Результат интеллектуальной деятельности: СПОСОБ ИДЕНТИФИКАЦИИ МАТЕРИАЛЬНЫХ РЕСУРСОВ
Вид РИД
Изобретение
Изобретение относится к области идентификации материальных ресурсов и может быть использовано для маркировки электропроводящих деталей, например, продукции проката, деталей транспортных средств, продукции машиностроения, авиастроения и т.д.
Известен способ установки идентификационной нанометки путем создания с изделием неразъемного соединения и формирования индивидуальной матрицы путем засыпания в нее ультрадисперсного порошка с последующим разогревом и его спеканием под давлением и нанесением на нее информационной сетки [1].
Однако такой метод требует использования значительного количества ультрадисперсного порошка для засыпки конического уступа, требует применения больших давлений и значительных энергозатрат на разогрев всей идентификационной метки.
В качестве прототипа выбран способ идентификации электропроводящих материальных ресурсов, например, деталей транспортных средств, путем присвоения им идентификационного номера, нанесения информационной сетки и индивидуальной матрицы, созданной с помощью физического воздействия [2].
Однако такое физическое воздействие, как электрический разряд не может обеспечить широкое разнообразие получаемых невоспроизводимых матриц, в частности не может обеспечить случайный разброс вскипания отдельных участков идентификационных меток.
Предлагаемый способ идентификации электропроводящих материальных ресурсов, например, деталей транспортных средств, основан на установке идентификационной метки, присвоения ей идентификационного номера, нанесения информационной сетки и индивидуальной матрицы, созданной с помощью физического воздействия.
Особенность предлагаемого способа заключается в том, что поверхность индивидуальной матрицы стохастично (неповторимо) сканируют лазерным непрерывным излучением с плотностью потока излучения от 104 до 107 Вт/см2.
К другим особенностям можно отнести то, что поверхность индивидуальной матрицы полируют и в базу данных вносят структуру сформированного под действием лазерного излучения слоя, что на индивидуальную матрицу наносят несплошной монослой порошка разного размера, а матрицу облучают лазерным излучением через оптически прозрачный прижимной элемент, а в базу данных вносят непредсказуемый набор расположения частиц, что индивидуальную матрицу сканируют неравномерно, доводя отдельные участки до режима вскипания, а в базу данных заносят координаты застывших после вскипания участков.
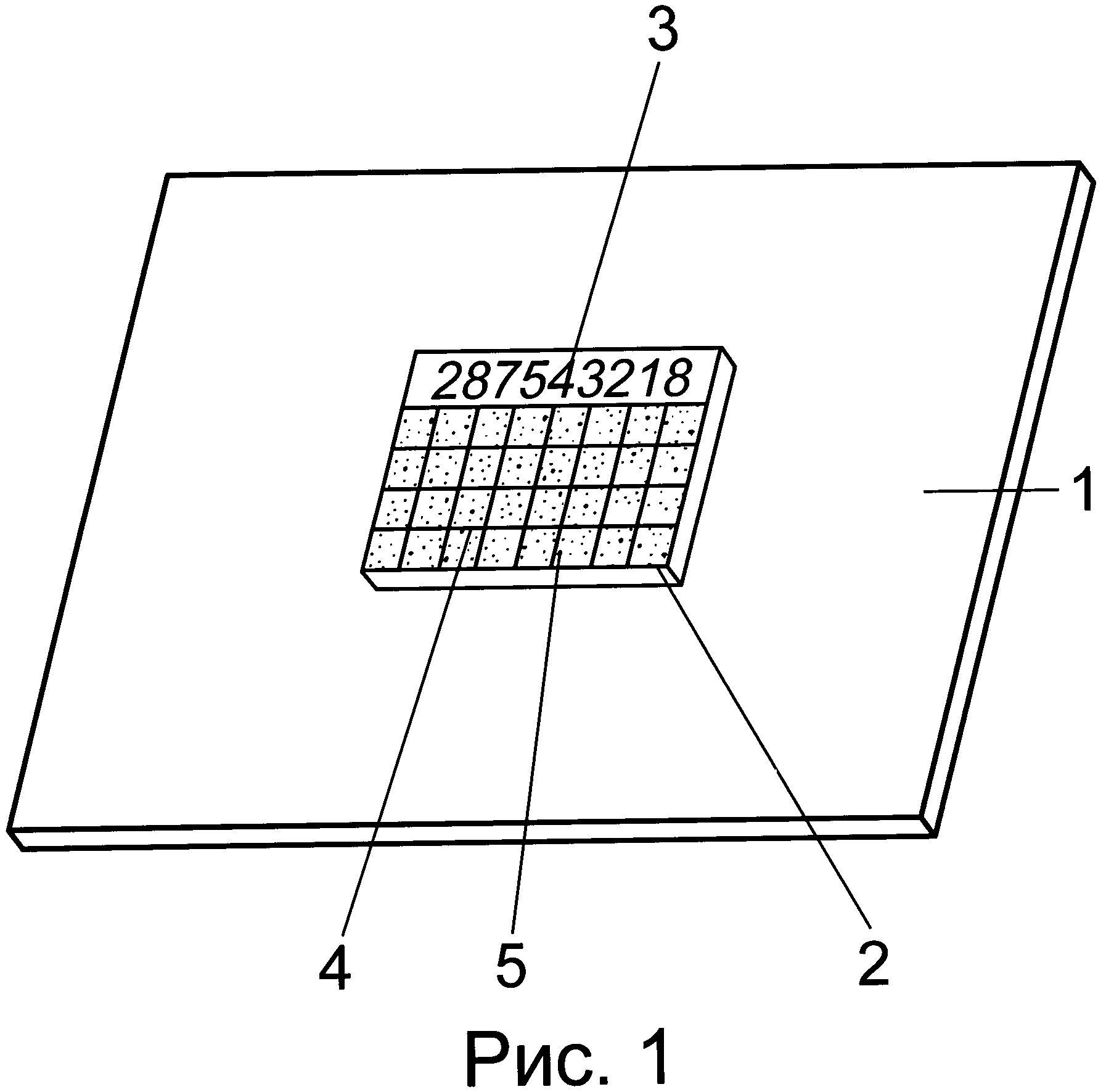
На рис.1 изображен материальный ресурс 1 с меткой 2, имеющей цифровой код 3, информационную сетку 4 и идентификационные признаки 5.
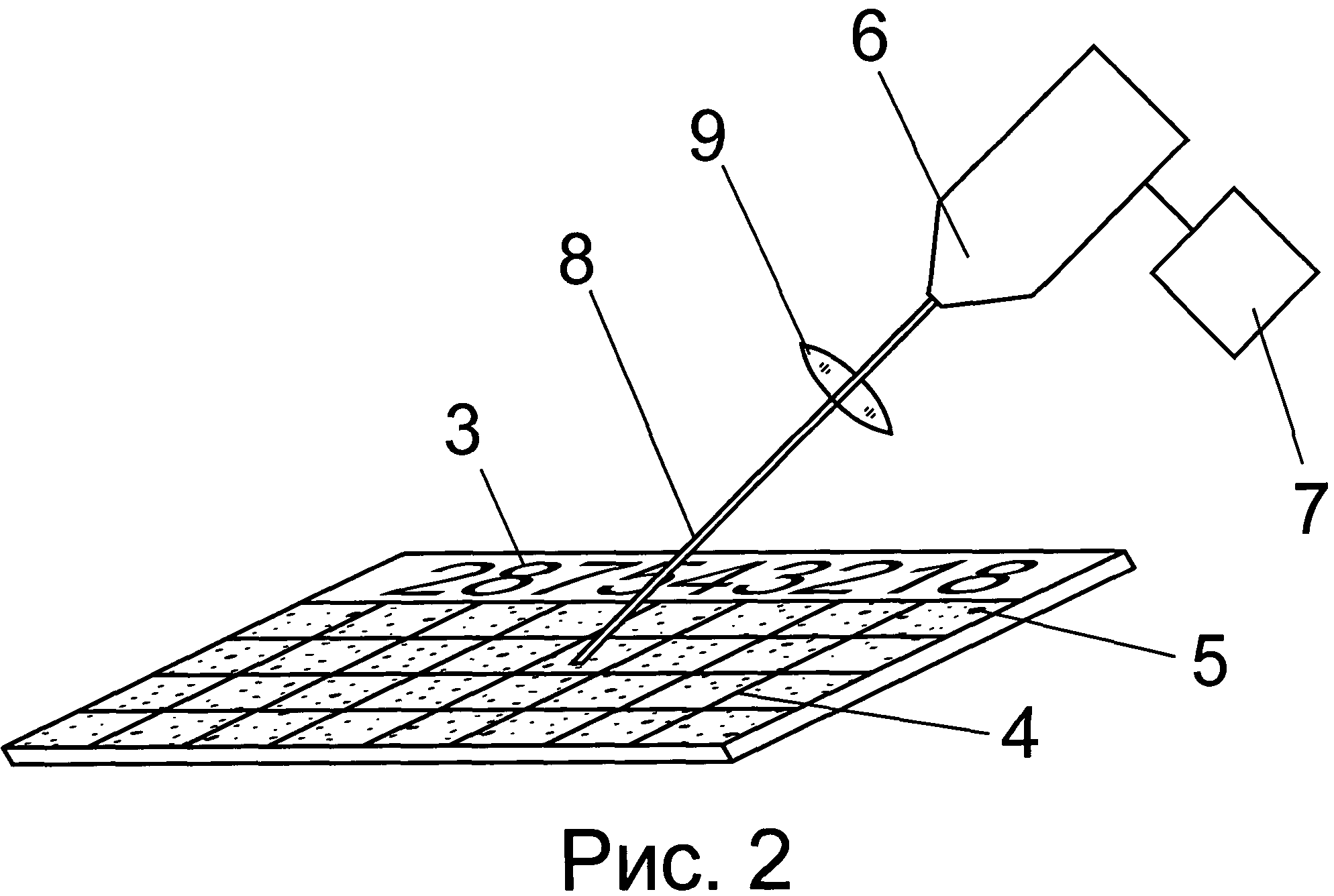
На рис.2 схематично изображено устройство, обеспечивающее идентификацию электропроводящих материальных ресурсов. Оно содержит материальный ресурс 1 с неразъемно установленной идентификационной меткой 2. Метка 2 имеет идентификационный номер 3, информационную сетку 4 и индивидуальную матрицу 5. Над меткой установлен лазер 6 с блоком управления 7. Лазер установлен с возможностью неравномерного сканирования лазерным лучом 8 поверхности матрицы 5. Лазер 6 снабжен регулируемой оптической системой 9.
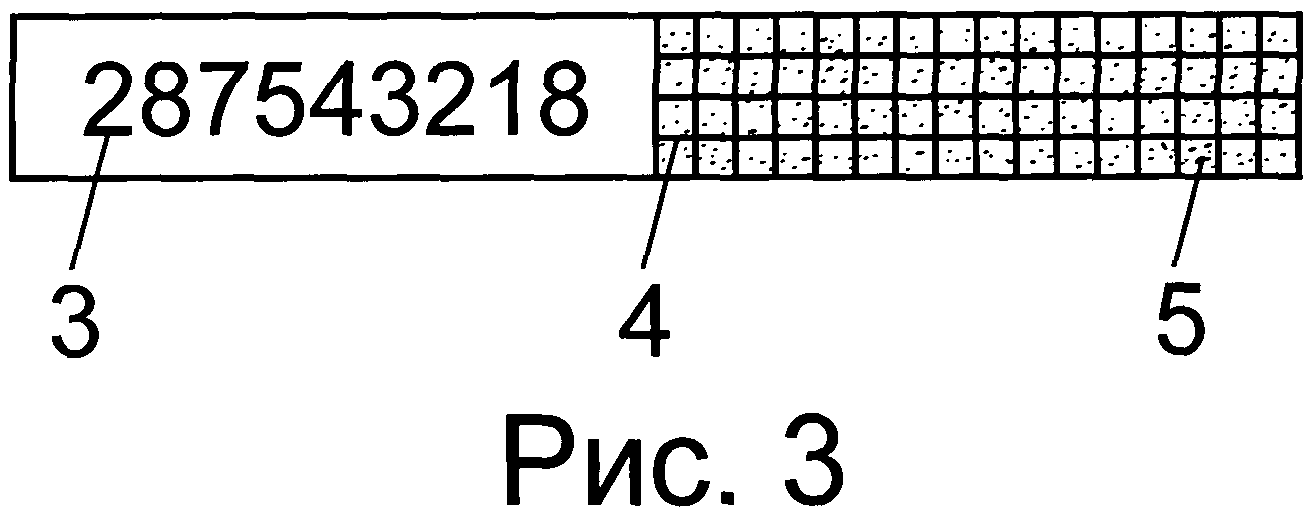
На рис.3 показана отдельно идентификационная метка 2, у которой цифровой код 3, информационная сетка 4 с нанесенной индивидуальной матрицей 5, расположены в ряд.
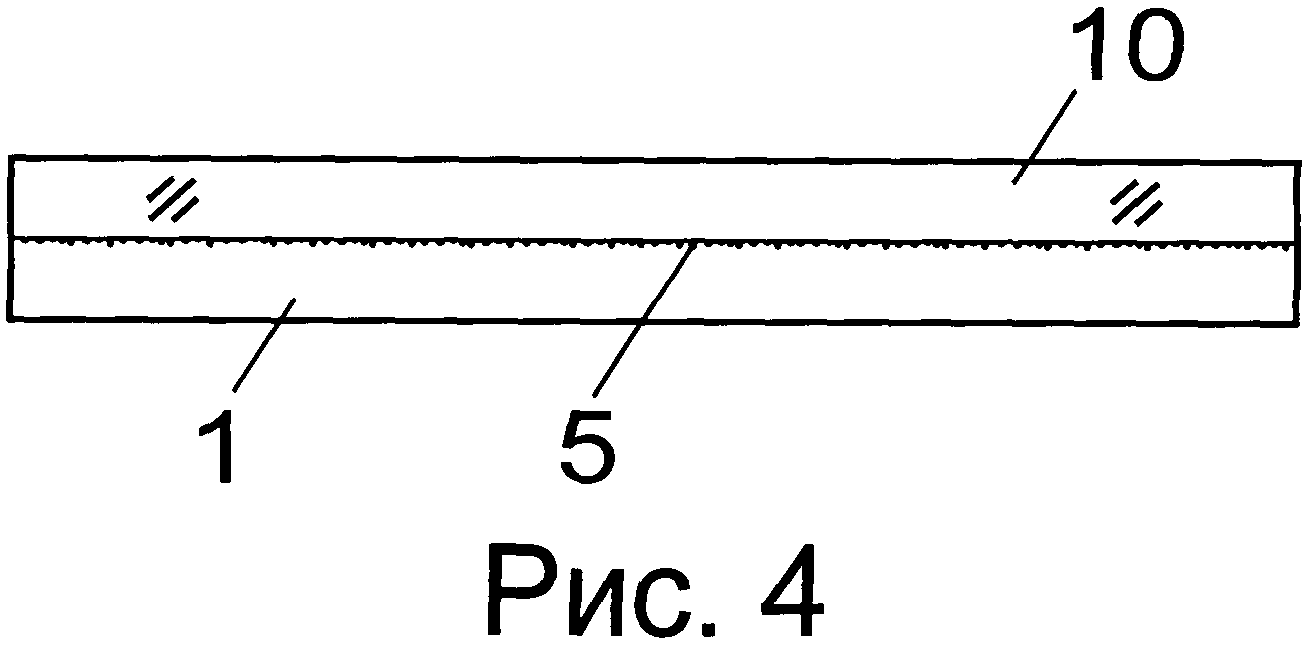
На рис.4 условно показан режим, при котором матрицу 5 облучают лазерным излучением 8 через оптически прозрачный прижимной элемент 10.
Работает предлагаемый способ следующим образом. На идентификационную метку 2 наносят гравировочными или иглоударными инструментами индивидуальный цифровой код 3 и фрезерным станком информационную сетку 4. После чего на информационной сетке 4 формируют индивидуальную матрицу 5. Формирование матрицы 5 осуществляется лазерным излучением 8. Для этого с помощью бока управления 7 добиваются неравномерного сканирования матрицы с плотностью потока излучения от 104 до 107 Вт/см2. Это может быть реализовано как смещением лазера 6, так и перемещением в пространстве оптической системы 9.
Возможны несколько технологических вариантов формирования матрицы 5.
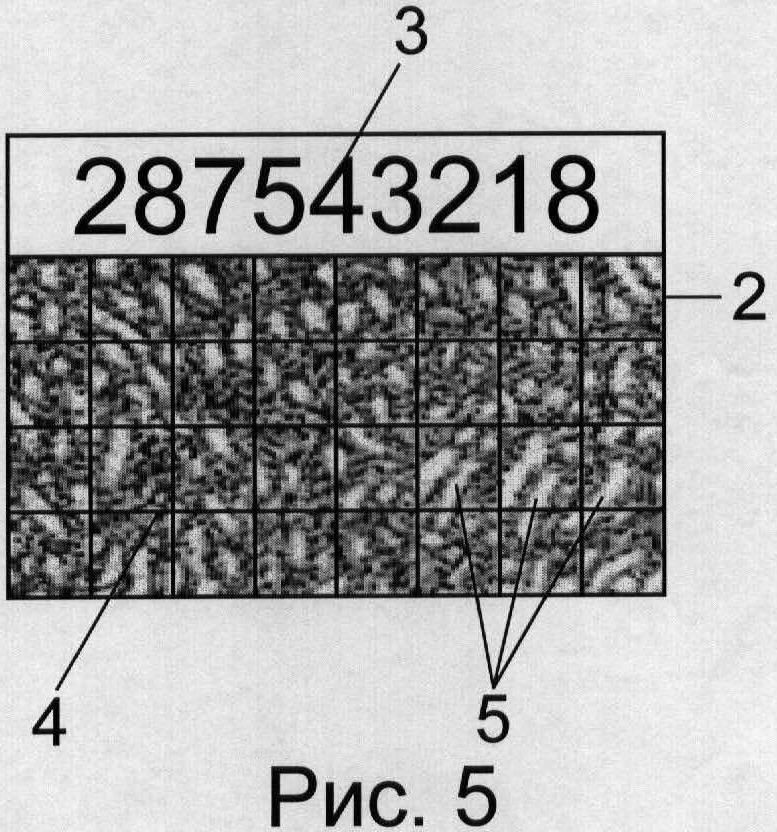
Вариант первый - информационная сетка обрабатывается плотностью потока излучения от 104 до 5·105 Вт/см2. После чего матрицу 5 полируют и в базу данных вносят структуру сформированного под действием лазерного излучения слоя. Возникшие под действием лазерного излучения включения в поверхностном слое (Рис.5) носят индивидуальный характер, что служит информационной защитой цифрового кода 3.
Вариант второй - матрицу 5 не полируют, а на нее (матрицу 5) наносят несплошной монослой порошка разного размера, а матрицу облучают лазерным излучением с плотностью потока излучения от 105 до 106 Вт/см2 (Рис.6) через оптически прозрачный прижимной элемент 10, а в базу данных вносят непредсказуемый набор расположения частиц, приваренных к поверхности информационной сетки 4. В этом варианте сама матрица 5 формируется за счёт приваренных частиц порошка разного размера (а при необходимости, и разных цветов). После чего прижимной элемент 10 снимается и при необходимости (для защиты от агрессивных сред) заменяется на прозрачную эмаль, образующую единое неразъемное целое с матрицей 5. Эмаль в этом случае выполняет и другое предназначение, фиксирует даже слабо закрепленные частицы. Слабо закрепленные частицы могут возникать из-за низкой температуры и из-за использования смеси порошков, составленных из материалов с разными температурами плавления. При наличии на матрице 100-120 частиц, количество возможных комбинаций превышает мировое производство всех материальных ресурсов из металла.
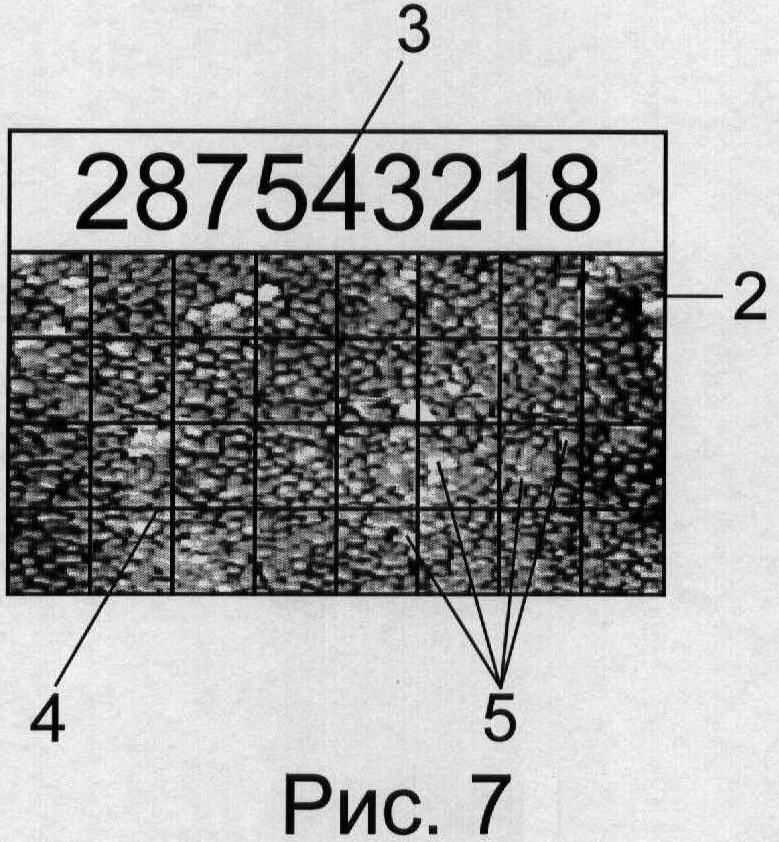
Третий вариант - реализуется при плотности потока излучения от 5·105 до 107 Вт/см2. Индивидуальную матрицу 5 сканируют неравномерно, доводя отдельные участки до режима вскипания, а в базу данных заносят координаты застывших после вскипания участков (Рис.7). В этом варианте идентификации может быть реализована с помощью даже единственного застывшего после вскипания участка. Это объясняется тем, что застывший после вскипания участок обладает множество идентификационных признаков (общей индивидуальной структурой участка, его координат на информационной сетке 4, застывших потеков, наличием застывших капель и т.д.)
Возможны и варианты, когда часть матрицы обрабатывается в одном режиме, а другая часть - в другом из вышеперечисленных. Чем более разнообразнее получаются матрицы 5, тем надежнее информационная защита цифрового кода 3, а следовательно, и надежность процесса идентификации материального ресурса 1.
После формирования матрицы 5 метку 2 с идентификационным номером 3, матрицей 5 вносят в одну из ячеек базы данных. Поиск в базе данных осуществляется по идентификационному номеру, а возможность перебивки номера полностью исключается за счет индивидуальной матрицы. Процесс идентификации завершается после полного совпадения матрицы на ресурсе 1 и соответствующей ей матрицы в базе данных.
Учитывая тот факт, что и идентификационные номера 3 можно наносить на метку с помощью лазерного гравера, предложенная технология обладает существенными преимуществами перед остальными.
Источники информации
1. Патент Республики Молдова №3963
2. Патент Республики Молдова №3389
Способ идентификации электропроводящих материальных ресурсов, например, деталей транспортных средств, путем установки на деталь идентификационной метки, присвоения ей идентификационного номера, нанесения информационной сетки и индивидуальной матрицы, созданной с помощью физического воздействия, отличающийся тем, что поверхность индивидуальной матрицы стохастично (неповторимо) формируют лазерным непрерывным излучением, а после формирования поверхности индивидуальной матрицы ее полируют и в базу данных вносят структуру сформированного под действием лазерного излучения слоя, на индивидуальную матрицу наносят несплошной монослой порошка разного размера, при этом матрицу облучают лазерным излучением через оптически прозрачный прижимной элемент, а в базу данных вносят непредсказуемый набор расположения частиц, причем индивидуальную матрицу обрабатывают неравномерно, доводя отдельные участки до режима вскипания, а в базу данных заносят координаты застывших после вскипания участков.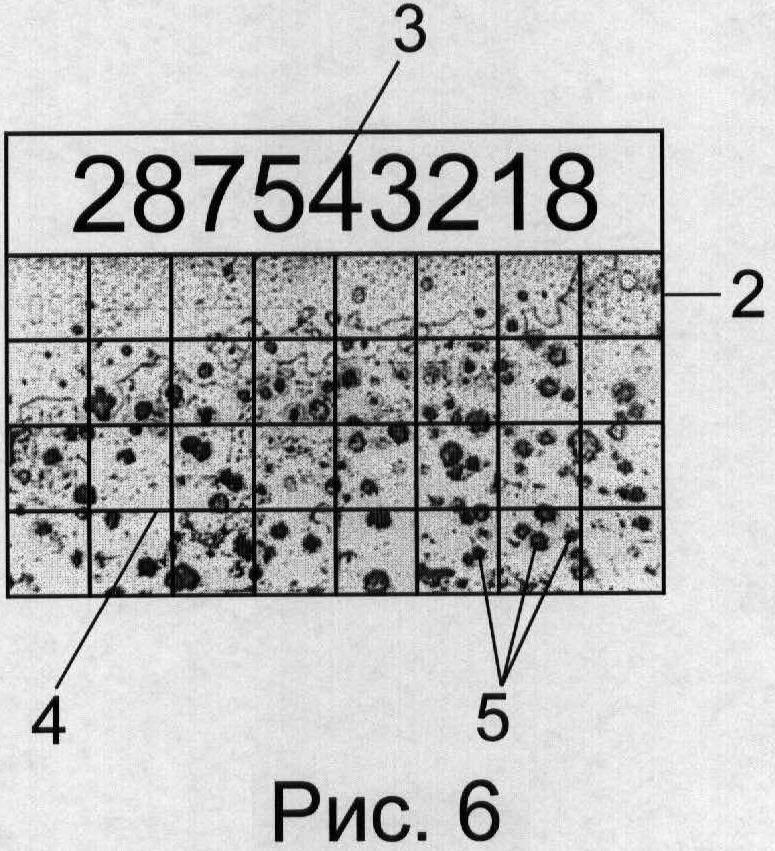
Способ формирования поверхностного композиционного слоя в металлах
Устройство формирования изображений с высоким разрешением внутри прозрачного или малопрозрачного твердого материала
Способ формирования поверхностного композиционного слоя в металлах

