Результат интеллектуальной деятельности: СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОГО ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к технологии получения свариваемых листовых сталей, используемых в бронезащитных конструкциях в высокоупрочненном состоянии после закалки на мартенсит.
Бронестойкость листового проката оценивается по минимальной толщине листа Нн, выдерживающей без пробития обстрел из стрелкового оружия по нормали с расстояния 100 м бронебойно-зажигательными пулями типа Б-32 с закаленным сердечником.
Известен способ производства высокопрочного листового проката, включающий получение слябов из хромоникелевой стали, их нагрев до температуры аустенитизации 1000-1180°С, многопроходную горячую прокатку до конечной толщины с температурой конца прокатки 950°С. Горячекатаные листы затем нагревают со скоростью не менее 25°С/мин, закаливают водой и подвергают отпуску (заявка №61-163210, Япония, МПК C21D8/00, 1986 г.).
Недостатки известного способа состоят в том, что листовой прокат имеет низкую бронестойкость при обстреле из стрелкового оружия.
Наиболее близким аналогом к предлагаемому изобретению является способ деформационно-термического производства листового проката (патент РФ №2400558, МПК С22С 38/58, 2010 г.), включающий выплавку стали, рафинирование обработкой синтетическими шлаками, разливку в слитки, нагрев, многопроходные обжимную прокатку в листовые заготовки (слябы) толщиной 100 мм, последующую прокатку в листы конечной толщины 4,0-10,0 мм, закалку водой от температуры 850°С и низкотемпературный отпуск при температуре 250°С, при этом сталь после рафинирования имеет следующий химический состав, мас.%:
|
Недостатки известного способа состоят в том, что листовой прокат имеет низкую бронестойкость при обстреле из стрелкового оружия пулями с термоупрочненными сердечниками.
Техническая задача, решаемая изобретением, состоит в повышении бронестойкости листового проката.
Для решения поставленной технической задачи в известном способе производства броневого листового проката, включающем выплавку стали, рафинирование, разливку в слитки, нагрев, многопроходные обжимную прокатку в слябы, последующую прокатку в листы конечной толщины, закалку и низкотемпературный отпуск, согласно изобретению сталь после рафинирования имеет следующий химический состав, мас.%:
|
разливку стали в слитки завершают при температуре не менее чем на 8°С выше температуры ликвидуса, обжимную прокатку осуществляют в продольном направлении с суммарным относительным обжатием не менее 85% с получением сляба, а сляб подвергают прокатке за два передела, причем при первом переделе сляб обжимают до толщины листа, в 2-10 раз превышающей конечную, и охлаждают водой со скоростью до 400°С/мин, затем лист нагревают до температуры не ниже 900°С и прокатывают до конечной толщины с температурой конца прокатки не ниже 650°С и незамедлительно проводят закалку водой, а низкотемпературный отпуск осуществляют с интервалом не более 8 ч при температуре 100-200°С.
Сущность изобретения состоит в следующем. За счет оптимального сочетания химического состава стали, получаемого в результате рафинирования, и предложенных параметров всего металлургического деформационно-термического передела достигается специфическое микроструктурно-фазовое состояние стали, которое противостоит нарастающему давлению при соударении с пулей: тонкая структура стали перестраивается в соответствии с законом термодинамики фазовых переходов в конфигурацию, устойчивую в условиях высоких давлений. С увеличением скорости пули возрастает сопротивление ее внедрению в броневой лист. При этом имеет место разрушение термоупрочненного пулевого сердечника. После завершения ударного воздействия в броневом листе протекают процессы релаксации и восстановления его функциональных свойств.
Помимо этого, в листовом прокате в процессе преимущественной прокатки слитков в продольном направлении формируется плоскостная анизотропная текстура. Благодаря этому при соударении из-за разного сопротивления внедрению происходит поворот пули (отклонение от линии обстрела), что снижает ее поражающее воздействие и повышает бронестойкость листов.
Углерод упрочняет закаленную сталь. При концентрации углерода менее 0,25% снижается прочность и твердость, а при его концентрации более 0,35% снижаются вязкость, пластичность и бронестойкость закаленной низкоотпущенной листовой стали.
Кремний раскисляет сталь, повышает прочность и упругость в закаленном и низкоотпущенном состоянии. Но главное - он упрочняет сталь без образования включений карбидов и нитридов, повышает устойчивость мартенсита к отпуску при соударении с пулей. При концентрации кремния менее 0,6% снижается прочность и твердость стали, а при концентрации более 0,7% снижается пластичность и вязкость, из-за чего не обеспечивается достижение максимальной бронестойкости.
Марганец раскисляет и упрочнят сталь. При его концентрации менее 0,6% снижается твердость и прочность листовой стали. Увеличение концентрации марганца более 0,7% в сочетании с 2,9-3,3% хрома приводит к появлению трещин при пулевых ударах, что снижает бронестойкость листового проката.
Алюминий раскисляет сталь и способствует измельчению микроструктуры стали в процессе деформационно-термического производства листов. При содержании алюминия менее 0,10% его влияние мало, вязкостные свойства стали ухудшаются. Увеличение содержания этого элемента более 0,15% ведет к нестабильности вязкостных свойств и снижению бронестойкости листового проката.
Никель способствует повышению пластичности и вязкости закаленной низкоотпущенной стали. Однако при его содержании более 0,95% повышается содержание остаточного аустенита в стали и ухудшаются ее броневые свойства. Снижение содержания никеля менее 0,70% приводит к потере пластичности и ударной вязкости при пулевых ударах.
Кобальт снижает содержание остаточного аустенита в стали, способствует сохранению благоприятной дислокационной морфологии тонкой структуры мартенсита после пулевого соударения. При содержании кобальта менее 3,1% не достигается повышения бронезащитных свойств закаленных листов. Увеличение содержания кобальта сверх 3,3% не приводит к дальнейшему улучшению бронезащитных свойств, а лишь увеличивает расходы на легирующие.
Медь улучшает устойчивость мартенсита закалки при пулевых соударениях, но при концентрации меди менее 0,4% снижается бронестойкость листов. Увеличение концентрации меди более 0,6% снижает ударную вязкость, в результате не достигаются максимально возможные броневые свойства термоулучшенной листовой стали.
Хром улучшает бронестойкость стали. При его концентрации менее 2,9% прочностные и вязкостные свойства не достигают оптимальных значений. Увеличение содержания хрома более 3,3% приводит к потере пластичности и бронестойкости из-за образования трещин при пулевых соударениях.
Молибден и ванадий благоприятно изменяют распределение вредных примесей в мартенсите, уменьшая их концентрацию по границам зерен, повышают прочность и вязкость стали, обусловливают мелкозернистость микроструктуры. При содержании молибдена менее 0,4% или ванадия менее 0,1% прочностные и броневые свойства стали снижаются. Увеличение содержания молибдена более 0,50%, а также ванадия более 0,2% ухудшает пластичность и броневые свойства закаленной низкоотпущенной стали. В обоих случаях не достигаются максимально возможные броневые свойства листового проката.
Сера и фосфор в данной стали являются вредными примесями, их концентрацию снижают в процессе рафинирования расплава. При концентрации серы не более 0,005% и фосфора не более 0,005% их отрицательное влияние на броневые свойства листовой стали незначительно.
Экспериментально установлено, что при завершении разливки при температуре менее чем на 8°С выше температуры ликвидуса, при кристаллизации стали предложенного состава выделяются крупные карбидные включения, которые располагаются по границам кристаллитов, обедняя мартенсит углеродом. В результате снижается прочность мартенситной матрицы и бронестойкость термоулучшенных листов.
В случаях, когда суммарное обжатие слитков в плоскости прокатки в продольном направлении будет менее 85%, снижается степень анизотропии текстуры стали и бронестойкость листового проката.
Если толщина листа после первого передела превышает ее конечную толщину менее чем в 2 раза, то после второго передела листовой прокат характеризуется существенной разнозернистостью микроструктуры, что отрицательно сказывается на бронестойкости. Увеличение указанного отношения толщин более 10 раз способствует росту неблагоприятной текстуры, приобретенной при втором переделе, что также снижает бронестойкость листового проката.
Промежуточное (после первого передела) охлаждение листа со скоростью более 400°С/мин приводит к измельчению микроструктурных составляющих стали, снижению технологической пластичности, что в результате снижает бронестойкость листа.
Нагрев листов в промежуточной толщине до температуры ниже 900°С приводит к ухудшению их пластических и вязкостных свойств в термоулучшенном состоянии, снижению бронестойкости листового проката.
При температуре конца прокатки ниже 650°С последующая незамедлительная закалка не обеспечивает формирование дислокационного мартенсита с реечной морфологией, что снижает бронестойкость листов.
При продолжительности выдержки после закалки более 8 ч имеет место самопроизвольное разупрочнение закаленной листовой стали из-за диффузии углерода, что недопустимо.
Увеличение температуры отпуска выше 200°С приводит к резкому падению твердости. Поэтому при соударении термоупрочненный сердечник пули не разрушается на фрагменты, бронестойкость листа снижается. При температуре отпуска ниже 100°С броневые листы при соударении с пулей склонны к хрупкому разрушению, что снижает их бронестойкость.
Примеры реализации способа
В электродуговой печи объемом 10 т проводили выплавку сталей различным химическим составом. Выплавленную сталь в ковше раскисляли ферромарганцем, ферросилицием, легировали феррохромом, феррованадием, ферромолибденом, вводили металлические кобальт, никель, медь, алюминий. Затем сталь подвергали рафинированию: с помощью синтетических шлаков удаляли избыток серы и фосфора, после чего вакуумировали. Химический состав сталей после рафинирования приведен в табл.1.
Сталь с составом 3 (табл.1), имеющую температуру ликвидуса Тл=1359°С, подвергают разливке в листовые слитки массой 1 т. Разливку последнего слитка завершают при температуре Тр=1370°С, что на величину ΔТ=11°С превышает температуру ликвидуса Тл=1359°С стали данного химического состава.
Полученные слитки после охлаждения до температуры Тсл=800°С загружают в печь, нагревают до температуры 1250°С и подвергают обжимной прокатке в продольном направлении с суммарным относительным обжатием ε∑=90% с тремя кантовками (для обжатия по ширине) в слябы толщиной Н0=90 мм.
Полученные слябы нагревают до температуры 1250°С и прокатывают на реверсивном листовом стане 2000 в листы с промежуточной толщиной Н1=36 мм, что в n=6 раз превышает конечную толщину листа Н2=6,0 мм.
Относительное обжатие в первом проходе устанавливают равным ε1=8%, которое последовательно снижают к последнему проходу до величины ε1=3%.
Листы в промежуточной толщине H1=36 мм подвергают охлаждению водой со средней скоростью V=280°С/мин.
Охлажденные листы подогревают до температуры Тн=920°С и подвергают повторной прокатке на реверсивном стане 2000 в листы конечной толщины Н2=6,0 мм. Относительную степень обжатия последовательно снижают по проходам с ε2=8% до ε2=3%. Прокатку завершают при температуре Ткп=700°С. Аналогично проводят прокатку листов с конечной толщиной 7,0 и 5,5 мм.
Прокатанные листы подвергают незамедлительной закалке водой от температуры Ткп=700°С и за период времени τ=3 ч загружают в садочную печь с газовым отоплением. Садку закаленных листов нагревают до температуры отпуска Тотп=150°, и после выдержки в 8 ч для выравнивая температуры садки охлаждают до комнатной температуры. От готовых листов на электроэрозионном станке отрезают (без нагрева) образцы для испытания механических свойств и бронестойкости.
Испытания показывают, что полученные листы толщиной Н2=6,0 мм выдерживают испытание на непробитие, т.е. показатель бронестойкости листового проката Нн=6,0 мм.
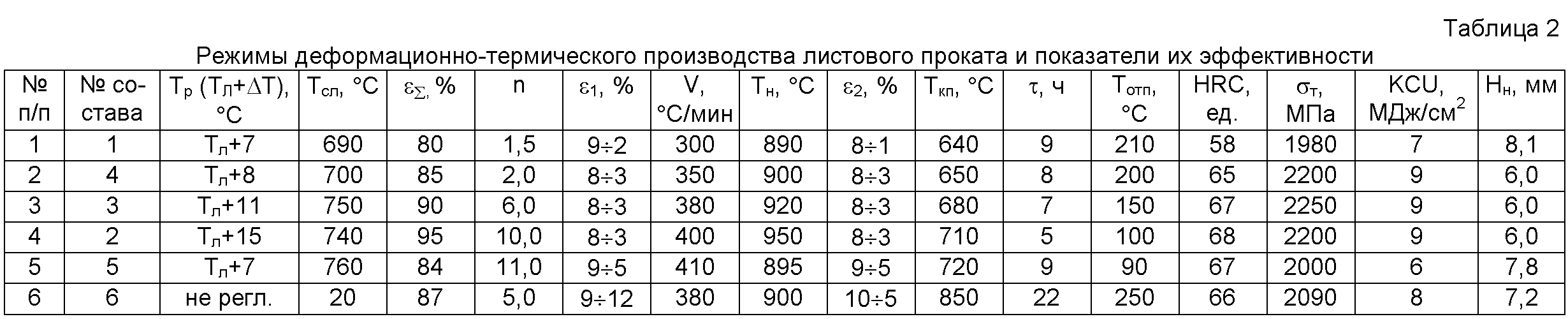
Варианты реализации способов производства листового проката, а также показатели механических свойств и бронестойкость листов представлены в табл.2.
Из данных, приведенных в табл.2, следует, что при реализации предложенного способа (варианты №2-4) обеспечивается наиболее высокая бронестойкость листового проката: минимальная толщина непробития при испытании на обстрел составляет Нн=6,0 мм. Одновременно с этим достигаются максимальные твердость и прочность листов при повышенном показателе ударной вязкости. В случаях запредельных значений заявленных параметров (варианты №1 и №5), а также реализации известного способа (вариант №6, ближайший аналог) бронестойкость листов снижается, показатель минимальной толщины непробития Нн возрастает.
Технико-экономические преимущества предложенного способа деформационно-термического производства листового проката состоят в том, что одновременная оптимизация химического состава стали в результате легирования и рафинирования, деформационных режимов прокатки, осуществляемых за два передела, промежуточного ускоренного охлаждения в промежуточной толщине, в 2-10 раз превышающей конечную, регламентация предельной продолжительности выдержки перед низкотемпературным отпуском при 100-200°С обеспечивают формирование в микроструктуре готового листового проката дислокационного мартенсита с реечной морфологией и анизотропию прочностных свойств.
|
Способ обнаружения взрывчатых веществ
Способ получения наноразмерного порошка на основе системы трикальцийфосфат-гидроксиапатит для синтеза керамических биоматериалов
Сверхпроводящий композиционный материал на основе втсп соединений и способ его получения
Термоэлектрохимический генератор (тэхг)
Способ получения нанодисперсного гидроксиапатита для медицины
Композиционный материал на основе гидроксиапатита и карбоната кальция для заполнения костных дефектов при реконструктивно-пластических операциях
Низкотемпературная фторгидроксиапатитовая керамика для реконструкции костных дефектов
Способ получения наноразмерного порошка для биоматериалов
Способ охлаждения валков сортопрокатной клети
Способ отжига рулонов холоднокатаных полос
Способ прокатки сортовых профилей
Способ прокатки сортовых профилей
Способ производства полос из низколегированной стали
Способ кинетического низкотемпературного отпуска
Способ производства штрипсов
Способ прокатки катанки
Способ производства горячекатаных полос
Способ профилирования валков чистовой группы клетей кварто стана горячей прокатки полос

