Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Настоящее изобретение относится к области строительства, а точнее к изготовлению сборных бетонных комбинированно армированных изделий по безопалубочной технологии на длинных стендах.
Известен способ изготовления преднапряженных железобетонных конструкций методом непрерывного армирования путем навивки арматурной проволоки или стального каната на упоры стенда или на изделие [1].
Недостатком метода является узкая область применения, возможность использования только проволоки малого диаметра и несовместимость с методом безопалубочного формования.
Известен способ комбинированного армирования бетонных изделий преднапряженной проволокой, обычной арматурой и металлической фиброй. При изготовлении методом безопалубочного формования фибра равномерно распределяется по всему объему изделия, независимо от возникающих в нем напряжений [2].
Недостатком способа является повышенный расход арматуры.
Известен способ изготовления сборных железобетонных предварительно напряженных изделий по безопалубочной технологии на длинных подогреваемых стендах. Способ состоит из последовательного выполнения следующих операций: вдоль стенда раскладывают арматуру и пропускают ее через отверстия фиксирующей «гребенки», обеспечивающей проектное положение (позиционирование) арматуры в сечении массива в процессе формования; натягивают проволоку или канаты с заданным усилием и фиксируют на законтурных упорах, формуют массив в скользящей опалубке экструдером или виброуплотнителем, после набора прочности бетона отпускают натяжение арматуры с упоров стенда и передают напряжение на бетон, затем алмазным диском распиливают отформованный массив на изделия [3].
Недостатком известного способа является перерасход арматуры, затруднения в установке поперечной арматуры и позиционировании арматуры в процессе формования бетонного массива, низкие эксплуатационные качества изделий, что сужает номенклатуру выпускаемых изделий.
Техническая задача предлагаемого изобретения - упрощение способа изготовления изделий по безопалубочной технологии за счет возможности использования для армирования неметаллической высокопрочной арматуры, снижение материалоемкости за счет использования комбинированного армирования различными видами неметаллической арматуры, расширение технологических возможностей и номенклатуры изделий.
Поставленная задача решается таким образом, что в способе изготовления сборных предварительно напряженных бетонных изделий по безопалубочной технологии на длинных стендах, включающем раскладку напрягаемой арматуры, натяжение ее с фиксацией на упорах стенда, укладку бетонной смеси проектной марки по длине стенда с одновременным формованием массива и позиционированием арматуры по сечению массива, выдержку до набора передаточной прочности бетона, отпуск натяжения и резку массива на изделия, согласно изобретению, в качестве продольной напрягаемой арматуры на упоры стенда натягивают с напряжением 0.4-1.0 ГПа канаты из жгутов, выполненных из непрерывных стекло-, и/или базальто-, и/или углеродных волокон с прочностью на растяжение 0.6-4.0 ГПа, а при формовании по длине стенда в зоны возникновения в изделиях наибольших напряжений укладывают фибробетонную смесь. Причем, в поперечном направлении на продольной напрягаемой арматуре могут размещать композитные стержни или сетки и скреплять их с продольной напрягаемой арматурой, а позиционирование арматуры по высоте выполнять с помощью рейки в процессе формования массива. В поперечном направлении сначала на стенде могут размещать композитные стержни или сетки и позиционируют их с помощью фиксаторов, а сверху укладывают продольную напрягаемую арматуру и связывают ее с поперечной. Кроме того, продольную напрягаемую арматуру укладывают в два слоя, при этом арматуру нижнего слоя позиционируют с помощью фиксаторов, а верхнего слоя - в процессе формования массива с помощью рейки. В поперечном направлении могут сначала на стенде размещать рабочую арматуру путем непрерывной навивки и натяжения канатов на штыри, расположенные вдоль стенда, сверху укладывать продольную напрягаемую арматуру, а позиционирование по высоте и ширине выполнять путем скрепления с непрерывной арматурой. В качестве бетонной смеси для формования массива на стенд могут подавать керамзитобетонную смесь.
Предлагаемый способ отличается от известного тем, что в качестве продольной напрягаемой арматуры на упоры стенда натягивают с напряжением 0.4-1.0 ГПа канаты из жгутов, выполненных из непрерывных стекло-, и/или базальто-, и/или углеродных волокон с прочностью на растяжение 0.6-4.0 ГПа, а при формовании по длине стенда в зоны возникновения в изделиях наибольших напряжений укладывают фибробетонную смесь. Кроме того, на концах арматурного элемента и по длине могут легко выполняться или крепиться анкерные приспособления как для фиксации натяжения, так и для улучшения сцепления арматурного элемента с бетоном конструкции, поскольку выбранный арматурный элемент обладает свойствами гибкого неметаллического, работающего на растяжение элемента, огнестойкого, с возможностью повышенного сцепления с бетонной матрицей, легко анкеруемого и стыкуемого. Указанные свойства присущи базальтоволоконным, стекловолоконным и углеволоконным ленточным жгутам, состоящим из «тонких, утолщенных и грубых» в соответствии с текстильной классификацией волокон толщиной 5-50 мкм.
В поперечном направлении в качестве рабочей арматуры на продольную арматуру могут укладывать композитные стержни или сетки и скреплять их с продольной арматурой, а позиционирование арматуры по высоте выполнять с помощью рейки в процессе формования массива. Поперечную арматуру нижнего уровня могут укладывать на стенд, а продольную напрягаемую арматуру поверх нее. Кроме того, рабочую напрягаемую арматуру могут укладывать на стенд путем непрерывной навивки и натяжения арматуры на упоры стенда, расположенные вдоль стенда, а поверх нее укладывать продольную напрягаемую арматуру. В качестве бетонной смеси проектной марки для формования массива могут использовать, например, керамзитобетонную смесь.
Содержание предлагаемого способа сводится к использованию разных типов неметаллического армирования для получения изделий, оптимально прочных и жестких на восприятие различных видов нагрузок и воздействий. Предлагаемая схема армирования бетонных изделий композитной арматурой - армированный бетон с композитной арматурой при напряженном (растянутом) волокне и ненапряженной бетонной матрице. В качестве арматуры использован высокотехнологичный гибкий, неметаллический, работающий на растяжение и изгиб арматурный элемент, с высокими эксплуатационными характеристиками (огнестойкостью, повышенным сцеплением с бетонной матрицей, модулем упругости на растяжение 80-200 ГПа (легко стыкуемого и анкеруемого)). Арматурный элемент представляет собой канат, сплетенный или свитый из базальтоволоконных, углеволоконных и/или стекловолоконных ленточных жгутов, состоящих из «тонких, утолщенных и грубых» в соответствии с текстильной классификацией волокон толщиной 5-50 мкм.
Технический результат - создание эффективного способа изготовления комбинированно армированных бетонных изделий на основе базальто- или стекло-, или углеволоконного цементного композита, жесткой, гибкой и дисперсной арматурой по безопалубочной технологии. При этом армирование можно выполнять как преднапряженное, так и постнапряженное, непрерывное и дискретное, внутреннее и наружное, рабочее и монтажное.
Способ поясняется чертежом.
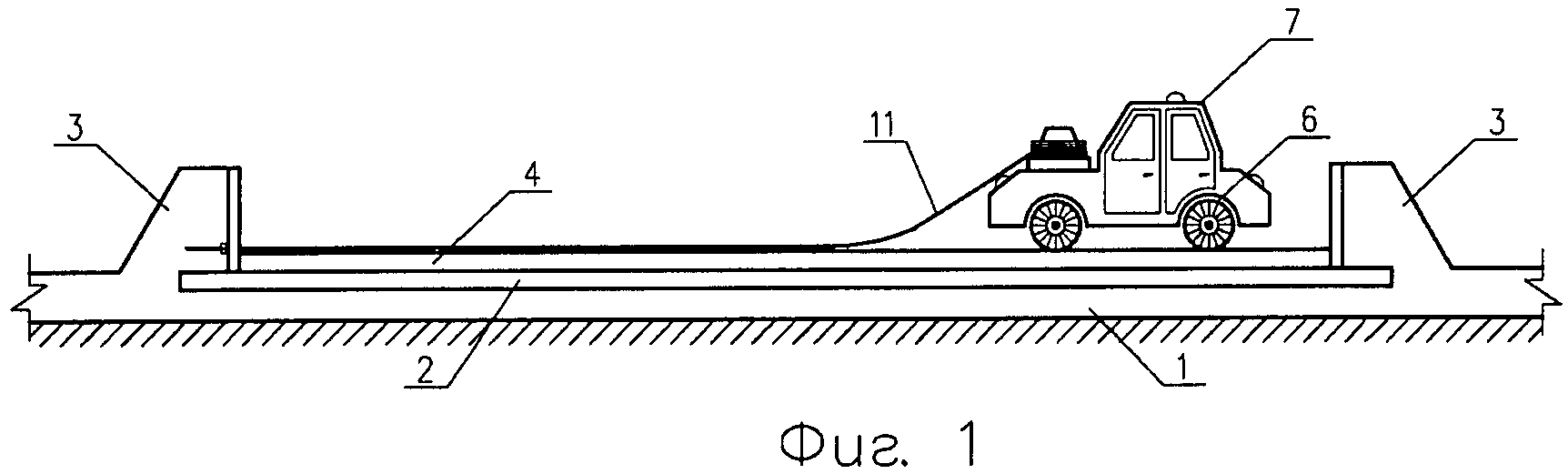
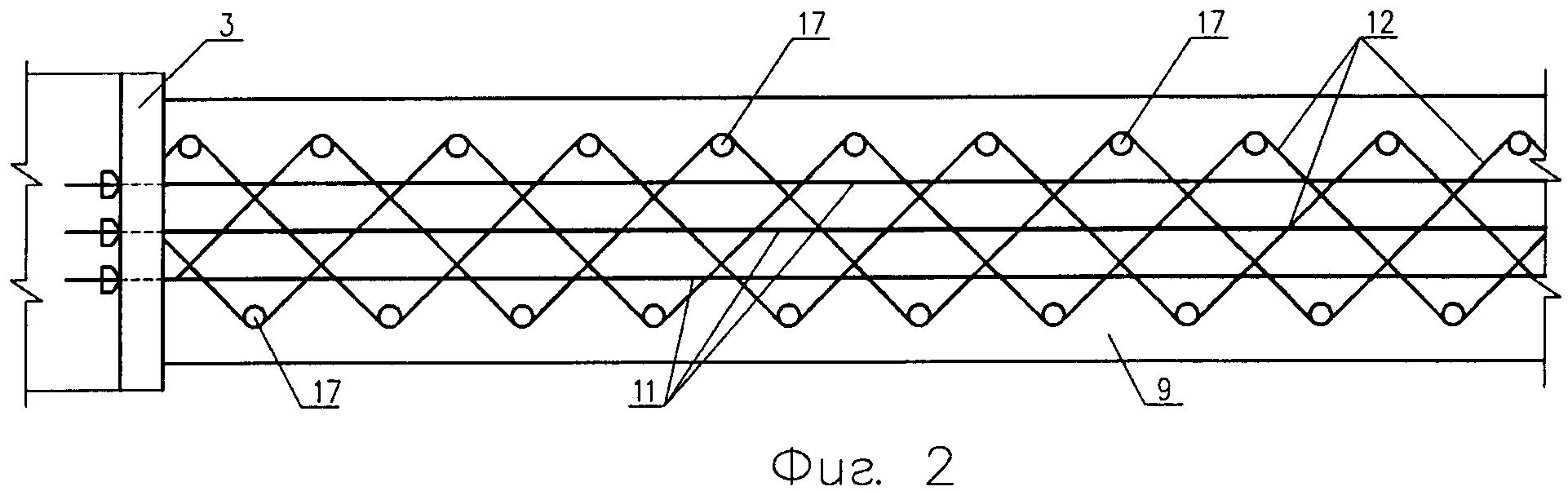
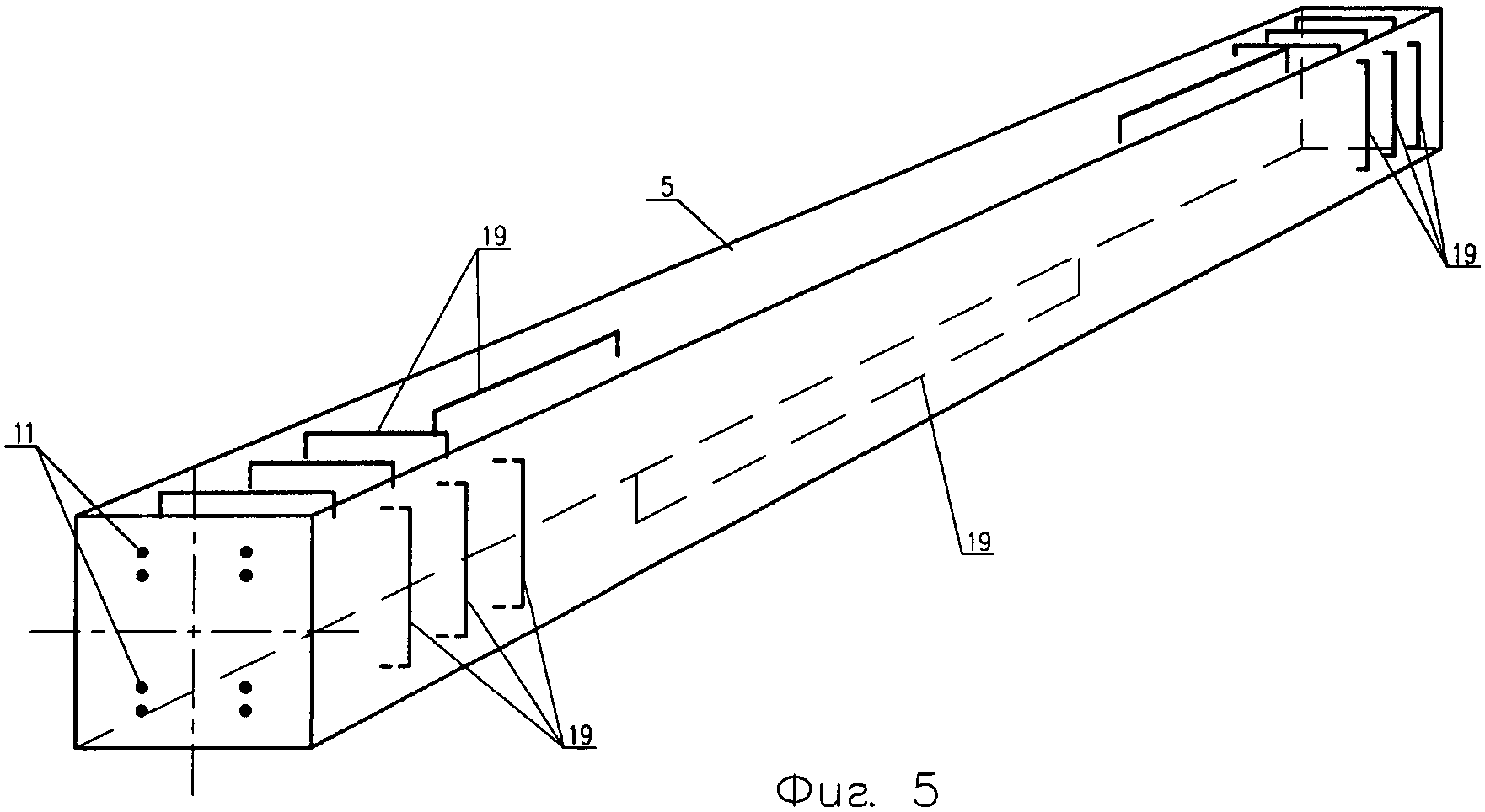
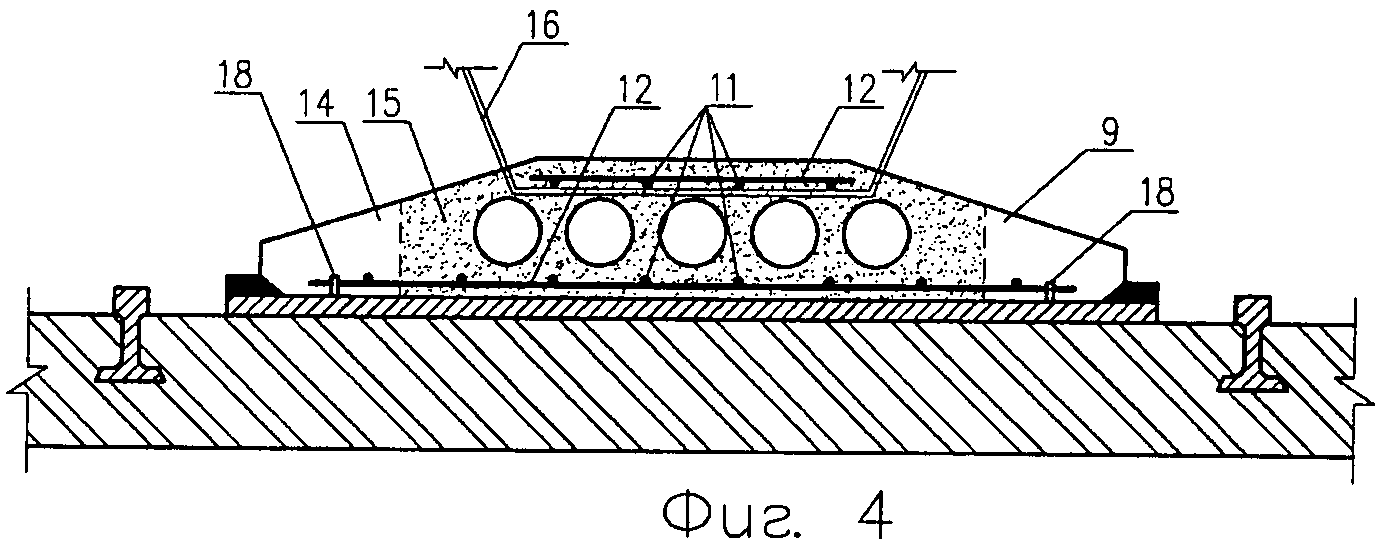
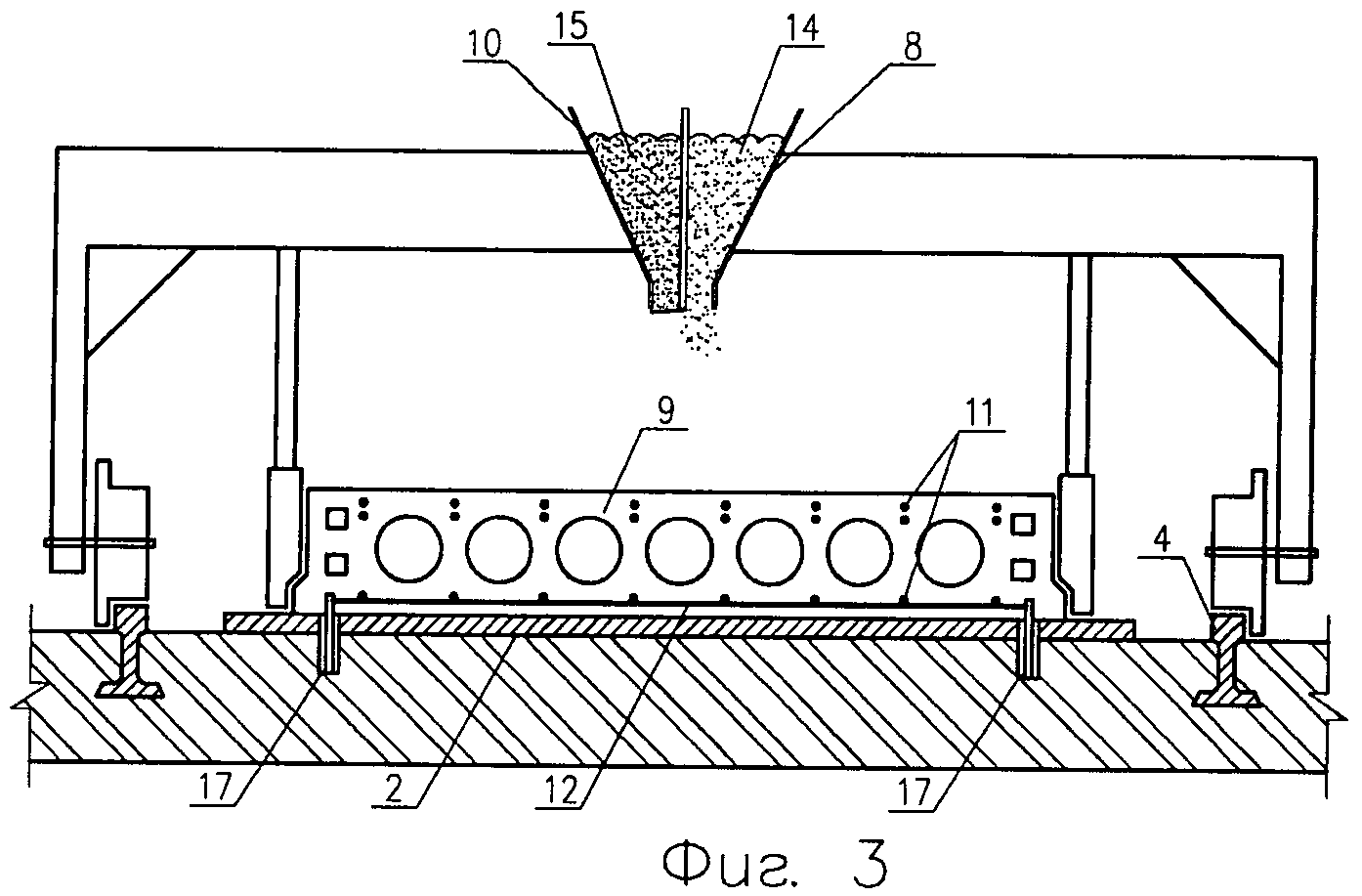
На фиг.1 представлена схема стенда безопалубочного формования в процессе раскладывания продольной арматуры; фиг.2 - план стенда в процессе непрерывного армирования; фиг.3 - поперечный разрез стенда с отформованным массивом; фиг.4 - то же, что и на фиг.3 (вариант армирования); фиг.5 - свая с наружной композитной арматурой, размещенной в продольном и поперечном направлении.
Примерный перечень сборных бетонных конструкций, армированных неметаллическими материалами, изготовленных по предлагаемой технологии:
сборная бетонная забивная свая, стойка опоры ЛЭП, стойка виноградная, шпунт, панель ограждения котлована, подпорная стена, шпала железнодорожная, панель опорная для железнодорожных путей, панель стеновая керамзитобетонная, панель ограды, панель шумозащитного экрана, плита перекрытия многопустотная, плита дорожная, фундаментная подушка, балка фундаментная, перемычка стеновая, лоток коммуникационный, лоток дренажный, бордюр.
В зависимости от типа изделий: стойка, плита или панель, выбирается вариант способа изготовления.
Способ осуществляют следующим образом.
Способ изготовления сборных предварительно напряженных бетонных изделий по безопалубочной технологии осуществляют на длинных стендах. Стенд 1 для безопалубочного формования состоит из дорожки 2, упоров 3 и рельсовых путей 4. Способ изготовления изделий 5 включает операции: раскладку арматуры с помощью технологической тележки 6, снабженной устройством 7 для раскладки и натяжения канатов; натяжение арматуры с фиксацией на упорах 3 стенда 1; укладку бетонной смеси с помощью бетоноукладчика 8 для формования бетонного массива 9. Формование массива осуществляют из бетонной смеси проектного состава (фибробетонной и керамзитобетонной или тяжелой), подаваемой раздельно в бункера 10 бетоноукладчика 8. При формовании керамзитобетонной или тяжелой бетонной смеси 14 по длине стенда в зоны возникновения в изделиях наибольших напряжений укладывают фибробетонную смесь 15. В процессе формования бетонного массива 9 производят позиционирование продольной напрягаемой арматуры 11 с помощью размещенных на дорожке 2 стенда 1 штырей 17, с помощью рабочих композитных стержней или сеток 12, или с помощью рейки 16, смонтированной на бетоноукладчике 8 (фиг.4). После чего осуществляют выдержку до набора бетоном передаточной прочности, отпуск натяжения и резку массива на изделия. В качестве продольной напрягаемой арматуры на упоры стенда натягивают с напряжением 0.4-1.0 ГПа канаты из жгутов, выполненных из непрерывных стекло-, и/или базальто-, и/или углеродных волокон с прочностью на растяжение 0.6-4.0 ГПа.
Пример №1.
Пример реализации способа изготовления плоских или ребристых плитных изделий, типа сборная плита перекрытия, дорожная плита, фундаментная подушка.
Особенность плитных изделий состоит в отсутствии необходимости поперечного вертикального армирования, плиты армируются в одном или в двух направлениях в одном или двух уровнях в горизонтальной плоскости.
На подготовленный стенд 1 длиной 100-200 м для безопалубочного формования бетонных изделий раскладывают нижний слой продольной напрягаемой арматуры 11 и фиксируют ее концы на упорах 3 (см. фиг.1). Затем напрягают арматуру до величины 400-1000 МПа, затем в поперечном направлении поверх продольной напрягаемой арматуры 11 укладывают и закрепляют на ней композитные стержни или сетки 12. Эти стержни обеспечивают позиционирование продольной арматуры 11 по ширине формуемого массива 9. Затем повторяют операцию позиционирования продольной напрягаемой арматуры 11 в верхнем слое массива. После чего устанавливают и крепят к арматуре закладные детали. Закладные детали могут быть оснащены поролоновыми пустотообразователями, которые извлекают после изготовления изделия. Затем производят укладку бетонной смеси с поверхностным вибрированием бетоноукладчиком 8, снабженным двумя или тремя бункерами 10, а бетонирование выполняют в соответствии с эпюрой напряжений в изделии смесью различного состава - тяжелой 14 и фибробетонной 15, с добавкой неметаллической фибры. Для позиционирования продольной и поперечной арматуры 11 и 12 используют инвентарные рейки 16, обеспечивающие проектное положение арматуры по высоте сечения формуемого массива (см. фиг.3, 4).
После набора бетоном прочности производят распил массива 9 на изделия 5 в соответствии с разметкой стенда 1.
Учитывая коррозионную стойкость неметаллической арматуры, нижний слой арматуры можно укладывать на спейсерах 18 - фиксаторах защитного слоя, непосредственно на дорожку 2 стенда 1 одновременно с закладными деталями.
Пример №2.
В этом варианте (см. фиг.2) армирование выполняют непрерывным способом путем навивки с напряжением гибких жгутов на штыри 17. На рельсовый путь 3 устанавливают устройство 7 (пиноль) для намотки и натяжения непрерывных канатов. Вдоль формовочной дорожки 2 стенда 1 по всей ее длине смонтированы штыри 17 для фиксации непрерывной арматуры 12. Навивку каната производят под разными углами от 45 до 90 градусов относительно оси стенда 1 с проектным усилием. При намотке в двух направлениях может образовываться сетка из канатов.
Затем поверх непрерывной арматуры 12 раскладывают и напрягают продольную арматуру 11 и закрепляют ее на непрерывной арматуре 12, обеспечивая ее позиционирование в процессе формования.
Затем выполняют формование массива бетонной смесью, причем на участках, где требуется по проекту, укладывают фибробетонную смесь 15 с содержанием полимерной или базальтовой фибры. После набора бетоном прочности массив 9 распиливают на отрезки проектной длины и получают готовые изделия 5, которые снимают со стенда 1 и перевозят на склад готовой продукции. В зависимости от способа крепления штырей 17 к дорожке стенда, они могут быть оставлены в гнездах стенда 1 или сняты вместе с изделием 5 с последующим извлечением или обрезанием их заподлицо с поверхностью изделия. Для облегчения снятия изделий со стенда 1 на штыри 17 могут надеваться теряемые втулки из алюминиевых или пластиковых трубок.
Пример №3.
Пример реализации способа изготовления изделий типа свая, стойка опоры ЛЭП и других типов брусков. Такие изделия (см. фиг.5) с толщиной более 20 см изготавливают как в примере 1.
Особенностью сборных бетонных свай является различие в характере работы под эксплуатационными и монтажными нагрузками изделия (при снятии со стенда, перевозке на транспорте, подъеме на копер). Монтажные нагрузки требуют использования значительного количества продольной арматуры 11, которая в дальнейшей работе под эксплуатационной нагрузкой не используется. В связи с этим, некоторая часть арматуры, в частности - монтажная, может изготавливаться из материала, разрушаемого в процессе длительной эксплуатации изделия в щелочной среде бетона, например стеклянной фибры, а также в виде наружной арматуры без защитного слоя.
На подготовленный стенд 1 непосредственно на металлическую дорожку 2 укладывают наружную арматуру 19 нижнего уровня для восприятия растягивающих усилий напряжений в местах действия максимального изгибающего момента (в середине пролета изделия) и в местах максимальных усилий (например, при забивке), в голове и пяте сваи. Затем раскладывают и напрягают продольную арматуру 11 и производят бетонирование массива 9 бетонными смесями различного состава.
Затем в бетонную смесь свежеотформованных изделий устанавливают погружаемые части наружной арматуры 19 и закладные детали верхнего уровня.
После изготовления изделия 5 арматура 19 выступает наружу и не имеет защитного слоя, поскольку после погружения сваи функции наружной арматуры 19 окажутся выполненными.
Источники информации
1. Рекомендации по изготовлению преднапряженных железобетонных конструкций методом непрерывного армирования. НИИЖБ Госстоя СССР, М., 1986.
2. Рекомендации по проектированию и строительству сталефибробетонных конструкций. СП 52-104-2006. НИИЖБ им. А.А.Гвоздева. М., 2009.
3. Джантимиров Х.А., Ялаев P.P. Безопалубочная технология изготовления преднапряженных свай без поперечного армирования. Основания, фундаменты и механика грунтов. №2, 2009 /прототип/.
Способ изготовления неметаллического арматурного элемента с периодической поверхностью и арматурный элемент с периодической поверхностью
Арматурный каркас и способ его изготовления
Волокнистый наноцемент и способ его изготовления
Автомобильная дорога
Способ возведения набивной конструкции в грунте
Способ закрепления грунтов
Способ закрепления грунтов
Способ образования анкерного устройства и анкерное устройство
Способ возведения инъекционного нагеля и инъекционный нагель, возведенный этим способом
Способ изготовления неметаллического арматурного элемента с периодической поверхностью и арматурный элемент с периодической поверхностью
Арматурный каркас и способ его изготовления
Волокнистый наноцемент и способ его изготовления
Автомобильная дорога
Способ возведения набивной конструкции в грунте
Способ закрепления грунтов
Способ закрепления грунтов
Способ образования анкерного устройства и анкерное устройство
Способ возведения монолитного здания, сооружения методом 3d печати и устройство для его осуществления
Способ возведения инъекционного нагеля и инъекционный нагель, возведенный этим способом

