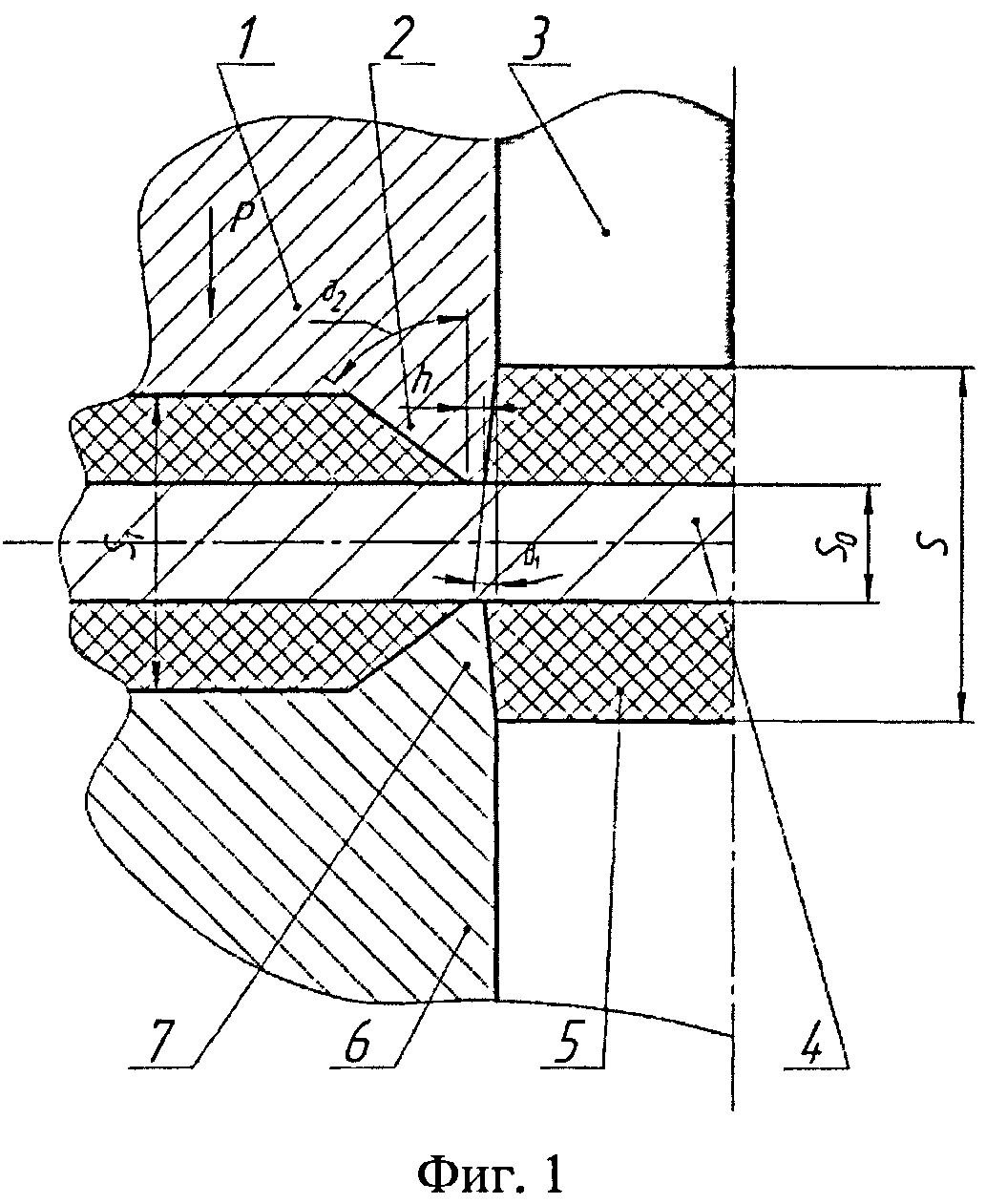
Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и наружными эластичными слоями
Способ и устройство контроля качества резьбовых и гребенчатых соединительных полумуфт
Установка для ротационной вытяжки тонкостенных оболочек на токарном станке
Вяжущее
Устройство контроля параметров условий труда
Способ трансформации в полете кормового отсека артиллерийского снаряда и устройство для его реализации
Оптико-электронный маятниковый датчик уровня
Компенсационный акселерометр
Компенсационный акселерометр
Способ изготовления роликов тяжелонагруженных приводных цепей
Устройство для выгрузки кускового материала из бункера
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием
Фурма для донной продувки металла газами в ковше и способ ее изготовления

