Результат интеллектуальной деятельности: СПОСОБ РЕГУЛИРОВАНИЯ ДЛЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ С ПОЛНЫМ РЕГУЛИРОВАНИЕМ МАССОВОГО ПОТОКА
Вид РИД
Изобретение
Данное изобретение относится к способу регулирования для стана холодной прокатки, который имеет несколько проходимых холодной полосой прокатных клетей и расположенное перед проходимой сначала прокатной клетью устройство подачи полосы,
- при этом в устройство подачи полосы подают нулевую заданную скорость, так что устройство подачи полосы подает холодную полосу в проходимую сначала прокатную клеть с соответствующей нулевой заданной скорости нулевой фактической скоростью,
- при этом в проходимую сначала прокатную клеть подают первую заданную скорость, так что валки проходимой сначала прокатной клети вращаются с соответствующей первой заданной скорости первой фактической скоростью,
- при этом с помощью расположенного между проходимой сначала прокатной клетью и проходимой следующей прокатной клетью первого устройства измерения толщины измеряют первую фактическую толщину холодной полосы,
- при этом на основании первой фактической толщины холодной полосы и первой заданной толщины холодной полосы определяют первый основной выходной сигнал.
Кроме того, данное изобретение относится к компьютерной программе, которая имеет машинный код, который предназначен для выполнения непосредственно управляющим устройством имеющего несколько прокатных клетей прокатного стана, и выполнение которой с помощью управляющего устройства приводит к тому, что управляющее устройство управляет станом холодной прокатки в соответствии с таким способом регулирования. Кроме того, данное изобретение относится к носителю данных с записанной на носителе данных такой компьютерной программой.
Кроме того, данное изобретение относится к управляющему устройству стана холодной прокатки, который имеет несколько проходимых холодной полосой друг за другом прокатных клетей и расположенное перед проходимой сначала прокатной клетью устройство подачи полосы,
- при этом управляющее устройство задает устройству подачи полосы нулевую заданную скорость, так что устройство подачи полосы подает холодную полосу в проходимую сначала прокатную клеть с соответствующей нулевой заданной скорости нулевой фактической скоростью,
- при этом управляющее устройство задает проходимой сначала прокатной клети первую заданную скорость, так что валки проходимой сначала прокатной клети вращаются с соответствующей первой заданной скорости первой фактической скоростью,
- при этом управляющее устройство получает от первого устройства измерения толщины, которое расположено между проходимой сначала прокатной клетью и проходимой следующей прокатной клетью первую фактическую толщину холодной полосы,
- при этом управляющее устройство имеет регулятор толщины, который на основании первой фактической толщины холодной полосы и первой заданной толщины холодной полосы определяет первый основной выходной сигнал.
Наконец, данное изобретение относится к стану холодной прокатки,
- при этом стан холодной прокатки имеет несколько проходимых холодной полосой прокатных клетей,
- при этом стан холодной прокатки имеет расположенное перед проходимой сначала прокатной клетью устройство подачи полосы,
- при этом стан холодной прокатки имеет первое устройство измерения толщины, которое расположено между проходимой сначала прокатной клетью и проходимой следующей прокатной клетью и с помощью которого измеряется первая фактическая толщина холодной полосы,
- при этом стан холодной прокатки имеет управляющее устройство указанного выше вида, так что стан холодной прокатки работает в соответствии со способом регулирования указанного выше вида.
Эти предметы в целом известны.
Из DE 39 25 104 А1 известно устройство для регулирования толщины полосы в одноклетьевых станах холодной прокатки, при этом устройство имеет разматыватель для входящей в прокатную клеть стана холодной прокатки части полосы и моталку для выходящей из прокатной клети части полосы. Предусмотрено устройство для регулирования скорости вращения разматывателя в том смысле, что скорость входящей части ленты регулируется относительно скорости выходящей части полосы в соответствии с желаемым обжатием. В DE 39 25 104 А1 указывается далее, что за счет этой меры реализуется соответствующий принцип массового потока, и что применение этого принципа для регулирования многоклетьевых станов холодной прокатки в принципе известно.
В многоклетьевых станах холодной прокатки толщину полосы и натяжение полосы регулируют обычно по принципу регулирования массового потока, предпочтительно в расширенном варианте, при котором расположенное на стороне входа устройство подачи полосы рассматривается в качестве нулевой прокатной клети. За счет задания скорости полосы в отдельных секциях многоклетьевого прокатного стана (т.е. между каждыми двумя непосредственно смежными прокатными клетями), устанавливается квазиавтоматически желаемая толщина полосы. Однако поскольку фактические скорости холодной полосы в отдельных секциях можно устанавливать лишь опосредованно через окружные скорости валков прокатных клетей, то опережение фактических скоростей холодной полосы в отдельных секциях по сравнению со скоростями валков является фактором неопределенности. Поэтому все возрастающие требования к выдерживанию размеров прокатных изделий требуют новых методов исключения неопределенностей в опережениях.
Для решения указанных выше проблем известно демпфирование погрешностей толщины, которые возникают вследствие неизвестных опережений в промежуточных клетях, с помощью контура регулирования толщины на выходе стана холодной прокатки. В частности, при обычном режиме работы, в котором последняя прокатная клеть стана холодной прокатки работает в дрессировочном режиме (т.е. лишь с очень небольшим обжатием, например, 1-2%), можно с помощью медленного контрольного регулирования на выходе стана холодной прокатки лишь недостаточно исправлять эти погрешности толщины.
Известно моделирование опережения в существенных рабочих точках каждой прокатной клети. За счет этого происходит такое предварительное регулирование окружных скоростей валков, что фактические скорости холодной полосы в отдельных секциях возможно близко подходят к соответствующим заданным величинам. Кроме того, когда возможна фиксация входящего потока материала на заданном массовом потоке, что возможно, например, в станах холодной прокатки с S-образным набором роликов на входе, то при использовании известных концепций регулирования натяжения, неопределенности опережения едва сказываются на качестве конечной толщины.
Задача изобретения состоит в создании возможностей, с помощью которых можно правильно устанавливать выходные фактические толщины, по меньшей мере, одной из прокатных клетей. При этом возможность должна быть комбинируемой с правильным регулированием массового потока на стороне входа.
Задача решена для способа регулирования указанного в начале вида тем, что
- на основании основного выходного сигнала доводят первую заданную скорость, однако не нулевую заданную скорость, так что первая фактическая толщина холодной полосы приводится в соответствие с первой заданной толщиной холодной полосы,
- с помощью расположенного между устройством подачи полосы и первой проходимой прокатной клетью нулевого устройства измерения толщины измеряют нулевую фактическую толщину холодной полосы и
- и с помощью нулевого прямого регулятора доводят нулевую заданную скорость так, что произведение нулевой заданной скорости и нулевой фактической толщины устанавливается на заданный массовый поток.
В соответствии с этим, компьютерная программа выполнена так, что она реализует эту меру. Носитель данных также имеет соответствующую компьютерную программу.
Кроме того, задача решена для указанного выше управляющего устройства за счет соответствующих мер. Стан холодной прокатки, согласно изобретению, имеет такое управляющее устройство, так что управляющее устройство при работе стана холодной прокатки соответствующим образом осуществляет такой способ регулирования.
В одном предпочтительном варианте выполнения способа регулирования предусмотрено, что
- управляющее устройство имеет регулятор массового потока, который принимает из нулевого устройства измерения толщины, которое расположено между устройством подачи полосы и проходимой сначала прокатной клетью, нулевую фактическую толщину холодной полосы,
- регулятор массового потока принимает дополнительно нулевую фактическую скорость и фактическую скорость холодной полосы между проходимой сначала прокатной клетью и следующей проходимой прокатной клетью и
- регулятор массового потока на основании принимаемых им величин определяет дополнительный выходной сигнал, на основании которого доводится первая заданная скорость, однако не нулевая заданная скорость, так что первая фактическая толщина холодной полосы уравнивается с первой заданной толщиной холодной полосы.
За счет этой меры можно обеспечивать более высокую динамику регулирования.
В одной предпочтительной модификации указанного последним варианта выполнения регулятор массового потока принимает также основной выходной сигнал.
В другой предпочтительной модификации нулевой прямой регулятор выдает свой выходной сигнал при подключении нулевого прямого регулятора с линейным нарастанием. За счет указанной последней меры обеспечивается более мягкое, более стабильное подключение нулевого прямого регулятора.
В другом предпочтительном варианте выполнения данного изобретения предусмотрено, что управляющее устройство имеет первый прямой регулятор, который принимает из первого устройства измерения толщины первую фактическую толщину. В этом случае первый прямой регулятор доводит одинаково первую заданную скорость и нулевую заданную скорость.
В особенно предпочтительной модификации указанного последним варианта выполнения, первый прямой регулятор выдает свой выходной сигнал при подключении первого прямого регулятора с линейным нарастанием. За счет указанной последней меры обеспечивается более мягкое, более стабильное подключение первого прямого регулятора.
Указанные выше варианты выполнения способа регулирования реализуемы также в компьютерной программе и в управляющем устройстве.
Управляющее устройство может быть реализовано с помощью схемной техники. Однако, как правило, управляющее устройство выполнено в виде программируемого управляющего устройства, которое при работе выполняет компьютерную программу указанного выше вида.
Устройство подачи полосы может быть выполнено по потребности. Например, оно может быть выполнено в виде S-образного набора роликов или в виде разматывателя.
Другие преимущества и подробности следуют из приведенного ниже описания примеров выполнения и со ссылками на прилагаемые чертежи, на которых в виде принципиальных схем изображено:
Фиг. 1 - стан холодной прокатки, включая управляющее устройство для стана холодной прокатки;
Фиг. 2 и 3 - система, согласно Фиг. 1, с модифицированным управляющим устройством и
Фиг. 4 - возможное выполнение управляющего устройства, согласно Фиг. 1-3.
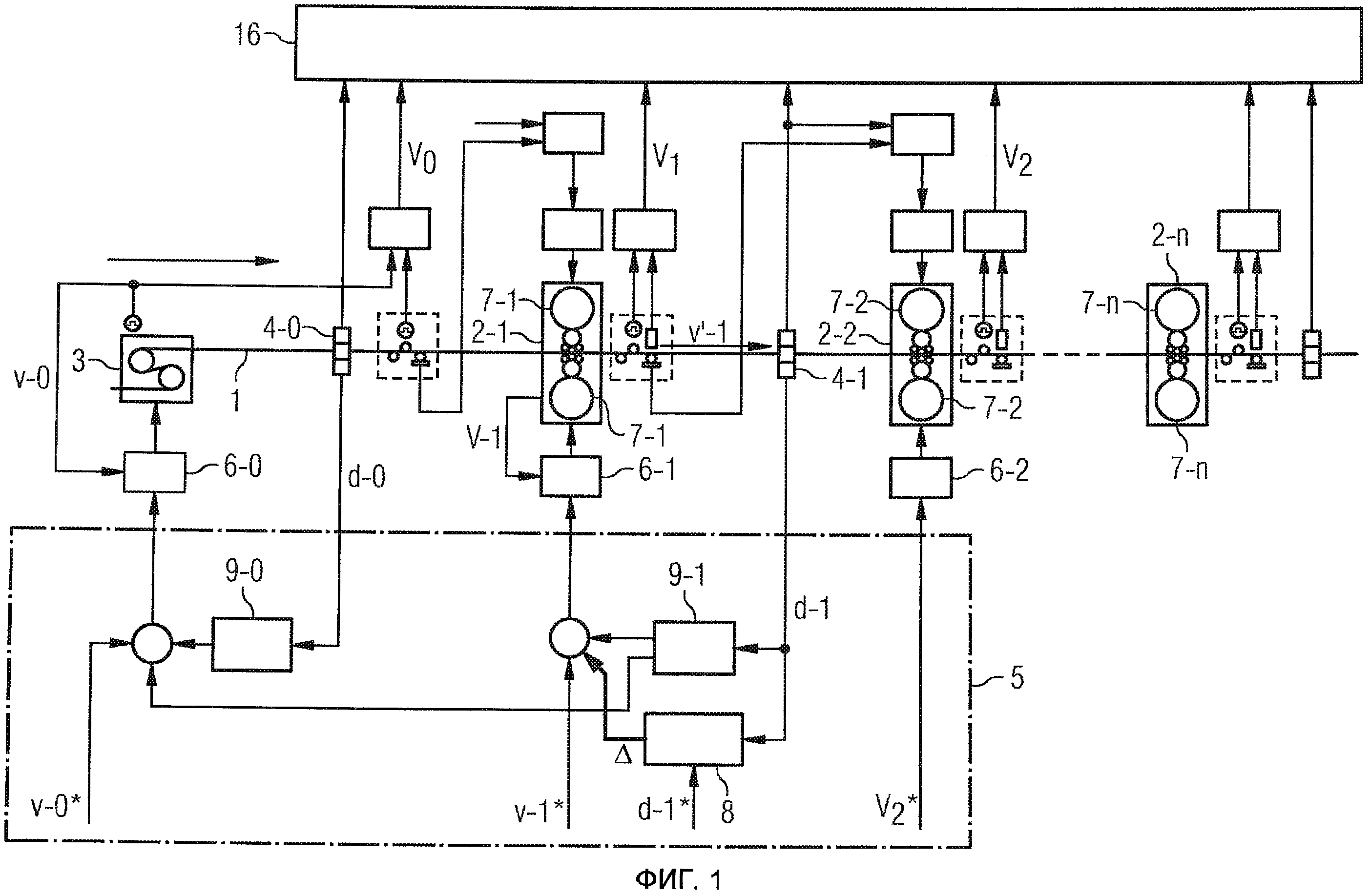
Как показано на Фиг. 1, стан холодной прокатки для проката холодной полосы 1 имеет несколько прокатных клетей 2. Прокатные клети 2 последовательно проходятся холодной полосой 1.
При необходимости за обозначением прокатных клетей через дефис добавлена цифра или буква n. При этом цифра 1 обозначает проходимую сначала прокатную клеть 2, цифра 2 - следующую проходимую прокатную клеть 2, и буква n - проходимую последней прокатную клеть 2. Аналогичными добавлениями снабжаются при необходимости также другие обозначенные позициями элементы и величины.
Кроме того, стан холодной прокатки имеет устройство 3 подачи полосы. Устройство 3 подачи полосы расположено перед проходимой сначала прокатной клетью 2-1. Устройство 3 подачи полосы выполнено, как показано на Фиг. 1, в виде S-образного набора роликов. Устройство 3 подачи полосы называется в последующем иногда нулевой прокатной клетью. В соответствии с этим, элементы и величины, относящиеся к устройству 3 подачи полосы, снабжены при необходимости дополнением 0.
Кроме того, стан холодной прокатки имеет первое устройство 4-1 измерения толщины. Первое устройство 4-1 измерения толщины расположено после проходимой сначала прокатной клети 2-1, т.е. между проходимой сначала прокатной клетью 2-1 и следующей проходимой прокатной клетью 2-2. С помощью первого устройства 4-1 измерения толщины измеряется первая фактическая толщина d-1 холодной полосы 1, т.е. фактическая толщина d-1, с которой холодная полоса 1 выходит из проходимой сначала прокатной клети 2-1.
Наконец, стан холодной прокатки имеет управляющее устройство 5. Управляющее устройство 5 выполняет способ регулирования, более подробное пояснение которого будет приведено ниже. Следовательно, на основании работы управляющего устройства 5 стан холодной прокатки работает в соответствии с таким способом регулирования.
Как показано на Фиг. 1, управляющее устройство 5 подает в устройство 3 подачи полосы нулевую заданную скорость v-0*. Устройство 3 подачи полосы принимает нулевую скорость v-0* и устанавливается так, что оно подает холодную полосу 1 в проходимую сначала прокатную клеть 2-1 с нулевой фактической скоростью v-0. При этом нулевая фактическая скорость v-0 корреспондирует с нулевой заданной скоростью v-0*. Для установки нулевой фактической скорости v-0 устройство 3 подачи полосы может иметь, например, нулевой регулятор 6-0 скорости, который, соответственно, регулирует нулевую фактическую скорость v-0 устройства 3 подачи полосы.
Устройство 3 подачи полосы, как указывалось выше, можно рассматривать с точки зрения логики в качестве нулевой прокатной клети. Однако она не прокатывает холодную полосу 1. Поэтому опережение или т.п. в устройстве 3 подачи полосы не возникает. Поэтому окружная скорость устройства 3 подачи полосы соответствует непосредственно нулевой фактической скорости v-0. Необходимо лишь следить за тем, чтобы холодная полоса 1 не проскальзывала.
Аналогичным образом, управляющее устройство 5 подает в проходимую сначала прокатную клеть 2-1 первую заданную скорость v-1*. Проходимая сначала прокатная клеть 2-1 принимает первую заданную скорость v-1* и устанавливается так, что валки 7-1 проходимой сначала прокатной клети 2-1 вращаются с первой фактической скоростью v-1, которая связана с первой заданной скоростью v-1*.
Проходимая сначала прокатная клеть 2-1 прокатывает холодную полосу 1. Поэтому холодная полоса 1 выходит из проходимой сначала прокатной клети 2-1 с опережением. Поэтому фактическая скорость v'-1 холодной полосы 1 после проходимой сначала прокатной клети 2-1 больше первой фактической скорости v-1. Более подробно это будет пояснено ниже.
С помощью первого устройства 4-1 измерения толщины измеряется, как указывалось выше, первая фактическая толщина d-1. Первое устройство 4-1 измерения толщины подает измеренную им первую фактическую толщину d-1 в управляющее устройство 5. Управляющее устройство 5 принимает первую фактическую толщину d-1.
Управляющее устройство 5 имеет внутри регулятор 8 толщины. Регулятор 8 толщины может быть выполнен, например, в виде регулятора Р, PI, PID или другого регулятора. В регулятор 8 толщины подается первая фактическая толщина d-1 и первая заданная толщина d-1*. Регулятор 8 толщины определяет на основании первой фактической толщины d-1 холодной полосы 1 и первой заданной толщины d-1* холодной полосы 1 основной выходной сигнал Δ. На основании основного выходного сигнала Δ управляющее устройство 5 доводит первую заданную скорость v-1*, так что первая фактическая толщина d-1 холодной полосы 1 уравнивается с первой заданной толщиной d-1* холодной полосы 1. Однако основной выходной сигнал Δ служит лишь для доводки первой заданной скорости v-1*. В противоположность этому, нулевая заданная скорость v-0* не доводится, по меньшей мере, не на основании основного выходного сигнала Δ.
За счет выполнения и принципа действия управляющего устройства 5, согласно изобретению, достигается, что холодная полоса 1 входит с правильной первой фактической толщиной d-1 в проходимую следующей прокатную клеть 2-2. Поэтому заслуживающей упоминания корректуры погрешности толщины в последней прокатной клети 2-n не требуется.
Как показано на Фиг. 1, стан холодной прокатки имеет дополнительно нулевое устройство 4-0 измерения толщины. Нулевое устройство 4-0 измерения толщины расположено между устройством 3 подачи полосы и проходимой сначала прокатной клетью 2.1. Оно измеряет нулевую фактическую толщину d-0 холодной полосы 1, т.е. фактическую толщину d-0, с которой холодная полоса 1 входит в проходимую сначала прокатную клеть 2-1.
Нулевое устройство 4-0 измерения толщины подает нулевую фактическую толщину d-0 в нулевой прямой регулятор 9-0. При этом нулевой прямой регулятор 9-0 является составной частью управляющего устройства 5. Нулевой прямой регулятор 9-0 принимает нулевую фактическую толщину d-0. Он доводит нулевую заданную скорость v-0* так, что произведение нулевой заданной скорости v-0* и нулевой фактической толщины d-0 устанавливается на заданный массовый поток. При этом нулевой прямой регулятор 9-0 предпочтительно учитывает расстояние, которое имеет нулевое устройство 4-0 измерения толщины от проходимой сначала прокатной клети 2-1, динамику устройства 3 подачи полосы и ход изменения во времени нулевой фактической скорости v-0. С помощью этих мер можно, при соответствующем следовании пути, обеспечивать, что устройство 3 подачи полосы своевременно (а именно, когда соответствующее место холодной полосы 1 достигает проходимой сначала прокатной клети 2-1) начинает работать с соответствующей нулевой заданной скоростью v-0*.
Поясненный выше принцип уже работает достаточно хорошо, однако может быть дополнительно улучшен с помощью приведенных ниже выполнений. При этом последующие, поясняемые применительно к Фиг. 1, 2 и 3 варианты выполнения могут быть реализованы по потребности альтернативно или в совокупности.
Как показано на Фиг. 1, управляющее устройство 5 может дополнительно иметь первый прямой регулятор 9-1. Первый прямой регулятор 9-1 принимает из первого устройства 4-1 измерения толщины первую фактическую толщину d-1. Первый прямой регулятор 9-1 доводит одинаково первую заданную скорость v-1* и нулевую заданную скорость v-0*.
Это выполнение не противоречит регулированию с помощью регулятора 8 толщины, поскольку регулирование с помощью первого прямого регулятора 9-1 имеет другую (большую) динамику, чем регулирование с помощью регулятора 8 толщины.
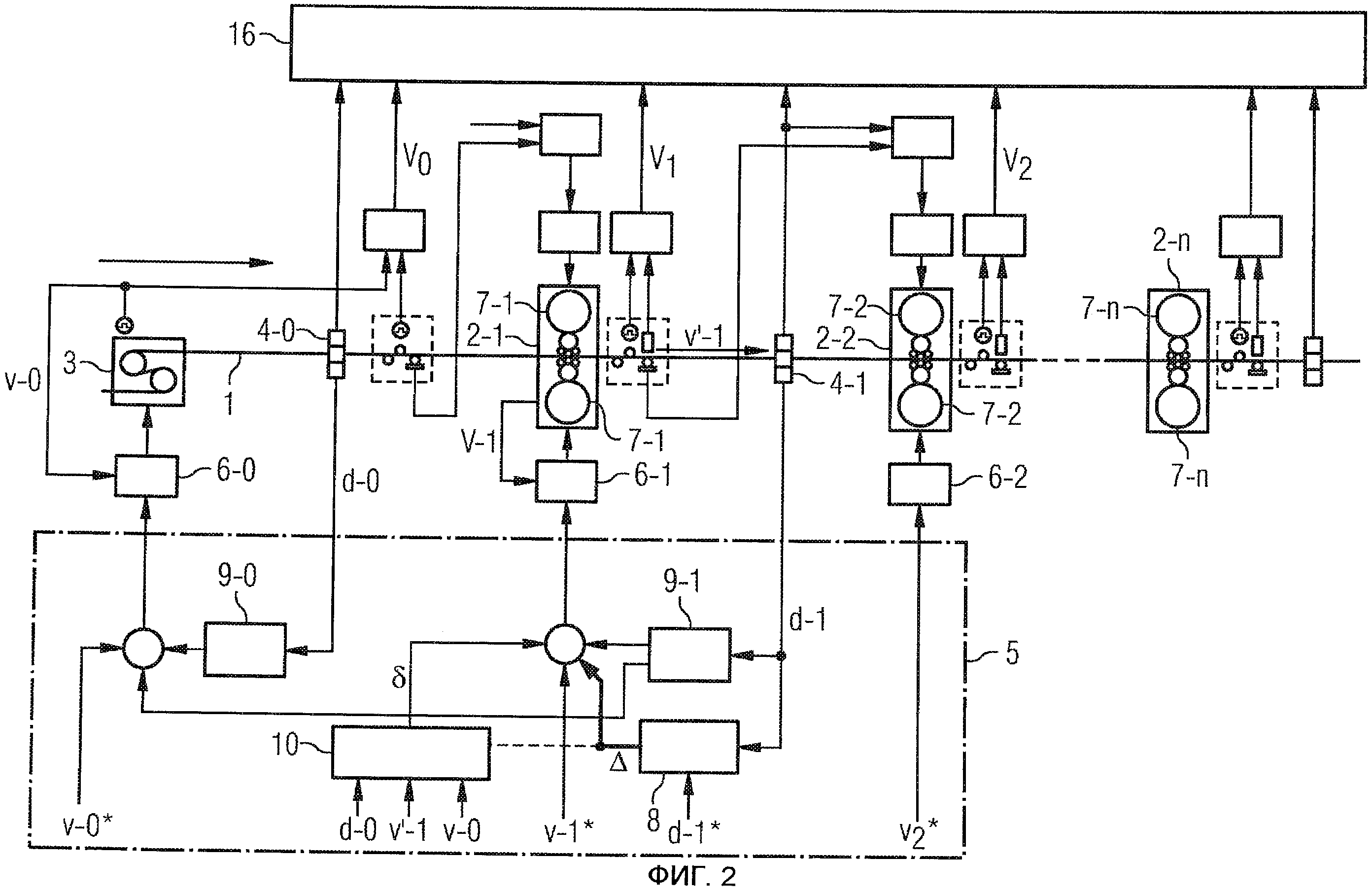
Согласно Фиг. 2, при необходимости в качестве альтернативного решения, как правило, дополнительно к указанному выше выполнению основного принципа изобретения, управляющее устройство 5 может иметь регулятор 10 массового потока. Регулятор 10 массового потока принимает
- нулевую фактическую толщину d-0,
- нулевую фактическую скорость v-0, а также
- фактическую скорость v'-1 холодной полосы 1 после проходимой сначала прокатной клети 2-1.
Кроме того, регулятор 10 массового потока может при необходимости получать от регулятора 8 толщины основной выходной сигнал Δ.
Нулевая фактическая толщина d-0 подается в регулятор 10 массового потока из нулевого устройства 4-0 измерения толщины. Нулевую фактическую скорость v-0 можно измерять относительно легко, поскольку устройство 3 подачи полосы не деформирует холодную полосу 1. Должно лишь обеспечиваться, чтобы холодная полоса 1 не имела проскальзывания относительно устройства 3 подачи полосы.
Скорость v'-1 холодной полосы 1 между проходимой сначала прокатной клетью 2-1 и проходимой следующей прокатной клетью 2-2 можно определять на основе моделирования поведения холодной полосы в проходимой сначала прокатной клети 2-1 в соединении с первой фактической скоростью v-1 валков 7-1. Однако возможны также другие методы. В частности, можно измерять скорость v'-1 холодной полосы 1 после проходимой сначала прокатной клети 2-1, например, с помощью само по себе известного оптического способа или через скорость вращения установленного на холодной полосе 1 измерительного ролика.
Регулятор 10 массового потока определяет на основании подаваемых в него величин (т.е. обеих скоростей v-0 и v'-1, нулевой фактической толщины d-0 и возможно основного выходного сигнала Δ) дополнительный выходной сигнал δ. На основании дополнительного выходного сигнала δ доводится, аналогично основному выходному сигналу Δ, первая заданная скорость v-1*, так что первая фактическая толщина d-1 холодной полосы 1 уравнивается с первой заданной толщиной d-1* холодной полосы 1. В противоположность этому, на основании дополнительного выходного сигнала δ, аналогично основному выходному сигналу Δ, не доводится нулевая заданная скорость v-0*.
Показанное на Фиг. 2 выполнение является целесообразным, поскольку корректура с помощью дополнительного выходного сигнала δ, в противоположность корректуре с помощью основного выходного сигнала Δ, хотя и является относительно не точной, однако может выполняться со значительно большей динамикой.
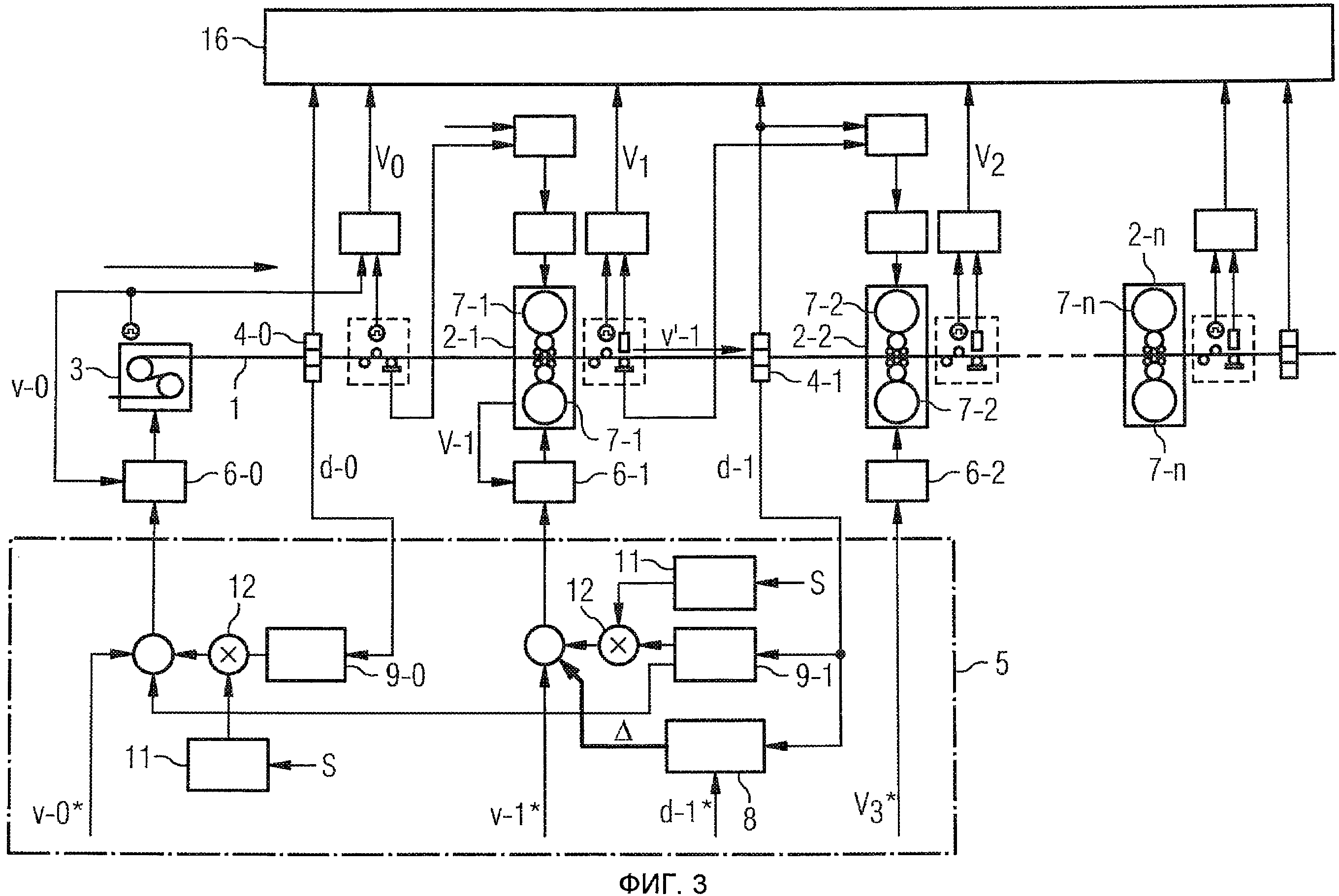
На Фиг. 3 показано по существу аналогичное Фиг. 1 выполнение. Отличие от показанного на Фиг. 1 выполнения состоит в том, что имеются дополнительно датчики 11 линейной функции и блоки 12 умножения. Когда в датчики 11 линейной функции подается соответствующий стартовый сигнал S, то датчики 11 линейной функции постепенно увеличивают свои выходные сигналы с нуля до единицы. Блоки 12 умножения принимают выходной сигнал соответствующего им датчика 11 линейной функции, а также выходной сигнал нулевого, соответственно, первого прямого регулятора 9-0, 9-1, и выдают в качестве своего выходного сигнала произведение своих обоих входных сигналов. Таким образом, блоки 12 умножения в соединении с датчиками 11 линейной функции имеют то действие, что выходной сигнал нулевого, соответственно, первого прямого регулятора 9-0, 9-1 выдается с линейным нарастанием.
Подача соответствующего стартового сигнала S в датчики 11 линейной функции осуществляется в подходящий момент времени. При этом момент времени выбирается так, что он находится в диапазоне времени, в который начало холодной полосы 1 еще не вошло в проходимую сначала прокатную клеть 2-1, соответственно, хотя уже вышло из проходимой сначала прокатной клети 2-1, однако еще не вошло в проходимую следующей прокатную клеть 2-2. Поэтому генерирование линейной функции происходит с началом проката холодной полосы 1.
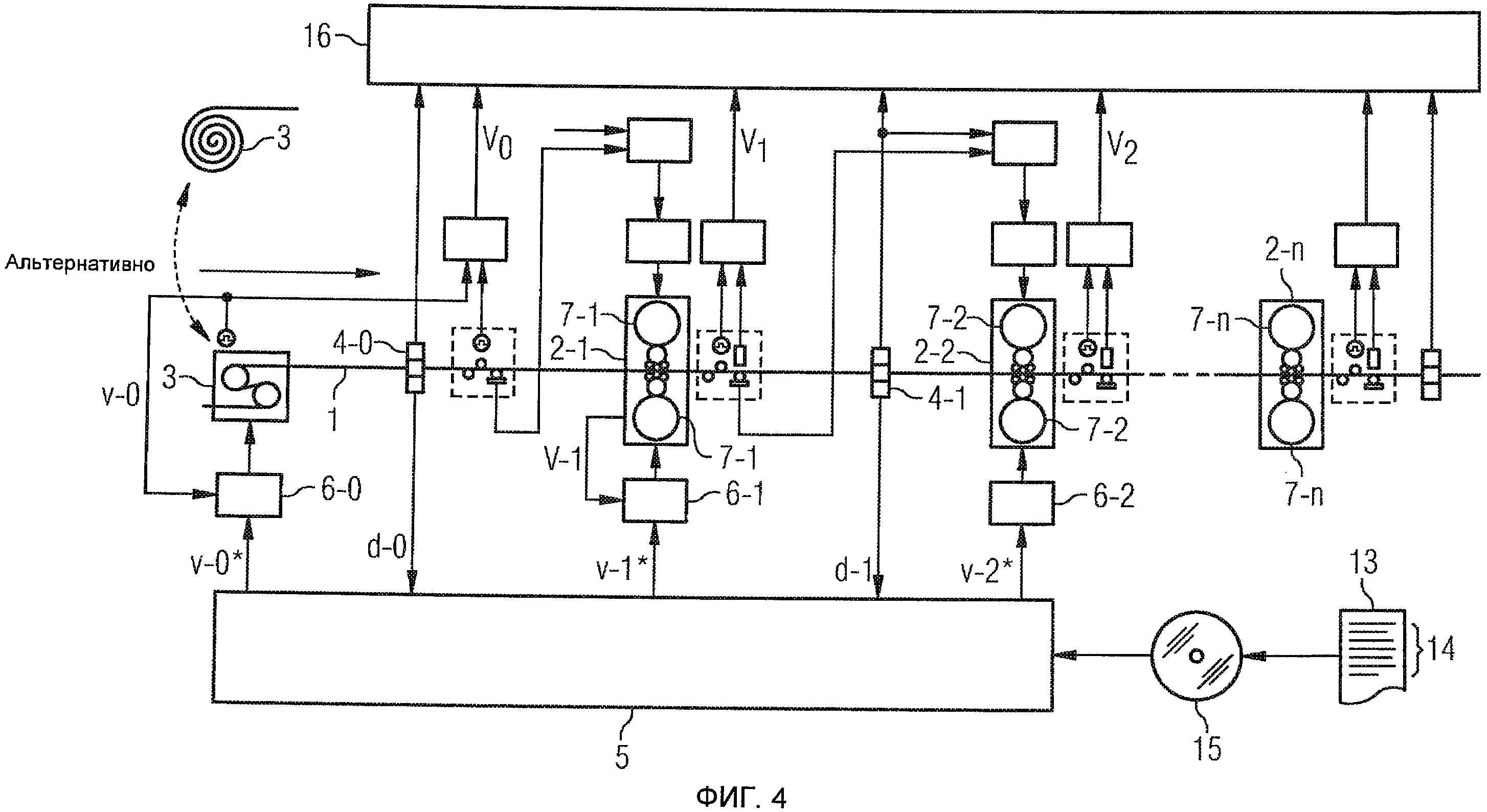
Управляющее устройство 5 может быть реализовано с помощью схемной техники. Однако во многих случаях управляющее устройство 5 выполняется в соответствии с Фиг. 4 в виде программируемого (с помощью программного обеспечения) управляющего устройства, которое при работе выполняет компьютерную программу 13. Независимо от того, реализовано ли управляющее устройство с помощью схемной техники или является программируемым (с помощью программного обеспечения), управляющее устройство 5 может при работе реализовывать альтернативно способ регулирования в соответствии с поясненным выше основным принципом данного изобретения или способ регулирования в соответствии с одним из поясненных выше предпочтительных вариантов выполнения способа регулирования, согласно изобретению.
Когда управляющее устройство 5 является программируемым с помощью программного обеспечения, то соответствующая компьютерная программа 13 имеет машинный код 14. Машинный код 14 предназначен для непосредственного выполнения управляющим устройством 5. Выполнение машинного кода 14 управляющим устройством 5 приводит к тому, что управляющее устройство 5 регулирует стан холодной прокатки в соответствии с поясненными выше способами регулирования.
Компьютерная программа 13 может быть заложена в управляющее устройство уже при изготовлении управляющего устройства 5. В качестве альтернативного решения, можно подавать компьютерную программу 13 в управляющее устройство 5 через соединение между компьютерами (например, LAN или Интернет). С другой стороны, в качестве альтернативного решения, можно записывать компьютерную программу 13 на носителе 15 данных и вводить компьютерную программу 13 в управляющее устройство 5 через носитель 15 данных. Чисто в качестве примера носитель 15 данных показан на Фиг. 4 в виде CD-ROM. Однако, с другой стороны, он может быть выполнен в качестве альтернативного решения по-другому, например, в виде флэшки USB или в виде карты памяти.
На Фиг. 4 показаны два альтернативных выполнения устройства 3 подачи полосы, а именно, с одной стороны, в виде S-образного набора роликов (как на Фиг. 1-3) и, с другой стороны, в виде разматывателя (лишь на Фиг. 4). Названное последним выполнение устройства 3 подачи полосы возможно для реализации, естественно также в станах холодной прокатки, согласно Фиг. 1-3.
Данное изобретение имеет много преимуществ. В частности, достигается, что правильно устанавливается первая фактическая толщина d-1 холодной полосы 1. Кроме того, в соединении с нулевым прямым регулятором 9-0 достигается, что правильно устанавливается также массовый поток через стан холодной прокатки. Тем не менее, выполнение управляющего устройства 5 с точки зрения техники регулирования является весьма простым. В частности, требуется лишь несколько связанных друг с другом регулировок. Кроме того, при работе стана холодной прокатки, согласно изобретению, обеспечивается значительно улучшенное выдерживание величины фактической толщины d-n после проходимой последней прокатной клети 2-n стана холодной прокатки, а именно, как при статических рабочих условиях, так и при динамических рабочих условиях (например, при ускорении или замедлении холодной полосы 1 или при прохождении сварного шва). Кроме того, дополнительный выходной сигнал δ регулятора 10 массового потока является прямым указателем качества моделирования опережения, и его можно использовать предпочтительно для возможной адаптации модели 16 процесса.
Приведенное выше описание служит исключительно для пояснения данного изобретения. В противоположность этому, объем защиты данного изобретения определяется исключительно прилагаемой формулой изобретения.
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности
Способ функционирования компрессорного устройства и соответствующее компрессорное устройство
Высокомощный выравнивающий шарнир с качающейся плитой
Способ и устройство для регулирования паротурбинной электростанции
Определение места неисправности в электрических сетях энергоснабжения с использованием принципа дистанционной защиты
Способ выделения диоксида углерода из дымовых газов и соответствующее устройство
Способ установки состояния прокатываемого материала, в частности, черновой полосы
Способ нанесения покрытия и антикоррозионное покрытие для компонентов турбин
Механизм переключения устройства защиты от тока утечки, а также система с устройством защиты от тока утечки и линейным защитным автоматом
Устройство для осаждения ферромагнитных частиц из суспензии
Устройство для управления установкой электродуговой печи
Определение времени тревожной сигнализации сигнализатора опасности

